Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ТЕРМОРИХТОВКИ МЕТАЛЛИЧЕСКИХ ПЛАСТИН
Вид РИД
Изобретение
Изобретение относится к области машиностроения, преимущественно точного, и может быть использовано при подготовке металлических пластин к монтажу электронных компонентов.
При изготовлении электронных модулей и систем, включающих в себя операции монтажа электронных компонентов, важная роль отводится подготовке поверхности металлической подложки, на которую будет производиться данный монтаж электронных компонентов. Наиболее сложной является задача обеспечения геометрической плоскостности металлической пластины (подложки). Одним из способов выравнивания геометрических неровностей металлических пластин без удаления слоя металла с их поверхностей является терморихтовка. Способы терморихтовки и устройства, их реализующие, разнообразны.
Известен способ термической обработки деталей на оправках из материала с большим, чем у материала детали, коэффициентом линейного расширения, при котором деталь перед термообработкой дополнительно обхватывают снаружи оправкой с коэффициентом линейного расширения, равным коэффициенту линейного расширения детали (авторское свидетельство СССР №396390, 1973). Однако этот способ не позволяет исправлять геометрию деталей, представляющих собой металлические пластины.
Известен способ терморихтовки упругих элементов, заключающийся в нагреве с одновременным механическим нагружением, при котором механическое нагружение осуществляют закреплением упругих элементов на термобиметаллических пластинах (авторское свидетельство СССР №729264, 1980). Однако этот способ не позволяет осуществлять терморихтовку металлических пластин. Кроме того, имеют место трудности в расчете необходимых высот закрепления рихтуемых упругих элементов на пластинах термобиметалла, а также сложность учета геометрических параметров пластин термобиметалла для обеспечения необходимых значений механического нагружения и сложность контроля величины термической деформации рихтуемого упругого элемента.
Известен способ терморихтовки заготовок и деталей из тонколистового проката и устройство для его осуществления, в котором рихтуемый материал размещен в пакете рихтовочных пластин, помещенном между опорными плитами, выполненными из материала с коэффициентом линейного расширения большим, чем у материалов рихтовочных пластин и деталей стяжного устройства, сжимающего пакет рихтовочных пластин (патент Российской Федерации №1433037, 2005).
Недостатком данного способа и устройства, его реализующего, является пониженная точность из-за отсутствия учета величины температурного удлинения опорных плит в направлениях, параллельных плоскости рихтуемого материала. Известно, что опорная плита имеет большую толщину материала в направлениях, параллельных плоскости рихтуемого материала. Эта толщина гораздо превышает толщину материала опорной плиты в направлении сжатия в стяжном устройстве (направление, перпендикулярное плоскости рихтуемого материала). Поэтому эффекты температурного расширения опорных плит в направлениях, параллельных плоскости рихтуемого материала, будут более выраженными. И, поскольку опорные плиты выполнены из материала с коэффициентом линейного расширения большим, чем у материалов рихтовочных пластин и деталей стяжного устройства, то возможны значительные температурные смещения элементов стяжного устройства и их деформации в направлениях, параллельных плоскости рихтуемого материала, что неизбежно приведет к потере точности геометрических размеров рихтуемого материала и, кроме того, к ухудшению качества его поверхностного слоя. Это устройство - прототип.
Технический результат изобретения - повышение точности терморихтовки металлических пластин.
Технический результат достигается тем, что в устройстве для терморихтовки металлических пластин, содержащем плоские опорные плиты с отверстиями, расположенными по контуру, стяжные устройства, закрепленные в отверстиях плоских опорных плит, детали стяжных устройств изготовлены из материала с коэффициентом температурного расширения большим, чем у материала рихтуемых металлических пластин, плоские опорные плиты изготовлены из материала, обладающего меньшей удельной теплоемкостью, чем материал, из которого изготовлены детали стяжных устройств. Стяжные устройства снабжены центральными сквозными отверстиями для принудительной продувки воздуха.
Сущность изобретения поясняется фигурами 1-3.
На фиг. 1: 1 - рихтуемые металлические пластины, 2 - плоские опорные плиты, входящие в состав устройства, 3 - стяжные устройства, входящие в состав устройства для терморихтовки металлических пластин.
