Результат интеллектуальной деятельности: КОВОЧНО-РАСКАТНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к агрегатам для изготовления колец большого диаметра (крупногабаритных обечаек).
Известно устройство, предназначенное для раскатки ковкой колец большого диаметра (авторское свидетельство SU №824537), содержащее станину с вертикальными направляющими, в которых с возможностью скольжения с помощью привода установлен ползун, представляющий собой несущее средство для верхнего инструмента, выполненного в виде бойка для обработки сверху наружной поверхности кольца большого диаметра, установленного на приводной оправке, которая обеспечивает обработку внутренней поверхности кольца и его поворот. Таким образом, со станиной связан блок (в виде ползуна), включающий инструмент для обработки сверху наружной поверхности кольца. Кроме того, устройство снабжено боковыми бойками - дополнительным инструментом, предназначенным для обработки торцевых поверхностей заготовки кольца большого диаметра.
Описанное устройство обеспечивает передачу деформирующих усилий к наружной поверхности кольцевой заготовки и торцевым поверхностям на протяжении всего процесса приложения усилия для повышения качества обработки и структуру металла. В то же время данное устройство не позволяет избавиться от присущей всем кованым изделиям огранки. Этот факт приводит к невозможности уменьшения радиальных припусков на дальнейшую механообработку, следовательно, увеличивает расход металла.
Из описания к авторскому свидетельству SU №1442317 известно устройство для кузнечной раскатки обечаек или колец большого диаметра, включающее станину, перемещаемый в вертикальной плоскости блок с верхним инструментом, а также нижний инструмент, установленный на дополнительных приводных оправках для поворота кольца. Верхний инструмент выполнен в виде бойка, предназначенного для обработки наружной поверхности обечайки сверху, а нижний инструмент выполнен в виде валка (бойка цилиндрической формы), предназначенного для обработки внутренней поверхности данного кольца снизу. Торцевые поверхности кольца с двух сторон также деформируются с помощью дополнительного бокового инструмента - боковых бойков. Кольцо установлено на указанном валке в качестве поворотной оправки.
Указанное устройство выбрано в качестве ближайшего аналога.
При использовании известного средства не устраняется огранка кольца большого диаметра, присущая всем кованым изделиям, т.к. происходит воздействие бойка на наружную поверхность данного кольца. Что касается валка, то при выполнении функции средства опоры устанавливаемого кольца (обечайки) и поворота, данный валок обеспечивает раскатку с минимально выраженной огранкой лишь внутренней поверхности кольца. Следовательно, использование разнородных инструментов в виде бойка и валка не обеспечивают получение изделия с минимальными припусками и точной геометрией.
Задача, на решение которой направлено изобретение, заключается в расширении технологических возможностей устройства, а технический результат - в повышении точности геометрической формы изделий, обеспечивающей минимальные припуски на механическую обработку поверхности кольца, при сохранении структуры металла, свойственной кованым изделиям.
Поставленная задача решается тем, что ковочно-раскатный агрегат для изготовления колец большого диаметра включает станину, съемный блок, связанный со станиной с возможностью вертикального перемещения в рабочей позиции, расположенный на станине и выполненный в виде несущей балки с установленным на ней верхним рабочим инструментом, предназначенным для обработки сверху внутренней поверхности кольца, подвижный стол с нижним рабочим инструментом для обработки снизу наружной поверхности кольца, выполненный с возможностью перемещения между указанной рабочей позицией и позицией, расположенной на технологическом мосту, примыкающем к станине, причем верхний и нижний рабочие инструменты выполнены в виде взаимозаменяемых комплекта бойков с верхними и нижними бойками и комплекта валков с верхними и нижними валками, съемный блок выполнен с возможностью замены верхнего инструмента вне рабочей позиции, а на станине закреплены приводные ролики для установки кольца, выполненные с возможностью взаимодействия с наружной поверхностью указанного кольца, его периодического поворота при обработке комплектом бойков и непрерывного вращения при обработке комплектом валков, в котором нижний валок снабжен приводом его вращения.
Заявляемый ковочно-раскатный агрегат снабжен двумя идентичными боковыми системами, каждая их которых установлена с соответствующей стороны станины и выполнена с держателями для крепления инструмента, выполненного в виде дополнительного комплекта бойков или дополнительного комплекта валков, причем боковые системы с соответствующим дополнительным комплектом предназначены для обработки торцевой поверхности кольца одновременно с использованием идентичного комплекта верхнего и нижнего инструмента.
