Результат интеллектуальной деятельности: ПЛАСТИКОВАЯ ЕМКОСТЬ И СПОСОБ ДУТЬЕВОГО ФОРМОВАНИЯ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Настоящее изобретение относится к пластиковой емкости, в частности, для хранения жидкости под давлением, содержащей выполненный за одно целое корпус с дном, вертикальную, по существу, цилиндрическую боковую стенку и верхнюю сторону с горловиной, имеющей открытый верхний конец, в который могут быть установлены закрывающие средства емкости. Настоящее изобретение относится, в частности, к емкости одноразового использования, пригодной для вторичной переработки.
Существующие емкости, изготовленные за одно целое из пластика, обычно из РЕТ, обычно не имеют достаточной прочности для манипулирования, транспортировки и штабелирования без дополнительного укрепления упаковок или оболочек. Кроме того, соотношение объема продукта и объема воздуха в загрузке емкости обычно не оптимально.
Настоящее изобретение имеет задачу в обеспечении емкости вида, указанного во введении, и способа ее производства, который позволит повысить соотношение объема продукта к объему воздуха и/или прочность емкости.
Емкость по изобретению отличается для этой цели тем, что верхняя сторона емкости вокруг горловины выполнена с по меньшей мере одним заплечиком. Верхняя сторона дополнительно выполнена вдоль периферии горловины с по меньшей мере одной впадиной, направленной вниз от горловины в направлении вертикальной боковой стенки. По меньшей мере один заплечик выступает вверх относительно по меньшей мере одного углубления. По меньшей мере один заплечик и по меньшей мере одно углубление выполнен за одно целое с корпусом емкости.
В уровне техники емкостей из пластика верхняя сторона емкости обычно имеет верхнюю стенку, направленную вниз от горловины. Изобретение основано на понимании того, что при обеспечении по меньшей мере одного заплечика и, обычно, по меньшей мере двух заплечиков, образуется дополнительный объем, посредством чего вышеупомянутое соотношение объема продукта к объему воздуха может быть значительно повышено в сравнении с емкостями уровня техники. Профилирование, выполняемое по меньшей мере одним заплечиком и по меньшей мере одним углублением может также дополнительно придать емкости необходимую прочность.
По меньшей мере одно углубление позволит кольцу, размещенному вокруг по меньшей мере одного заплечика, образовать рукоять в положении каждого углубления, см. ниже. Углубление обычно служит для образования радиального углубления от нижней части горловины до вертикальной стенки, при этом эта структура в значительной степени определяет прочность и сопротивляемость давлению емкости. По меньшей мере одно углубление дополнительно имеет дополнительное преимущество в том, что дождевая вода или промывочная вода может быть отведена в стоячем положении емкости. Следует отметить, что в емкостях для пива по уровню техники дренажные отверстия традиционно выполнены углублениями в кольцах, обеспеченных вокруг корпуса емкости.
В случае двух или более заплечиков углубления обычно расположены между каждой парой взаимно смежных заплечиков. В таком случае заплечики обычно распределены симметрично вокруг горловины. В случае с одним заплечиком, он обычно принимает форму непрерывного кольца, при этом углубление расположено между концами заплечика. Хотя емкость по изобретению в частности предназначен для хранения газированных жидкостей под давлением - представьте бочку пива - такая емкость может предпочтительно применяться для хранения жидкостей без давления, газов и твердых веществ.
По предпочтительному варианту выполнения изобретения, корпус емкости выполняется дутьевым формованием с вытяжкой, предпочтительно, из РЕТ (полиэтилентерефталата), например, так называемого, бутылочного РЕТ. Согласно другой возможности, корпус емкости производится из РЕ (полиэтилена) или РР (полипропилена).
Согласно предпочтительному варианту выполнения, каждый заплечик проходит в радиальном направлении от горловины по меньшей мере частично горизонтально или вверх в направлении вертикальной боковой стенки. Согласно другой возможности, каждый заплечик наклонен вниз в некоторой степени в направлении вертикальной боковой стенки (предпочтительно, под углом менее 45°, более предпочтительно, менее 25°), при этом каждый заплечик выступает вверх относительно по меньшей мере одного углубления.
Согласно возможному варианту выполнения, по меньшей мере один заплечик выполнен для образования поддерживающей поверхности для дна второй емкости, расположенной на емкости, при этом поддерживающая поверхность расположена на той же высоте или выше нижнего конца горловины. Таким образом, емкости могут быть расположены друг на друге простым способом без необходимости в дополнительных укрепляющих средствах.
Согласно предпочтительному варианту выполнения емкости по изобретению, верхнее кольцо обеспечено вокруг по меньшей мере одного заплечика. Верхнее кольцо предпочтительно выполнено для образования поддерживающего кольца, на котором емкость может вращаться в наклонном положении, в котором центральная ось емкости продолжается по существу горизонтально; и/или образования поддерживающей поверхности для второй емкости, расположенной на указанной емкости.
Согласно дополнительному объекту изобретения, по меньшей мере одно углубление и по меньшей мере один заплечик имеют такую форму, что верхнее кольцо образует ручку в положении по меньшей мере одного углубления. В емкостях уровня техники кольцо обычно выполнено вокруг непрерывной вертикальной боковой стенки, так что верхнее кольцо не может легко действовать как ручка и по желанию специальные ручки обеспечиваются в самом верхнем кольце. В уровне техники углубления, таким образом, выполнены в верхнем кольце для образования ручек. Однако, это влияет на прочность верхнего кольца.
Согласно возможному варианту выполнения, верхнее кольцо имеет внутреннюю стенку, предназначенную для соединения с по меньшей мере одним заплечиком. Эта внутренняя стенка может быть выполнена с одним или более утолщенными участками, при этом каждый заплечик имеет наружную стенку, снабженную одной или более впадинами, имеющими форму, дополняющую один или более утолщенный участок. Таким образом верхнее кольцо может быть заперто в корпусе емкости, в частности, когда этот корпус емкости находится под давлением, см. ниже.
Согласно предпочтительному варианту выполнения, верхняя сторона снабжена по меньшей мере двумя заплечиками, расположенными на расстоянии друг от друга вдоль наружной периферии горловины, так что впадины продолжаются между заплечиками и направлены вниз в направлении вертикальной боковой стенки.
Согласно предпочтительному варианту изобретения, по меньшей мере один заплечик направлен по существу горизонтально от нижнего конца горловины до вертикальной боковой стенки. Согласно другому варианту, первая часть по меньшей мере одного заплечика проходит вверх от нижнего конца горловины, а вторая часть - по существу, горизонтально в направлении вертикальной боковой стенки. Эта вторая часть обычно образует поддерживающую поверхность.
Согласно предпочтительному варианту выполнения, вертикальная цилиндрическая боковая стенка по существу прямая, и каждый заплечик имеет по существу прямую вертикальную наружную стенку, соединенную с прямой вертикальной цилиндрической боковой стенкой.
Согласно предпочтительному варианту выполнения, дно выполнено с по существу центрально расположенной впадиной, направленной к внутренней части емкости. Это углубление предпочтительно выполнено для принятия части горловины второй емкости, когда емкость расположена на второй емкости.
Согласно предпочтительному варианту выполнения, дно выполнено с по меньшей мере одной опорой, обычно, по меньшей мере двумя опорами, которые продолжаются на расстоянии друг от друга вокруг центральной впадины. В случае по меньшей мере двух опор, радиальная впадина предпочтительно продолжается в любом случае между каждой парой взаимно смежных опор.
Согласно предпочтительному варианту выполнения, вертикальная цилиндрическая боковая стенка по существу прямая, и каждая опора имеет по существу прямую вертикальную наружную стенку, соединенную с прямой вертикальной цилиндрической боковой стенкой.
Согласно дополнительному объекту изобретения, нижнее кольцо обеспечено вокруг по меньшей мере одной опоры. Это нижнее кольцо обычно выполнено для образования поддерживающего кольца, на котором вращается емкость в наклонном положении, в котором центральная ось продолжается по существу горизонтально; и/или для образования поверхности, поддерживающей дно.
Согласно предпочтительному варианту выполнения, верхнее и/или нижнее кольцо выполняется из РЕТ, предпочтительно, вторично переработанного РЕТ из цикла переработки. В зависимости от требуемой прочности (при ударах, падении), также может использоваться другой материал, такой как РЕ или РР. Верхнее кольцо предпочтительно производится литьем под давлением, литьем под давлением газа или технологией, в которой используется вспененный или экспандированный РЕТ или РЕ.
Согласно предпочтительному объекту, по меньшей мере одно радиальная впадина и по меньшей мере одна опора имеют такую форму, что нижнее кольцо образует нижнюю ручку в положении каждого радиального углубления. Те же преимущества, связанные с уровнем техники, применяются здесь так же, как указано выше в связи с верхним кольцом. Согласно возможному варианту выполнения, нижнее кольцо имеет внутреннюю стенку, предназначенную для соединения с наружной стенкой по меньшей мере одной опоры. Эта внутренняя стенка может быть выполнена с одним или более утолщенным участком, при этом каждая опора имеет наружную стенку, снабженную одной или более впадинами, имеющими форму, дополняющую один или более утолщенный участок.
Согласно предпочтительному варианту выполнения емкости, верхнее кольцо обеспечено вокруг по меньшей мере одного заплечика, а нижнее кольцо обеспечено вокруг по меньшей мере одной опоры. Верхнее и/или нижнее кольцо предпочтительно выполнены из материала РЕТ, предпочтительно способом литья под давлением.
Согласно предпочтительному варианту выполнения, количество углублений на верхней стороны и количество радиальных впадин на дне одинаково, и каждое углубление расположено по существу в той же радиальной плоскости, что и соответствующая впадина, так что ручки имеют сходную ориентацию на верхней и нижней стороне.
Согласно дополнительно разработанному варианту выполнения, верхнее кольцо может быть соединено с нижним кольцом посредством по меньшей мере двух лент, предпочтительно выполненных из материала РЕТ, эти ленты продолжаются вдоль вертикальной цилиндрической боковой стенки. Горизонтальные ленты также могут быть дополнительно обеспечены и продолжаться в углублениях между двумя диаметрально противоположными точками верхнего/нижнего кольца для натяжения верхнего/нижнего кольца вокруг емкости. Согласно еще одному варианту, верхнее/нижнее кольцо может быть выполнено за одно целое с уплотнительным профилем, расположенным внутри кольца и имеющим форму по существу дополняющую форму верхней стороны/дна емкости.
Согласно возможному варианту выполнения, зажимная лента обеспечена вокруг верхнего кольца и/или вокруг нижнего кольца. Эта зажимная лента выполнена для передачи зажимной ленте усилий, прикладываемых к верхнему кольцу и/или нижнему кольцу, как результат давления в емкости. Таким образом, верхнее и/или нижнее кольцо не подвергается деформированию или излишнему давлению и не деформируется или незначительно деформируется.
Цилиндрическая боковая стенка емкости может быть дополнительно снабжена периферическим желобом, в этом периферическом желобе расположена зажимная лента для предотвращения излишнего увеличения наружного диаметра емкости, когда емкость наполняется жидкостью под давлением.
Изобретение дополнительно относится к способу производства емкости по любому предшествующему пункту, при этом корпус емкости производится из РЕТ способом дутьевого формования с вытяжкой, содержащим следующие этапы:
- выполнение преформы, предпочтительно, трубчатой преформы с горловинной частью, путем литья под давлением;
- вытяжка и дутьевое формование преформы в нескольких частях с целью образования корпуса емкости, при этом материал РЕТ размещается вокруг горловины для образования по меньшей мере одного заплечика. Многочастевая форма обычно включает две формы горизонтальных перемещаемых боковых стенок, вертикальную перемещаемую нижнюю форму и многочастевую верхнюю форму. Верхняя форма предпочтительно имеет по меньшей мере две части, которые могут перемещаться горизонтально и вертикально, и вертикально перемещаемую центральную часть для направления вытяжного стержня. Преимущество верхней формы из нескольких частей состоит в том, что, с одной стороны, заплечики могут быть направлены при формовании вверх, а с другой стороны, части формы могут быть удалены с подсечек, таким образом, возможно придание формы по изобретению.
Наконец, изобретение относится к способу для расположения кольца на пластиковой емкости, содержащей выполненные за одно целое корпус и дно; вертикальную, по существу цилиндрическую боковую стенку; и верхнюю сторону с горловиной, имеющей открытый верхний конец, в который могут быть установлены закрывающие средства емкости. Кольцо расположено вокруг вертикальной боковой стенки в состоянии без давления емкости или в состоянии, в котором низкое давление преобладает в емкости, и закрывающие средства выполнены в горловине емкости. Емкость затем наполняется жидкостью под давлением для закрепления кольца.
Согласно предпочтительному варианту выполнения такого способа, верхнее кольцо и нижнее кольцо выполнены вокруг соответственно по меньшей мере одного заплечика и по меньшей мере одной опоры в состоянии без давления или в состоянии, в котором низкое давление преобладает в емкости, и закрывающие средства выполнены в горловине емкости. Емкость затем наполняется жидкостью под давлением для закрепления нижнего и верхнего кольца. Очевидно, что такой способ может использоваться для различных описанных выше вариантов выполнения верхнего и нижнего кольца. Первое изначальное натяжение может быть применено к корпусу емкости путем обеспечения низкого давления (например, от 0,05 до 0,30 бар).
Объем емкости по изобретению обычно составляет от 5 до 50 литров, предпочтительно от 10 до 33, 33 литров. Диаметр цилиндрической боковой стенки обычно составляет от 200 до 400 мм, предпочтительно от 285 до 305 мм или от 235 до 250 мм.
В выражении «по существу цилиндрическая боковая стенка» термин «цилиндрическая» следует интерпретировать в широком смысле, а также он включает боковые стенки с участком - эллиптическим, овальным и т.д., и цилиндрические боковые стенки, диаметр которых может изменяться в аксиальном направлении, как в случае с емкостью в форме бочки.
