Результат интеллектуальной деятельности: ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ
Вид РИД
Изобретение
Изобретение относится к области металлургического машиностроения и может быть использовано в производстве деталей тиксоштамповкой, например, поршней дизельных двигателей нового поколения.
При изготовлении поршней дизельных двигателей нового поколения используют тиксозаготовку, нагретую до твердо-жидкого состояния. Конструкция штампов для деформирования тиксозаготовок аналогична конструкции штампов для жидкой штамповки.
Известен штамп для жидкой штамповки, включающий верхнюю плиту штампа, установленный на верхней плите штампа пуансон, нижнюю плиту штампа, закрепленный на нижней плите штампа контейнер с матричной втулкой и кольцо съема готового изделия с пуансона (А.И. Батышев, Е.М. Базилевский, и др. Штамповка жидкого металла, М., «Машиностроение», 1979, с.97-98).
Наиболее близким аналогом, принятым за прототип, является штамп, также включающий верхнюю плиту штампа, установленный на верхней плите штампа пуансон, нижнюю плиту штампа, закрепленный на нижней плите штампа контейнер с матричной втулкой и кольцо съема готового изделия с пуансона (А.И. Батышев, Е.М. Базилевский, и др. Штамповка жидкого металла, М., «Машиностроение», 1979, с.97-98).
Величина усилия пресса при использовании таких штампов для тиксоштамповки крупногабаритных поршней является достаточной, однако небольшое расстояние между верхней плитой и нижней плитой не позволяет обычным путем установить тиксозаготовку, нагретую до состояния твердо-жидкой суспензии, в матричную втулку и, затем, удалить из матричной втулки готовый поршень после штамповки, поскольку велика вероятность повреждения формы тиксозаготовки и готового поршня.
Техническим результатом изобретения является повышение качества готового изделия.
Технический результат достигается тем, что штамп для штамповки крупногабаритных поршней, включающий закрепленный на нижней плите штампа контейнер с матричной втулкой, установленное на матричной втулке кольцо съема готового поршня с пуансона, пуансон, установленный на верхней плите штампа, и выталкиватель, также снабжен закрепленными на верхней плите штампа направляющими и установленным между матричной втулкой и кольцом съема запорным кольцом для предотвращения попадания штампуемого металла на контактирующие с матричной втулкой поверхности кольца съема, при этом кольцо съема закреплено в контейнере посредством байонетного затвора, а пуансон установлен с возможностью фиксированного перемещения из зоны штамповки по направляющим.