Целесообразно выполнить боковую систему в виде установленного на фундамент бокового основания, на котором выполнены направляющие для ползуна с держателем, содержащим элементы крепления дополнительного бойка или дополнительного валка и способным перемещаться посредством установленного в основании поршневого гидроцилиндра.
В заявляемом изобретении подвижный стол выполнен с роликоопорами для установки нижнего валка.
В заявляемом изобретении каждый приводной ролик для установки кольца снабжен гидроцилиндром для регулировки его положения по высоте.
При этом соответствующий гидроцилиндр связан со средством для управления подачей рабочей жидкости к гидроцилиндру в зависимости от нагрузки на приводные ролики с обеспечением демпфирования.
Кроме того, целесообразно, чтобы рабочая поверхность верхнего бойка, предназначенная для взаимодействия с поверхностью кольца, была выполнена цилиндрической выпуклой формы.
Сущность изобретения поясняется следующим образом.
Использование в устройстве двух взаимозаменяемых комплектов инструмента - комплекта бойков и комплекта валков предназначено для осуществления технологических операций кузнечной ковки и раскатки при изготовлении колец большого диаметра.
Расположение верхнего и нижнего инструмента обусловливает приложение деформирующих усилий на внутреннюю и наружную поверхности кольца, последовательно используя при изготовлении изделия бойки и валки соответственно.
Для обеспечения замены нижнего инструмента заявляемое устройство содержит подвижный стол, способный перемещаться по станине и примыкающему к ней технологическому мосту между двумя позициями. Так, при осуществлении операции кузнечной ковки на подвижном столе, расположенном в рабочей позиции, установлен нижний боек. Для выполнения операции раскатки подвижный стол перемещается со станины на технологический мост, где производится замена бойка на валок.
Что касается замены верхнего инструмента для проведения технологический операций ковки и раскатки, то для этой цели предназначен съемный блок, связанный со станиной в рабочей позиции. Так, съемный блок выполнен в виде балки и верхнего инструмента; балка выполняет функцию несущего элемента. Очевидно, что вне станины (вне рабочей позиции) съемный блок используется для замены верхнего инструмента.
Для осуществления операций ковки и раскатки устройство включает приводные ролики, выполняющие функцию средства для установки (опирания) кольца, а также функцию средства, обеспечивающего периодический поворот кольца во время операции кузнечной ковки комплектов бойков или непрерывное вращение - при раскатке комплектом валков.
Благодаря возможности замены одного комплекта инструментов на другой использование заявляемого устройства обеспечивает расширение технологических возможностей, заключающихся в проведении последовательных операций кузнечной ковки и раскатки. Так, в процессе ковки внутренней и наружной поверхностей кольца верхним и нижним бойками достигается получение промежуточной заготовки с требуемыми механическими свойствами, обусловленными мелкозернистой структурой металла, свойственной кованым изделиям. При использовании приводного валка в качестве нижнего инструмента, воздействующего на наружную поверхность заготовки, и валка на холостом ходу, деформирующего внутреннюю поверхность заготовки, устраняется огранка обрабатываемого изделия с получением готового изделия с точной геометрией.
Следует отметить еще одно несомненное преимущество заявляемого изобретения. При замене комплекта бойков на комплект валков нет необходимости в использовании дополнительных средств, призванных поддерживать должную температуру изделия между операциями ковки и раскатки. Как указывалось выше, расположение нижнего инструмента на подвижном столе, перемещаемом по технологическому мосту (из внерабочей зоны) на станину (в рабочую зону), и наличие съемного блока с элементами крепления для бойка или валка обеспечивают непрерывную работу устройства, исключающую остывание заготовки в промежутке между операциями ковки и раскатки.
Данный агрегат снабжен двумя дополнительными комплектами инструмента для деформационной обработки торцевых поверхностей с двух сторон кольца, выполненными в виде бойков или валков, причем каждый из комплектов используется в соответствии с идентичным видом комплекта верхнего и нижнего инструмента.
Одновременное обжатие верхним и нижним бойками вместе с боковыми бойками обеспечивает равномерность приложения деформирующих усилий по всем поверхностям обрабатываемого изделия. Следовательно, при совместном использовании основного комплекта (верхний и нижний бойки) с дополнительным комплектом боковых бойков во всем сечении заготовки создается мелкозернистая структура металла.