Настоящее изобретение будет далее истолковано на основе ряда никак не ограничивающих примерных вариантов выполнения емкости и способа по изобретению, со ссылкой на сопровождающие чертежи, на которых:
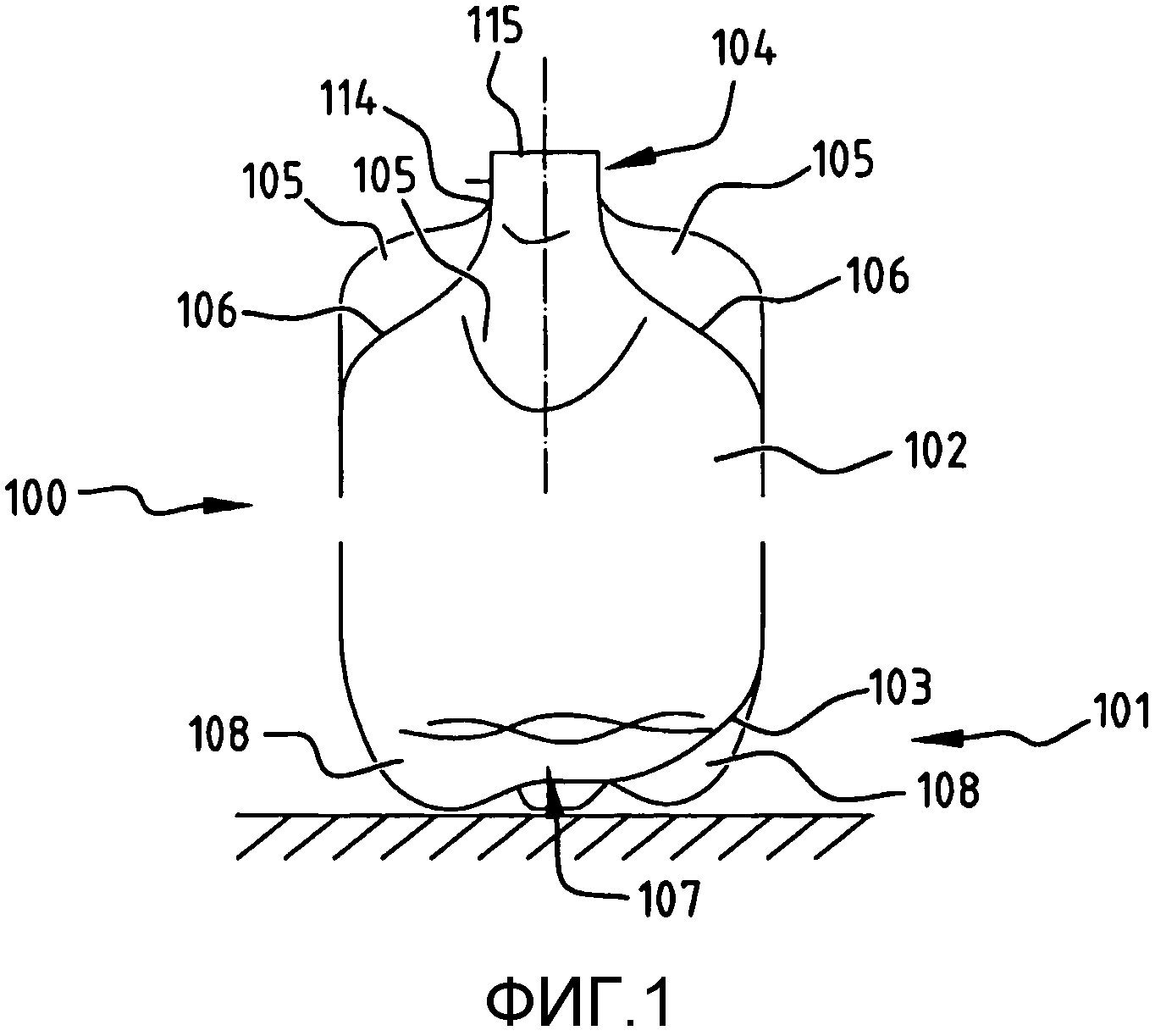
Фиг.1 - схематичный вид спереди первого варианта выполнения емкости по изобретению.
Фиг.2 - схематичный вид спереди второго варианта выполнения емкости по изобретению.
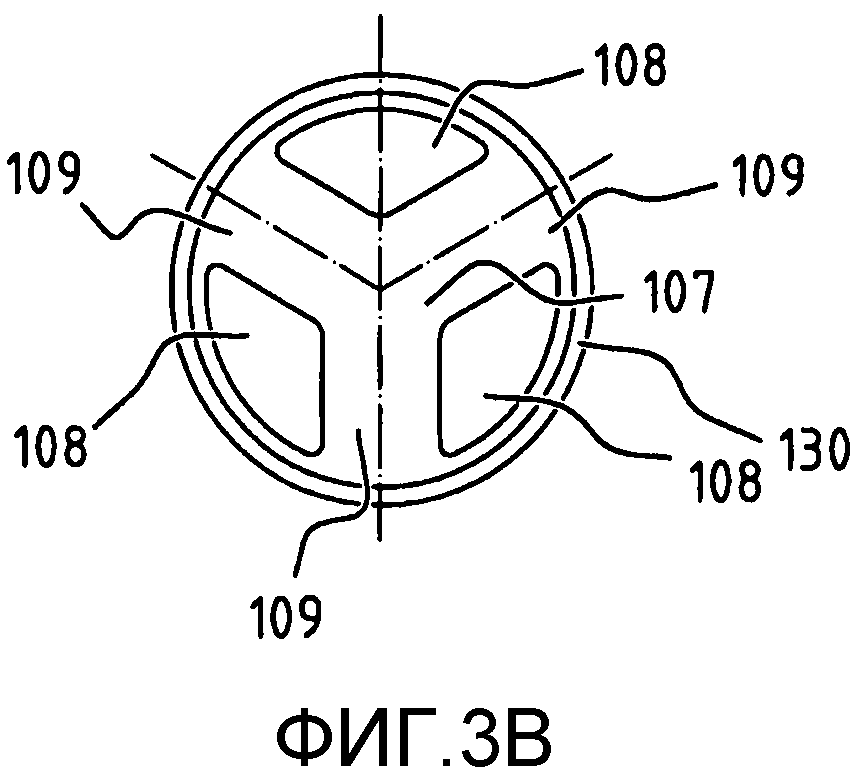
Фиг.3А и 3В - схематичный первый возможный вид сверху и снизу соответственно емкости по изобретению.
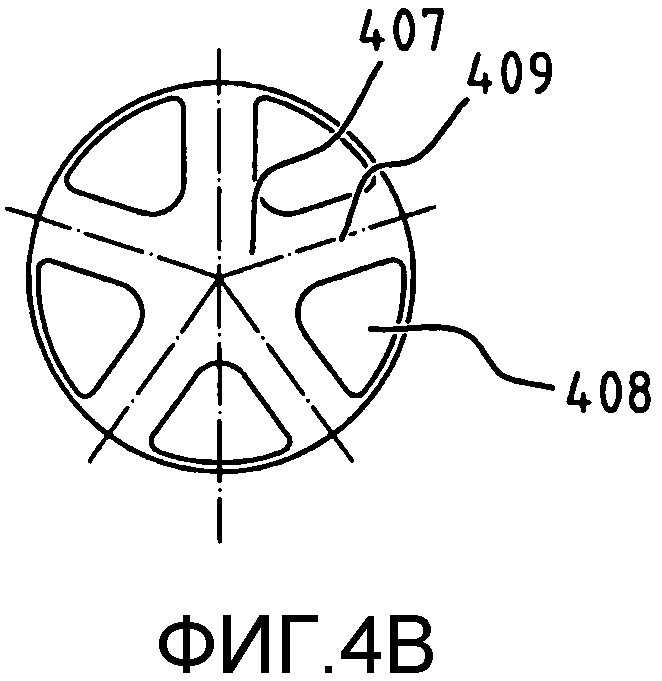
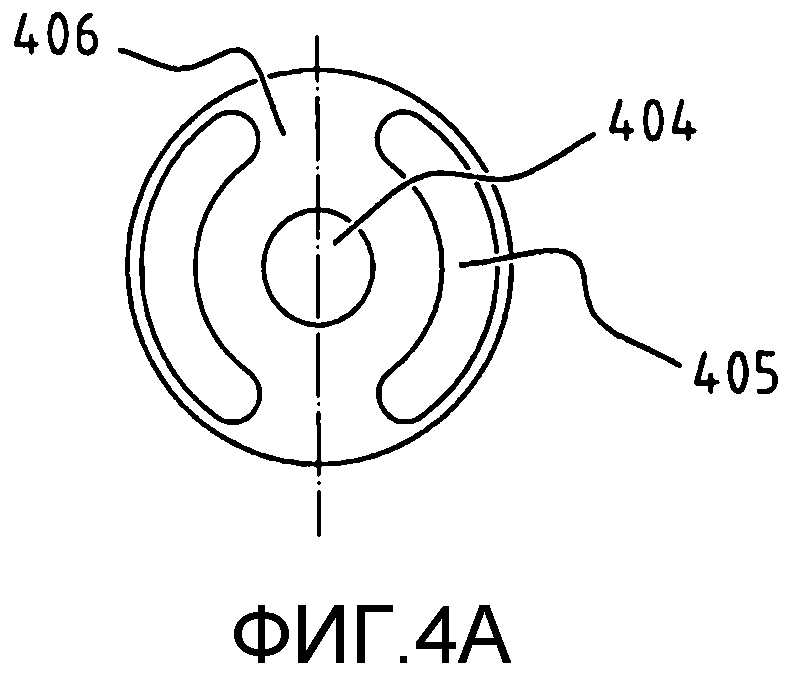
Фиг.4А и 4В - схематичный второй возможный вид сверху и снизу соответственно емкости по изобретению.
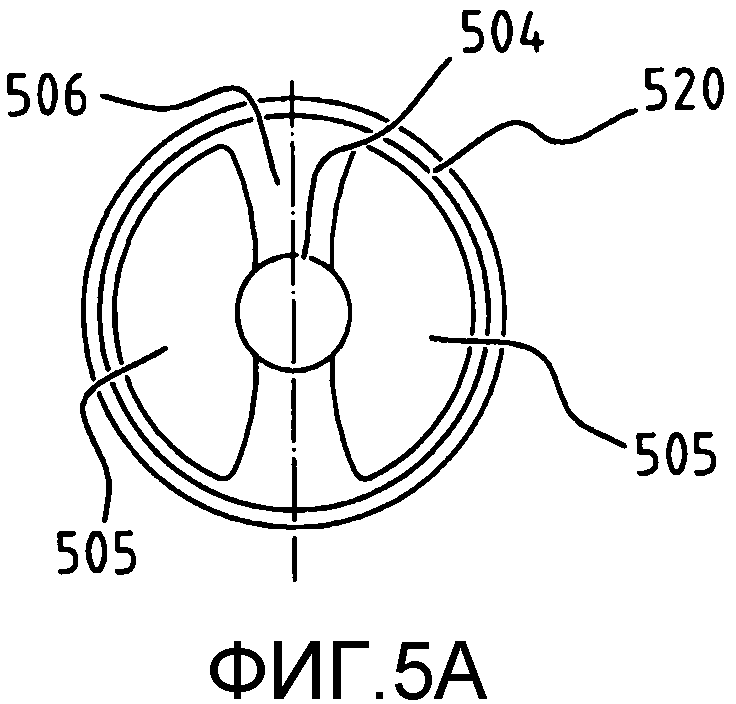
Фиг.5А и 5В - схематичный третий возможный вид сверху и снизу соответственно емкости по изобретению.
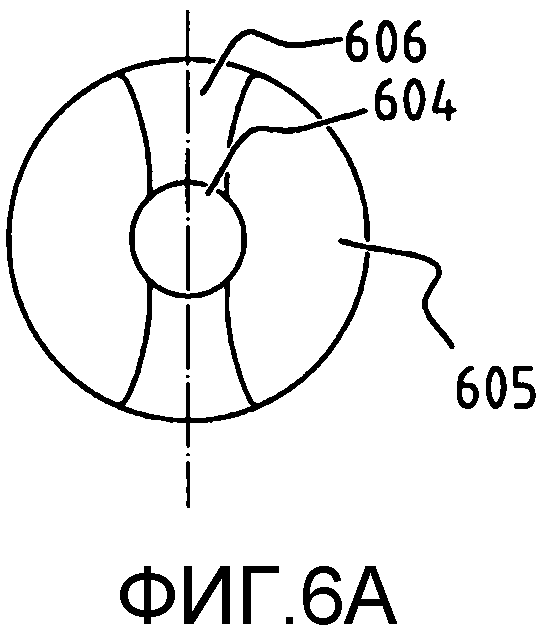
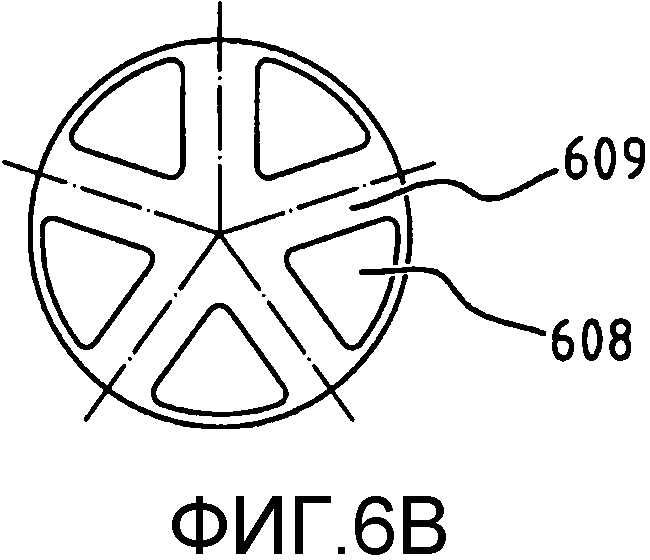
Фиг.6А и 6В - схематичный четвертый возможный вид сверху и снизу соответственно емкости по изобретению.
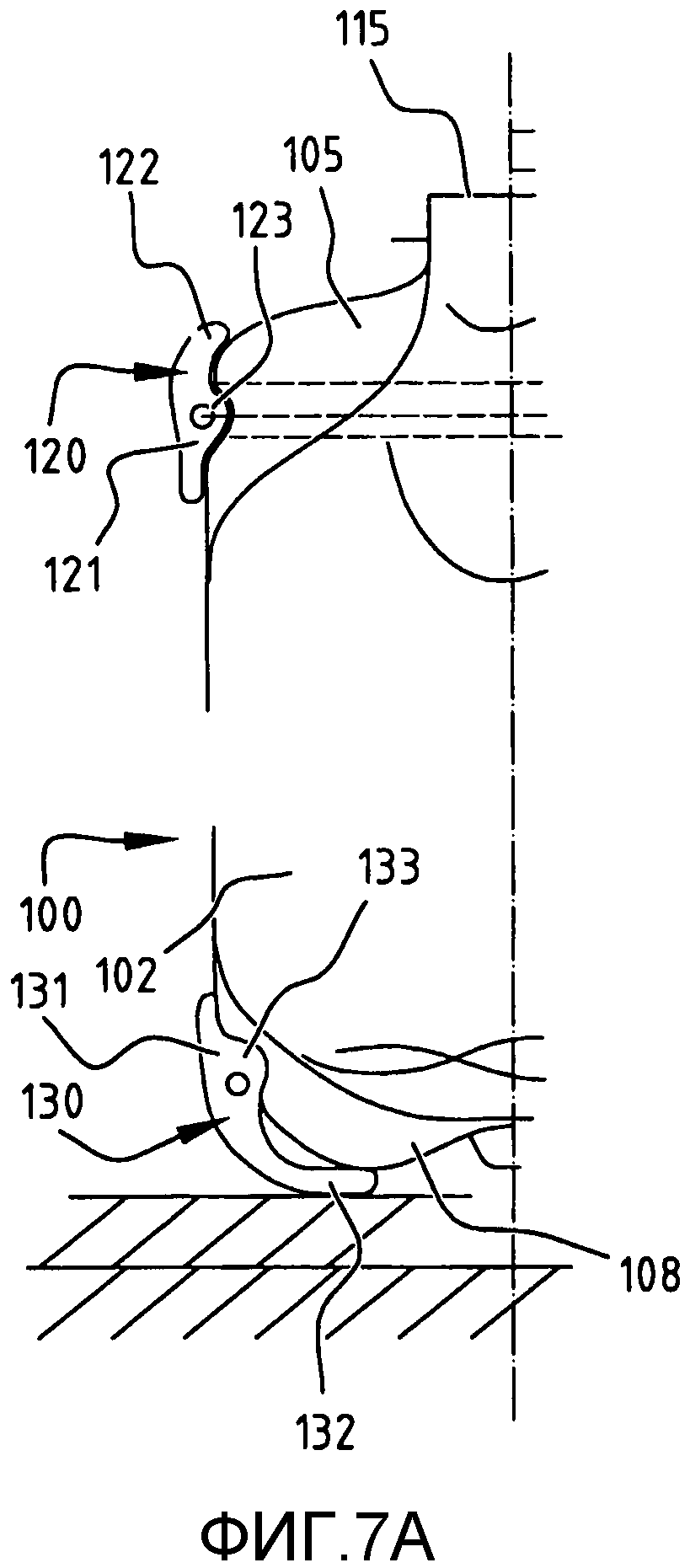
Фиг.7А - схематичный вариант выполнения по Фиг.1, на которой выполнен первый вариант верхнего и нижнего кольца.
