Результат интеллектуальной деятельности: ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КОНТРОЛЯ РАДИУСА КРИВИЗНЫ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ БЕСКОНЕЧНОЙ ДЛИНЫ
Вид РИД
Изобретение
Изобретение относится к устройствам для определения радиусов кривизны цилиндрических поверхностей и может быть применено для мониторинга состояния рабочих поверхностей железнодорожного рельса, например в условиях открытых горных работ.
В процессе эксплуатации колесо железнодорожного транспорта при качении по рельсу движется со скольжением, вследствие чего в зоне контакта колеса с рельсом трущиеся поверхности подвергаются износу. В результате изменяется геометрические характеристики рабочей поверхности рельса, для восстановления которого требуется постоянный контроль (мониторинг) радиусов кривизны цилиндрических поверхностей, образующих геометрический профиль рабочей поверхности железнодорожного рельса.
Известен инструмент (профилограф) для снятия очертаний профиля рельса, включающий рамку с игольчатыми острыми стержнями, устанавливаемыми по очертанию измеряемого рельса, после чего игольчатые острия фиксируются, снимаются с рельса и очертания снятого профиля переносятся на бумагу (накалыванием точек) (Васильев Н.Н., Исаакян О.Н. и др. Профилограф. // в кн. «Технический железнодорожный словарь» - М.: Государств. трансп. жел. дор. изд-во, 1941).
Недостатком данного инструмента является то, что не обеспечивает при его применении в условиях карьеров необходимую точность измерения и его использование сопряжено с большими трудозатратами вследствие необходимости изготовления шаблонов и сравнением профиля изношенного рельса с неизношенным.
Известно устройство для измерения действительных размеров параметров наружных поверхностей и радиусов сферических изделий (RU №2159920, опублик. 27.11.2000), включающее основание, предметный стол, шпиндель образцового вращения с несущим элементом, на котором установлена осевая отсчетная головка с возможностью перемещения вдоль оси предметного стола и вращения вокруг измеряемой детали. Технический результат - измерение действительных размеров параметров наружных поверхностей и радиусов сферических поверхностей. Недостатком устройства является отсутствие возможности его применения в условиях карьеров для контроля радиусов кривизны цилиндрических поверхностей бесконечной длины, например рабочих профилей головок рельсов, и измерения радиусов вогнутых поверхностей, например при контроле величины проката рабочих поверхностей изношенных колес железнодорожного транспорта.
Известно также устройство - радиусомер индикаторный (Радиусомер индикаторный РИЦ 1000 производства МИКРОТЕХ), включающий основание (вильчатый щуп) с гильзой и стопорным винтом, индикатор часового типа, устанавливаемый в гильзе вильчатого щупа и фиксируемый стопорным винтом. Техническим результатом устройства является измерение радиусов кривизны поверхностей деталей, глубины впадин (пазов) и высоты уступов. Это техническое решение принято нами в качестве прототипа. Недостатком прототипа является наличие вильчатых щупов с фиксированными межосевыми расстояниями и, как следствие, отсутствие возможности измерения радиуса кривизны цилиндрической поверхности с переменной длиной хорды, например - в виде ширины дорожки катания по рельсам колес карьерного железнодорожного транспорта.
Техническим результатом изобретения является установка индикатора часового типа вместе с гильзой на дополнительной штанге, установленной на рамке с нониусом с обратной стороны основной штанги штангенциркуля, соединенной подвижно с последней с возможностью перемещения относительно нее, причем ось измерительного стержня индикатора часового типа перпендикулярна продольной оси дополнительной штанги, а в начальном (нулевом) положении совпадает с плоскостью соприкосновения внутренних поверхностей измерительных губок и конец измерительного стержня индикатора совпадает с плоскостью, проведенной перпендикулярно оси измерительного стержня по крайним точкам измерительных губок. Техническим результатом изобретения является также то, что при измерении радиуса кривизны цилиндрической поверхности измерительные губки устанавливаются на измеряемую поверхность рельса на размер ширины дорожки катания L, а ось измерительного стержня часового индикатора устанавливается перемещением дополнительной штанги на размер l по дополнительной шкале, равный половине ширины дорожки катания L, и измеряет высоту сегмента h от хорды, стягивающей дугу окружности контура цилиндрической поверхности дорожки катания. Также техническим результатом является определение радиуса кривизны цилиндрической поверхности, равного частному от деления суммы квадратов полуширины дорожки катания и высоты сегмента, измеренной от хорды, стягивающей дугу окружности контура цилиндрической поверхности дорожки катания, на удвоенную высоту сегмента.