Выполнение рабочей поверхности верхнего бойка в виде выпуклой цилиндрической поверхности обеспечивает приложение усилия на ответную поверхность части кольца, расположенную непосредственно над нижним бойком. Так, соответствие формы инструмента форме обрабатываемой поверхности приводит к повышению качества обработки поверхности.
Одновременное обжатие верхним и нижним валками вместе с боковыми валками приводит к повышению геометрической точности получаемого изделия в форме кольца (или обечайки).
Регулирование каждого из приводных роликов по высоте с помощью соответствующего гидроцилиндра приводит к возможности использовать заявляемое устройство для ковки и раскатки колец различного диаметра, корректируя взаимное расположение кольца и инструмента. Связь каждого регулировочного гидроцилиндра со средством для управления подачей рабочей жидкости в соответствующий гидроцилиндр обеспечивает демпфирование приводных роликов для обеспечения деформации «заготовки» между верхним и нижним инструментом (а не между роликами и верхним инструментом).
Приводные ролики выполняют функцию демпфирования как при установке кольца большого диаметра, так и при выполнении операции ковки и раскатки с использованием соответствующего комплекта инструментов.
В процесс ковки и раскатки, при воздействии верхнего инструмента на заготовку (и соответственно через заготовку на опорные ролики) происходит вытеснение рабочей жидкости из гидроцилиндров, что обеспечивает опускание заготовки на нижний инструмент. При снятии рабочего усилия с заготовки и соответственно с опорных роликов, вытесненная рабочая жидкость возвращается в гидроцилиндры, обеспечивая возврат заготовки в исходное положение.