Фиг.7В - схематичный вариант выполнения по Фиг.1, на которой выполнен второй вариант верхнего и нижнего кольца.
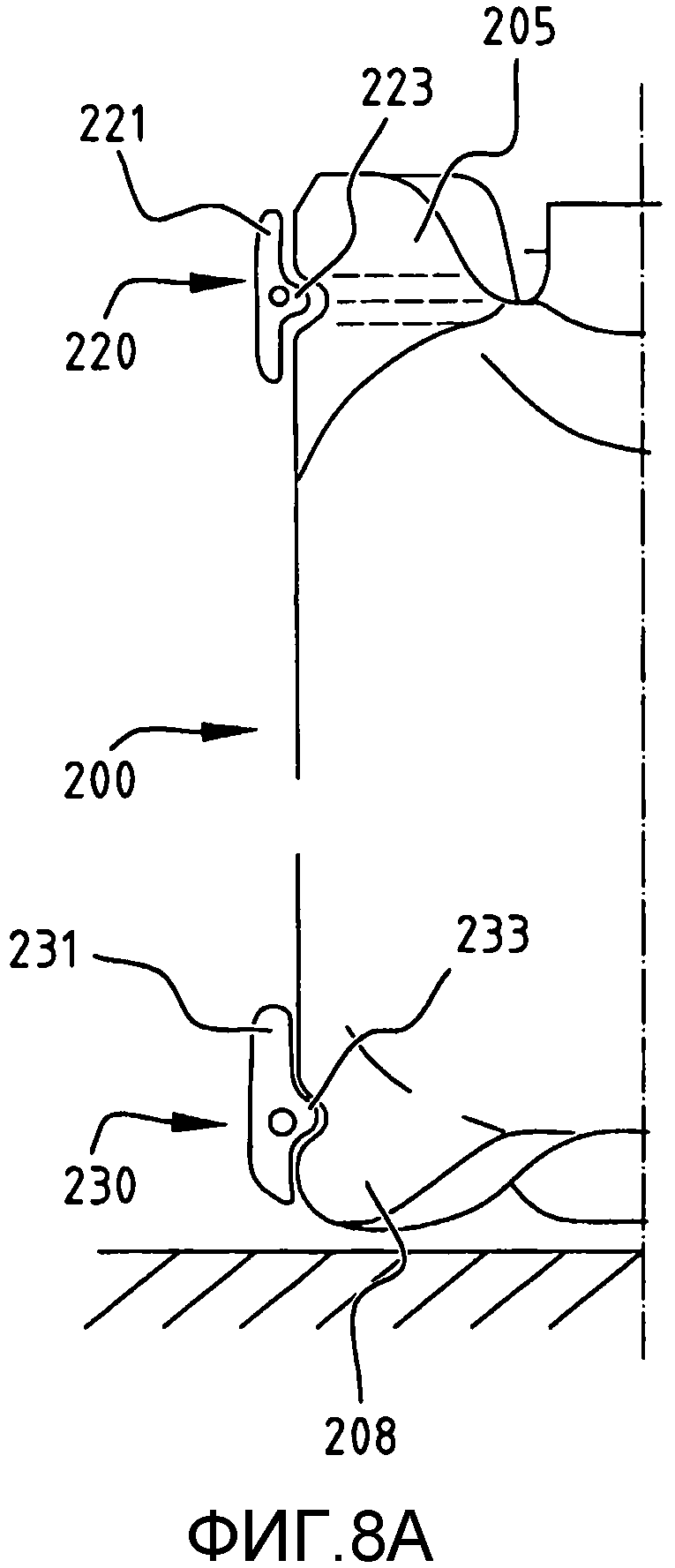
Фиг.8А - схематичный вариант выполнения по Фиг.2, на которой выполнен третий вариант верхнего и нижнего кольца.
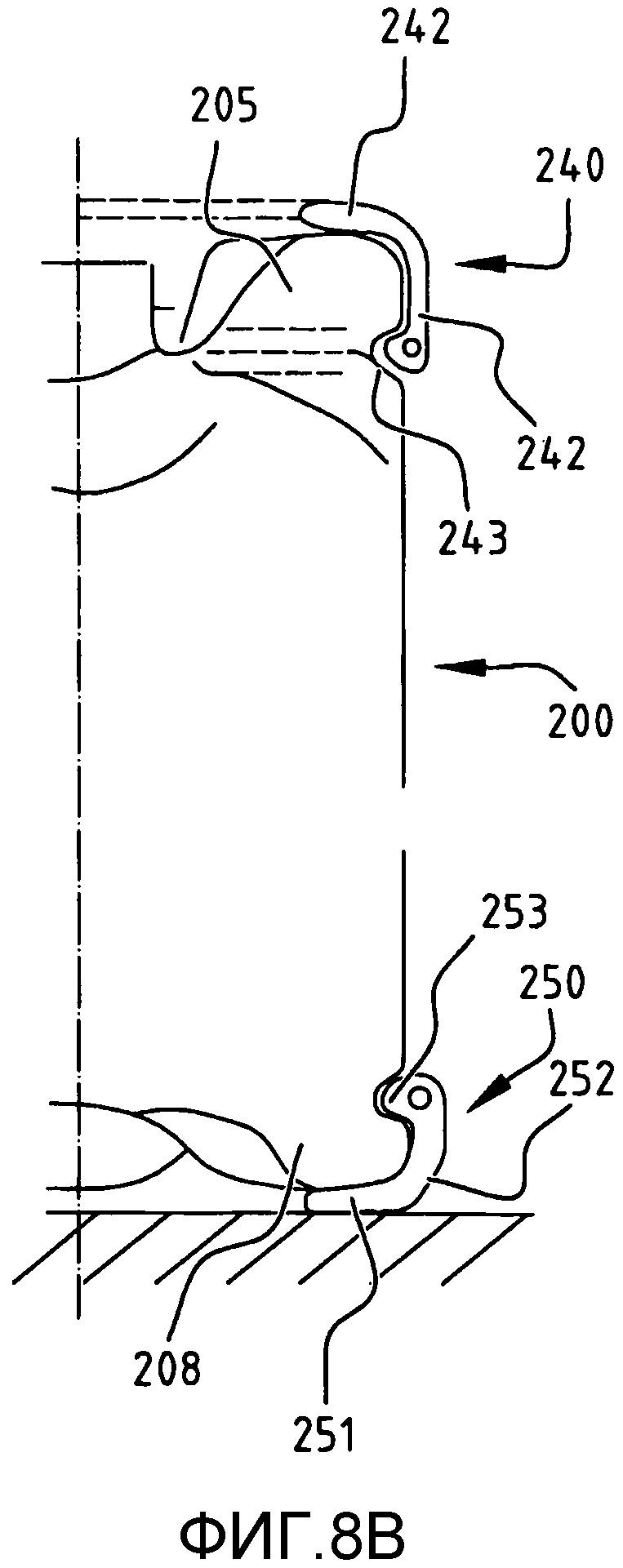
Фиг.8В - схематичный вариант выполнения по Фиг.2, на которой выполнен четвертый вариант верхнего и нижнего кольца.
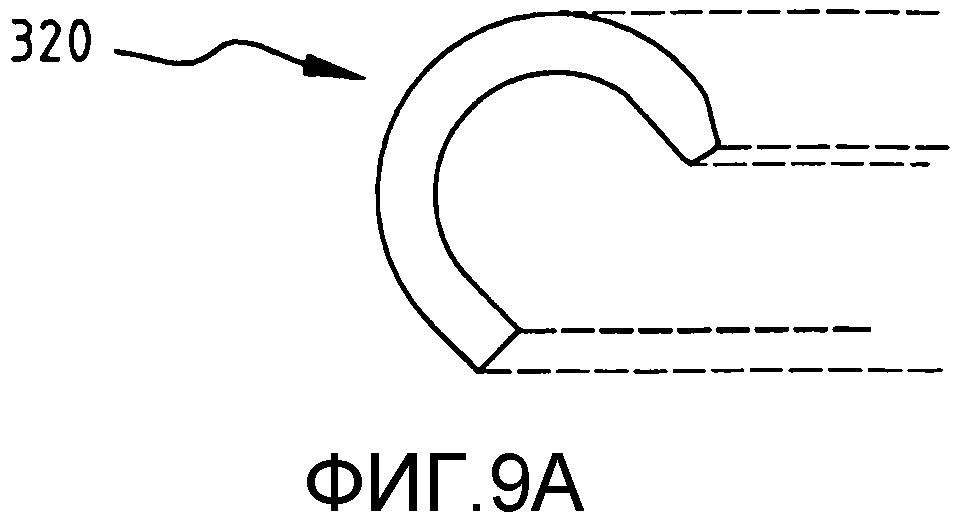
Фиг.9А - схематичное поперечное сечение пятого варианта верхнего и нижнего кольца по изобретению.
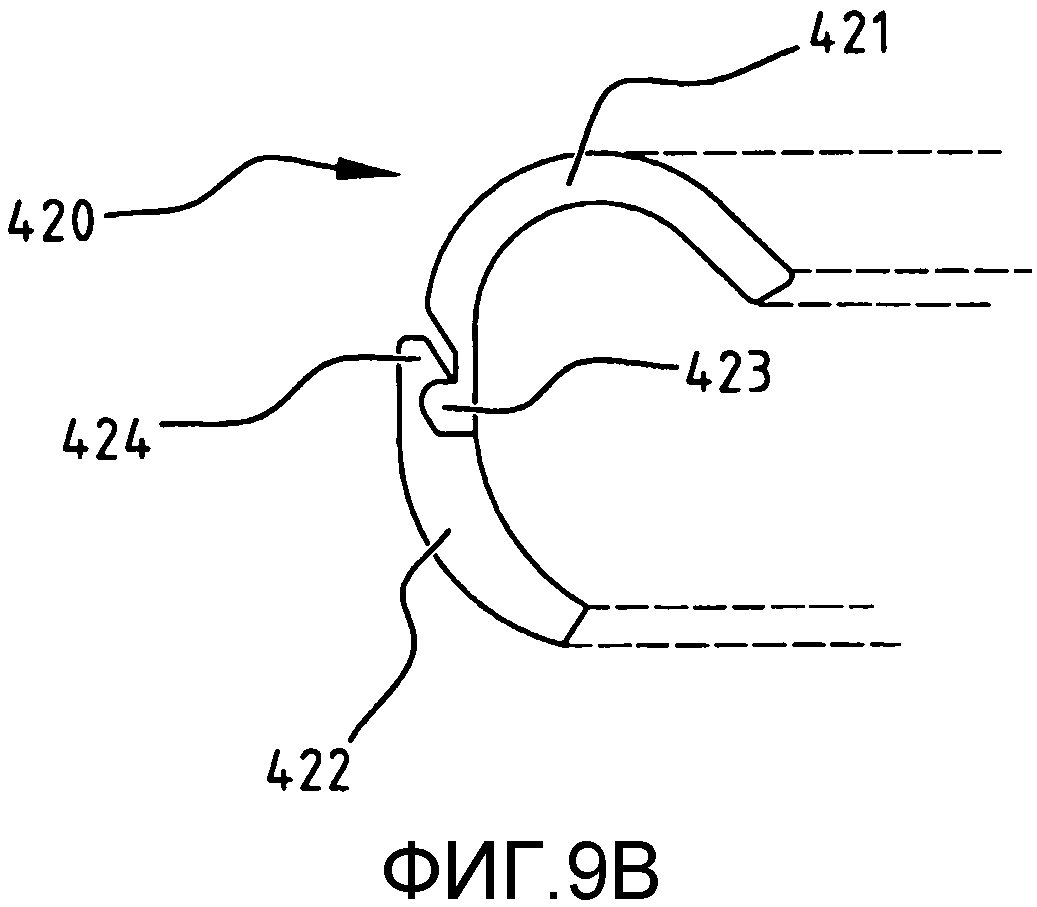
Фиг.9В - схематичное поперечное сечение шестого варианта верхнего и нижнего кольца по изобретению.
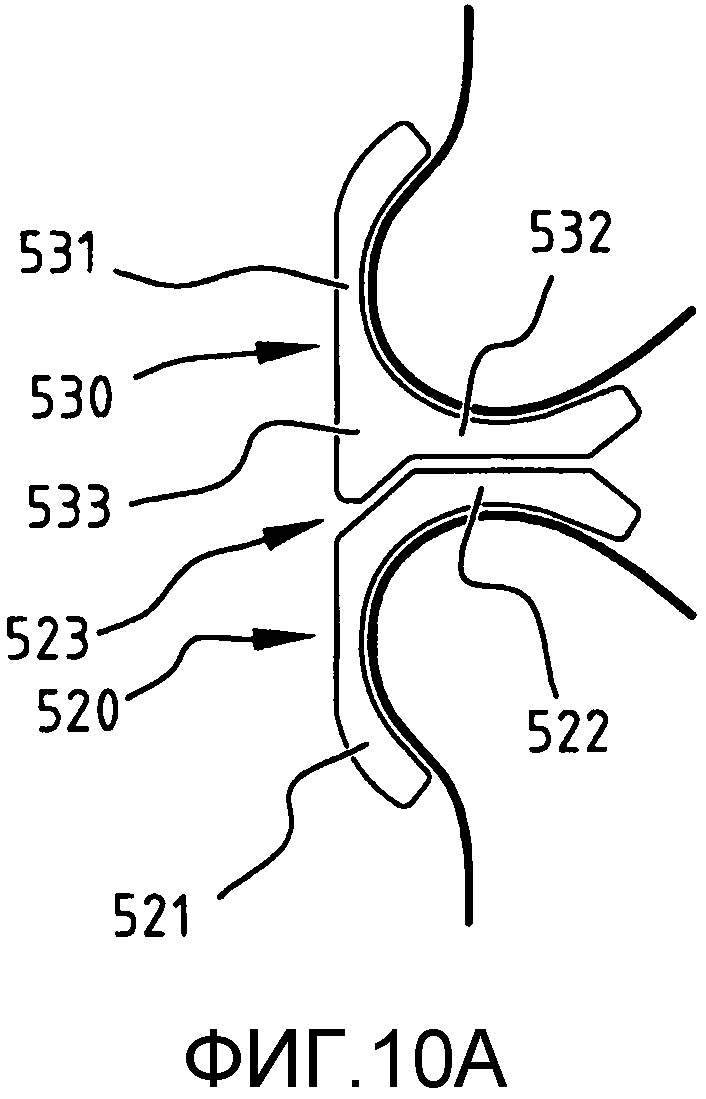
Фиг.10А - схематичный седьмой вариант верхнего и нижнего кольца по изобретению.