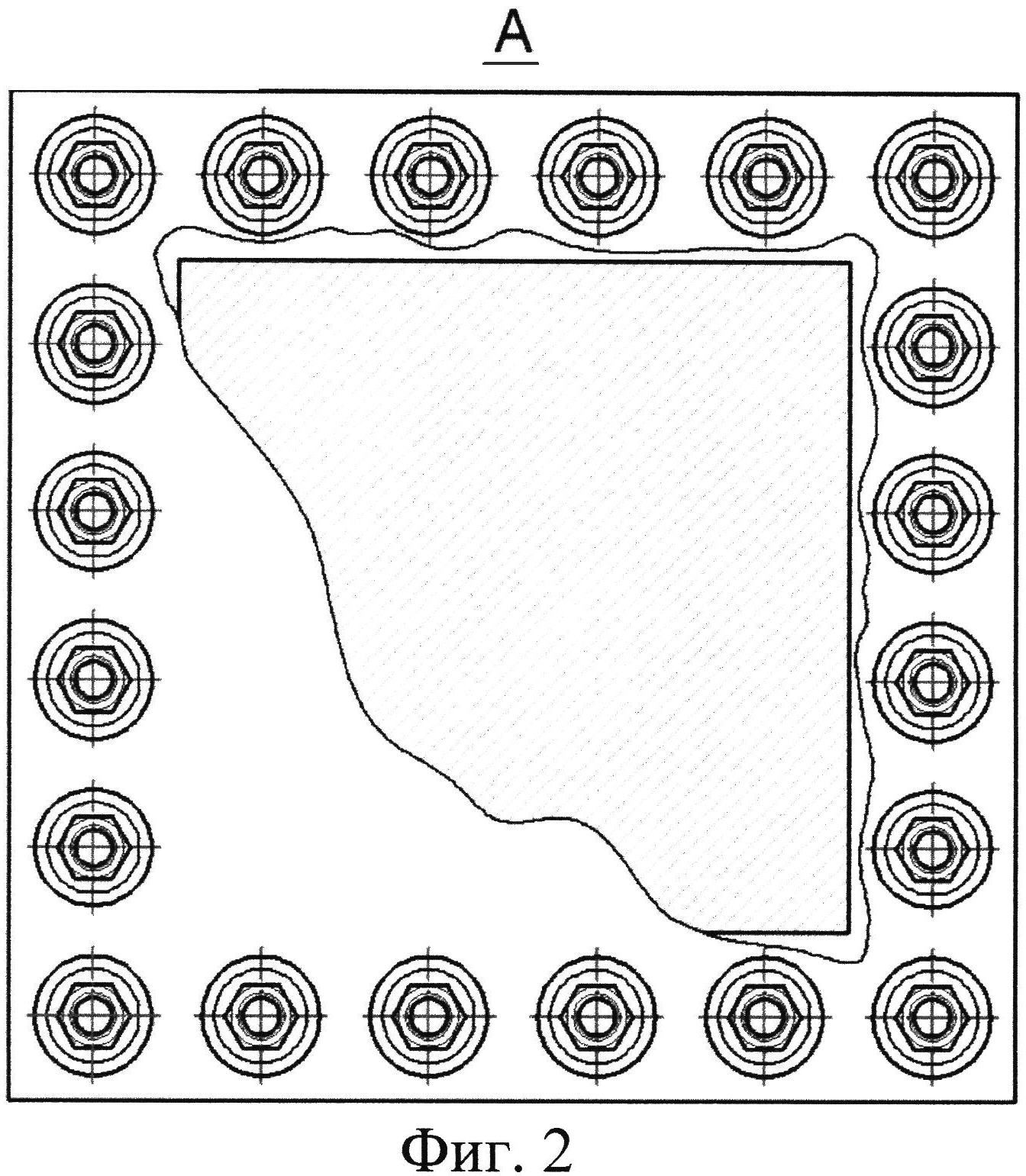
На фиг. 2 представлен вид устройства в направлении А.
