Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНА ИЗ ЭЛАСТИЧНОГО ГИБКОГО ЛИСТОВОГО ДИЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Способ относится к области машиностроения и может быть использован при электрохимической размерной обработке получения углублений, формирующих турбулизаторы в узких пазах, например в охлаждающих системах тепловых двигателей.
Известен способ [1], с. 7, по которому в качестве материала для трафаретов, служащих шаблоном для маркирования используется специальная бумага, обладающая гибкостью и имеющая окна для локализации процесса анодного растворения и получения углублений. Недостатком способа является невозможность создания равномерного межэлектродного зазора в пазах, корректировки положения окон при изгибе трафарета по форме места обработки заготовки из-за изменения положения окон в процессе изгиба.
Известен способ [2] электрохимической размерной обработки, по которому на трафарет наносят слой эластичного материала, повторяющего контур трафарета, который выдавливают в сторону окон, ограничивающих зону обработки.
К недостаткам способа относится невозможность сохранения формы и положения окон в эластичном слое трафарета в случае его изгиба и утрата точности обработки.
Наиболее близким аналогом к предлагаемому способу является способ [2].
Техническим результатом, на достижение которого направлено данное изобретение, является получение точных углублений с заданной геометрией и положением в пазах детали при электрохимической размерной обработке.
Данный технический результат достигается тем, что шаблон изготавливают из эластичного гибкого листового диэлектрического материала для электрохимической размерной обработки и предназначен для установки на электрод при получении углублений в узких пазах детали. Способ включает изготовление макета шаблона из эластичного гибкого листового диэлектрического материала с толщиной листа, равной полуразности между шириной паза в детали и шириной электрода в пазе. При этом в макете шаблона выполняют сквозные окна для получения углублений в пазах детали с заданными размерами и положением. Затем макет шаблона нагружают в поперечном направлении возрастающими растягивающими силами при одновременном измерении толщины материала макета шаблона и продолжают нагружать до снижения толщины макета шаблона на величину заданного межэлектродного зазора. После чего фиксируют величину растягивающей силы, замеряют при этой силе размеры и положение сквозных окон в макете шаблона и измеряют изменение размеров окон и величину их смещения относительно заданных величин. Затем с учетом измерений из того же материала изготавливают шаблон, сквозные окна в котором выполняют уменьшенными в поперечном и увеличенными в продольном сечении по сравнению с макетом шаблона. Положение сквозных окон в шаблоне смещают на величину изменения размеров материала макета шаблона при растяжении на участке между соседними окнами.