Технический результат достигается следующим образом. В измерительном инструменте на базе штангенциркуля для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины, включающем основание (рамку с нониусом) с вставленной в рамку штангой с измерительной шкалой, измерительные губки, установленный в гильзу индикатор часового типа и стопорный винт, индикатор часового типа установлен вместе с гильзой на дополнительной штанге, установленной на рамке с обратной стороны основной штанги штангенциркуля, соединенной подвижно с последней с возможностью перемещения относительно нее, причем ось измерительного стержня индикатора часового типа перпендикулярна продольной оси дополнительной штанги, а в начальном (нулевом) положении совпадает с плоскостью соприкосновения внутренних поверхностей измерительных губок и конец измерительного стержня индикатора совпадает с плоскостью, проведенной перпендикулярно оси измерительного стержня по крайним точкам измерительных губок. При измерении радиуса кривизны цилиндрической поверхности измерительные губки устанавливаются на измеряемую поверхность рельса на размер ширины дорожки катания L, а ось измерительного стержня часового индикатора устанавливается перемещением дополнительной штанги на размер l по дополнительной шкале, равный половине ширины дорожки катания L, и измеряет высоту сегмента h от хорды, стягивающей дугу окружности контура цилиндрической поверхности дорожки катания. При этом радиус кривизны цилиндрической поверхности определяется равным частному от деления суммы квадратов полуширины дорожки катания и высоты сегмента, измеренной от хорды, стягивающей дугу окружности контура цилиндрической поверхности дорожки катания, на удвоенную высоту сегмента.
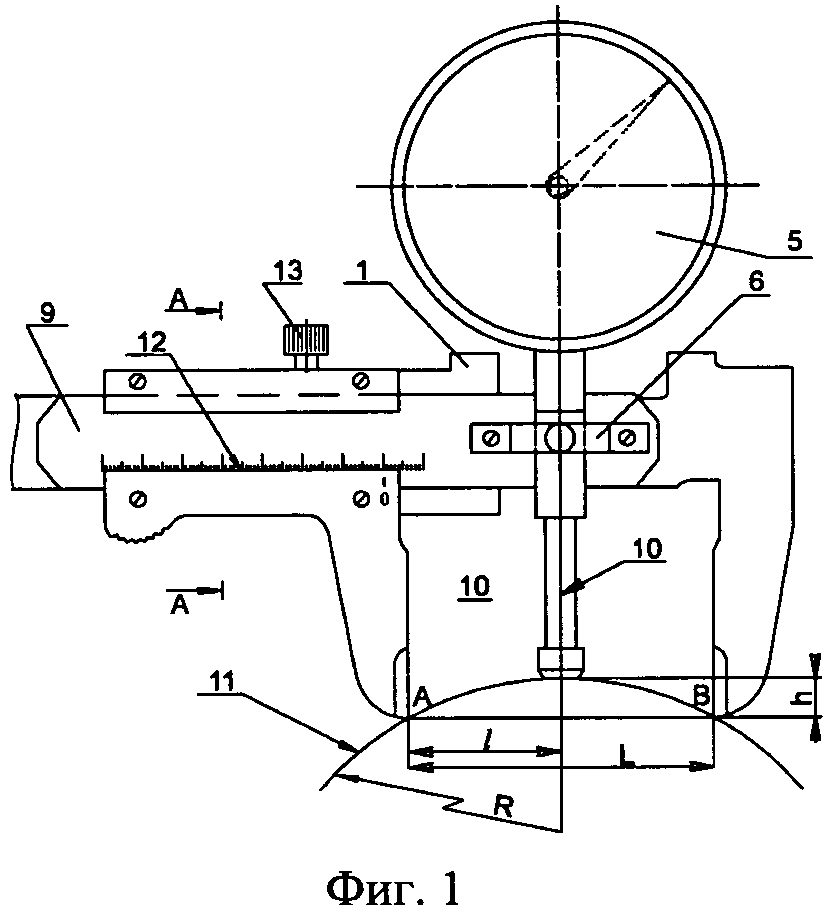
На фиг. 1 изображена фронтальная проекция с разрезом по A-A измерительного инструмента (устройства) для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины.