Фиг.10В - схематичный восьмой вариант верхнего и нижнего кольца по изобретению.
Фиг.11 - схематичный третий вариант выполнения емкости по изобретению.
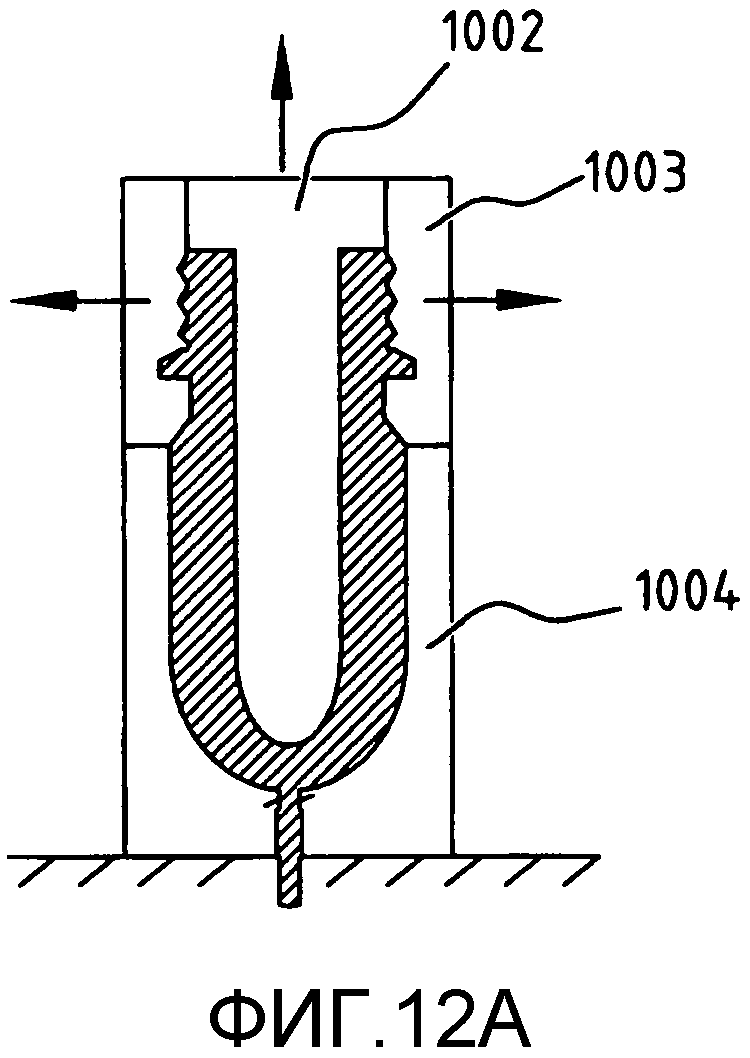
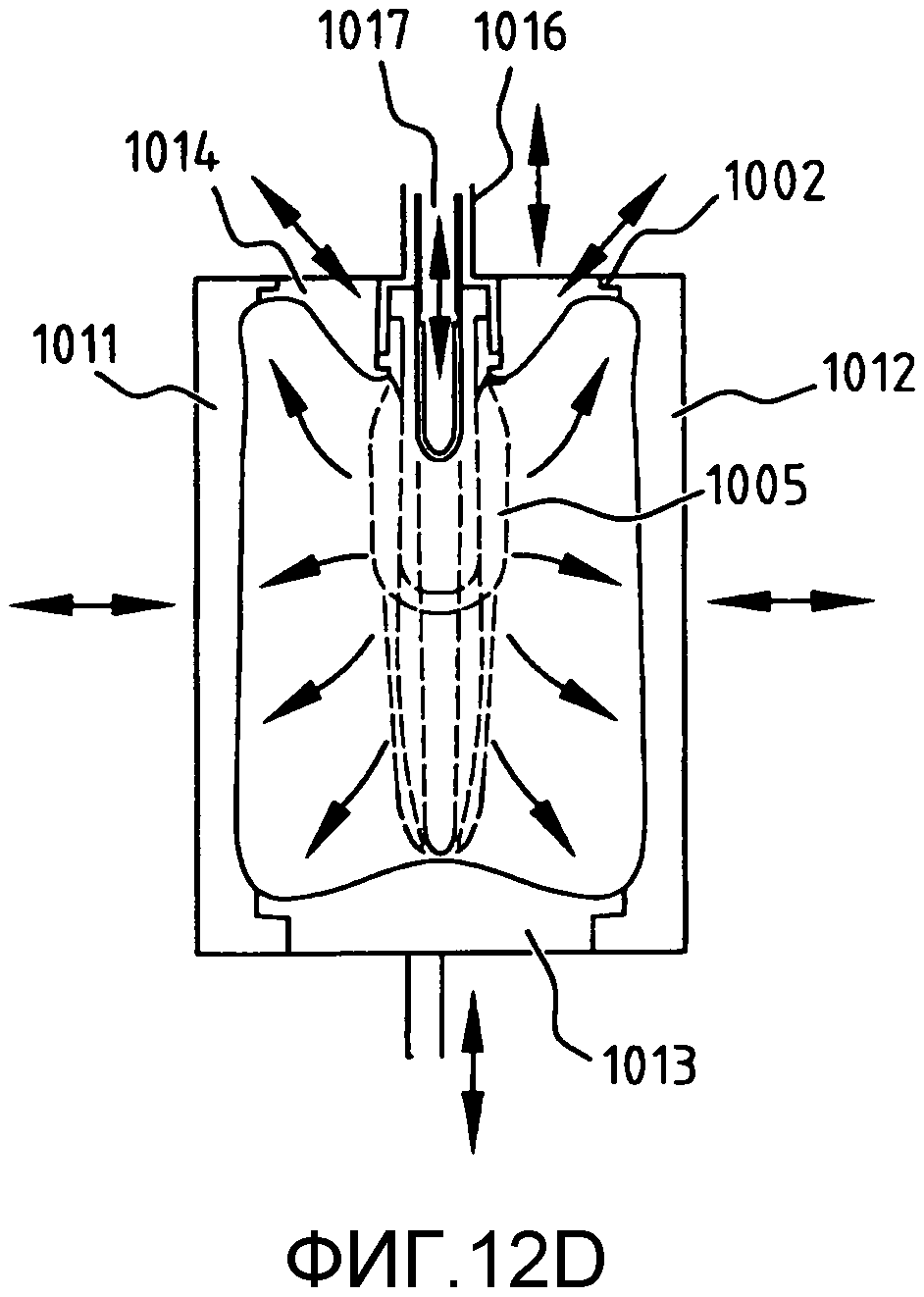
Фиг.12A-D - схематичный способ производства емкости по изобретению.
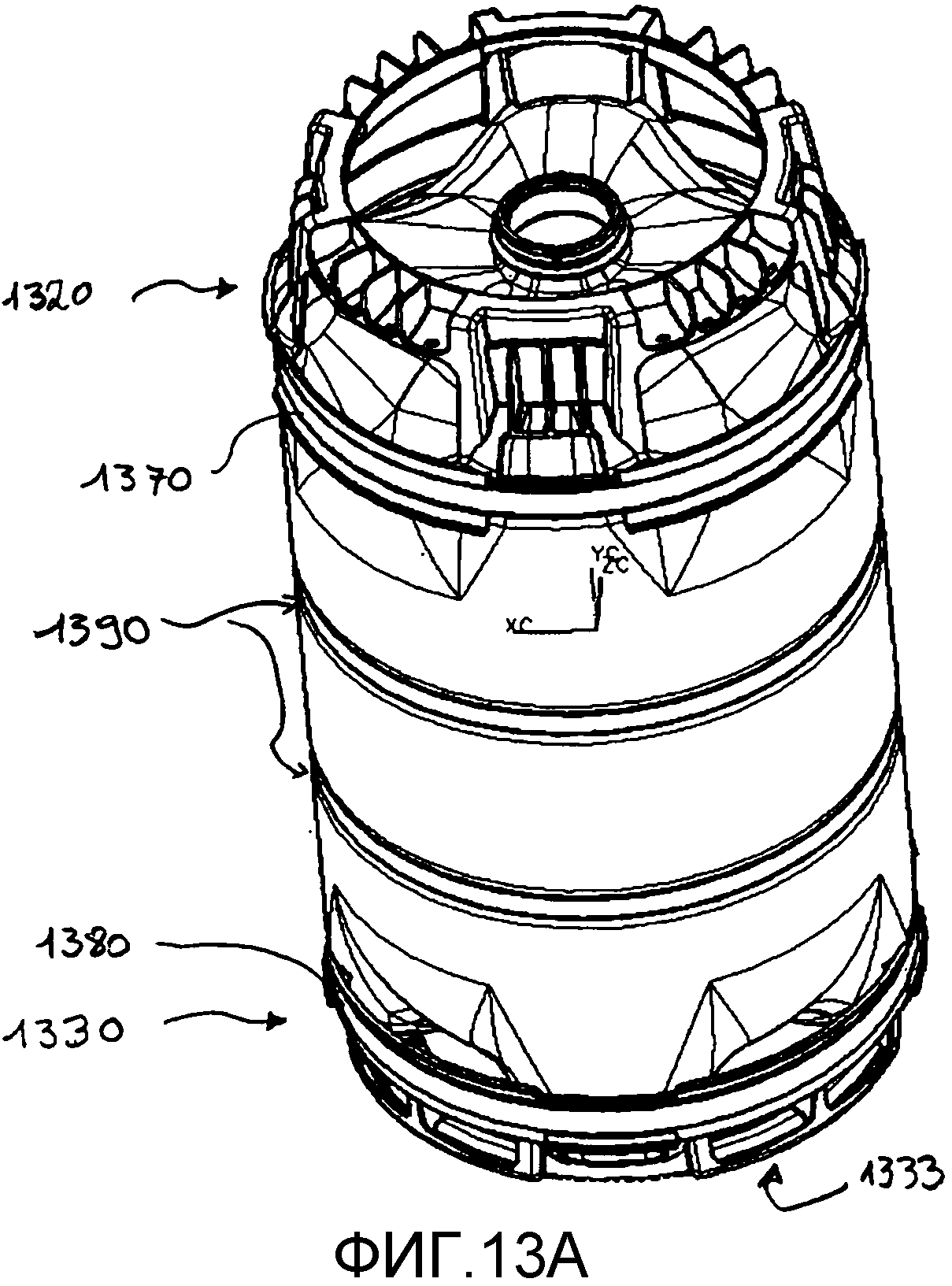
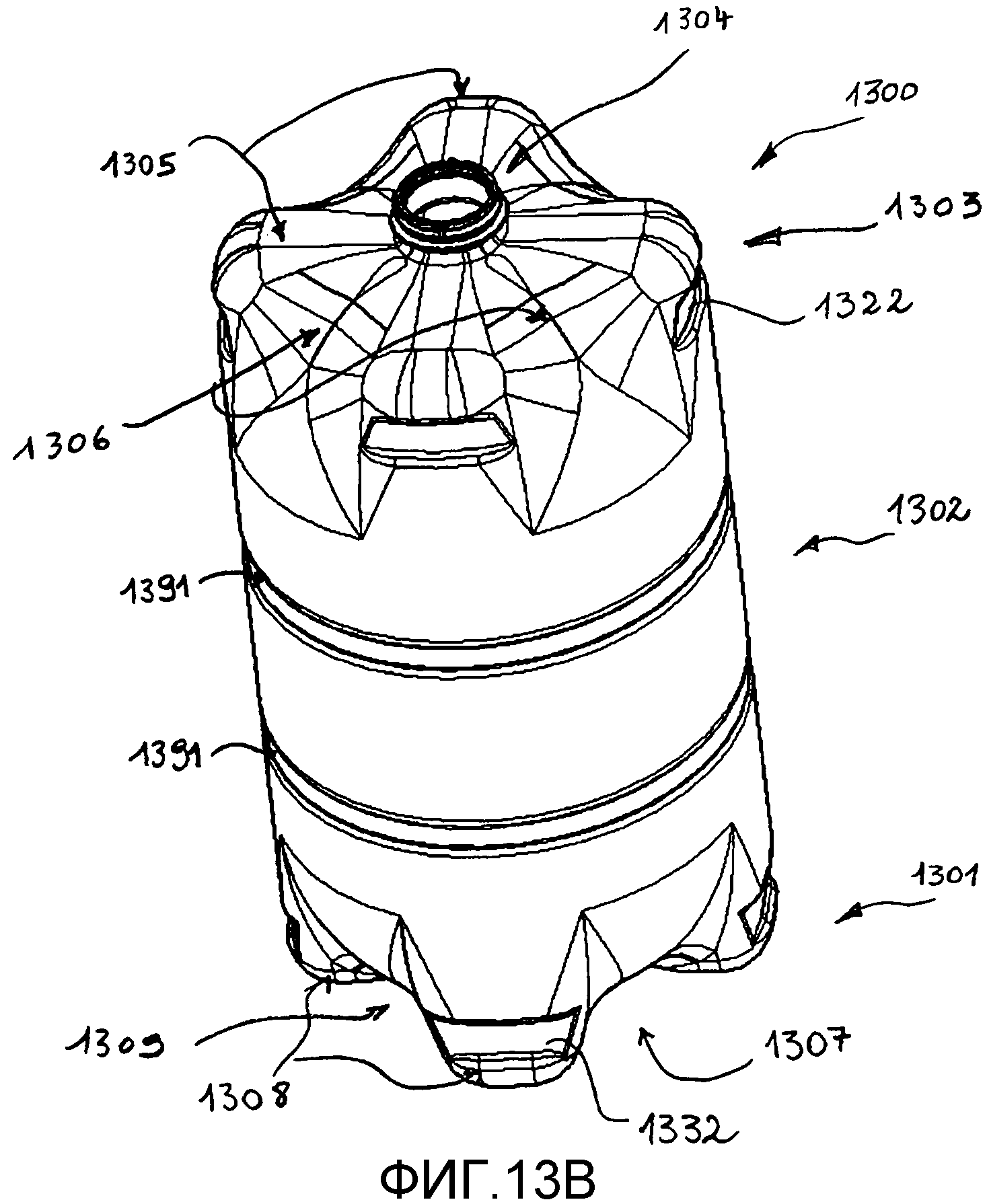
Фиг.13А и 13В - вид в перспективе четвертого варианта выполнения емкости по изобретению, соответственно, с или без верхнего и нижнего кольца.