Способ поясняется фигурами 1 и 2.
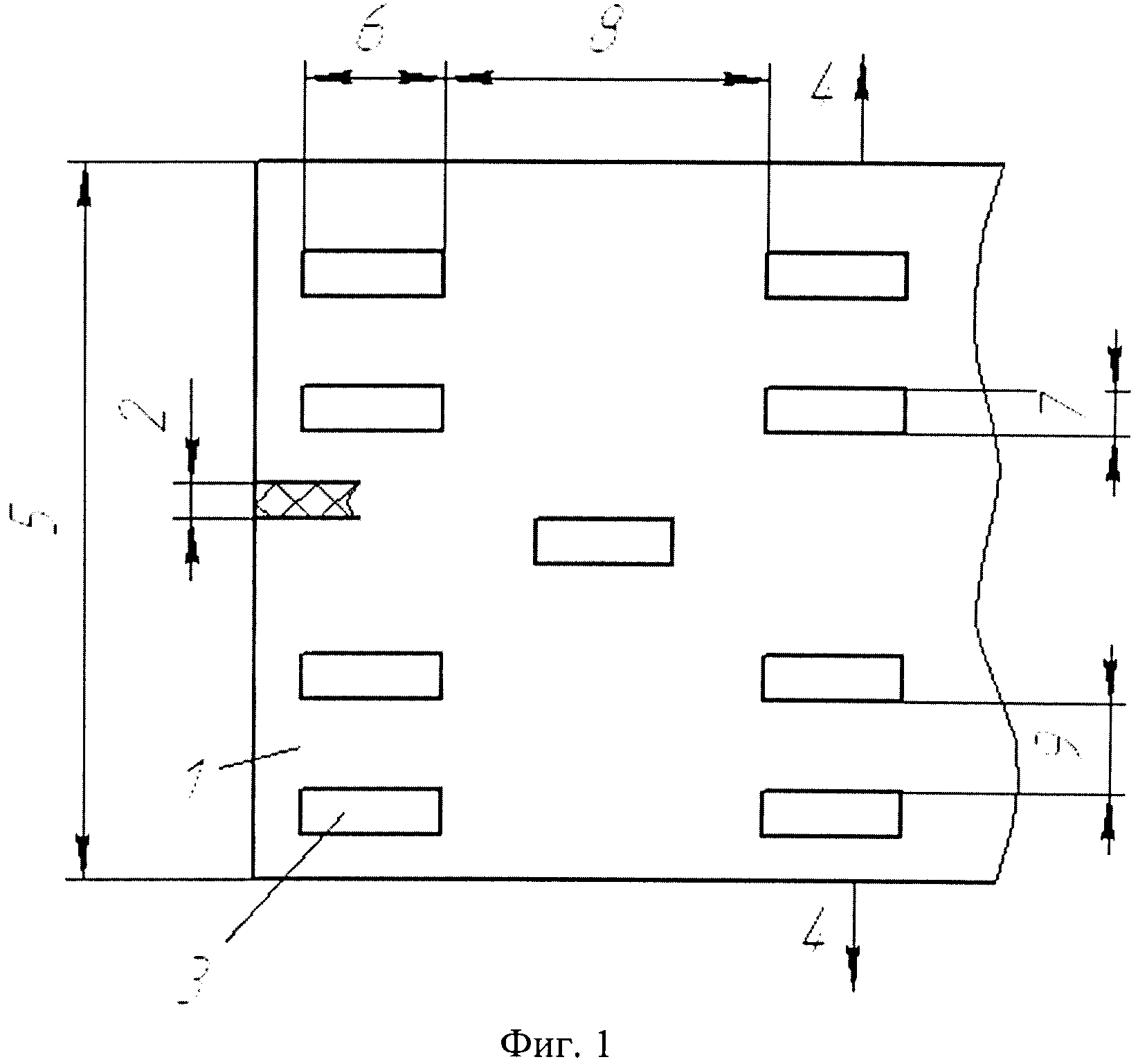
На фиг. 1 показан макет шаблона из гибкого эластичного диэлектрического материала.
На фиг. 2 приведена схема установки шаблона по месту электрохимической размерной обработки с межэлектродным зазором между электродом и деталью и с окнами в местах получения углублений в пазах детали.
В макете шаблона 1 (фиг. 1), выполненного из листового гибкого диэлектрического материала толщиной 2, вырезают сквозные окна 3 в местах осуществления анодного процесса электрической размерной обработки углублений на детали.
Макет шаблона 1 в поперечном направлении нагружают растягивающей силой 4, вызывающей удлинение 5 макета шаблона 1 в поперечном направлении и сужение участка макета шаблона 1 в перпендикулярном продольном направлении. При этом размеры сквозных окон 3 изменяются как в продольном 6, так и в поперечном 7 направлении. Изменяется длина участков между соседними окнами в продольном 8 и поперечном 9 направлениях.
Под действием растягивающей силы 4 толщина 2 макета шаблона 1 снижается до величины 10 (фиг. 2). Фиксируют величину растягивающей силы 4 и, не снимая действия силы 4, измеряют удлинение 5 макета шаблона 1 и полученные в макете шаблона 1 размеры сквозных окон 3 в продольном 6 и поперечном 7 направлениях, смещение положения окон 3 в продольном 8 и поперечном 9 направлениях. По результатам измерений из того же материала, как у макета шаблона 1, изготавливают шаблон 11 с окнами 12, изготовленными с учетом изменения размеров 6; 7 сквозных окон 3 в макете шаблона 1 и положения окон 8; 9 (фиг. 1) в макете шаблоне 1 при действии силы 4. При этом расстояние между окнами 12 (фиг. 2) в продольном направлении 8 (фиг. 1) может уменьшаться в пределах упругости материала макета шаблона 11. Устанавливают шаблон 11 на электрод 13 и вместе с электродом 13 помещают в паз 14 детали 15.
Прикладывают к концам шаблона 11 силу 4, установленную для макета 1. Формируется межэлектродный зазор 16, величина которого является разницей между размерами 17 паза 14 в детали 15 и размерами 18 электрода 13 (задана чертежом детали) и толщиной 10 шаблона 11. После действия растягивающей силы 4 на шаблон 11 окна 12 занимают на шаблоне 11 положение, необходимое для получения (по требованиям чертежа детали) положения с размерами 19; 20 в поперечном направлении и с требуемыми размерами в продольном направлении (на фиг. 2 не показано).