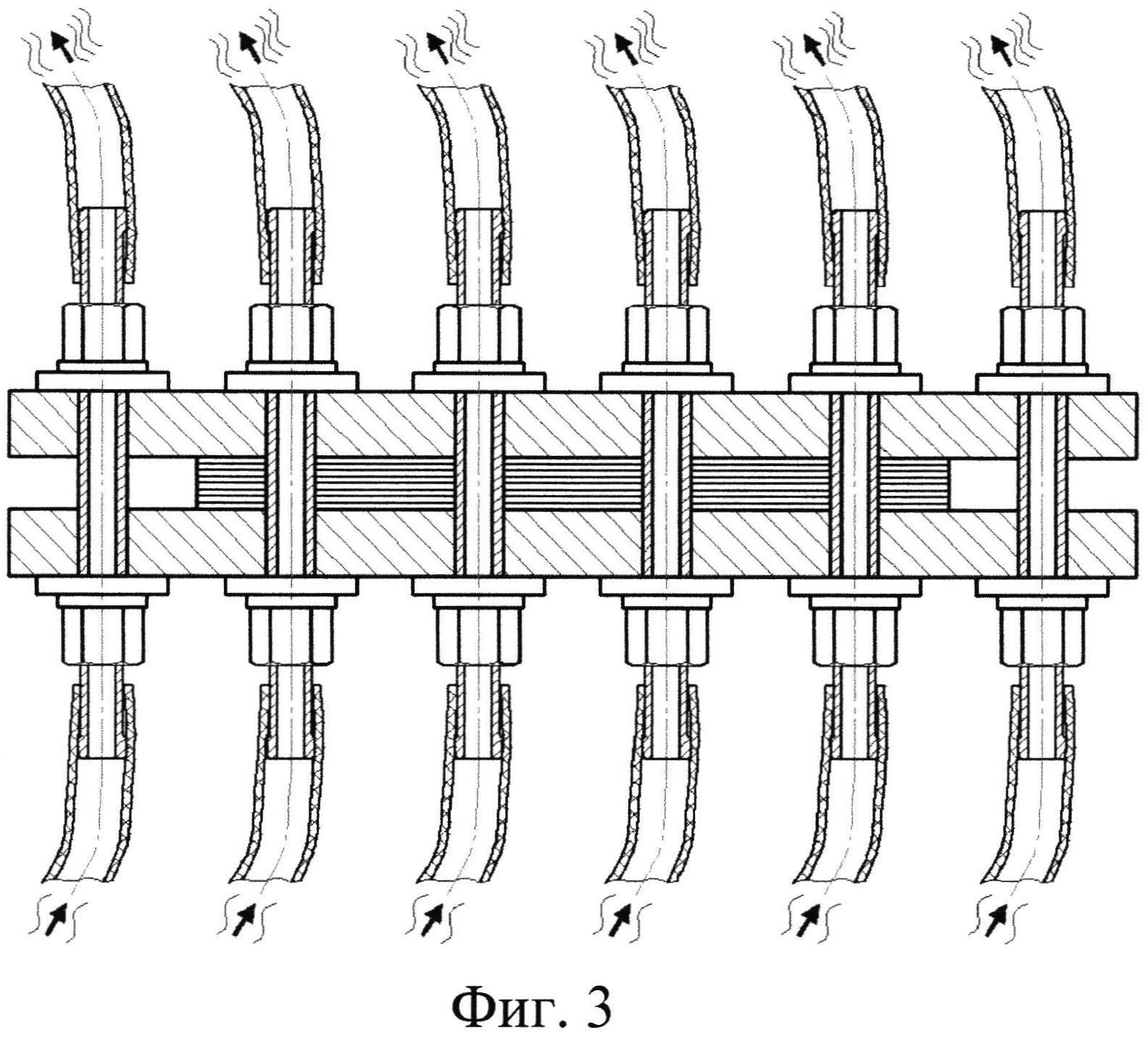
На фиг. 3 схематично представлено направление принудительной продувки воздуха через сквозные отверстия в стяжных устройствах 3.
Устройство для терморихтовки металлических пластин содержит две плоские опорные плиты 2, имеющие отверстия по контуру и стяжные устройства 3, снабженные центральными сквозными отверстиями для принудительной продувки воздуха.
Каждое из стяжных устройств 3 представляет собой резьбовой крепежный элемент, например шпильку со сквозным осевым отверстием по центру, на противоположных концах которой закреплены усиленные гайки с упорными толстостенными шайбами.