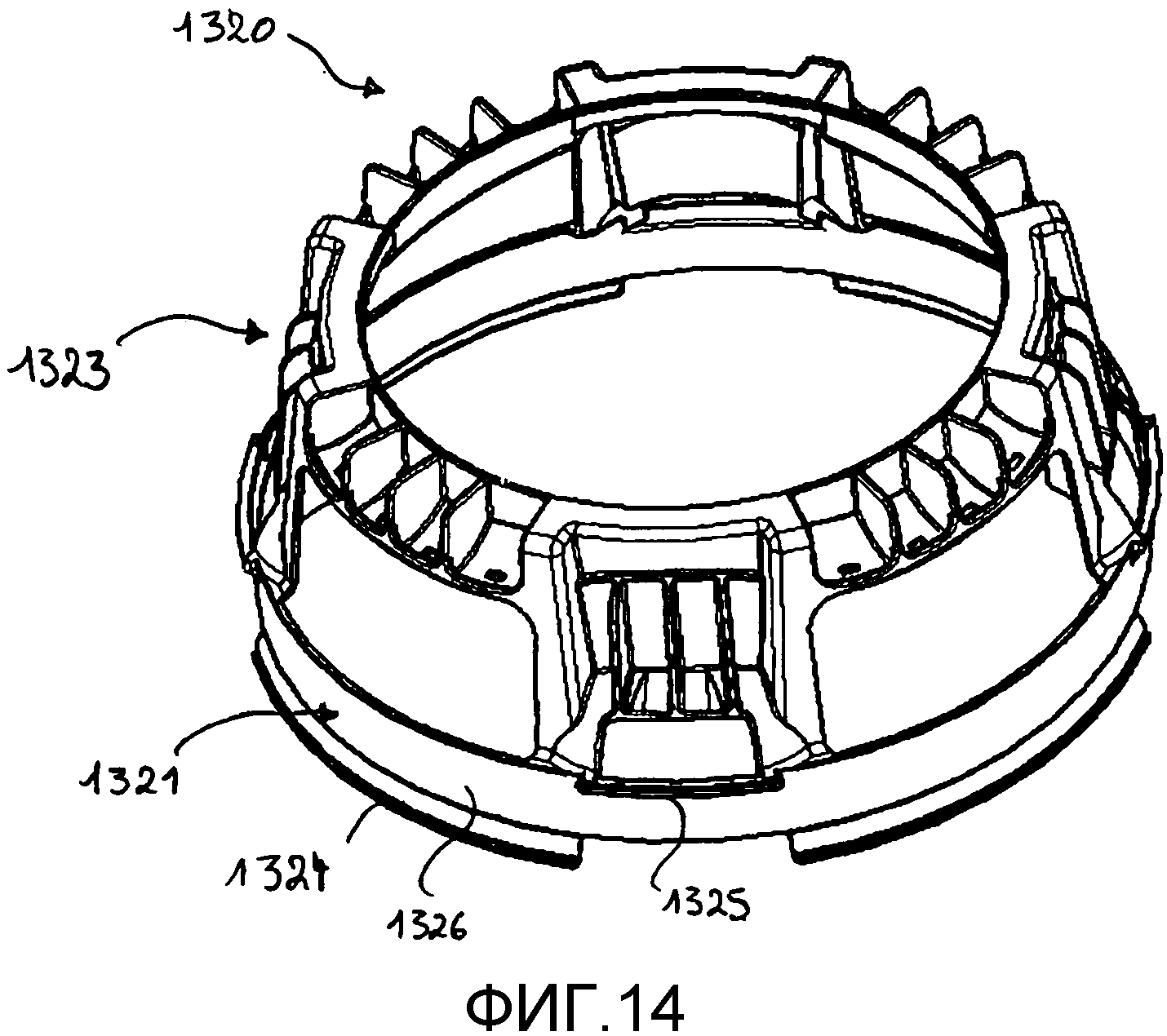
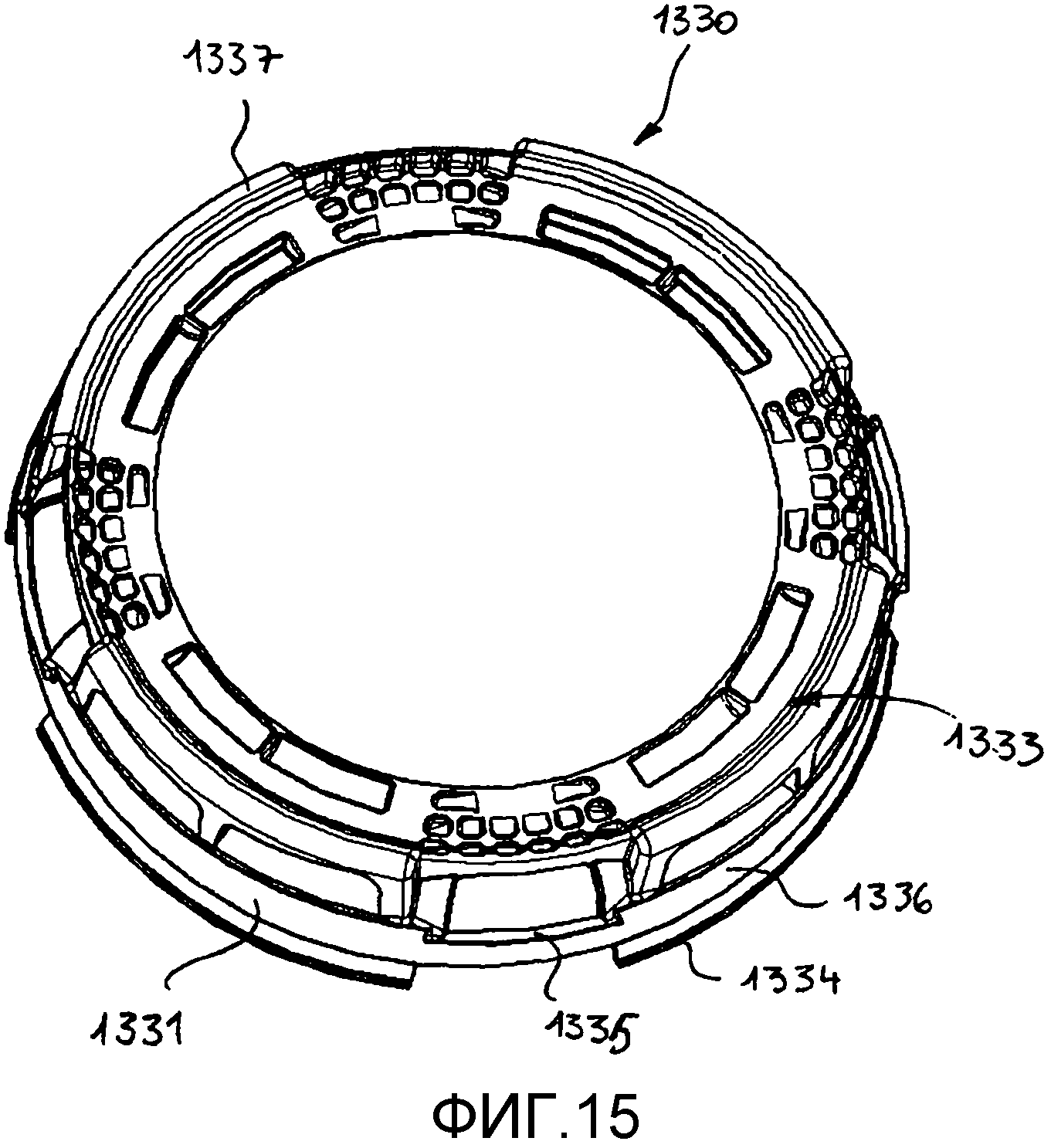
Фиг.14 и 15 - вид в перспективе соответственно верхнего кольца, видимого с верхней стороны, и нижнего кольца, видимого снизу емкости по Фиг.13А.
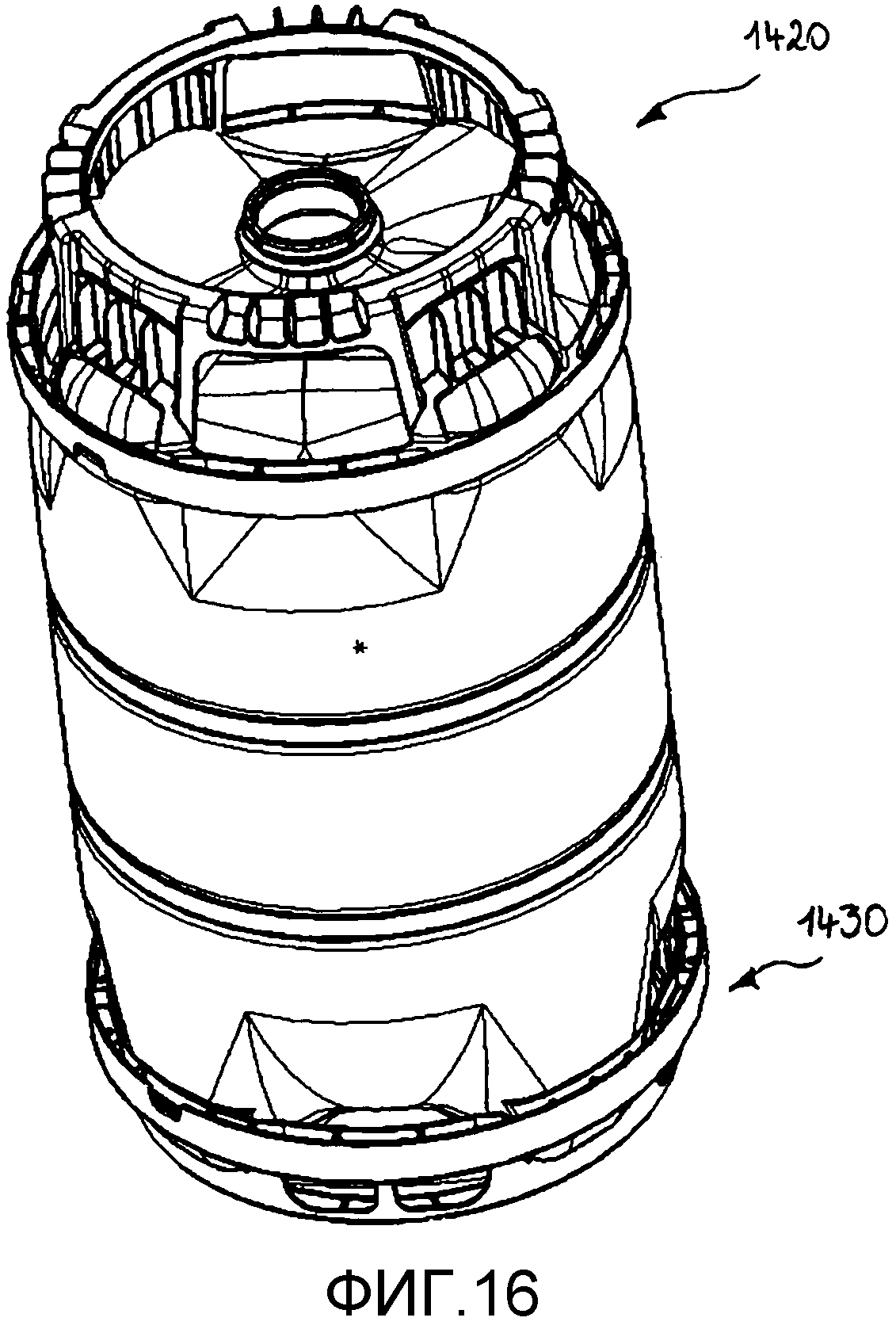
Фиг.16 - вид в перспективе пятого варианта выполнения емкости с верхним и нижним кольцом по изобретению.
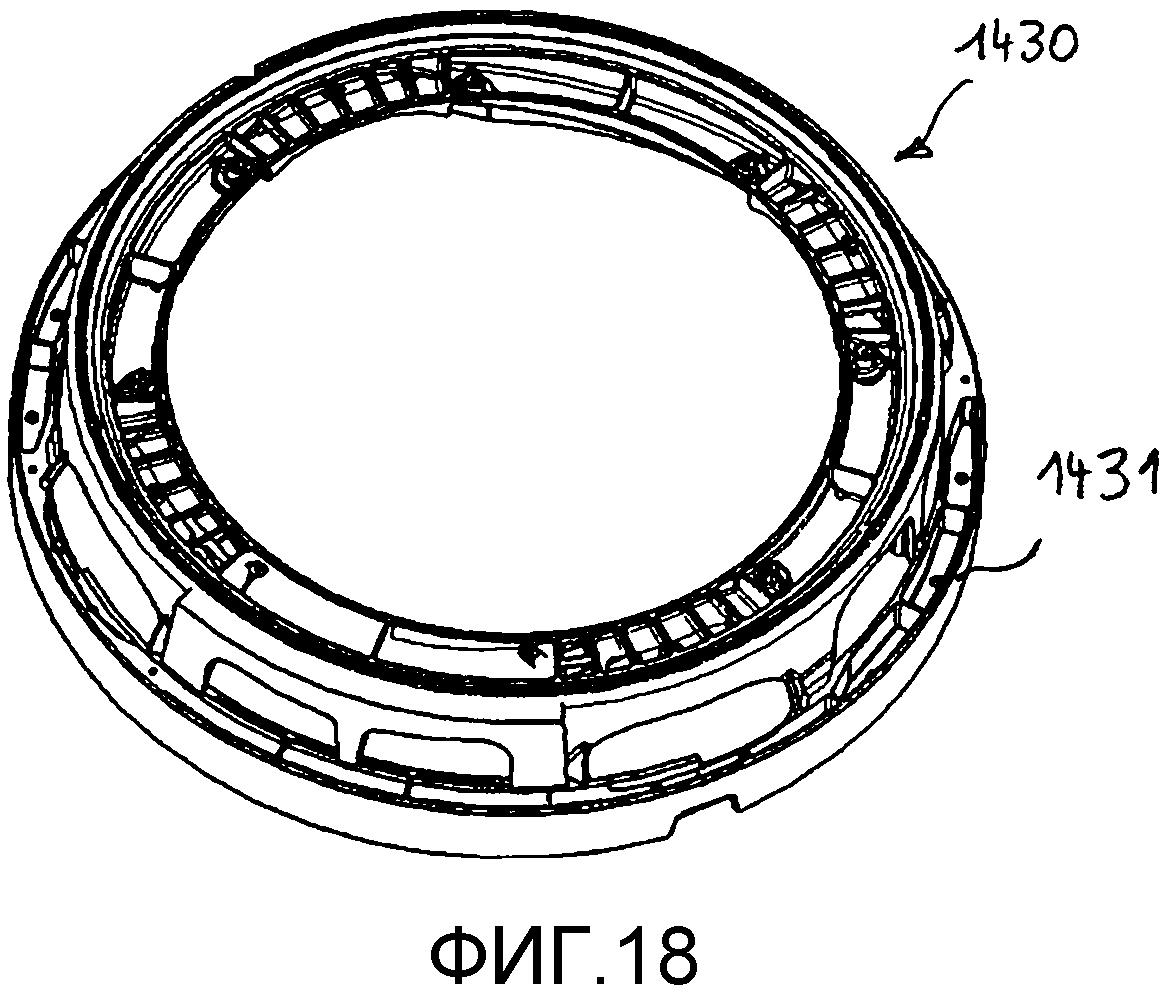
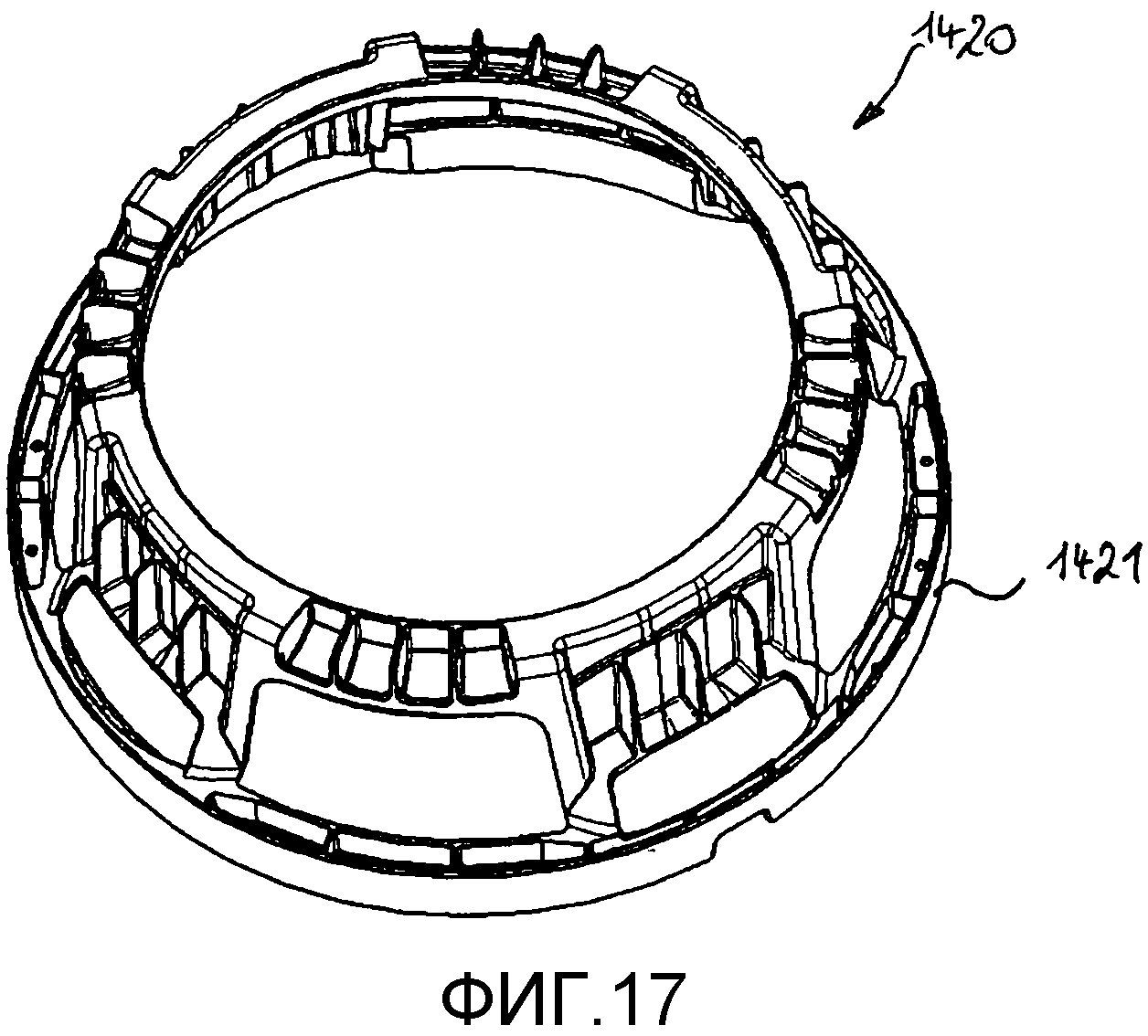
Фиг.17 и 18 - вид в перспективе соответственно верхнего кольца, видимого сверху, и нижнего кольца, видимого снизу емкости по Фиг.16.
