Результат интеллектуальной деятельности: СПОСОБ СОЗДАНИЯ ГАРАНТИРОВАННОЙ ЗАТЯЖКИ В ДИФФЕРЕНЦИАЛЬНО-РЕЗЬБОВОМ СОЕДИНЕНИИ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области общего и специального тяжелого машиностроения и может использоваться во всех областях промышленного производства для обеспечения соединения высоконагруженных элементов механических конструкций.
Известно устройство механического разъемного соединения деталей с помощью пары «шпилька-гайка», включающее ввинченную одним концом в одну деталь шпильку, установленную на нее другую деталь и гайку, навинченную на другой конец шпильки (ГОСТ 22043-76 Шпильки для деталей с гладкими отверстиями. Класс точности А. Конструкция и размеры).
Недостатком такого устройства для высоконагруженных механических конструкций является возможность ослабления соединения во время эксплуатации вследствие релаксации элементов соединения.
Частично указанного недостатка лишен способ затяжки высоконагруженного соединения с помощью устройства ®«HYTORC», состоящего из:
- шпильки с двумя резьбовыми участками;
- двухсторонней резьбовой втулки с двумя шлицевыми венцами, один из которых с внутренними шлицами предназначен для сопряжения с ключом при затягивании соединения, второй с наружными шлицами - для сопряжения с шайбой;
- гайки, накрученной на резьбовую втулку, имеющую выступы для сопряжения с ключом при затягивании соединения;
- шайбы, на которую при затягивании соединения опирается торец гайки, имеющей внутренний шлицевой венец, сопрягаемый с наружным венцом резьбовой втулки (Патент № DE 102009023518 (A1) от 2008-07-16).
Способ затяжки выполняется в следующей последовательности: резьбовую втулку с надетой на нее шайбой навинчивают на шпильку до упора, шпильку через отверстие одной из соединяемых деталей завинчивают в резьбовое отверстие второй соединяемой детали до упора шайбы в поверхность первой соединяемой детали, далее на втулку навинчивают гайку до упора в шайбу, после чего одновременно на внутренний шлицевой венец резьбовой втулки и на торцовые выступы гайки устанавливают ключ, поворачивающий гайку относительно резьбовой втулки, осуществляя необходимую величину затягивания соединения деталей.
Недостатком такого способа и устройства является сложность в изготовлении, неприемлемые габариты конструкции болтового соединения и остающееся ослабление соединения во время эксплуатации вследствие релаксации элементов соединения.
Задачей, на решение которой направлено изобретение, является способ создания гарантированной затяжки в дифференциально-резьбовом соединении деталей, при котором ослабление элементов соединения не происходит и вследствие самозатяжки соединяемых деталей повышается надежность соединения при эксплуатации. Кроме того, за счет применения более упругого и, следовательно, более прочного материала шпильки происходит уменьшение габаритов соединения. Снижается трудоемкость соединения элементов за счет исключения использования сложных гайковертов и крановых устройств.
Поставленная задача в способе достигается тем, что шпилька выполнена из пружинной стали и имеет однонаправленные резьбовые части. При закручивании стержневая часть шпильки скручивается из-за действия момента затяжки и при достижении необходимого усилия затяжки фиксируется в данном положении корончатой гайкой и стопорной шайбой. При возникновении ослабления деталей в процессе эксплуатации стержневая часть шпильки раскручивается под действием пружинных сил, корончатая гайка закручивается и поджимает стопорной шайбой ослабленные соединяемые детали, восстанавливая затянутое соединение.
Конструкция, реализующая способ, изображена на чертеже и состоит из соединяемой детали 1 с цилиндрическим отверстием 2, соединяемой детали 3 с резьбовым отверстием 4, шпильки 5, стопорной шайбы 6 и корончатой гайки 7. Резьбовая часть 8 шпильки 5, изготовленной из пружинной стали, имеет фрикционное покрытие и ввинчена в соединяемую деталь 3, а резьбовая часть 9 с шлицевой головкой 10 на торце имеет антифрикционное покрытие.
Способ создания гарантированной затяжки в дифференциально-резьбовом соединении деталей заключается в последовательном выполнении следующих операций: на резьбовую часть 9 шпильки 5 надевают стопорную шайбу 6 и навинчивают корончатую гайку 7, резьбовой частью 8 шпильку 5 через цилиндрическое отверстие 2 соединяемой детали 1 ввинчивают в резьбовое отверстие 4 соединяемой детали 3 до упора стопорной шайбы 6 в соединяемую деталь 1, устанавливают ключ одновременно на шлицевую головку 10 шпильки 5 и корончатую гайку 7 и закручивают их, создавая необходимое осевое усилие затяжки.
При этом шпилька 5, выполненная из пружинной стали, скручивается в направлении затяжки за счет крутящего момента, накапливая упругую энергию в стержневой части, а стопорная шайба 6 препятствует самопроизвольному откручиванию корончатой гайки 7 и шпильки 5 после затяжки.
В процессе эксплуатации при ослаблении соединения стержневая часть шпильки 5 раскручивается в сторону, обратную затяжке, под действием пружинных сил, резьбовая часть 9 вкручивается в корончатую гайку 7, которая стопорной шайбой 6 поджимает ослабленные соединяемые детали 1 и 3, восстанавливая усилие затяжки в соединении.