Детали стяжных устройств изготовлены из материала с коэффициентом температурного расширения большим, чем у материала рихтуемых металлических пластин. Такая особенность материалов позволяет создавать гарантированное сдавливающее воздействие в конструкции устройства терморихтовки на рихтуемые металлические пластины при охлаждении стяжных устройств. Плоские опорные плиты изготовлены из материала, обладающего меньшей тепловой инерционностью, чем материал, из которого изготовлены детали стяжных устройств. Меньшую тепловую инерционность материала (способность быстро остывать) в данном случае обеспечивает его меньшая удельная теплоемкость. Такие свойства материалов плоских опорных плит и деталей стяжных устройств позволяют осуществлять охлаждение стяжных устройств (зажимающих плоские опорные плиты) за гораздо меньший промежуток времени, чем требуется в случае, когда термические свойства опорных плит и стяжных устройств схожи между собой, поскольку массивные опорные плиты способны сохранять высокую температуру гораздо дольше, чем стяжные устройства и, таким образом, препятствовать охлаждению последних в местах их контакта.
Используется устройство следующим образом.
Между плоскими опорными плитами 2 размещают рихтуемые металлические пластины 1. В отверстия плит вставляют стяжные устройства 3 и осуществляют предварительную затяжку всего устройства. Затем его равномерно нагревают в печи до температуры пластичности рихтуемых металлических пластин и выдерживают при данной температуре необходимое количество времени (терморежим выбирают исходя из геометрических размеров элементов конструкции и применяемых материалов, обеспечивая при этом уменьшение возникающих внутренних напряжений). После этого устройство вместе с рихтуемыми пластинами извлекают из печи и в нагретом состоянии осуществляют окончательную затяжку стяжных устройств 3. Затем все устройство подвергают естественному охлаждению, осуществляя при этом принудительную продувку воздуха через сквозные отверстия в стяжных устройствах, причем для ускорения конвекционного теплоотвода продувку воздуха осуществляют в направлении снизу-вверх. Для подвода и отвода воздушных потоков могут быть использованы специальные термостойкие трубки.
