Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ПОРИСТОГО ВОЛЬФРАМОВОГО КАРКАСА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Предлагаемое изобретение относится к порошковой металлургии, в частности к способу получения спеченного пористого вольфрамового каркаса.
Уровень техники
Известен способ получения пористых изделий из карбидов тугоплавких переходных металлов IV-VI групп (Патент RU 2181913, МПК G21C 3/64, от 14.08.2000 г. Опубликован 27.04.2002 г.).
Известен способ получения спеченного пористого каркаса карбида титана введением 4-6 мас.% Ni (Шумейко В.Н., Шумейко В.В. «Пористый проницаемый материал на основе карбида титана». Тезисы доклада IV международного симпозиума «Пористые проницаемые материалы: технологии и изделия на их основе», Минск, Беларусь 27-28 октября 2011 г., стр. 197-201).
Известен способ спекания порошка вольфрама, включающего равномерно распределенные активирующие присадки: кремнещелочные, алюминиевые, оксиды тория, лантана, иттрия и их комбинации, включающий прессование и последующее спекание при 1150°C-1300°C (Вольфрам / А.Н. Зеликман, Л.С. Никитина. М.: Металлургия, 1978, 180 стр.).
Наиболее близким является способ получения спеченного пористого вольфрамового каркаса, включающий смешивание порошка вольфрама с активирующей добавкой, прессование и спекание (Технология и свойства спеченных твердых сплавов и изделий из них. Учебное пособие для вузов. - 2-е изд. доп. и перераб. / Панов B.C., Чувилин A.M., Фальковский В.А. - М.: «МИСИС», 2004. стр. 144).
Недостатками наиболее близкого технического решения являются:
- высокая температура процесса спекания;
- низкая прочность вольфрамового каркаса.
Задачей предлагаемого изобретения является разработка способа получения вольфрамового каркаса из порошка вольфрама 1,0-0,5 мкм.
Техническим результатом способа является:
- снижение температуры спекания;
- повышение прочности спеченного вольфрамового каркаса.
Технический результат достигается следующим образом.
Способ получения спеченного пористого вольфрамового каркаса включает смешение порошка вольфрама с порошковой активирующей добавкой, состоящей из порошков никеля и железа, прессование и спекание, используют порошок вольфрама с размером частиц 1-0,5 мкм при следующем соотношении компонентов в смеси порошков, мас.%:
|
Причем смешивание порошков проводят в планетарной мельнице при отношении веса смеси порошков к весу шаров равном 1:10, с добавлением изопропилового спирта при отношении объема изопропилового спирта к объему смеси порошков равном 2:1 и последующей сушкой до полного удаления спирта. Далее прессование ведут с добавлением этанола в смесь порошков при соотношении 1-5 об.%. После чего спекание проводят в атмосфере водорода при 800°C в течение 30 минут.
Предлагаемое изобретение стало возможным после того как авторы установили особенности:
- приготовления смеси частиц вольфрама с размером 1,0-0,5 мкм;
- прессования смеси с размером частиц вольфрама менее 1,0-0,5 мкм;
- спекания прессовок с размером частиц вольфрама менее 1,0-0,5 мкм.
Для приготовления смеси использовали порошки вольфрама, никеля и железа. Смешение проводили в планетарной мельнице. Это позволило дополнительно измельчить исходные порошки за счет разрушения слипшихся частиц мелкодисперсных частиц.
Известно, что при использовании гранулированных смесей к гранулам предъявляют определенные требования: они не должны обладать повышенной прочностью и жесткостью (Технология и свойства спеченных твердых сплавов и изделий из них. Учебное пособие для вузов. - 2-е изд. доп. и перераб. / Панов B.C., Чувилин A.M., Фальковский В.А. - М.: «МИСИС», 2004, стр. 125-126). Гранулы, обладающие повышенной прочностью и жесткостью, не будут разрушаться при прессовании и между ними останутся большие щелевые поры, которые не зарастут при спекании.