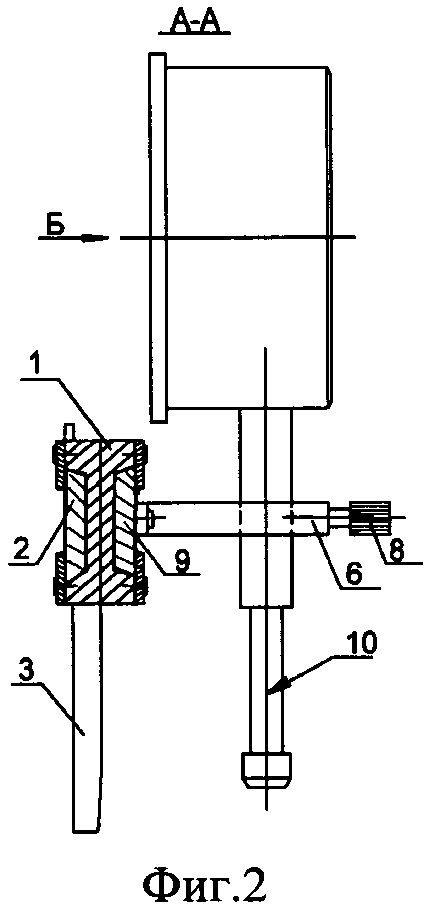
На фиг. 2 изображено сечение A-A инструмента.
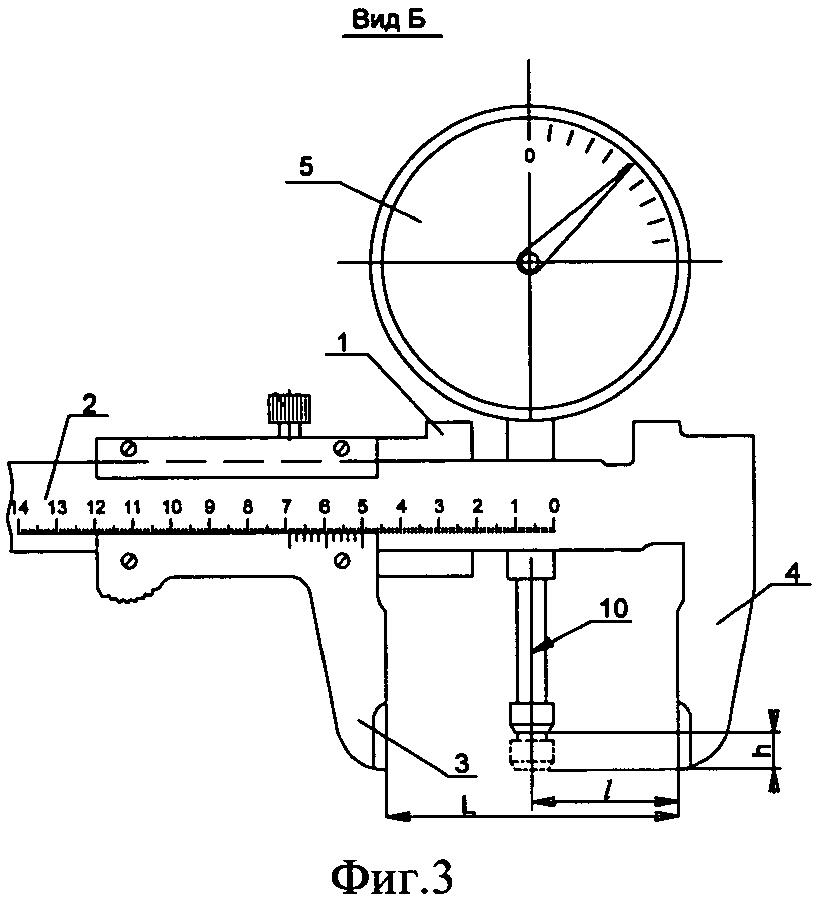
На фиг. 3 изображен вид Б (сзади), со стороны рамки с нониусом инструмента.