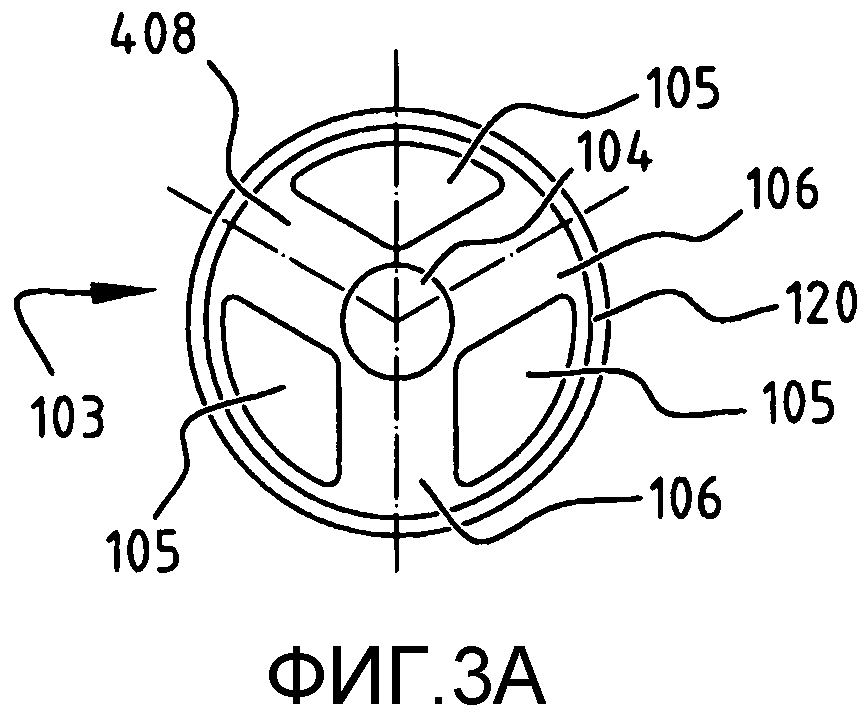
На Фиг.1 показан первый вариант выполнения емкости из материала РЕТ по изобретению. Емкость содержит выполненный за одно целое корпус 100 с дном 101, вертикальную по существу цилиндрическую боковую стенку 102 и верхнюю сторону 103 с горловиной 104. Горловина 104 имеет нижний конец 114 и открытый верхний конец 115, в который установлены закрывающие средства емкости (не показано). Согласно возможному варианту выполнения, клапанная сборка помещена в горловину 104 с помощью внутренней и наружной винтовой резьбы, или клапанная сборка прочно зафиксирована защелкиванием в горловине 104 емкости. В показанном варианте верхняя сторона 103 выполнена вокруг горловины 104 с тремя заплечиками 105. Каждый заплечик 105 проходит в значительной степени горизонтально между горловиной 104 и вертикальной боковой стенкой 102 в направлении вертикальной боковой стенки 102. Углубление 106 размещен в любом случае между двумя заплечиками 105. Вид сверху верхней стороны 103 показан на Фиг.3А. Заплечики 105, таким образом, образуют три поддерживающих поверхности, между которыми в любом случае расположена радиальная впадина. Дно 101 выполнено с по существу центрально расположенной впадиной 107, направленной к внутренней части емкости. Эта центральная впадина 107 предпочтительно имеет такие размеры, что часть горловины 104 второй емкости может быть принята в эту впадину, когда емкость поставлена на вторую емкость. Дно 101 дополнительно выполнено с тремя опорами 108, продолжающимися на расстояние друг от друга вокруг впадины 107. Между каждой парой взаимно смежных опор 108 расположена радиальная впадина 109, продолжающаяся от цилиндрической боковой стенки 102 до центральной впадины 107, см. Фиг.3В.
Специалист в данной области примет во внимание, что возможны многие вариации первого варианта выполнения в рамках изобретения. Таким образом, на Фиг.4А, 5А показаны три других возможных варианта выполнения верхней стороны емкости. Следует отметить, что это схематичные виды сверху, на которых более или менее плоская верхняя стенка заплечика показана в любом случае. В варианте по Фиг.4А верхняя сторона имеет два заплечика 405, находящиеся диаметрально противоположно друг от друга с верхней поверхностью в форме кольцевого участка. Заплечики 405 отделены друг от друга двумя углублениями 406, расположенными диаметрально противоположно друг от друга, каждый из которых продолжается от горловины 404 до наружной стенки емкости. На Фиг.5А показана более или менее сходная верхняя сторона, но с более широкими заплечиками 505. В варианте выполнения по Фиг.5А верхнее кольцо 520 дополнительно обеспечено вокруг заплечиков, см. ниже. на Фиг.6А показан вариант, очень сходный с вариантом по Фиг.5А, но без верхнего кольца. Отличие от варианта на Фиг.5А заключается в том, что наружная стенка заплечиков 605 находится в одной плоскости с вертикальной боковой стенкой емкости, как в случае с вариантом выполнения по Фиг.2, см. ниже.
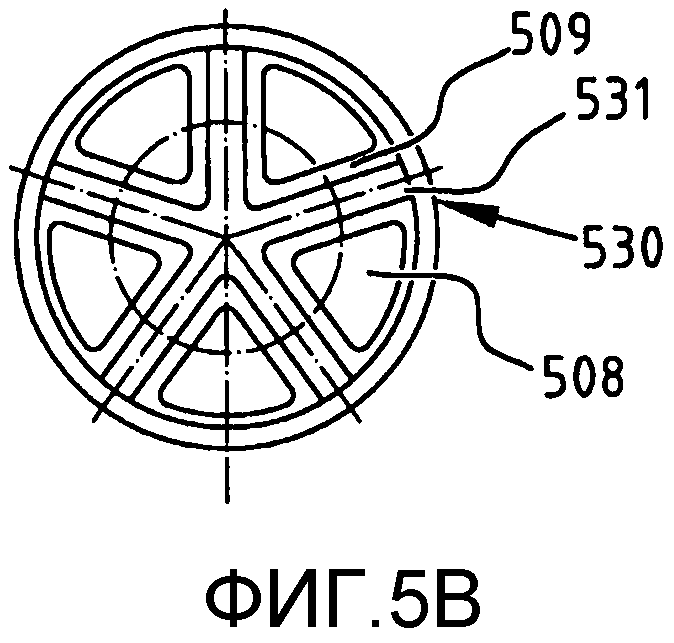
На Фиг.4В, 5В и 6В дополнительно показаны варианты придания формы дну емкости по Фиг.1. Следует отметить, что это схематичные виды дна, на которых в любом случае показана более или менее плоская нижняя стенка опоры. Пять опор 408 обеспечены в варианте на Фиг.4В. Между каждой парой смежных опор 408 расположена радиальная впадина 409. Эта радиальная впадина 409 продолжается от центральной впадины 407 до наружной стенки. На Фиг.5В показан аналогичный вариант дна, на котором нижнее кольцо 530 обеспечено вокруг опоры 508. Дополнительно обеспечена внутренняя рама с радиально направленными перемычками 531, соединенными с наружным кольцом 530. Эта внутренняя рама предпочтительно выполнена за одно целое с нижним кольцом 531. Такая внутренняя рама позволяет укрепить дно емкости. На Фиг.6В показан еще один вариант, сходный с вариантом по Фиг.5В, но без нижнего кольца. Когда используется простое нижнее кольцо без внутренней рамы, выполняется пространство в радиальных впадинах 509, 609, в которое можно поместить руку для удерживания нижнего кольца. Специалисты в данной области примут во внимание, что количество заплечиков и количество опор может изменяться в зависимости от размеров емкости, требуемой прочности, устойчивости и т.д.
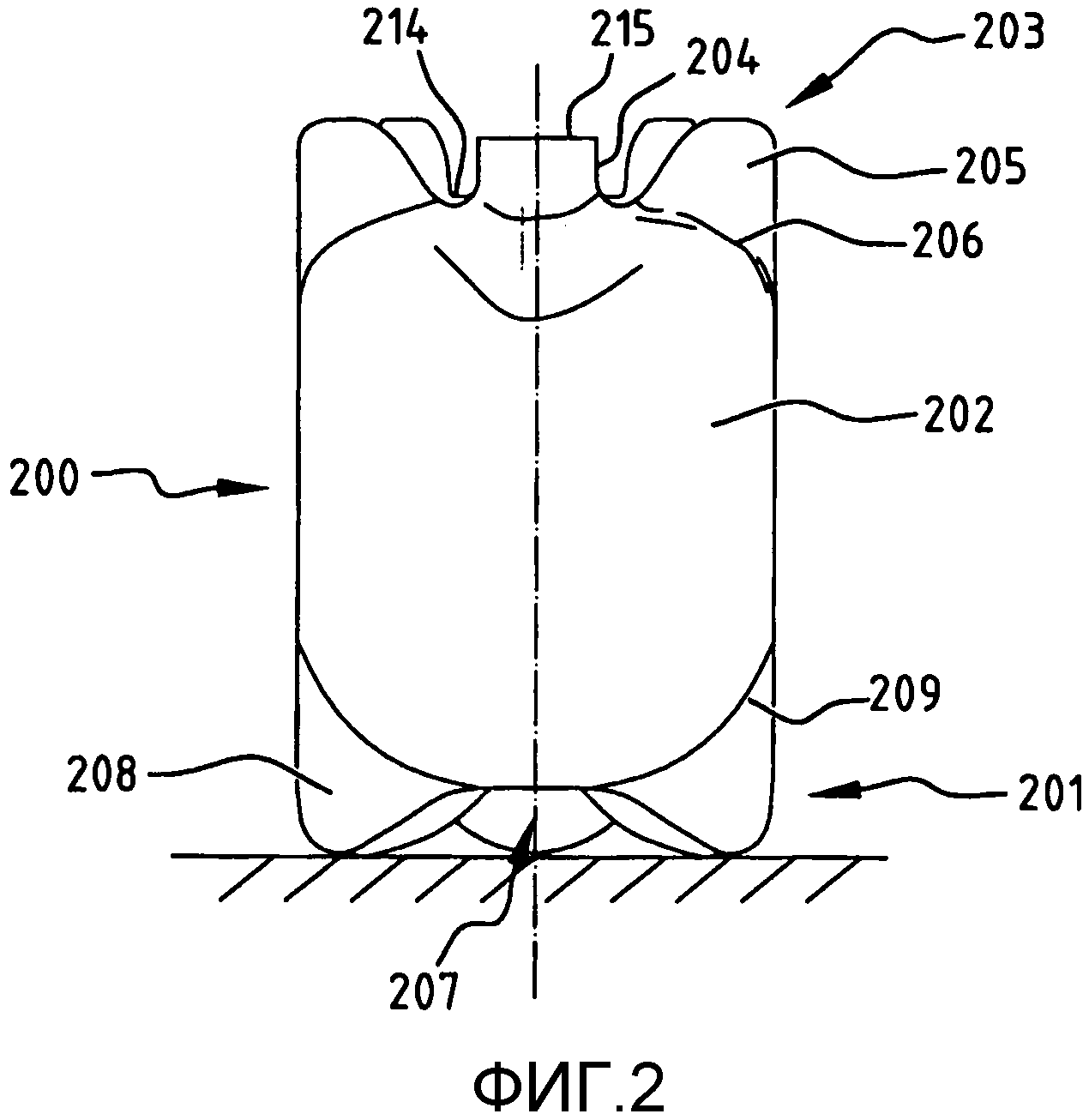
На Фиг.2 показан второй вариант выполнения емкости из материала РЕТ по изобретению. Емкость содержит выполненный за одно целое корпус 200 с дном 201, вертикальную по существу цилиндрическую боковую стенку 202 и верхнюю сторону 203 с горловиной 204. Как и в варианте выполнения по Фиг.1, цилиндрическая боковая стенка 202 здесь имеет по существу постоянное сечение. Специалист в данной области, однако, примет во внимание, что возможны отклонения в некоторой степени, и укрепляющие кольца могут, например, быть выполнены на различных высотах вдоль периферии цилиндрической боковой стенки 202. Диаметр цилиндрической боковой стенки может дополнительно также немного сократиться вблизи опоры (см., например, Фиг.1) и/или вблизи заплечиков. Горловина 204 имеет нижний конец 214 и открытый верхний конец 215. Вокруг горловины 204 обеспечены пять заплечиков 205, выполненные за одно целое с оставшейся частью корпуса 200. Корпус 200 обычно производится способом выдувного формования, при этом заплечики 205 выполняются выдуванием вверх. Первая часть каждого заплечика 205 проходит вверх в напрвлении наружу и затем продолжается по существу горизонтально для образования по существу горизонтальных поддерживающих поверхностей. Наружная стенка каждого заплечика 205 проходит по существу вертикально и продолжается в плоскости цилиндрической боковой стенки 202. Такое придание формы обеспечивает возможность компактного складывания емкостей в стопку, и верхнее и нижнее кольца могут быть расположены на емкости простым способом, см. ниже. Между каждой парой взаимно смежных заплечиков 205 продолжается углубление 206, проходящее вниз в радиальном направлении от нижнего конца 214 горловины до боковой стенки 202. Дно выполнено с пятью опорами 208, продолжающимися симметрично вокруг впадины 207. Каждая опора 208 имеет по существу прямую вертикальную наружную стенку, соединенную с прямой вертикальной цилиндрической боковой стенкой 202. Радиальная впадина, продолжающаяся от боковой стенки 202 до центральной впадины 207, расположена в любом случае между взаимно смежными опорами 208. Эти радиальные впадины показаны более ясно на виде снизу дна по Фиг.4В, подобного дну по Фиг.2. Дно снабжено пятью опорами 408, отделенными друг от друга радиальными впадинами 409, продолжающимися между центральной впадиной 407 и наружной стенкой.