Авторами установлено, что пластифицирование смеси с размером частиц 1,0-0,5 мкм приводит к получению очень прочных и жестких гранул. В грануле диаметром -300 мкм может содержаться до 10000 отдельных частиц, «склеенных» пленкой пластификатора. Для разрушения такой гранулы требуется очень большое давление, которое не достижимо при прессовании заготовки в стальной пресс-форме. Поэтому прессовать смеси, состоящие из таких частиц, следует без использования пластификатора.
Вторым фактором, позволяющим исключить пластифицирование смеси, является, не смотря на значительную разницу в удельном весе вольфрама, никеля и железа, отсутствие сегрегации частиц в смеси.
Смесь не обладает уплотняемостью и формуемостью.
Авторы применили способ мокрого прессования с использованием лиофильной жидкости - этанола. Мокрое прессование позволяет значительно уменьшить внешнее и внутреннее трение и добиться требуемой уплотняемости и формуемости.
Исключение пластифицирования и применение этанола не загрязняют прессовку.
Спекание. Авторы установили, что спекание в атмосфере водорода при 800°C в течение 30 минут позволяет получить прочный вольфрамовый каркас.
Пример 1 (прототип).
94,0 г порошка вольфрама, 6,0 г порошка никеля смешивали в шаровой мельнице 24 часа.
После отделения смеси от шаров и сушки проводили пластифицирование, сушку и гранулирование.
Прессование проводили при 4 кгс/см2, 6 кгс/см2 и 8 кгс/см2. Спекание в водороде при 800°C в течение 30 минут не позволило получить прочный вольфрамовый каркас. Он рассыпался от сжатия двумя пальцами.
Пример 2. 93,0% W - 4,9% Ni - 2,1% Fe.
93,0 г порошка вольфрама, 4,9 г порошка никеля, 2,1 г порошка железа и 200 г изопропилового спирта смешивали в планетарной шаровой мельнице, при отношении порошка вольфрама с активирующей добавкой к шарам равном 1:10, в течение 15 минут, по 5 минут с изменением направления вращения барабана. Через каждые 5 минут смешивания проводили охлаждение - 5 минут.