Благодаря тому, что детали стяжных устройств изготовлены из материала с коэффициентом температурного расширения большим, чем у материала рихтуемых металлических пластин, в стяжных устройствах при их охлаждении возникают сильные сдавливающие напряжения, обусловленные более выраженным сокращением их длины. При этом благодаря меньшей тепловой инерционности материала опорных плит по сравнению с материалом деталей стяжных устройств обеспечены высокие точностные свойства терморихтовки: деформация рихтуемых металлических пластин осуществляется за счет сил, действующих только вдоль осей стяжных устройств (продольная деформация), и эта деформация не содержит поперечных составляющих, которые могли бы возникнуть из-за медленно остывающих опорных плит, продолжающих осуществлять нежелательный подогрев концов охлаждающихся стяжных устройств.
Изготовление устройства терморихтовки металлических пластин не требует разработки новых технологий и специального оборудования.
Устройство для терморихтовки металлических пластин, содержащее плоские опорные плиты с отверстиями, расположенными по контуру, стяжные устройства, закрепленные в отверстиях плоских опорных плит, отличающееся тем, что стяжные устройства изготовлены из материала с коэффициентом температурного расширения большим, чем у материала рихтуемых металлических пластин, а плоские опорные плиты изготовлены из материала, обладающего меньшей удельной теплоемкостью, чем материал, из которого изготовлены стяжные устройства, при этом стяжные устройства выполнены с центральными сквозными отверстиями для принудительной продувки воздуха.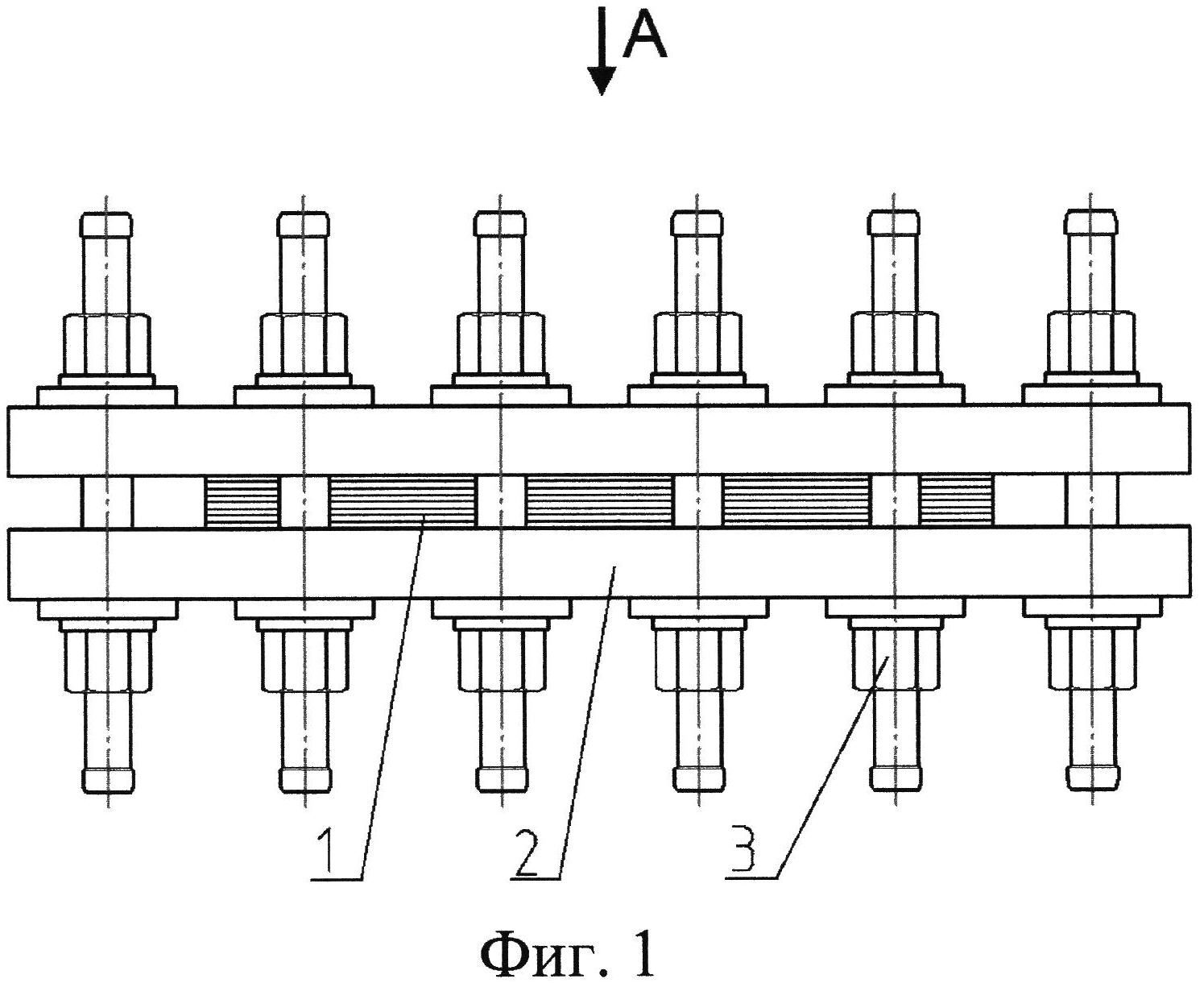
Способ добычи нефти из пласта с аномально низким пластовым давлением
Способ получения межсоединений в высокоплотных электронных модулях
Способ увеличения выхода годных при изготовлении высокоплотных электронных модулей
Датчик разности давлений
Способ группового монтажа кристаллов при сборке высокоплотных электронных модулей
Способ изготовления композиционного материала
Способ формирования канала для передачи оптического сигнала между электронными модулями на одной печатной плате
Волоконно-оптический преобразователь вибрации
Способ соединения между электронными модулями для передачи оптических сигналов
Оптический детектор разности давлений
Способ добычи нефти из пласта с аномально низким пластовым давлением
Способ получения межсоединений в высокоплотных электронных модулях
Способ увеличения выхода годных при изготовлении высокоплотных электронных модулей
Датчик разности давлений
Способ группового монтажа кристаллов при сборке высокоплотных электронных модулей
Способ изготовления композиционного материала
Способ формирования канала для передачи оптического сигнала между электронными модулями на одной печатной плате
Волоконно-оптический преобразователь вибрации
Способ соединения между электронными модулями для передачи оптических сигналов
Оптический детектор разности давлений