Во втором варианте выполнения по Фиг.2 также возможно много вариантов с количеством заплечиков, большим или меньшим пяти. Верхние стороны, показанные на видах сверху на Фиг.3А, 4А, 5А и 6А, могут быть, таким образом, представлены и во втором варианте выполнения по Фиг.2. Дно, показанное на видах снизу на Фиг.3В, 4В, 5В и 6В сходным образом возможны как дно во втором варианте выполнения.
Как показано на Фиг.7А и 7В, корпуса 100 емкости может быть снабжен верхним кольцом 120 и нижним кольцом 130. Верхнее кольцо 120 обеспечено вокруг заплечиков 105 емкости. Таким образом, кольцо 120 образует ручки в положении углублений 106. В конструкции емкости количество заплечиков предпочтительно выбирается так, что эти подходящие ручки выполняются, и что достаточное пространство доступно вокруг горловины 104 емкости. В предпочтительном варианте выполнения корпуса емкости обычно обеспечивается два или три заплечика 105. В варианте по Фиг.7А кольцо 120 снабжено на внутренней стороне периферическим ребром 123, предназначенным для взаимодействия с подходящим желобом, выполненным в наружной стенке заплечиков 105. Кроме того, верхний край 122 кольца 120 предпочтительно изогнут внутрь в некоторой степени с формой, повторяющей форму наружной стенки заплечика 105. Нижняя сторона емкости снабжена сходным образом нижним кольцом 130. Это нижнее кольцо 130 продолжается вокруг опоры 108. Нижнее кольцо 130 снабжено на внутренней стороне выступающим ребром 133, помещающимся в желоб с повторяющей формой, обеспеченный в наружной стенке каждой опоры 108. Кольцо дополнительно снабжено на дне внутренним по существу горизонтальным клапаном 132, направленным внутрь, при этом этот кольцевой внутренний фланец 132 предназначен для поддержки емкости.
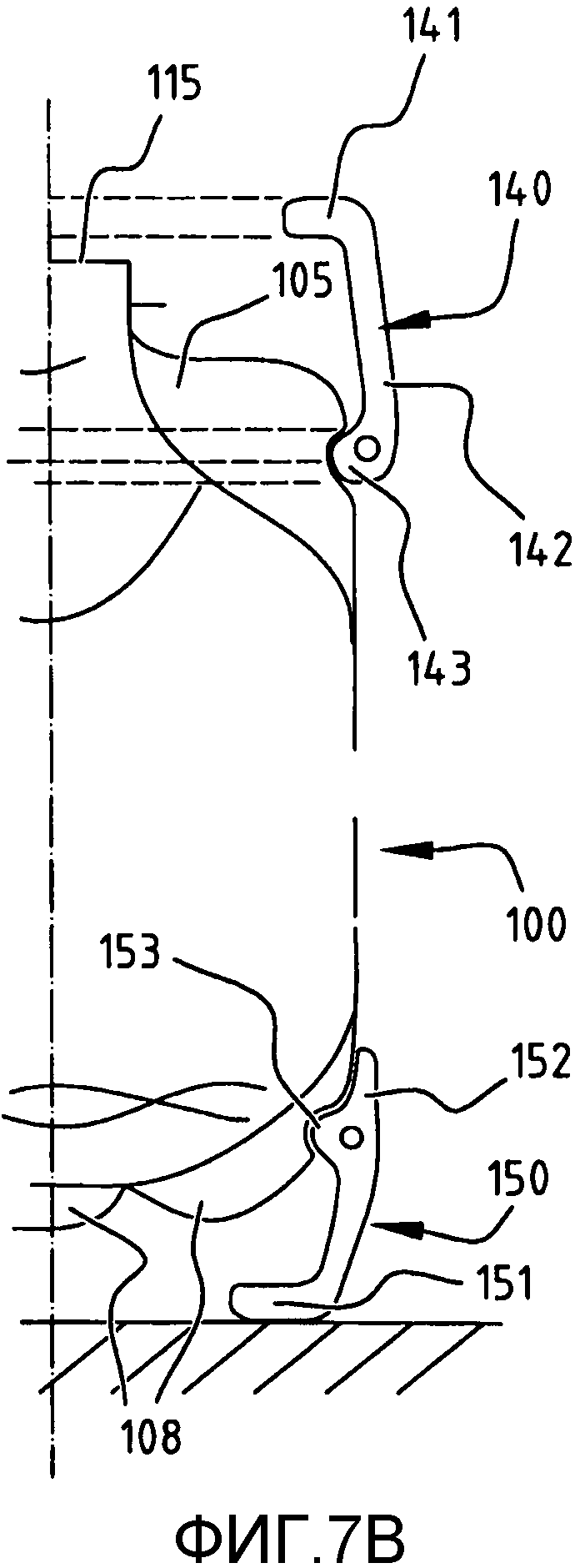
На Фиг.7В показан второй вариант верхнего кольца 140 и нижнего кольца 150. Следует отметить, что верхнее кольцо 120 по Фиг.7А может быть скомбинировано с нижним кольцом 150 по Фиг.7В, а нижнее кольцо 130 по Фиг.7А может быть скомбинировано с верхним кольцом 140 по Фиг.7В. Верхнее кольцо 140 и нижнее кольцо 150 могут также по выбору быть идентичными. Верхнее кольцо 140 имеет кольцевой, по существу вертикальный фланец 142 и направленный внутрь, по существу горизонтальный фланец 141. Кольцевой внутренний фланец 141 предназначен для образования кольцевой поддержки для второй емкости, расположенной на первой емкости. Вертикальный кольцевой фланец 142 предпочтительно имеет такую высоту, что горизонтальный внутренний фланец 141 располагается выше верхнего конца горловины 115. Верхнее кольцо 140 также здесь снабжено направленным внутрь, выступающим утолщенным участком 143, предназначенным для взаимодействия с соответствующим углублением в наружной стенке заплечика 105. Нижнее кольцо 150 сходно с нижним кольцом 130, с различием в том, что вертикальный кольцевой фланец 152 выше вертикального кольцевого фланца 131.
Следующая процедура может использоваться для расположения такого верхнего кольца 120, 140 и/или такого нижнего кольца 130, 150. Верхнее и/или нижнее кольцо расположено над верхней стороной и/или на нижней стороне емкости, когда емкость не находится под давлением (не наполнена) или в состоянии, в котором низкое давление преобладает в емкости, и клапанная сборка расположена в горловине. Давление в емкости затем повышается до жесткой фиксации верхнего/нижнего кольца. Если верхнее/нижнее кольцо должно быть выполнено из материала (например, РЕ или РР), отличного от корпуса емкости (обычно из РЕТ), необходимо разделение материалов при переработке. Это возможно при сокращении давления в емкости, когда кольца располагаются более свободно. Следует отметить, что кольца также могут быть произведены из того же РЕТ материала, что и корпус емкости.
На Фиг.8А и 8В показан второй вариант выполнения корпуса 200 емкости, на который установлены верхнее и нижнее кольца. В варианте по Фиг.8А верхнее кольцо 220 состоит из по существу вертикального кольцевого фланца 221, снабженного выступающим периферическим ребром 223 на внутренней стороне и вращающейся поверхностью на наружной стороне. Это периферическое ребро предназначено для зацепления в периферическом желобе, обеспеченном в наружной стенке каждого заплечика 205. Нижнее кольцо 230 по существу идентично верхнему кольцу 220 и состоит по существу из вертикального кольцевого фланца 231, снабженного на внутренней стороне выступающим периферическим ребром 233. В варианте по Фиг.8В верхнее кольцо 240 выполнено с по существу вертикальным кольцевым фланцем 242, который перемещается наверху в по существу горизонтальный кольцевой внутренний фланец 241, предназначенный для продолжения частично за верхнюю поверхность заплечика 205. Таким образом, кольцевой фланец 241 образует кольцевую поддержку, на которой может быть расположена вторая емкость. Подобным образом нижнее кольцо 250 выполняется с по существу вертикальным кольцевым фланцем 252, который перемещается внизу в по существу горизонтальный, кольцевой, направленный внутрь фланец 251. Вертикальный кольцевой клапан 252 обеспечен на внутренней стороне выступающим периферийным ребром 253, предназначенным для взаимодействия с соответствующим углублением в наружной стенке каждой опоры 208. Эти кольца 220, 230, 240, 250 могут быть расположены на емкости сходным образом, как описано по Фиг.7А и 7В.
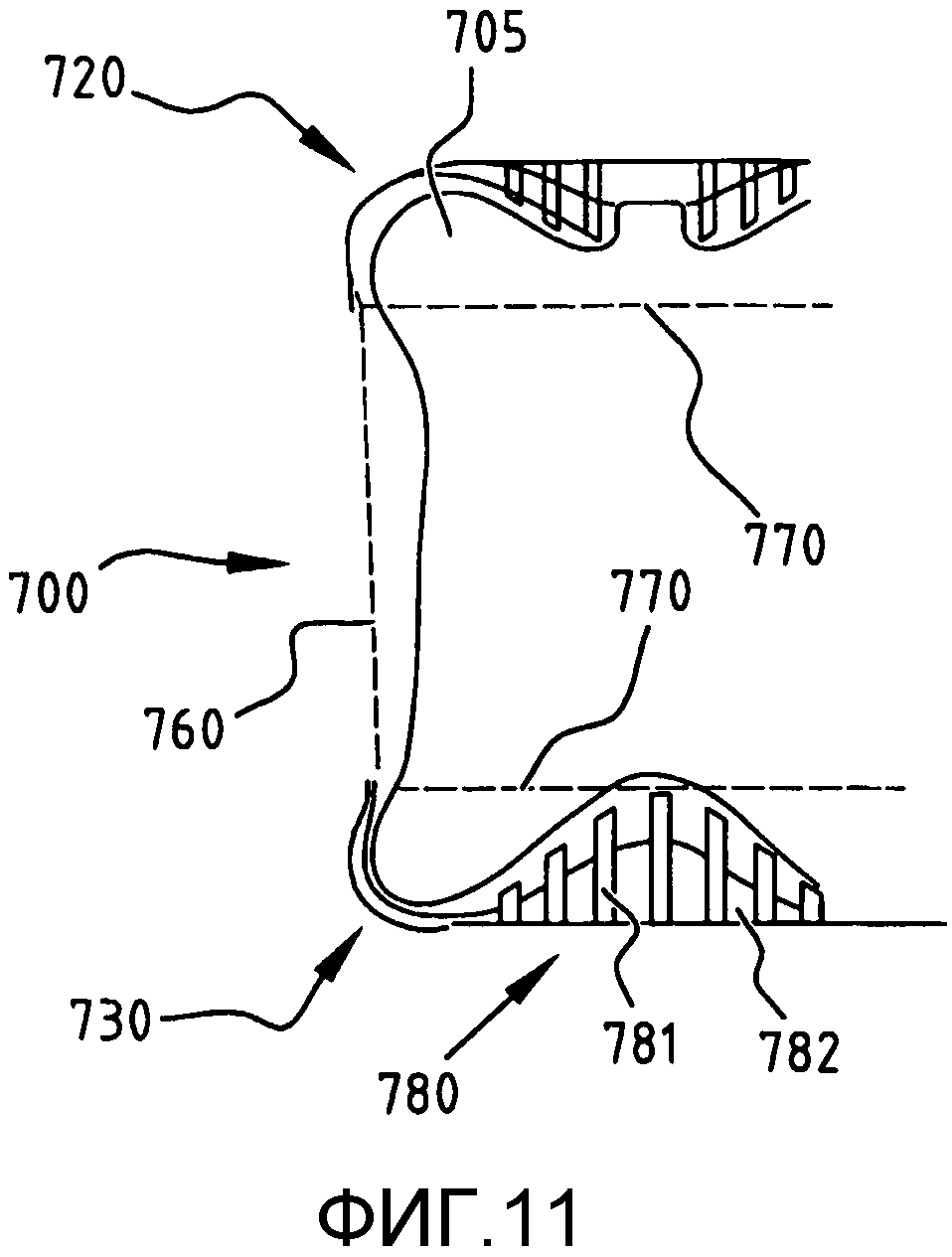
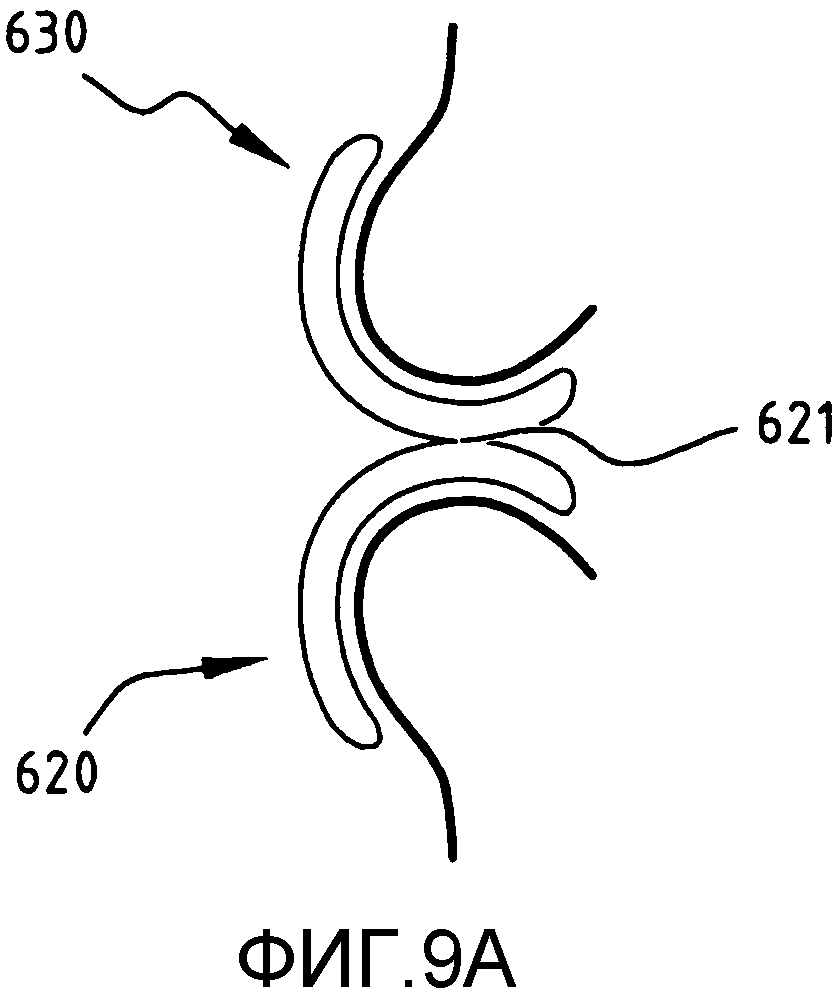
На Фиг.9А и 9В показаны два других возможных варианта верхнего и нижнего кольца по изобретению. На Фиг.9А показано поперечное сечение кольца, предназначенного для расположения вокруг опоры или заплечиков емкости по изобретению, как также показано на Фиг.10В и 11. Преимущество такой формы состоит в том, что возможна ее реализация простым способом, путем литьевого формования. Когда используется такая аркообразная форма 320 (Фиг.9А), 620 и 630 (Фиг.10В), 720 и 730 (Фиг.11), предпочтительно используются дополнительные соединяющие средства между верхним кольцом 720 и нижним кольцом 730, как показано на Фиг.11. Эти дополнительные соединяющие средства могут, например, состоять из ряда лент 760 в форме полос, взаимно соединяющих верхнее и нижнее кольца. Две или более полосы могут, например, таким образом, быть обеспечены между верхним кольцом 720 и нижним кольцом 730. Эти вертикальные полосы 760 обычно проходят по существу параллельно до вертикальных стенок. Эти вертикальные полосы предпочтительно также производятся из материала РЕТ. Кроме того, также могут быть обеспечены горизонтальные полосы 770, продолжающиеся вокруг нижнего кольца и/или верхнего кольца. Вместо использования горизонтальных полос 770, верхнее и/или нижнее кольцо также может быть выполнено с укрепляющим профилем, например, состоящим из концентрических укрепляющих колец 781, взаимно соединенных с помощью ребер 782. Таким образом выполнена внутренняя рама 780, обычно выполненная за одно целое с кольцом 730, предпочтительно из РЕТ. Следует отметить, что такое кольцо с внутренней рамой обычно скомбинировано с вертикальными полосами 760.