Таким образом, заявляемое изобретение, обладающее технологическими возможностями осуществления операций ковки и раскатки, за счет замены комплекта бойков на комплект валков обеспечивает достижение следующих технических результатов:
- точность геометрических размеров готового изделия, практически исключающая припуски для дальнейшей механической обработки;
- повышение свойств готового изделия за счет сохранения структуры металла, свойственной кованым изделиям.
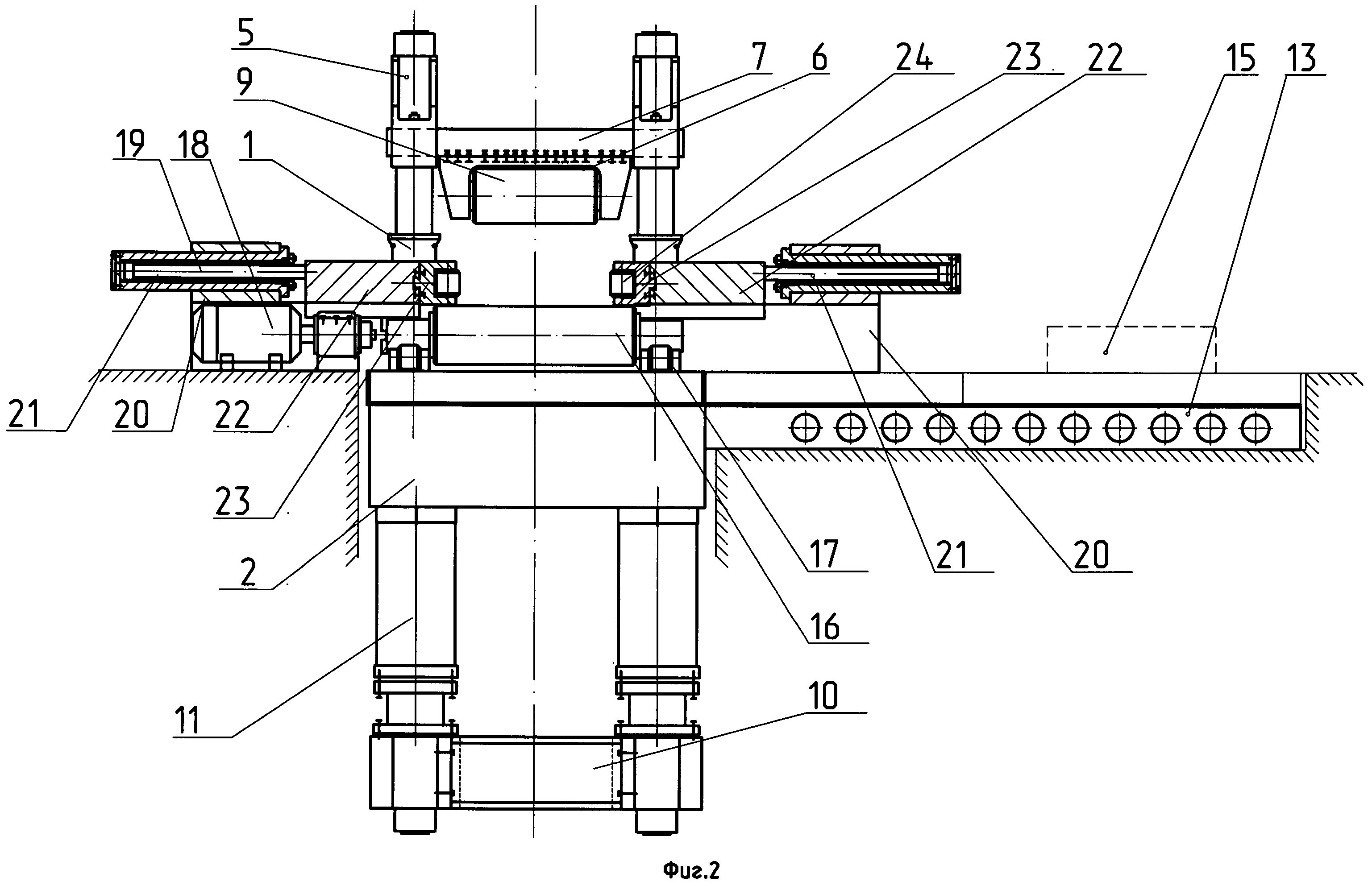
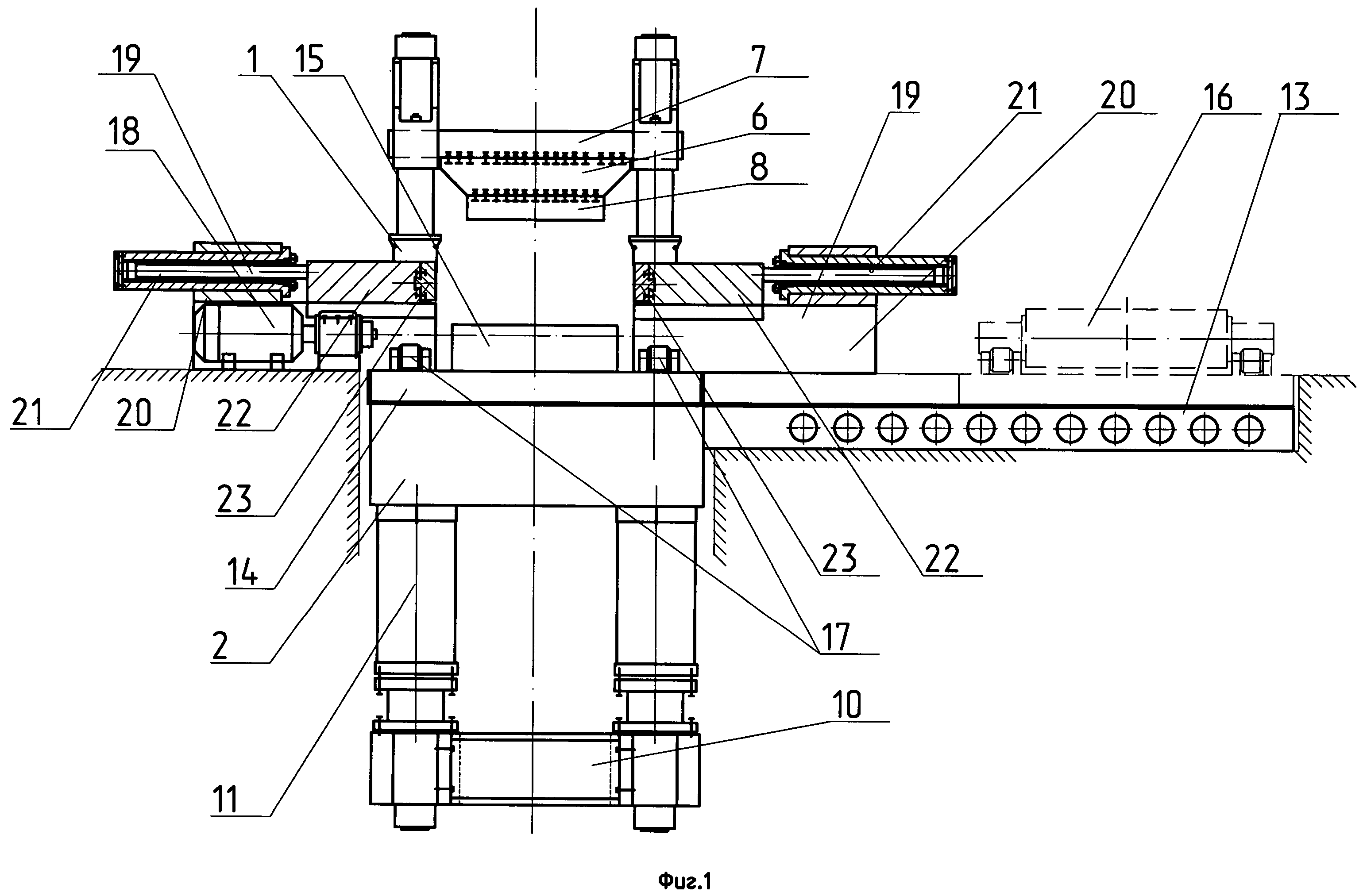
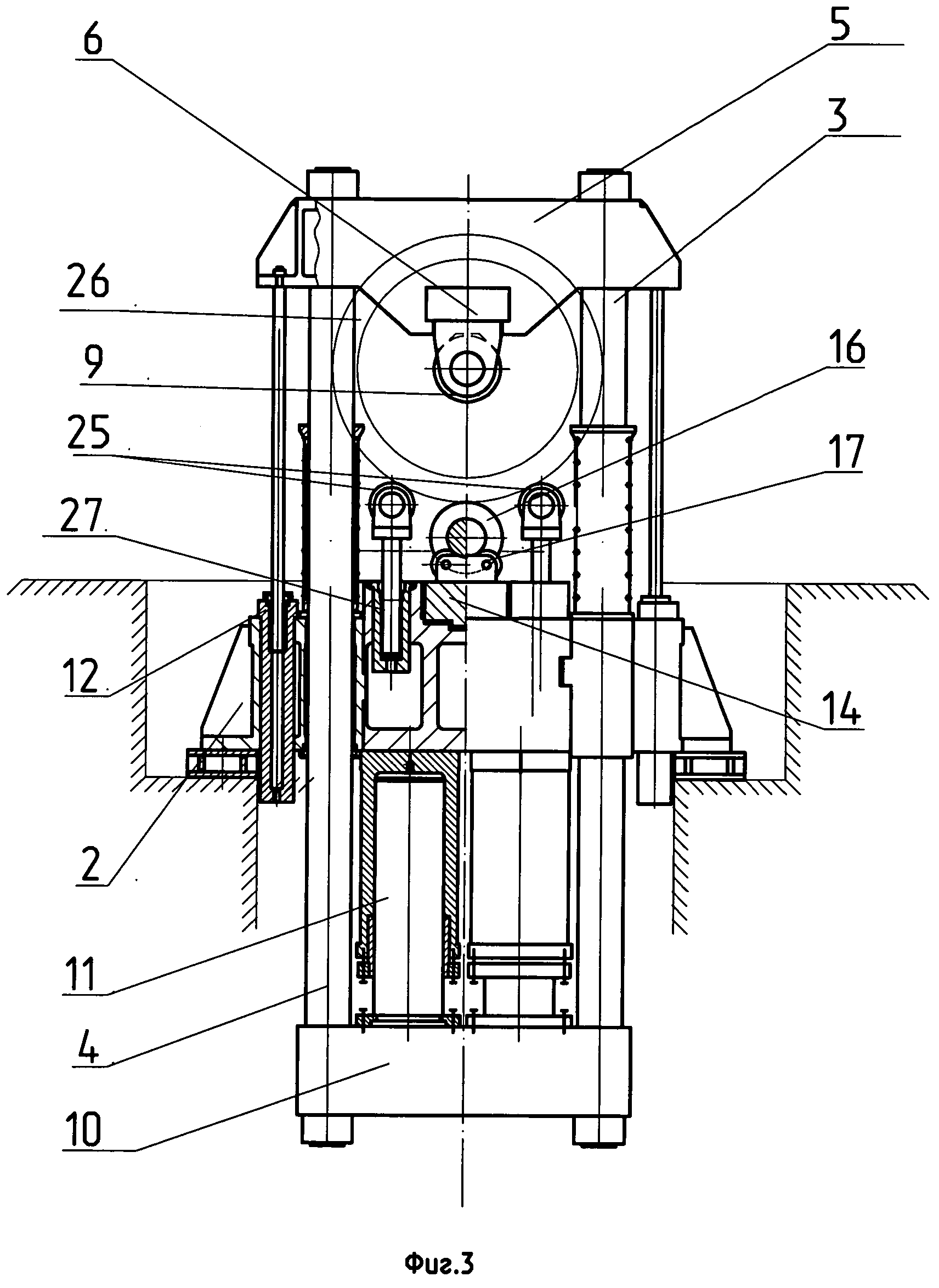
Эти и другие особенности заявляемого изобретения поясняются чертежами: на фигуре 1 - главный вид устройства с комплектом бойков, на фигуре 2 - главный вид устройства с комплектом валков, на фигуре 3 - вид устройства сбоку.