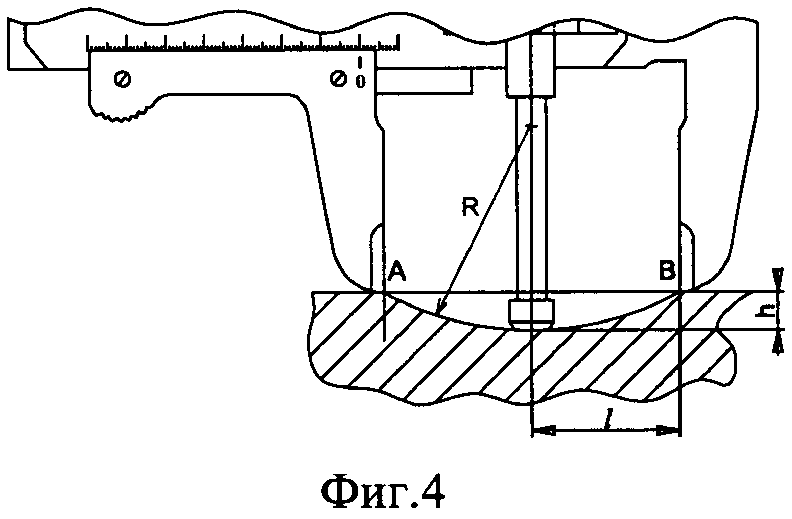
На фиг. 4 изображена схема измерения радиуса кривизны цилиндрической вогнутой поверхности.
Измерительный инструмент (устройство) для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины состоит из рамки с нониусом 1, вставленной в рамку 1 основной штанги 2 с измерительной шкалой, измерительных губок 3 и 4. Индикатор часового типа 5, вставленный в гильзу 6, фиксируется в гильзе стопором 8 и вместе с гильзой установлен на дополнительной штанге 9, установленной в рамке с нониусом 1 с обратной стороны основной штанги 2 штангенциркуля, соединенной подвижно с последней с возможностью перемещения относительно нее, причем ось измерительного стержня 10 индикатора часового типа 5 перпендикулярна продольной оси дополнительной штанги 9, а в начальном (нулевом) положении совпадает с плоскостью соприкосновения внутренних поверхностей измерительных губок и конец измерительного стержня индикатора 5 совпадает с плоскостью, проведенной перпендикулярно оси измерительного стержня по крайним точкам A и B измерительных губок 3 и 4.
Измерительный инструмент (устройство) для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины работает следующим образом.
Инструмент устанавливается на рабочую поверхность 11 рельса (фиг. 1) и измеряется ширина дорожки катания L при помощи основной штанги 2 и измерительных губок 3 и 4 (фиг. 2). После фиксации на рамке 1 основной штанги 2 стопорным винтом 13, индикатор часового типа 5, установленный на дополнительной штанге 9 при помощи дополнительной шкалы 12, устанавливается на размер l, равный половине ширины дорожки катания L рельса. Измерительный стержень 10 индикатора 5 измеряет высоту h сегмента от хорды AB, стягивающей дугу окружности рабочей цилиндрической поверхности 11 дорожки катания рельса. Радиус кривизны цилиндрической поверхности дорожки катания определяют как частное от деления суммы квадратов полуширины дорожки катания l=L/2 и высоты сегмента h на удвоенную высоту сегмента по формуле
Измерение радиуса кривизны цилиндрической вогнутой поверхности (фиг. 3) производится аналогичным способом и рассчитывается по приведенной формуле.
Предлагаемое изобретение позволяет быстро и с минимальными трудозатратами определить радиус кривизны выпуклой или вогнутой цилиндрической поверхности (например, рабочей поверхности рельса непосредственно в условиях открытых разработок) и принять меры для своевременной профилировки изношенных поверхностей.
Способ получения борсодержащего композиционного материала на основе алюминия
Алюмоматричный композиционный материал с борсодержащим наполнителем
Способ измельчения минерального сырья
Способ флотации колчеданных пирротино-пиритных руд цветных и благородных металлов
Способ горячей прокатки стальных полос
Способ холодной прокатки стальных полос
Способ прокатки металлических полос
Способ изготовления керамических форм по растворяемым моделям
Способ производства штрипсов
Способ производства листовой стали
Способ малоокислительного нагрева металлических изделий
Способ вскрытия шеелитовых концентратов
Способ получения борсодержащего композиционного материала на основе алюминия
Алюмоматричный композиционный материал с борсодержащим наполнителем
Способ измельчения минерального сырья
Способ флотации колчеданных пирротино-пиритных руд цветных и благородных металлов
Способ горячей прокатки стальных полос
Способ холодной прокатки стальных полос
Способ прокатки металлических полос
Способ изготовления керамических форм по растворяемым моделям