Изобретение поясняется графическими изображениями, где на:
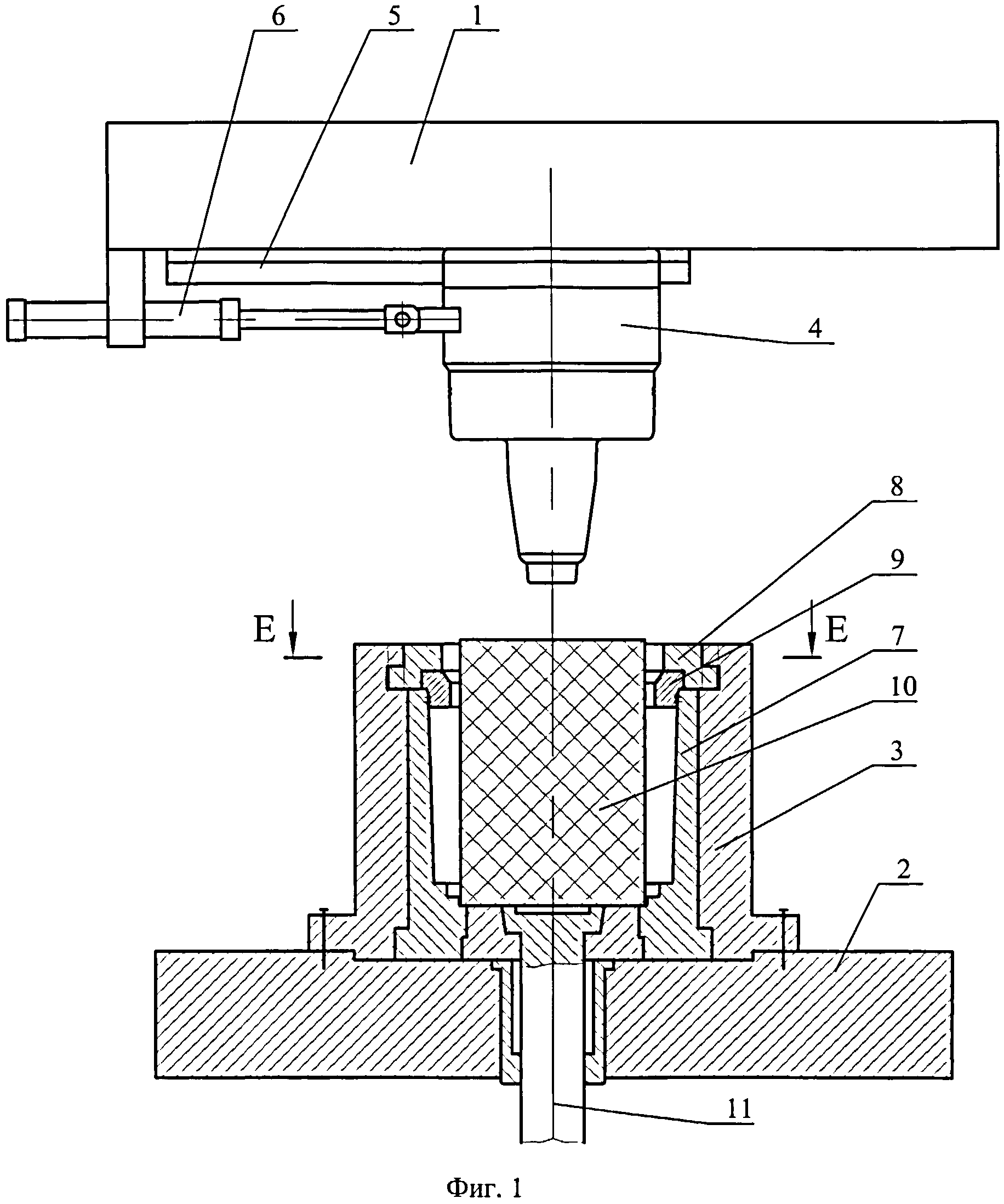
- Фиг.1 - общий вид штампа;
- Фиг.2 - разрез по Е-Е.
Штамп для штамповки крупногабаритных поршней содержит верхнюю плиту 1, нижнюю плиту 2. На нижней плите 2 закреплен контейнер 3, а на верхней плите 1 установлен пуансон 4 с возможностью фиксированного перемещения из зоны штамповки по направляющим 5 посредством гидроцилиндра 6. Внутри контейнера 3 размещена матричная втулка 7. На торцевой поверхности матричной втулки 7 установлено кольцо съема 8, закрепленное в контейнере 3 посредством байонетного затвора. Между матричной втулкой 7 и кольцом съема 8 для предотвращения попадания штампуемого металла на контактирующие с матричной втулкой 7 поверхности кольца съема 8 установлено запорное кольцо 9.
Штамп работает следующим образом. В исходном состоянии пуансон 4 отводится цилиндром 6 по направляющим 5 в крайнее положение. Запорное кольцо 9 устанавливают на торцевую поверхность матричной втулки 7, а кольцо съема 8 устанавливают на запорное кольцо 9 и закрепляют в контейнере 3 посредством байонетного затвора. Тиксозаготовку 10, нагретую до температуры тиксоштамповки, устанавливают в полость штампа, после чего пуансон 4 отводят в рабочее положение. Рабочим ходом пресса деформируют заготовку 10, осуществляя штамповку пуансоном 4 и получая готовую форму изделия (поршня). Обратным ходом пресса выводят пуансон 4 из зоны штамповки и по направляющим 5 гидроцилиндром 6 отводят пуансон 4 в крайнее положение. Готовый поршень остается в полости штампа, удерживаемый запорным кольцом 9 и кольцом съема 8.
Поворотом по часовой стрелке открывают байонетный затвор и выталкивателем 11 удаляют готовый поршень вместе с кольцом съема 8 и запорным кольцом 9 из матричной втулки 7. После демонтажа запорного кольца 9 и кольца съема 8 с готового поршня, его перемещают в зону закалки, затем берут новую тиксозаготовку и процесс тиксоштамповки повторяют.
Использование штампа для штамповки крупногабаритных поршней позволяет получать поршни для высокоскоростных дизельных двигателей нового поколения высокого качества.