Ковочно-раскатный агрегат для изготовления колец большого диаметра содержит станину 1, содержащую опорное основание 2 и т.н. силовую раму 3, которая выполнена в виде связанных в нижней части (под опорным основанием 2) четырех колон 4, на которых установлены ригели 5 с установленным в них съемным блоком 6.
Съемный блок 6 выполнен в виде несущей балки 7 и верхнего инструмента, в качестве которого используется верхний боек 8 с рабочей поверхностью цилиндрической формы с выпуклостью, обращенной к обрабатываемой поверхности, или верхний валок 9.
Элемент, соединяющий колонны 4 в их нижней части, выполнен в виде нижней поперечины 10.
Перемещение силовой рамы 3, следовательно съемного блока 6, - осуществляется с помощью закрепленных на опорном основании рабочих гидроцилиндров 11, и подъемных гидроцилиндров 12.
К опорному основанию 2 станины 1 примыкает технологический мост 13, выполненный в виде металлоконструкции; подвижный стол 14 предназначен для перемещения с нижним рабочим инструментом: нижним бойком 15 или нижним валком 16 между двумя позициями: рабочей позицией с размещением на опорном основании 2 и вне рабочей позиции с размещением на технологическом мосту 13.
Таким образом, верхний и нижний инструменты составляют соответствующий комплект, т.е. комплект бойков 8, 15 и комплект валков 9,16.
Подвижный стол выполнен с роликоопорами 17 для установки нижнего валка 16. Такое решение обеспечивает надежность установки нижнего валка 16 (фиг. 2), позволяющее при необходимости произвести быструю замену нижнего инструмента и препятствующее нежелательному смещению данного инструмента при его перемещении на подвижном столе 14. Кроме того, расстояние между роликоопорами 17 выбрано исходя из возможности установки нижнего бойка 16 между ними (фиг. 1).
Для вращения нижнего валка 16 заявляемый агрегат снабжен приводом вращения 18, который целесообразно установить на минимально возможном расстоянии от станины 1.
Действие дополнительных комплектов бойков и валков осуществляется с помощью идентичных дополнительных боковых систем 19, по сути представляющих собой прессы для обработки торцевых поверхностей кольца. Так, каждая дополнительная система 19 выполнена в виде дополнительного основания 20 с направляющими (не показаны на чертеже) и гидроцилиндром 21. При этом в направляющих установлен с возможностью перемещения указанным гидроцилиндром 21 держатель 22, выполненный с элементами крепления (на чертеже не показаны) для дополнительного бойка 23 или валка 24.
На фигуре 3 показаны приводные ролики 25 для установки кольца 26, ролики 25 демпфируются с помощью гидроцилиндров 27, обеспечивающих регулировку положения данных роликов по высоте.
Заявляемое устройство работает следующим образом.
