Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛЕНТЫ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к производству многослойных, в том числе и конвейерных, лент.
Известна многослойная лента, включающая среднюю часть и концы, несущие слои, соединенные межслойным материалом, защитные обкладки и борта. На концах ленты защитные обкладки и борта отсутствуют, а несущие слои отделены друг от друга пленкой и закрыты пленкой снаружи. Межслойный материал на концах ленты невулканизирован или отсутствует [1].
При изготовлении данной многослойной ленты отделение несущих слоев друг от друга пленкой и закрытие несущих слоев пленкой снаружи на концах ленты требует значительного времени и трудозатрат.
Известен способ изготовления многослойной ленты, включающий соединение межслойного материала с несущими слоями, наложение и соединение движущихся несущих слоев друг с другом с образованием многослойного каркаса, наложение на движущийся многослойный каркас обкладок и бортов, вулканизацию, разрезание многослойной ленты на отрезки и их упаковку [2].
Задачей изобретения является снижение трудоемкости и повышение качества изготовления многослойной ленты, на концах которой несущие слои отделены друг от друга пленкой и закрыты пленкой снаружи.
Недостатком данного способа является большая сложность и трудоемкость отделения несущих слоев пленкой друг от друга и укрытия их пленкой снаружи, так как после вулканизации несущие слои, обкладки и борта прочно соединены воедино.
Согласно изобретению способ изготовления многослойной ленты, включает промазывание несущих слоев межслойным материалом или соединение несущих слоев с прослойками межслойного материала, наложение и соединение движущихся несущих слоев друг с другом с образованием многослойного каркаса, наложение на движущийся многослойный каркас обкладок и бортов, размещение