После отделения смеси от шаров ее сушили в электрическом шкафу при температуре ~90°C до полного удаления спирта. Полноту удаления контролировали по отсутствию запаха. Смесь растирали, брали навески и прессовали.
Прессование. Стенки матрицы и пуансоны смазывали стеаратом цинка, засыпали смесь. Сверху вводили этанол, 1 об.% по отношению к объему засыпанного порошка вольфрама с активирующей добавкой, вставляли верхний пуансон и прессовали при 4 кгс/см2, 6 кгс/см2 и 8 кгс/см2.
Спекание. Спекание проводили в водороде при 800°C в течение 30 минут.
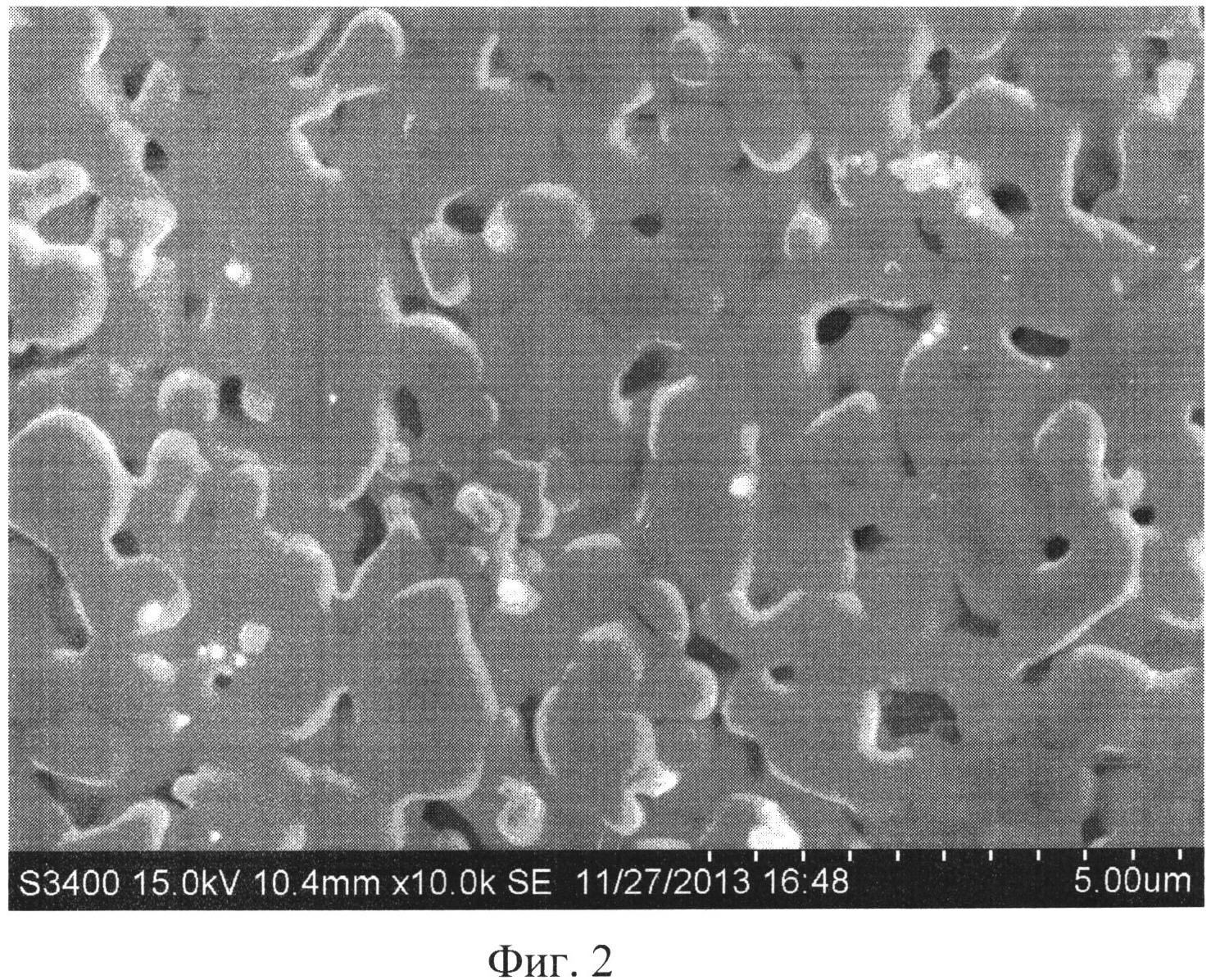
Изображение спеченного вольфрамового каркаса на фигуре 1 при давлении прессования 4 кгс/см2, а на фигуре 2 при давлении 8 кгс/см2.
На фигурах 1 и 2 видно, что частицы вольфрама спечены между собой. Влияние давления прессования проявилось в размерах и количестве межчастичных пор.
Пример 3. 94,0% W - 4,2% Ni - 1,8% Fe.
94,0 г порошка вольфрама, 4,2 г порошка никеля, 1,8 г порошка железа и 200 г изопропилового спирта смешивали в планетарной шаровой мельнице, при отношении порошка вольфрама с активирующей добавкой к шарам равном 1:10, в течение 15 минут, по 5 минут с изменением направления вращения барабана. Через каждые 5 минут смешивания проводили охлаждение - 5 минут.
После отделения смеси от шаров ее сушили в электрическом шкафу при температуре ~90°C до полного удаления спирта. Полноту удаления контролировали по отсутствию запаха. Смесь растирали, брали навески и прессовали.
Прессование. Стенки матрицы и пуансоны смазывали стеаратом цинка, засыпали смесь. Сверху вводили этанол, 5 об.% по отношению к объему засыпанного порошка вольфрама с активирующей добавкой, вставляли верхний пуансон и прессовали при 4 кгс/см2, 6 кгс/см2 и 8 кгс/см2.
Спекание. Спекание проводили в водороде при 800°C в течение 30 минут.