В положении, приведенном на фиг. 2, проводят электрохимическую размерную обработку по схеме с неподвижными (относительно паза 14 детали 15) электродами 13, для чего через межэлектродный зазор 16 прокачивают электролит, а на электрод 13 и деталь 15 подают постоянный низковольтный ток (деталь-анод) и выполняют обработку углублений 21 на боковой и донной поверхности паза 14, например, по времени обработки. Режимы электрохимической размерной обработки могут быть приняты, например, по [2].
Пример осуществления способа.
Необходимо на донной части и боковых участках пазов для охлаждения камеры сгорания ракетного двигателя получить турбулизаторы потока охлаждающей криогенной газожидкостной среды.
Размеры пазов: ширина=1,5 мм, глубина=4,8 мм, материал камеры сгорания - бронза.
Размеры углублений, формирующих турбулизаторы: длина 2,2±0,5 мм, ширина 1,2±0,1 мм, глубина 0,3+0,05 мм.
Шаг между углублениями в продольном направлении 3±0,2 мм. Расстояние между углублениями в поперечном направлении 1,2±0,3 мм.
Шаблон и макет шаблона изготовлены из лавсановой пленки с толщиной 0,3 мм. Межэлектродный зазор 0,15±0,02 мм. При приложении на макет шаблона растягивающей силы 600 Н его длина в поперечном направлении увеличилась на 18%, а размеры окон и их положение сместилось на 0,8 мм в поперечном направлении и 0,5 мм в продольном. С учетом этого изготовлен шаблон.
Шаблон установлен на электроде с шириной 0,9 мм и помещен в паз детали. К концам шаблона приложена растягивающая сила 600 Н, после чего образовался межэлектродный зазор 0,1±0,01 мм. Режим электрохимической размерной обработки: электролит - 15% водный раствор Na2NO3, давление на входе - 0,3 мПа, напряжение тока 12 В. Время обработки - 2,8 мин.
Результаты обработки: размеры углублений и их положение в пазах соответствуют требованиям чертежа.
Источники
1. Смоленцев В.П. Электрохимическое маркирование деталей / В.П. Смоленцев, Г.П. Смоленцев, З.Б. Садыков. М.: Машиностроение, 1983, 72 с.
2. Авторское свидетельство 1839126 (СССР). Способ электрохимической обработки / З.Б. Садыков, В.П. Смоленцев, Р.А. Алфимов. БИ, 1993, №48-47.
Способ изготовления шаблона из эластичного гибкого листового диэлектрического материала для электрохимической размерной обработки, предназначенного для установки на электрод при получении углублений в узких пазах детали, включающий изготовление макета шаблона из эластичного гибкого листового диэлектрического материала с толщиной листа, равной полуразности между шириной паза в детали и шириной электрода в пазе, при этом в макете шаблона выполняют сквозные окна для получения углублений в пазах детали с заданными