кусков пленки, или бумаги, или разделительной ткани на концах многослойной ленты между несущими слоями, а также сверху верхнего и снизу нижнего несущих слоев, вулканизацию, разрезание многослойной ленты на отрезки и их упаковку.
Все несущие слои останавливают одновременно, пленку протаскивают поверх верхнего несущего слоя, между несущими слоями и снизу нижнего несущего слоя до наложения обкладок и бортов, обрезают по ширине несущего слоя с образованием кусков пленки, которые закрепляют на несущем слое, затем многослойный каркас с наложенными обкладками и бортами останавливают, и обкладки и борта разрезают и удаляют в местах закрепления кусков пленки до вулканизации.
Пленку протаскивают несколько раз и закрепляют с частичным перекрытием кусков.
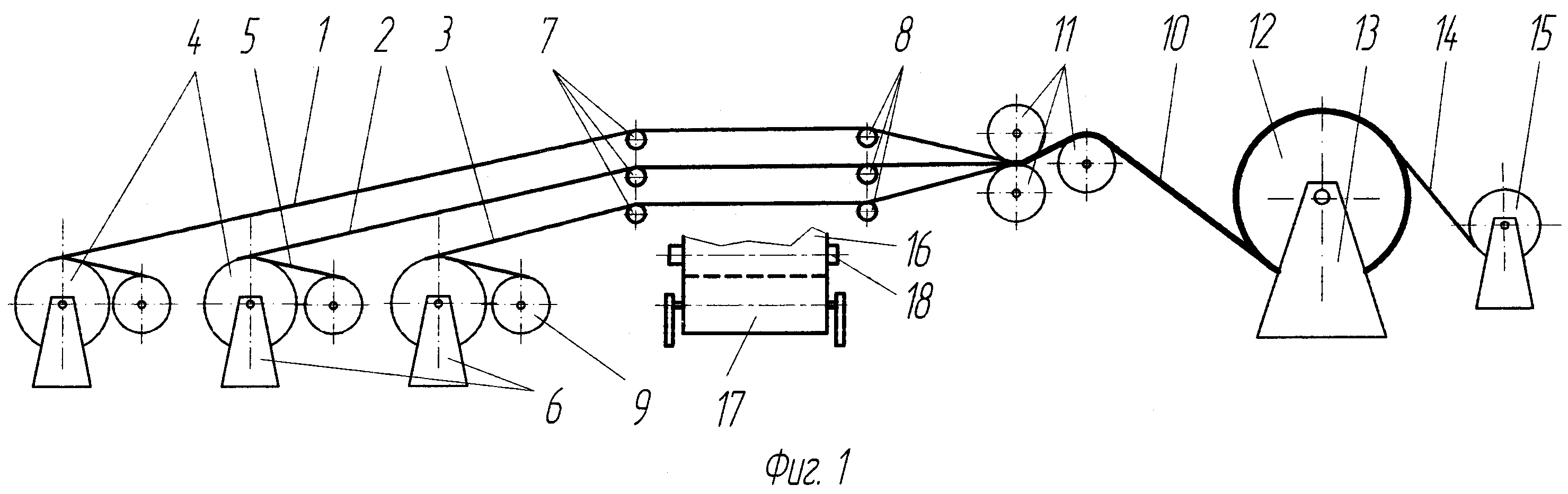
На фиг. 1 изображена схема размещения оборудования для изготовления многослойного каркаса ленты до закрепления пленки между несущими слоями (три поддерживающих ролика из четырех условно не показаны);