Предложенный способ позволяет уменьшить габариты дифференциально-резьбового соединения деталей и повысить надежность соединения при эксплуатации.
Способ создания гарантированной затяжки в дифференциально-резьбовом соединении деталей, включающий ввинчивание шпильки резьбовой частью с фрикционным покрытием через отверстие одной соединяемой детали в резьбовое отверстие другой соединяемой детали, навинчивание гайки на резьбовую часть шпильки, выполненную с антифрикционным покрытием, завинчивание ключом гайки и шпильки, отличающийся тем, что шпилька, выполненная из пружинной стали, скручивается в стержневой части в направлении затяжки соединения за счет крутящего момента, накапливая упругую энергию, а при ослаблении соединения в процессе эксплуатации раскручивается под действием упругих сил и вкручивается в корончатую гайку, создавая усилие затяжки.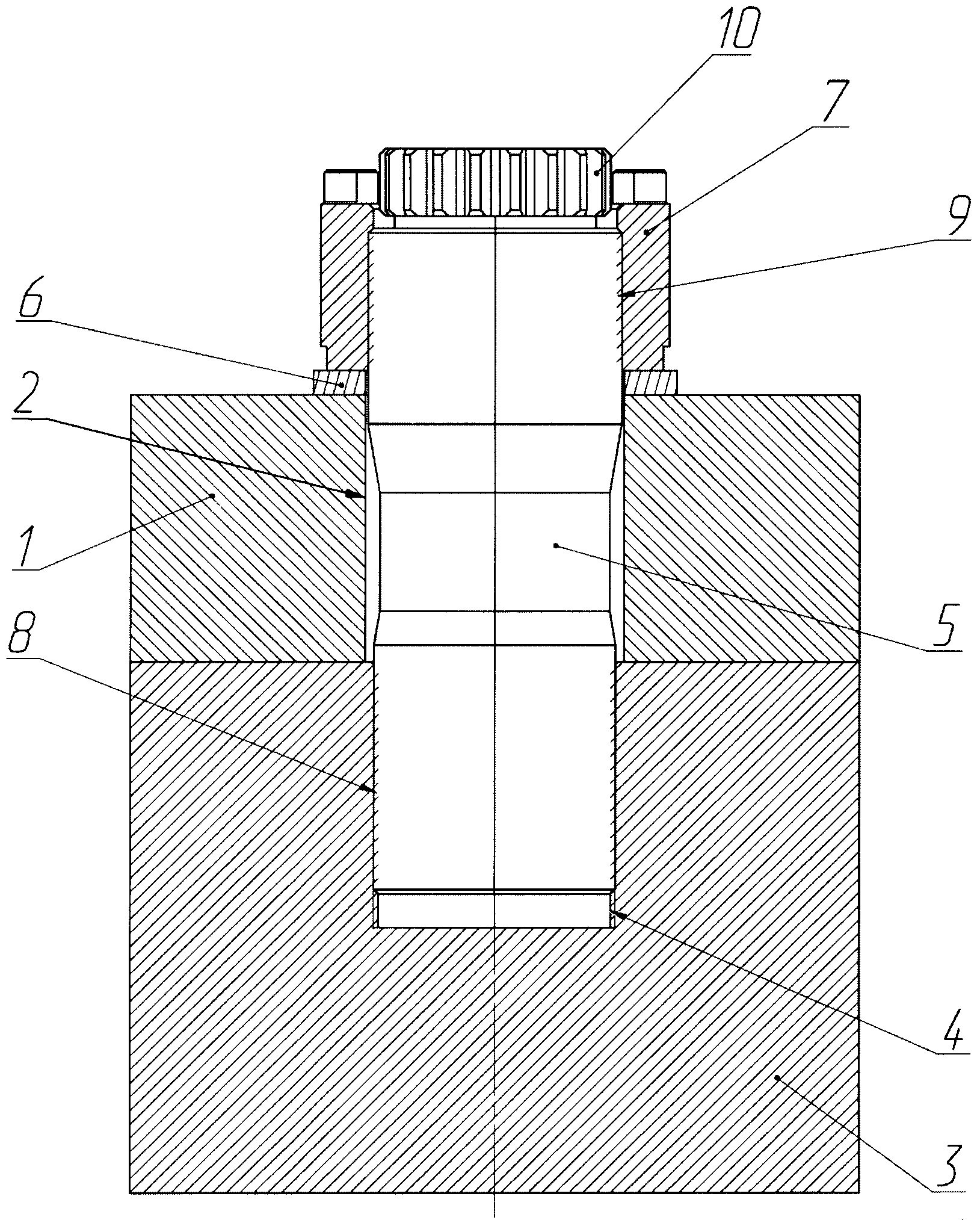
Способ базирования крупногабаритных заготовок сложной формы на многокоординатных станках
Сборная цилиндрическая фреза
Сборная цилиндрическая фреза
Способ базирования заготовок сложной формы на многокоординатных станках
Движительно-рулевая колонка
Высоконагруженное термозатягиваемое резьбовое соединение
Способ обработки тел вращения
Движительно-рулевая колонка
Метательный заряд с повышенными энергетическими характеристиками к бронебойному подкалиберному снаряду