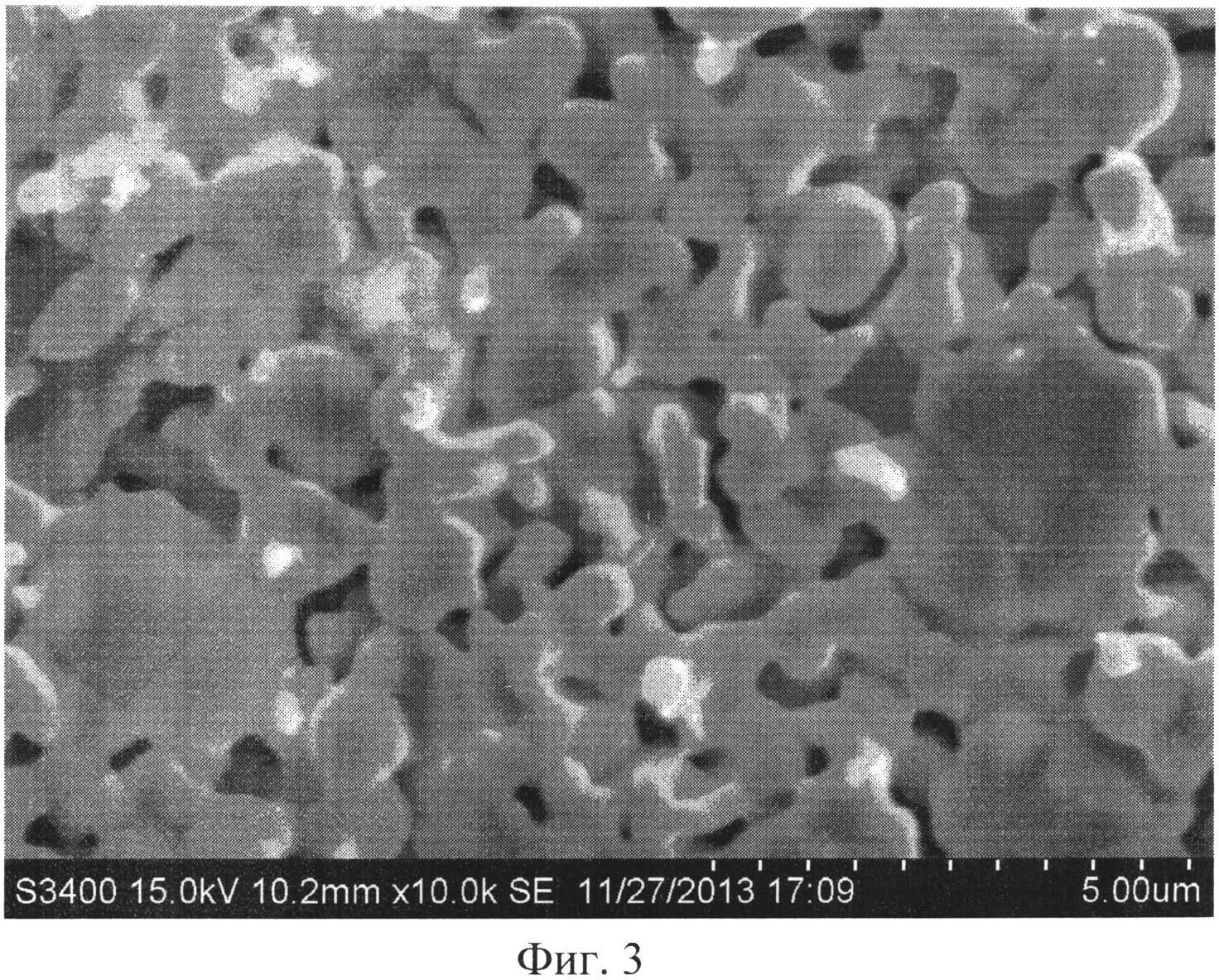
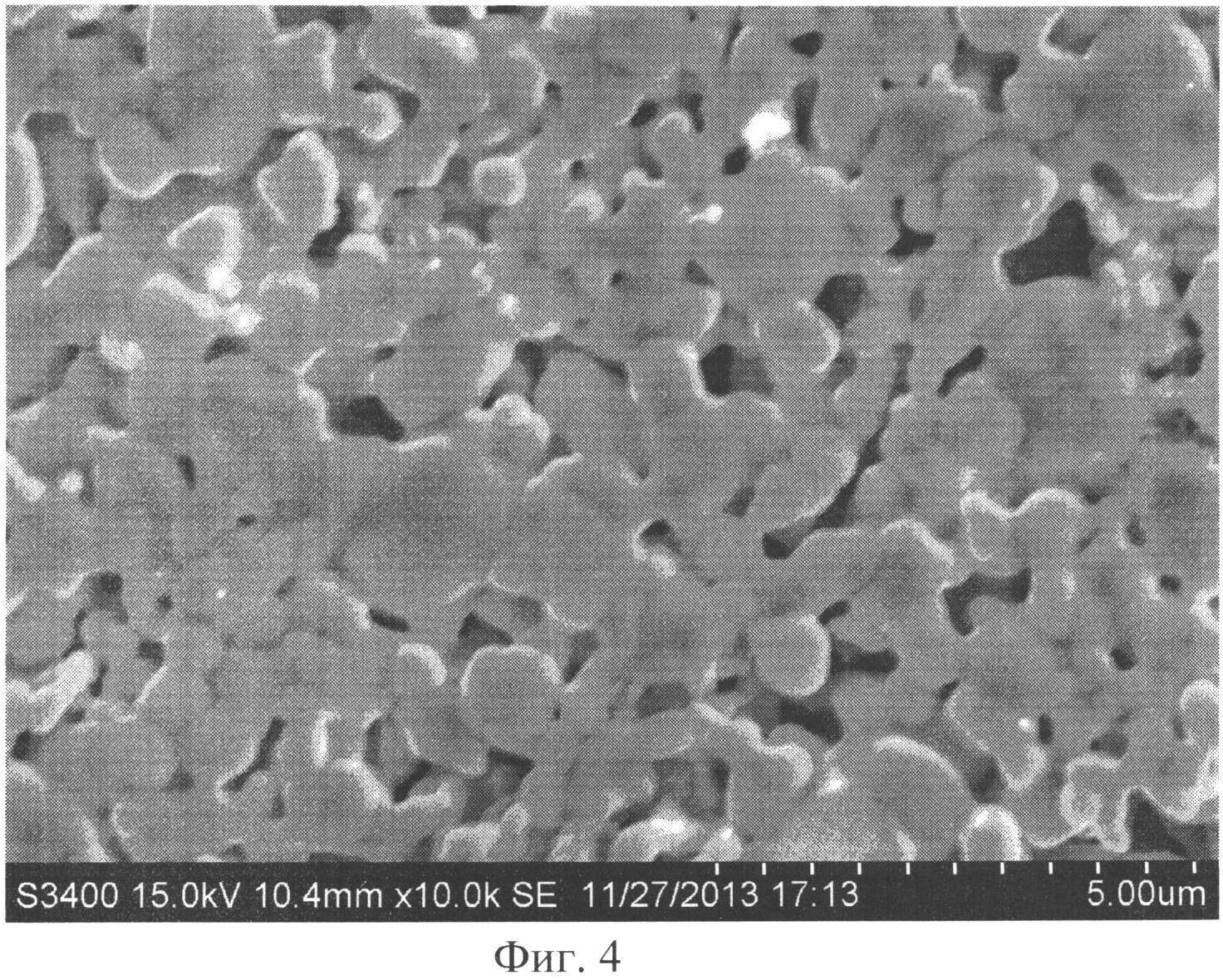
Изображение спеченного вольфрамового каркаса на фигуре 3 при давлении прессования 4 кгс/см2, а на фигуре 4 при давлении 8 кгс/см2.