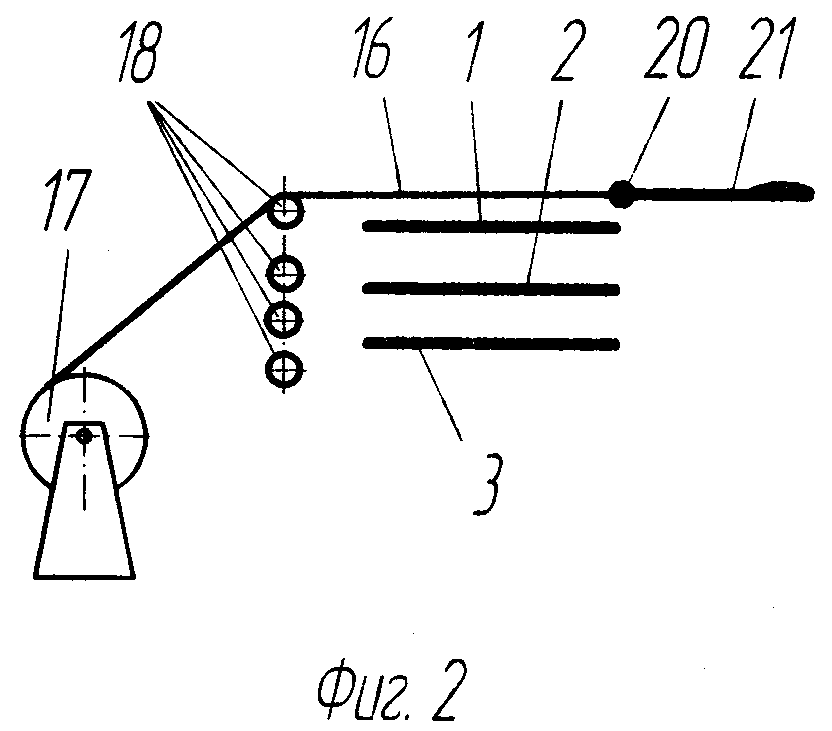
на фиг. 2 - схема размещения пленки сверху верхнего несущего слоя;
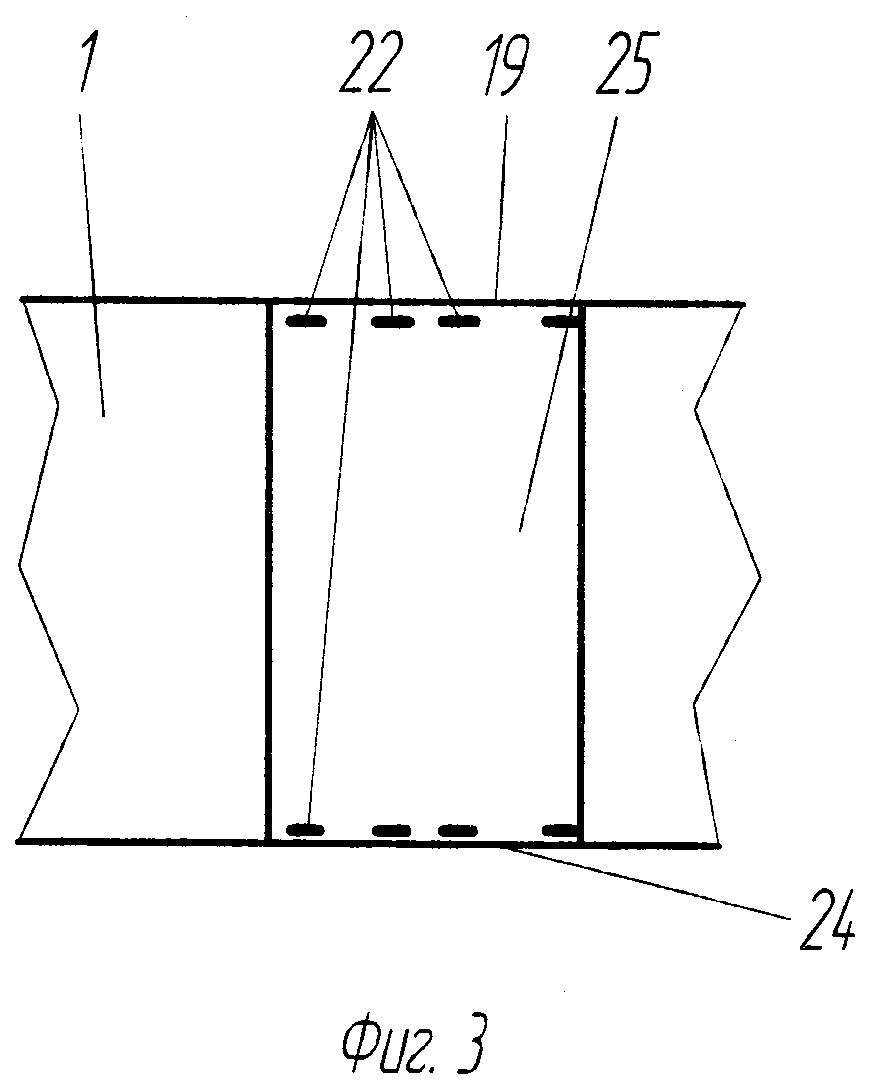
на фиг. 3 - кусок пленки, закрепленный на верхнем несущем слое (вид сверху);
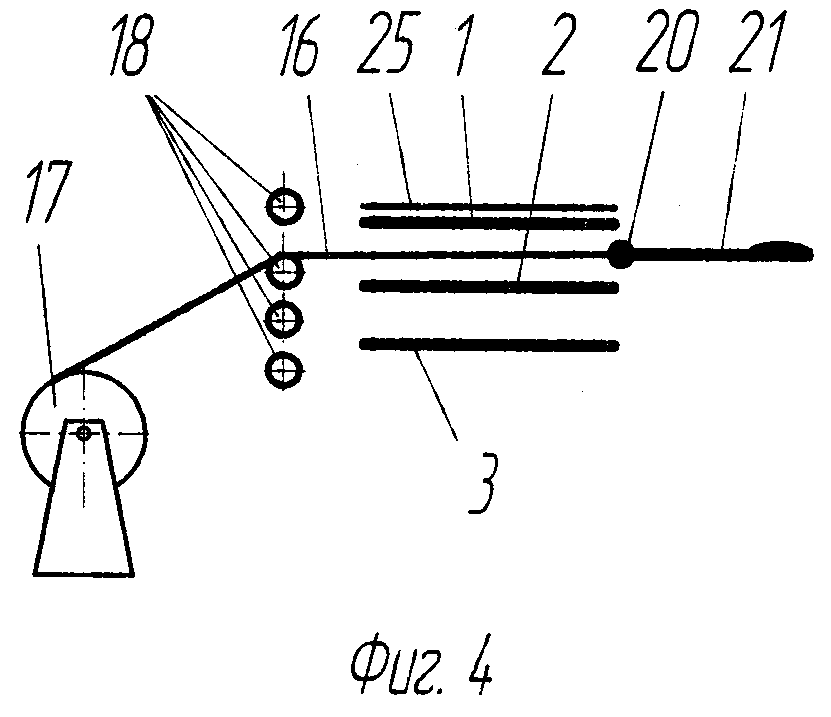
на фиг. 4 - схема размещения пленки между несущими слоями;
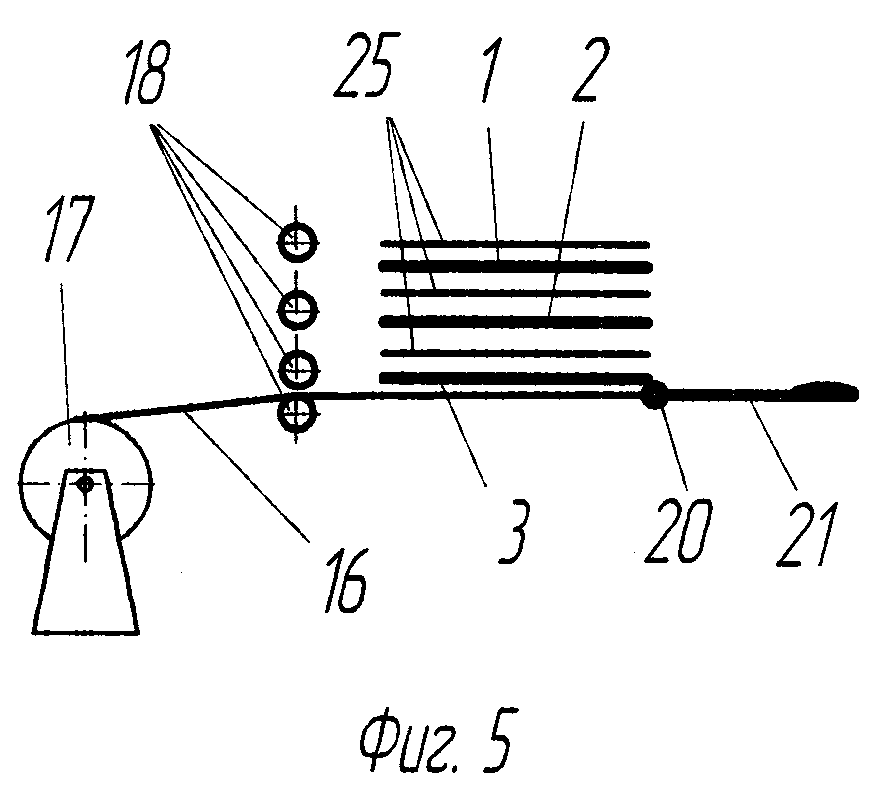
на фиг. 5 - схема размещения пленки снизу нижнего несущего слоя;
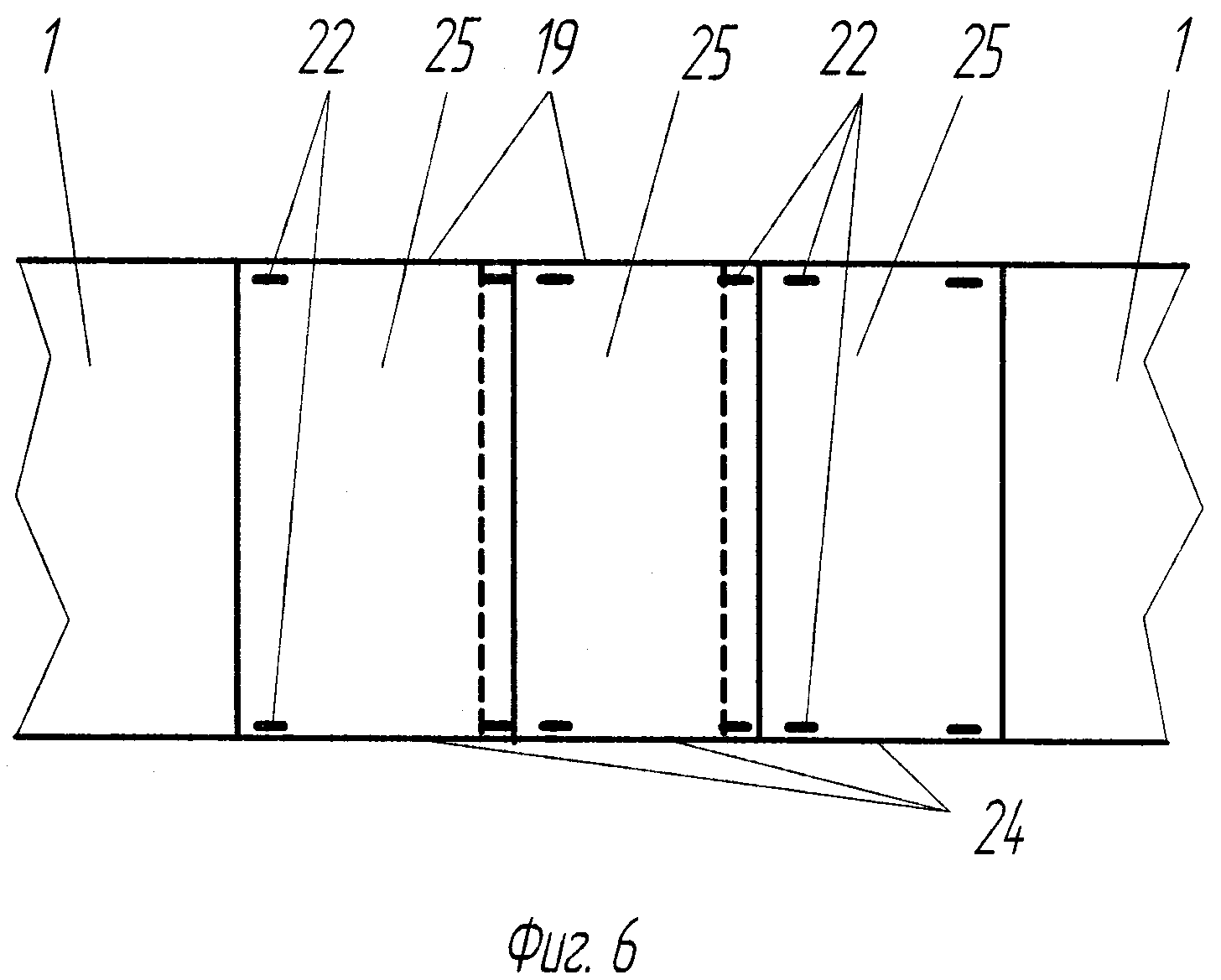
на фиг. 6 - кусок пленки, закрепленный на верхнем несущем слое с частичным взаимным перекрытием (вид сверху);
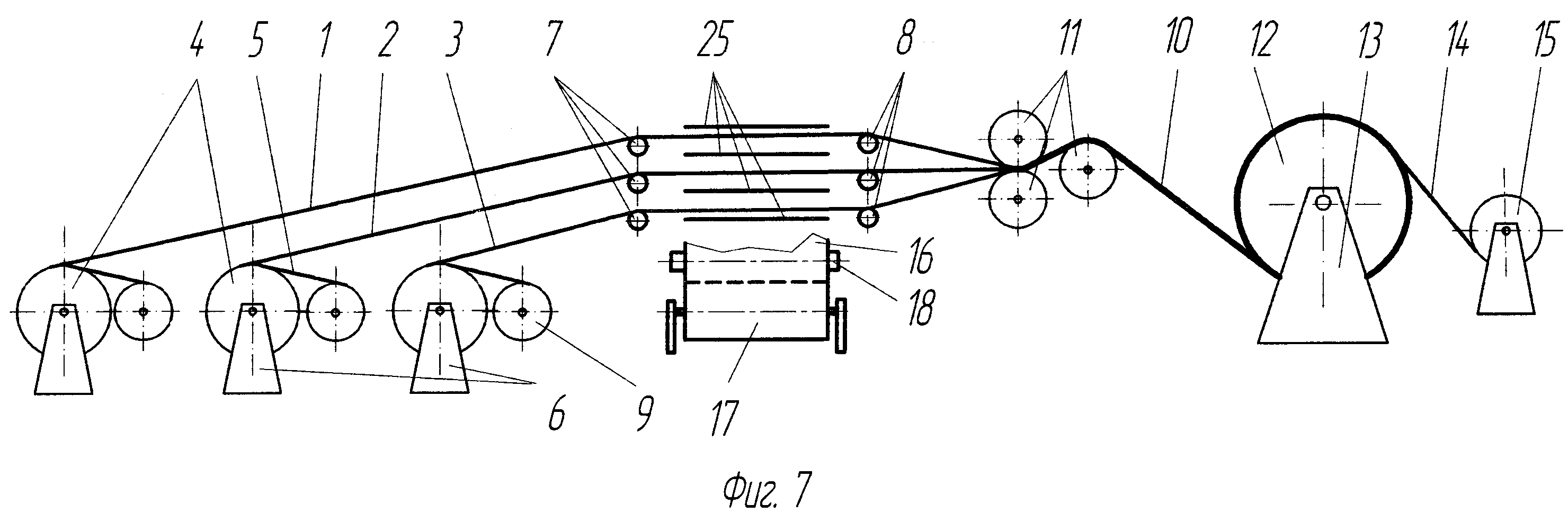
на фиг. 7 - схема размещения оборудования для изготовления многослойного каркаса ленты после закрепления пленки между несущими слоями (три поддерживающих ролика из четырех условно не показаны);
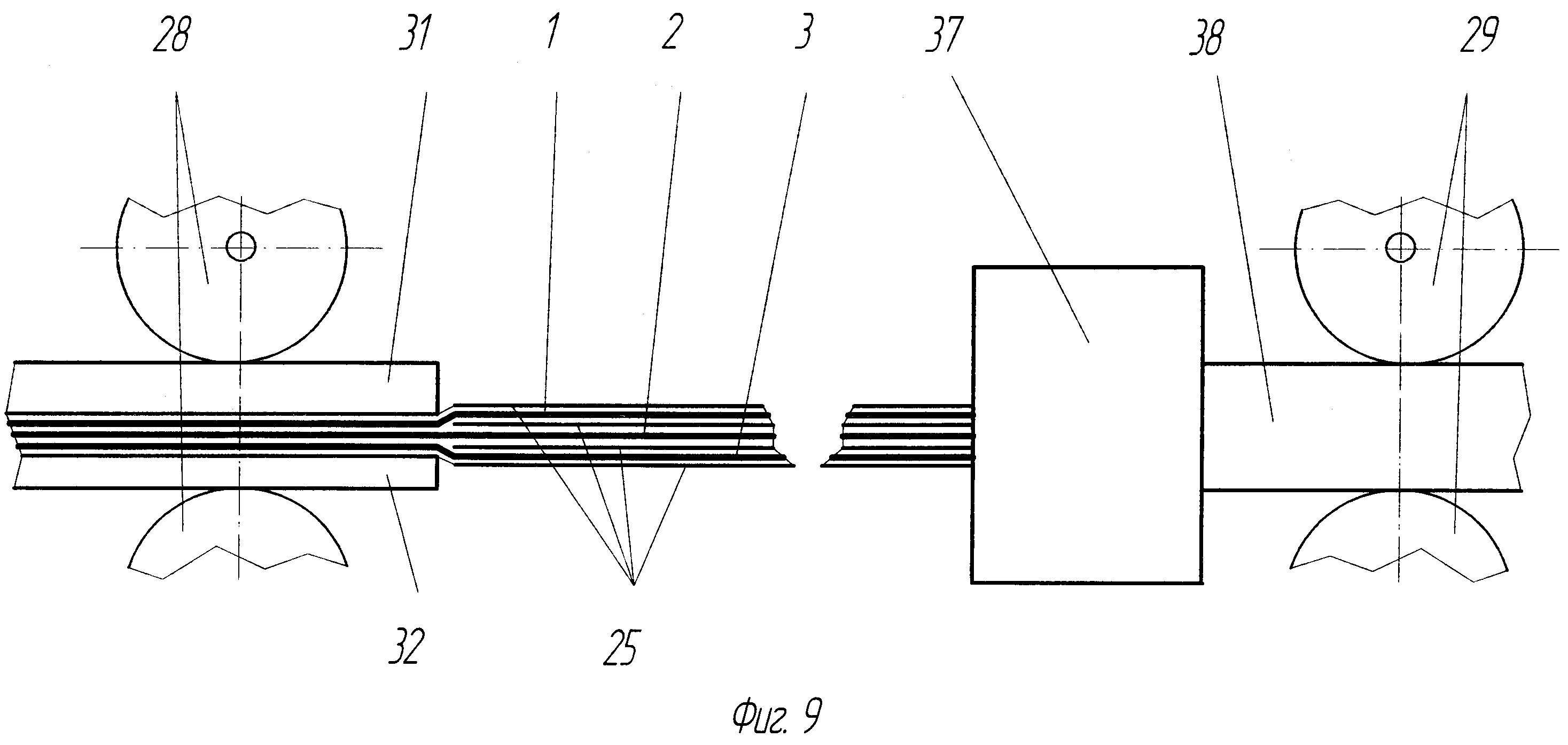