Согласно варианту по Фиг.9В, верхнее/нижнее кольцо может также состоять из нескольких частей. В варианте по Фиг.9В кольцо 420 состоит из первой части 421 и второй части 422, при этом первая и вторая части снабжены взаимно зацепляющими соответствующими профилями 423, 424.
Наконец, на Фиг.10А и 10В показаны дополнительные разработанные варианты верхнего и нижнего колец, выполненных, в частности, для повышения пригодности емкостей для штабелирования. В варианте, показанном на Фиг.10А, верхнее кольцо 530 состоит по существу из вертикального кольцевого фланца 531 и горизонтального кольцевого внутреннего фланца 532. Горизонтальный кольцевой внутренний фланец 532 снабжен выступающим вниз кольцевым ребром 533. Верхнее кольцо 520 состоит по существу из направленного вниз кольцевого фланца 521, который переходит на верху в горизонтальный, кольцевой внутренний фланец 522. Нижнее кольцо 520 выполнено для принятия выступающего вниз кольцевого ребра 533, так что две емкости могут быть помещены одна на другую, при этом верхняя емкость закреплена относительно нижней емкости. Сходный эффект может быть достигнут с верхним кольцом 620 и нижним кольцом 630, показанными на Фиг.10В, когда эти верхнее и нижнее кольца 620, 630 снабжены в положении контактной зоны 621 противоскользящим слоем или тому подобным. Такой эффект также может быть достигнут путем обеспечения для колец 620, 630 шероховатой поверхности в положении контактной зоны 621.
Объем емкости по первому, второму и третьему показанным вариантам выполнения, составляет обычно 5 до 50 литров, предпочтительно от 10 до 33,33 литров. Диметр цилиндрической боковой стенки обычно составляет от 200 до 400 мм, предпочтительно от 285 до 305 мм или от 235 до 250 мм. Корпус емкости по первому, второму или третьему показанному варианту выполнения предпочтительно выполнен для хранения жидкости под давлением от 0,25 до 10,00 бар, более предпочтительно от 0,50 до 3,50 бар.
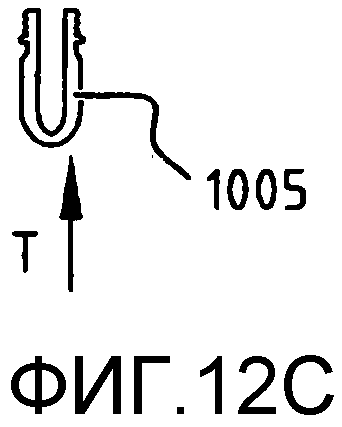
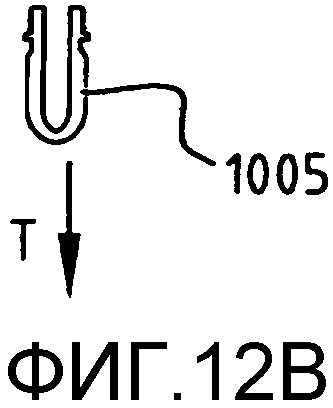
Показанные емкости предпочтительно производятся путем раздува с вытяжкой, также называемого выдувным формованием с вытяжкой. Выдувное формование с вытяжкой является способом, в котором преформа, выполненная литьем под давлением, вытягивается в аксиальном направлении, после чего выдувается и в радиальном, и в аксиальном направлении в желаемую форму емкости. Используемый способ далее будет схематично объяснен со ссылкой на Фиг.12A-D. На Фиг.12А показан первый этап, в котором материал РЕТ сначала с помощью литья под давлением формируется в преформу 1005. Здесь обычно используются наружная форма 1004, внутренняя форма 1002 и горловинная форма 1003. За внутреннюю форму 1002 и форму 1003 для горловины, преформу можно вытащить из наружной формы 1004, после чего преформу можно выколотить от форм 1002 и 1003. Преформы 1005 обычно уже имеют свою окончательную горловину, включая винтовую резьбу и тому подобное. Эти преформы обычно упакованы и доставлены после охлаждения (Фиг.12В).
Позже преформы повторно нагревают (Фиг.12С) в машине для выдувного формования (SBM). Такое нагревание обычно происходит с помощью инфракрасных нагревателей. Здесь преформы нагреваются выше температуры стеклования. Сам процесс SMB показан на Фиг.12D. На первом и втором этапе (стрелки 1 и 2) различные части формы 1011-1016 помещены на место. В показанном варианте эти части формы содержат две части 1011, 1012 формы горизонтально перемещаемой боковой стенки, соединенные с вертикально перемещаемой формой 1013 дна. Верхняя форма из трех частей 1014, 1015, 1016 дополнительно обеспечена и выполнена, с одной стороны, для возможности зацепления вокруг и под горловиной и, с другой стороны, для направления вытяжного стержня 1017. Части 1014 и 1015 перемещаемой формы обычно перемещаются вертикально и горизонтально или наискосок и дополнительно выполнены для соединения с частями 1011, 1012 формы боковой стенки. Части 1013-1016 верхней и нижней формы располагаются в первом этапе, а части 1011, 1012 формы боковой стенки - во втором. В третьем и четвертом этапе вытяжной стержень 1017 перемещается вниз для вытягивания преформы. Наконец, корпус емкости выдувается в пятом этапе. Предварительное вытягивание обычно происходит здесь сначала под низким давлением, после чего происходит выдувание заплечиков и опор под высоким давлением.
Следует отметить, что изобретение также относится к способу выдувного формования с вытягиванием для производства емкости, в котором используется другой исходный материал, такой как акрилонитрил (AN), полистирол (PS), поливинилхлорид (PVC), полиамид (PA), поликарбонат (РС), полисульфон, полиарилат с ацетальным радикалом, полипропилен (РР), Сирлин и полиэтилентерефталат (РЕТ).
На Фиг.13А, 13В, 14 и 15 показан третий вариант выполнения пластиковой емкости по изобретению. Эта емкость предназначена, в частности, для хранения жидкости под давлением, предпочтительно от 0,25 до 10,00 бар, более предпочтительно от 0,50 до 3,50 бар. Специалист в данной области, однако, примет во внимание, что емкость также может применяться для хранения жидкостей без давления, газов или твердых веществ, по выбору с необходимыми изменениями, такими как толщина стенки и т.д. Емкость содержит корпус 1300, выполненный за одно целое с дном 1301, вертикальную, по существу цилиндрическую боковую стенку 1302 и верхнюю сторону 1303 с горловиной 1304. Емкость предпочтительно выполнена по одному из описанных вариантов выполнения способа по изобретению путем дутьевого формования с вытяжкой, предпочтительно, из одного из следующих материалов: РЕТ, в частности бутылочного РЕТ, РР, РЕ.
Верхняя сторона 1303 выполнена вокруг горловины 1304 с четырьмя заплечиками 1305. Между каждой парой смежных заплечиков 1305 расположено углубление 1306, проходящее вниз в радиальном направлении от горловины 1304 в направлении вертикальной боковой стенки 1302. Каждый заплечик 1305 проходит большей частью по существу горизонтально в радиальном направлении между горловиной и вертикальной боковой стенкой. Согласно варианту, (каждый) заплечик проходит вверх или вниз под углом менее 45° в направлении вертикальной боковой стенки. Вертикальная цилиндрическая боковая стенка 1302 по существу прямая, и каждый заплечик 1305 имеет по существу прямую, вертикальную наружную стенку, соединенную с вертикальной, вертикальной цилиндрической боковой стенкой 1302.
Дно 1301 выполнено с по существу центрально расположенной впадиной 1307, направленной к внутренней части емкости, и с четырьмя опорами 1308. Между каждыми двумя взаимно смежными опорами 1308 расположена радиальная впадина 1309. Каждая опора 1308 имеет по существу прямую, вертикальную наружную стенку, соединенную с по существу прямой вертикальной цилиндрической боковой стенкой 1302.
Вертикальное кольцо 1320 обеспечено вокруг заплечиков 1305, см. Фиг.13А и 14. Это верхнее кольцо 1320 выполнено для образования поддерживающего кольца, когда емкость вращается в наклонном положении. Верхнее кольцо 1320 выполнено на дне с защелкивающим кольцом 1321, зацепляющимся вокруг заплечика 1305. Для этой цели каждый заплечик 1305 выполнен вдоль его наружной периферии с выполненным углублением 1322 для принятия в него зажимного кольца 1321, при этом выше описанный способ может использоваться для расположения зажимного кольца 1321 вокруг заплечиков. Лента 1370 может быть дополнительно обеспечено вокруг зажимного кольца 1321 для поглощения усилий, приходящихся на верхнее кольцо 1320, вызываемых давлением в емкости. Зажимное кольцо 1321 снабжено вдоль его наружной периферии принимающей частью 1326 для принятия и размещения ленты 1370 в ней, при этом эта принимающая часть ограничена краями 1324 и 1325. Эти края 1324, 1325 выступают относительно ленты 1370 и, таким образом, образуют поддерживающие края, на которых может вращаться емкость в наклонном положении. Верхнее кольцо 1320 дополнительно выполнено с верхней поддерживающей частью 1323, выполненной для образования поддерживающей поверхности для второй емкости, расположенной на емкости.
Нижнее кольцо 1330 обеспечено вокруг опоры 1308. Нижнее кольцо 1330 выполнено для образования поддерживающего кольца, когда емкость вращается в наклонном положении для образования поверхности, поддерживающей дно, когда емкость расположена на земле или другой емкости. Нижнее кольцо 1330 выполнено наверху с зажимным кольцом 1331, которое зацепляется вокруг опоры 1308. Каждая опора 1308 выполнена вокруг ее наружной периферии с выполненным углублением 1332 для принятия в него зажимного кольца 1331. Лента 1380 может быть обеспечена вокруг зажимного кольца 1331 для поглощения усилий, приходящихся на нижнее кольцо 1330, вызываемых давлением в емкости. Для этой цели зажимное кольцо 1331 может быть снабжено вдоль его наружной периферии принимающей частью 1336 для принятия и размещения ленты 1380 в ней, при этом эта принимающая часть ограничена краями 1334 и 1335. Эти края 1334, 1335 выступают относительно ленты 1380 и, таким образом, образуют поддерживающие края, на которых может вращаться емкость в наклонном положении. Нижнее кольцо 1330 дополнительно выполнено с верхней поддерживающей частью 1333, выполненной для образования поддерживающей поверхности для дна. Поддерживающая часть 1333 снабжена здесь выступающим вниз периферическим краем 1337, размеры которого таковы, что он опускается над верхним кольцом 1320, расположенным под ним, когда две емкости расположены друг на друге. Таким образом обеспечивается правильное расположение одной емкости на другой.
Верхняя сторона 1303 углублений 1306 емкости выполнена по существу глубокой, так что зажимное кольцо 1321 образует ручку в положении углубления 1306, см. Фиг.13А. подобным образом, радиальные впадины 1309, опоры 1308 и нижнее кольцо 1330 таковы, что нижнее кольцо образует ручку в положении радиальных впадин 1309. Таким образом также возможно переносить емкость в наклонном положении емкости, при этом на ручку, образованную верхним кольцом, и ручку, образованную нижним кольцом, приходится захват.
Верхнее и/или нижнее кольцо 1320, 1330 предпочтительно произведены из РЕТ, предпочтительно литьем под давлением. Верхнее кольцо 1320 может быть дополнительно соединено с нижним кольцом 1330 с помощью по меньшей мере двух лент или полос, предпочтительно выполненных из РЕТ. Наружный кожух 1302 емкости может быть дополнительно снабжен рядом периферических желобов 1391. Такой периферический желоб выполнен с целью расположения в нем зажимной ленты 1390 для ограничения увеличения наружного диаметра в результате давления в емкости и постоянного избегания возможности вращения емкости на ее наружном кожухе 1302 вместо вращения на верхнем и нижнем кольце 1320, 1330.
На Фиг.16-18 показан еще один вариант верхнего и нижнего кольца 1420, 1430 по изобретению. По сравнению с верхним кольцом по Фиг.14, верхнее кольцо по Фиг.16 выполнено с укрепляющим зажимным кольцом 1421, здесь с зажимным кольцом 1421 с удвоенной стенкой. Таким образом не потребуется дополнительных лент вокруг зажимного кольца. Нижнее кольцо 1430 сходным образом снабжено усиленным зажимным кольцом 1431 с удвоенной стенкой.
Специалисту в данной области будет понятно, что изобретение не ограничено показанными выше примерными вариантами выполнения, и что возможны различные модификации в пределах объема изобретения, определенного прилагаемой формулой изобретения.
Контейнер с предохранительным клапаном
Контейнер с предохранительным клапаном