Способ получения спеченного пористого вольфрамового каркаса, включающий смешение порошка вольфрама с порошковой активирующей добавкой, состоящей из порошков никеля и железа, прессование и спекание, отличающийся тем, что используют порошок вольфрама с размером частиц 1-0,5 мкм при следующем соотношении компонентов в смеси порошков, мас.%: причем смешивание порошков проводят в планетарной мельнице при отношении веса смеси порошков к весу шаров равном 1:10, с добавлением изопропилового спирта при отношении объема изопропилового спирта к объему смеси порошков равном 2:1 и последующей сушкой до полного удаления спирта, прессование ведут с добавлением этанола в смесь порошков при соотношении 1-5 об.%, а спекание проводят в атмосфере водорода при 800°C в течение 30 минут.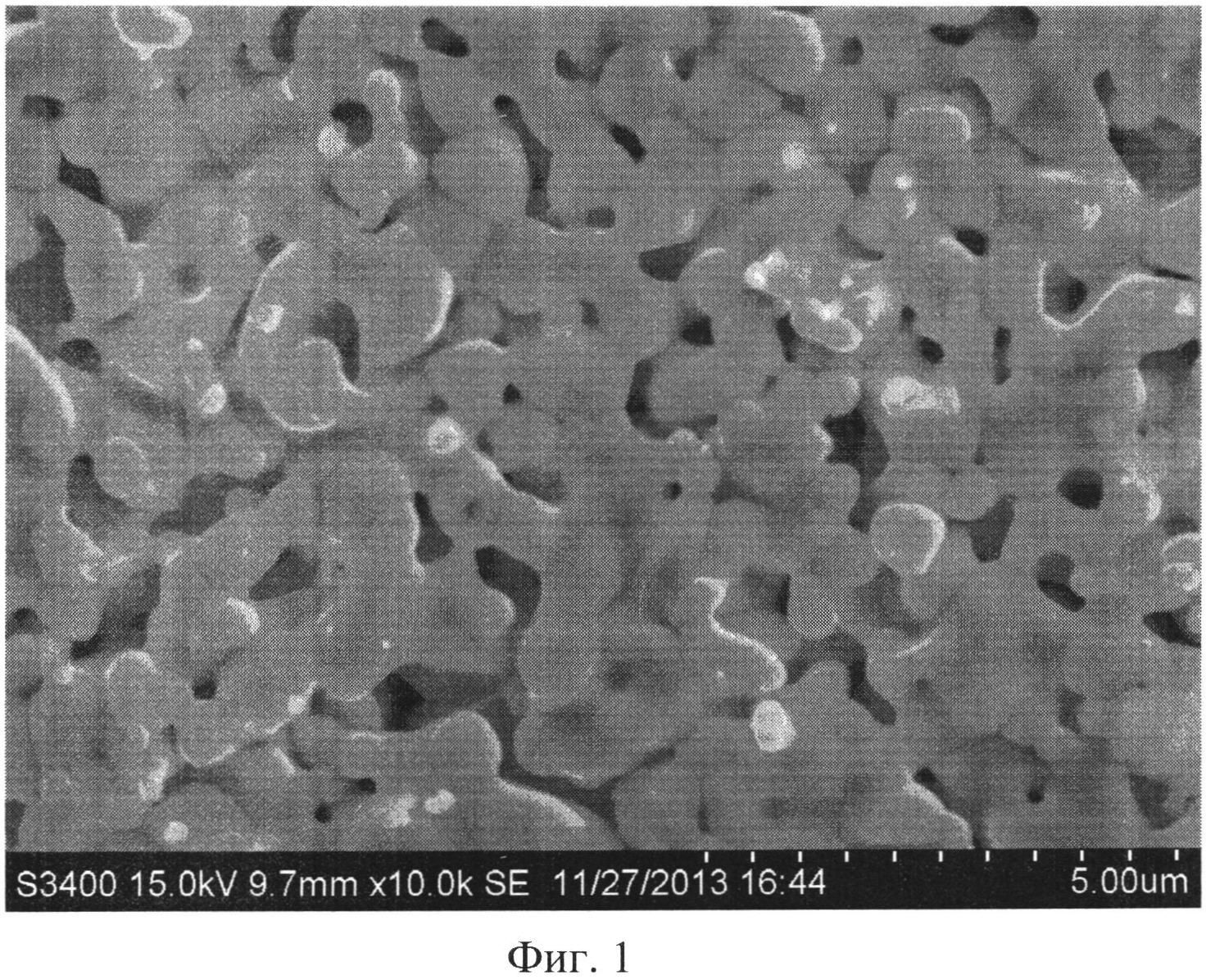
Способ формирования бидоменной структуры в пластинах монокристаллов сегнетоэлектриков
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления
Высокотемпературная универсальная смазка для узлов трения, подшипников качения и скольжения
Способ сшивания рваных и резаных ран в условиях экстренной хирургии и устройство для его осуществления
Способ формирования бидоменной структуры в пластинах монокристаллов сегнетоэлектриков
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ изготовления наноразмерного твердого сплава