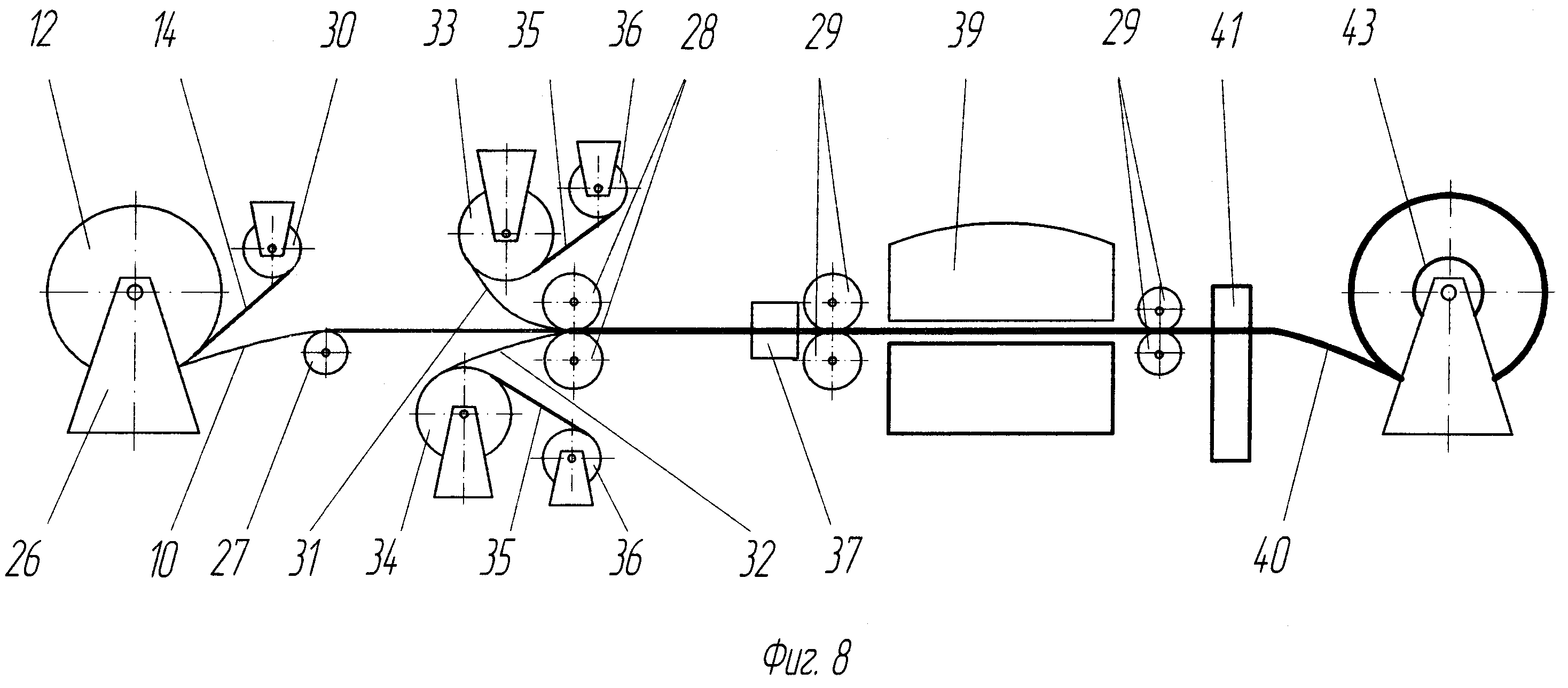
на фиг. 8 - схема размещения оборудования для наложения обкладок и вулканизации многослойной ленты;
на фиг. 9 - участок многослойного каркаса с кусками пленки (продольный разрез);
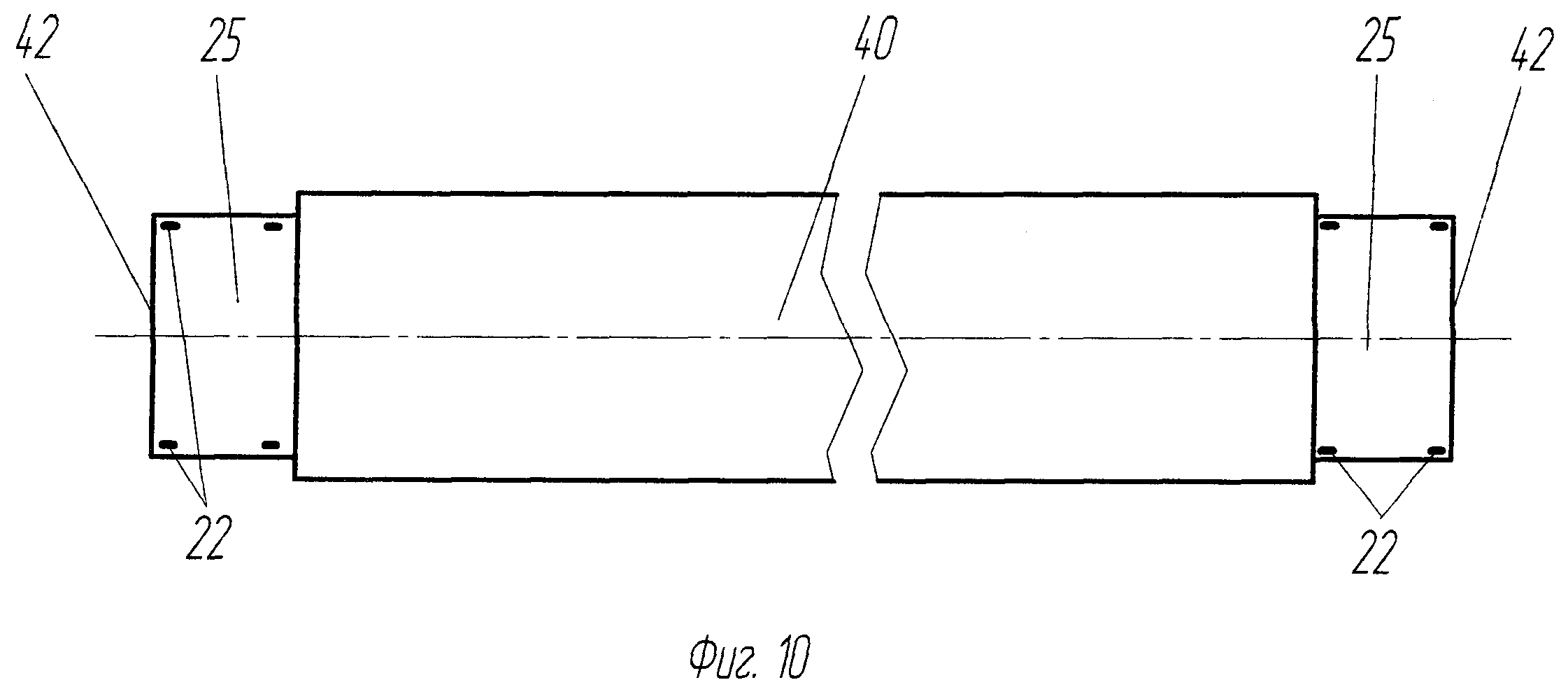
на фиг. 10 - отрезок многослойной ленты в развернутом состоянии (вид сверху).
Способ изготовления многослойной ленты осуществляют следующим образом. Каждый несущий слой 1, 2 и 3 после термообработки, пропитки адгезионным составом и сушки соединяют с межслойным материалом путем промазки с обеих сторон несущего слоя 1, 2 и 3 или наложения тонкой прослойки межслойного материала на обе стороны несущего слоя 1, 2 и 3 (на чертежах не показано). Например, промазку тканевых прокладок резиновой смесью или наложение резиновых прослоек на тканевые прокладки производят на каландровых агрегатах [3].