размерами и положением, затем макет шаблона нагружают в поперечном направлении возрастающими растягивающими силами при одновременном измерении толщины материала макета шаблона и продолжают нагружать до снижения толщины макета шаблона на величину заданного межэлектродного зазора, после чего фиксируют величину растягивающей силы, замеряют при этой силе размеры и положение сквозных окон в макете шаблона и измеряют изменение размеров окон и величину их смещения относительно заданных величин, затем с учетом измерений из того же материала изготавливают шаблон, сквозные окна в котором выполняют уменьшенными в поперечном и увеличенными в продольном сечении по сравнению с макетом шаблона, причем положение сквозных окон в шаблоне смещают на величину изменения размеров материала макета шаблона при растяжении на участке между соседними окнами.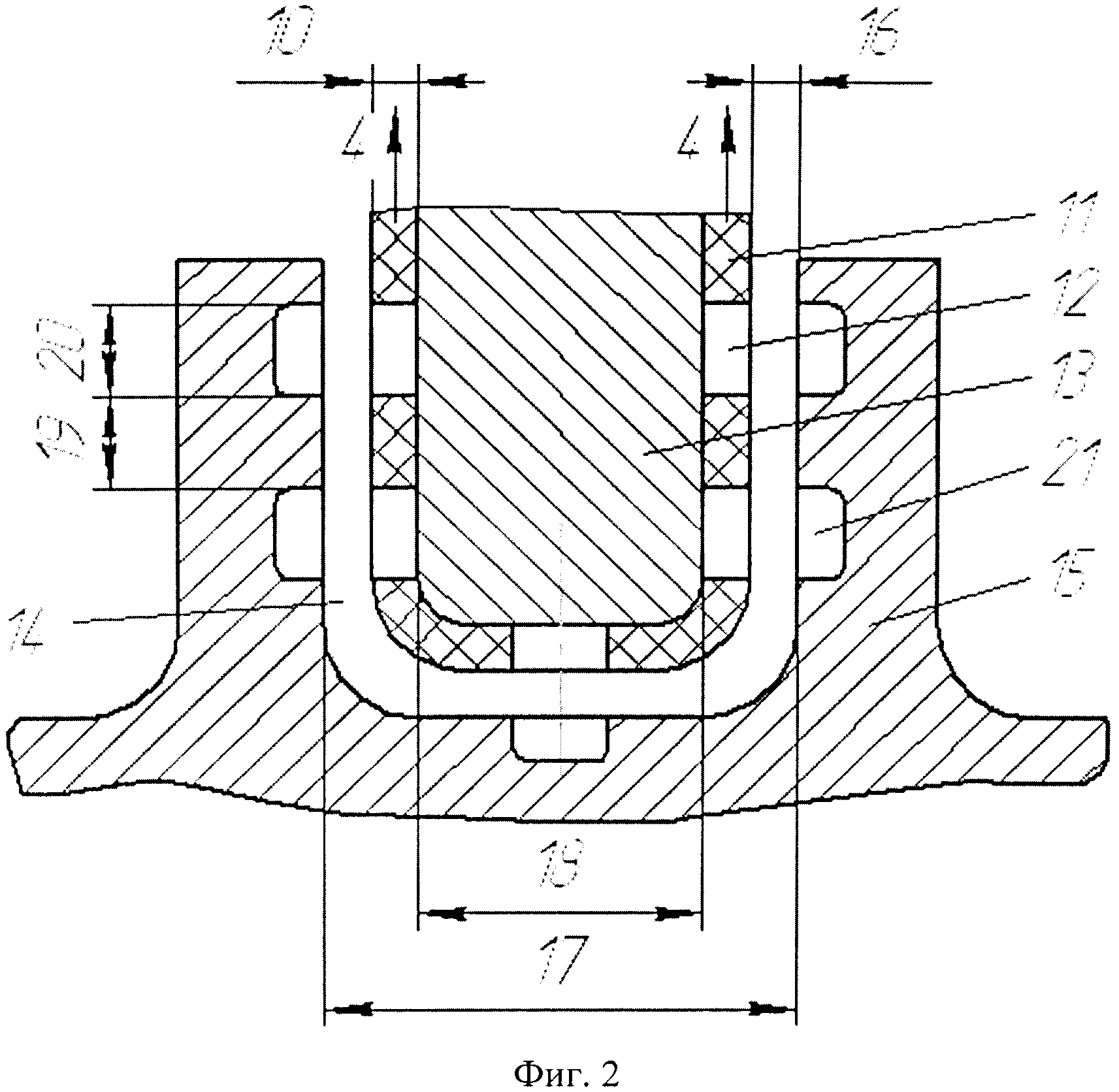
Способ электрохимического изготовления углублений, образующих турбулизаторы на ребрах и в донной части охлаждающих каналов теплонапряженных машин, и устройство для его осуществления
Способ изготовления шаблона
Способ изготовления полости и отверстия в прессованной заготовке
Способ электрохимического маркирования и устройство для его осуществления
Способ формообразования пакета крупногабаритных эквидистантных оболочек оживальной формы
Система отделения космического аппарата и способ ее сборки и установки
Способ установки теплоизоляции на основе пенопласта на наружную поверхность днища топливного бака и устройство для его осуществления
Способ безабразивной доводки сопрягаемых поверхностей
Способ получения искусственной шероховатости на поверхности детали комбинированным методом обработки
Способ плазменного напыления покрытия
Способ установки ступени ракеты-носителя на испытательный стенд и устройство для его осуществления
Способ электрохимического изготовления углублений, образующих турбулизаторы на ребрах и в донной части охлаждающих каналов теплонапряженных машин, и устройство для его осуществления
Способ изготовления шаблона
Способ изготовления полости и отверстия в прессованной заготовке
Способ электрохимического маркирования и устройство для его осуществления
Способ формообразования пакета крупногабаритных эквидистантных оболочек оживальной формы
Система отделения космического аппарата и способ ее сборки и установки
Способ установки теплоизоляции на основе пенопласта на наружную поверхность днища топливного бака и устройство для его осуществления
Способ безабразивной доводки сопрягаемых поверхностей
Способ получения искусственной шероховатости на поверхности детали комбинированным методом обработки