Процесс изготовления кольца большого диаметра начинается с установки в рабочую зону устройства на ролики 25 кольцевой заготовки 26 (на чертежах заготовка и кольцо изображены одинаково и обозначены позицией 26). После чего в рабочую зону агрегата вводится подвижный стол 14 с установленным на нем бойком 15. Верхний боек 8 вне рабочей зоны агрегата крепится к съемному блоку 6 и устанавливается в направляющие, выполненные в ригелях 5. После чего подвижная силовая рама 3 совершает рабочий ход вниз и комплект инструмента с усилием рабочих гидроцилиндров 11 деформирует заготовку. При этом для замыкания усилия между верхним и нижним инструментом происходит демпфирование роликов 25 путем вытеснения рабочей жидкости из гидроцилиндров 27. Одновременно с деформацией наружной и внутренней поверхностей заготовки 26 производится деформация ее торцевых поверхностей с помощью дополнительных бойков 23, перемещающихся посредством гидроцилиндров 21.
После завершения деформации участка заготовки, подвижная силовая рама 3 с верхним съемным блоком 6 и верхним инструментом (боек 8) посредством подъемных цилиндров 12 возвращается в исходное положение. Находящаяся под давлением верхнего бойка 8 на демпфирующих роликах 25 заготовка 26 также возвращается в исходное положение, благодаря возвращению вытесненного объема рабочей жидкости в гидроцилиндры 27.
Дополнительные бойки 23 также возвращаются в исходное положение. С помощью роликов 25 заготовка 26 поворачивается на необходимый угол и процесс обработки поверхности повторяется.
Всестороннее обжатие заготовки основным и дополнительными комплектами бойков способствует созданию требуемой структуры материала заготовки во всем сечении.
После того как заготовка обработана с помощью основного и дополнительного комплекта бойков до размеров, близких к окончательным, происходит устранение огранки (для повышения геометрической точности изделия) с помощью основного комплекта валков 9,16 и дополнительного комплекта валков 24. Для этой цели подвижный стол 14 перемещается на технологический мост 13, где нижний боек заменяется устанавливаемым на роликоопоры 17 нижним валком 16. После чего стол возвращается в рабочую зону, где валок соединяется с приводом 18. Съемный блок 6 с закрепленным бойком 8 выводится из ригелей 5 в нерабочую зону, где боек заменяется валком 9. После чего съемный блок 6 вводится в ригели 5.
Для повышения геометрической точности торцевых поверхностей заготовки в держатели 22 с элементами крепления вместо дополнительных бойков устанавливаются дополнительные валки 24.
Аналогично процессу обработки заготовки бойками силовая рама 3 совершает рабочий ход, выполняя функцию нажимного устройства и замыкая усилие рабочих гидроцилиндров 11 на заготовке через верхний и нижний валки. При этом ролики 25 также демпфируются, обеспечивая замыкание усилия на заготовке непосредственно между валками 9,16.
Установленные в держатели 22 дополнительные валки 24 с усилием гидроцилиндров 21 прижимаются к торцевым поверхностям заготовки 26.
После чего привод 18 начинает вращать нижний валок 16 и происходит прокатывание заготовки 26 между верхним и нижним валками 9, 16. Для снижения сопротивления прокатыванию опорные ролики 25 также вращаются.
При достижении необходимых размеров кольца обработка завершается.
Таким образом, расширение технологических возможностей ковочно-раскатного агрегата обусловлено возможностью взаимной замены инструмента в процессе обработки. Конструктивные особенности заявляемого устройства позволяют производить замену комплекта бойков на комплект валков для осуществления операций ковки и раскатки заготовок колец большого диаметра для получения готового изделия с геометрической формой и размерами, позволяющими уменьшить припуск на дальнейшую механическую обработку.
Рама спекательной тележки
Гидравлический пресс
Устройство для подачи жидкой смазки к узлам зубчатых передач
Устройство для резки блока губчатого титана
Составной прокатный валок
Способ мягкого обжатия непрерывнолитой заготовки
Составной прокатный валок
Составной прокатный валок
Ковочный агрегат для изготовления колец большого диаметра
Способ определения глубины залегания малоконтрастного дефекта при радиографическом контроле
Рама спекательной тележки
Гидравлический пресс
Устройство для подачи жидкой смазки к узлам зубчатых передач
Устройство для резки блока губчатого титана
Составной прокатный валок
Способ мягкого обжатия непрерывнолитой заготовки
Составной прокатный валок
Составной прокатный валок
Ковочный агрегат для изготовления колец большого диаметра
Способ резки блока губчатого титана и устройство для его осуществления