Затем каждый несущий слой 1, 2 и 3 с межслойным материалом сворачивают в рулон 4 с размещением прокладочного холста 5 между соседними витками несущего слоя 1, 2 и 3 (на чертежах не показано).
Рулоны 4 устанавливают на раскаточных стойках 6 с тормозами. Каждый несущий слой 1, 2 и 3 с межслойным материалом разматывают из рулона 4 и протягивают через направляющие валки 7 и 8 (фиг. 1). Прокладочные холсты 5 сматывают в рулоны 9. Тормоза раскаточных стоек 6 поддерживают необходимое натяжение несущих слоев 1, 2 и 3.
Из нескольких несущих слоев 1, 2 и 3, покрытых межслойным материалом, собирают многослойный каркас 10 путем одновременного наложения (дублирования) и протягивания через валки 11 каландра. Резаки обрезают неровности продольных кромок многослойного каркаса 10 (на чертежах не показано). Затем многослойный каркас 10 сворачивают в рулон 12 на закаточном устройстве 13 с размещением прокладочного холста 14, разматываемого из рулона 15, между соседними витками многослойного каркаса 10.
Для размещения пленки 16 (или бумаги, или разделительной ткани) между несущими слоями 1, 2 и 3 их движение, а также движение многослойного каркаса 10 останавливают одновременно. Пленку 16 разматывают из рулона 17 и протягивают над верхним поддерживающим роликом 18. Передний край 19 пленки 16 захватывают зажимом 20 штанги 21 (или зажимами 20 нескольких штанг 21) и протягивают сверху верхнего несущего слоя 1 между направляющими валками 7 и 8 (фиг. 2).
Затем передний край 19 пленки 16 закрепляют на верхнем несущем слое 1, например, скобами 22 и освобождают зажим 20. Пленку 16 обрезают по ширине несущего слоя 1, и второй край 24 образовавшегося куска 25 пленки 16 также закрепляют на верхнем несущем слое 1, например, скобами 22 (фиг. 3).
Аналогичным образом поочередно закрепляют куски 25 пленки 16 между несущими слоями 1, 2 и 3 (фиг. 4), а также снизу нижнего несущего слоя 3 (фиг. 5).
При использовании недостаточно широкой пленки 16 ее протягивают между несущими слоями 1, 2 и 3, а также сверху верхнего несущего слоя 1 и снизу нижнего несущего слоя 3 несколько раз, обрезают по ширине несущего слоя 1, 2 и 3 и закрепляют с частичным перекрытием кусков 25, например, скобами 22 (фиг. 6).
После закрепления кусков 25 пленки 16 между несущими слоями 1, 2 и 3, а также сверху верхнего 1 и снизу нижнего 3 несущих слоев несущие слои 1, 2 и 3 и многослойный каркас 10 приводят в движение и продолжают сборку многослойного каркаса 10 (фиг. 7).
Рулон 12 устанавливают на раскаточной стойке 26 с тормозом. Многослойный каркас 10 разматывают из рулона 12 сверху поддерживающего ролика 27 и протягивают через валки 28 и 29 (фиг. 8). Прокладочный холст 14 сматывают в рулон 30. Тормоз раскаточной стойки 26 поддерживает необходимое натяжение многослойного каркаса 10.
Сверху и снизу на многослойный каркас 10 накладывают верхнюю 31 и нижнюю 32 обкладки, разматываемые из рулонов 33 и 34. При этом прокладочные холсты 35 сматывают в рулоны 36.
Продольные края обкладок 31 и 32 подворачивают направляющими 37 и формируют борта 38 многослойной ленты.
После прохождения участка многослойного каркаса 10 с закрепленными кусками 25 пленки 16 валков 28 многослойный каркас 10 с обкладками 31 и 32 останавливают. В местах размещения кусков 25 пленки 16 верхнюю 31 и нижнюю 32 обкладки разрезают и удаляют (фиг. 9).
Затем многослойный каркас 10 с обкладками 31 и 32, бортами 38 перемещают, размещают между плитами вулканизатора 39 и вулканизируют, за исключением мест размещения кусков 25 пленки 16.
После вулканизации из многослойного каркаса 10, обкладок 31 и 32, бортов 38 получается многослойная лента, которую разрезают на отрезки 40 на отрезном станке 41 по серединам кусков 25 пленки 16. Линии реза 42 являются поперечными кромками отрезка 40. Отрезок 40 многослойной ленты наматывают на бобину 43 и упаковывают.
Таким образом, каждый отрезок 40 многослойной ленты имеет два конца, на которых обкладки 31, 32 и борта 38 отсутствуют, а между несущими слоями 1, 2 и 3, а также сверху верхнего 1 и снизу нижнего 3 несущих слоев закреплены куски 25 пленки 16 (фиг. 10).
Протаскивание пленки поверх верхнего несущего слоя, между несущими слоями и снизу нижнего несущего слоя с помощью штанг с зажимами во время остановки несущих слоев позволяет сократить время размещения кусков пленки и снизить трудоемкость изготовления многослойной ленты. Закрепление кусков пленки во время их размещения на неподвижных несущих слоях повышает качество многослойной ленты, так как устраняет возможность смещения и выпадения кусков пленки. Удаление обкладок и бортов с неподвижного сердечника в местах закрепления кусков пленки на несущих слоях и исключение вулканизации мест закрепления кусков пленки также сокращает время и трудоемкость изготовления многослойной ленты.
Технико-экономические преимущества заявляемого изобретения заключаются в сокращении времени и трудоемкости, а также повышении качества изготовления многослойной ленты за счет быстрого протаскивания и закрепления кусков пленки на несущих слоях, удаления обкладок и бортов, исключения вулканизации мест закрепления кусков пленки.
Источники информации
1. Патент РФ №2520264, опубл. 20.06.2014.
2. Машины и аппараты резинового производства / Под ред. Д.М. Барскова. - М.: Химия. 1975. С. 436-441.
3. Конвейерные ленты / Ф.А. Махлис, И.И. Леонов, О.Г. Карбасов, В.В. Никитин. - М.: Химия, 1991. С. 86-88.
Вихрекамерный дизель
Электрический генератор с подвижным цилиндром двигателя внутреннего сгорания
Матрица пластинчатого теплообменника
Устройство для определения адгезии металлических поверхностей
Компактированный реагент для обработки валкового расплава
Способ регулирования скорости конвейера с загрузочным бункером
Электрический генератор с двигателем стирлинга
Двухтактный двигатель внутреннего сгорания с электрическим генератором
Электрический привод уклонного ленточного конвейера
Способ регулирования скорости ленты конвейера
Чугун для изготовления сердцевины двухслойных валков
Электрический генератор переменного тока с аксиально-поршневым двигателем
Способ автоматизированного управления асинхронным электроприводом передвижения с коррекцией поперечного смещения
Способ энергоэффективного двухзонного регулирования скорости асинхронного электропривода с гибким ограничением мощности
Способ монтажа прижимной ленты конвейера
Синхронный электропривод ленточного конвейера и способ управления им
Гидравлический амортизатор с электрическим генератором
Промежуточный привод ленточного конвейера
Гидравлический амортизатор с электрическим генератором