Штамп для тиксоштамповки крупногабаритных поршней, содержащий верхнюю плиту с установленным на ней пуансоном, нижнюю плиту, на которой закреплен контейнер с матричной втулкой, установленное на матричной втулке кольцо съема готового поршня с пуансона и выталкиватель, отличающийся тем, что он снабжен закрепленными на верхней плите направляющими и установленным между матричной втулкой и кольцом съема готового поршня запорным кольцом для предотвращения попадания штампуемого металла на контактирующие с матричной втулкой поверхности кольца съема, при этом кольцо съема закреплено в контейнере посредством байонетного затвора, а пуансон установлен в указанных направляющих с возможностью фиксированного перемещения из зоны штамповки.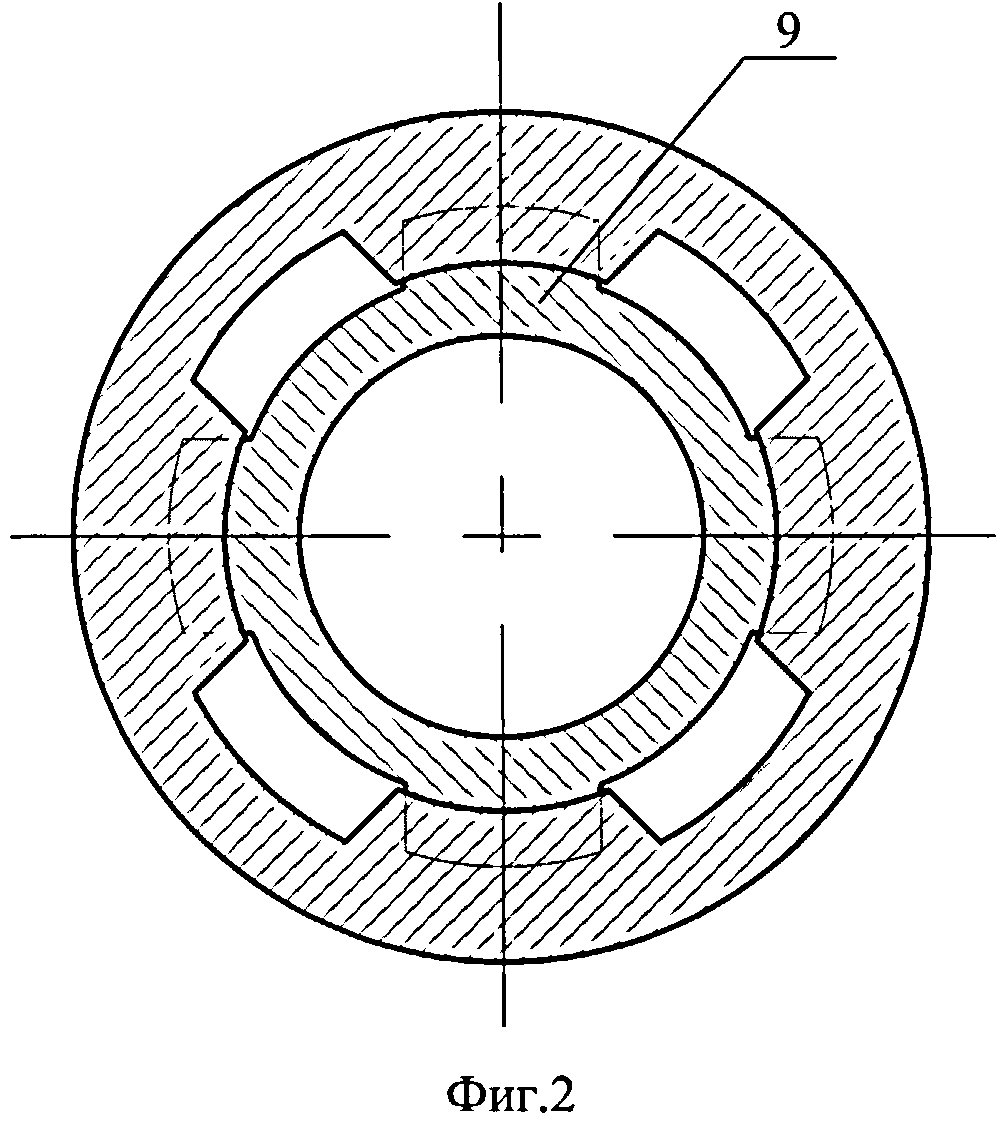
Дополнительное пропульсивное устройство судна, совмещенное с подруливающим устройством
Аппаратно-имитационный комплекс систем управления и элементов электроэнергетических систем для отладки судовых систем управления объектов арктической морской техники
Устройство для измерения осадки плавучего средства на волнении
Композиция для светопоглощающего покрытия
Сопловой аппарат реверсивной турбины
Способ определения в ледовом бассейне дистанции торможения крупнотоннажного судна при проводке его ледоколом
Источник питания для станций безобмоточного размагничивания кораблей
Способ получения n-изопропил-n'-фенил-п-фенилендиамина
Грузовая пневматическая шина радиального типа
Грузовая цельнометаллокордная пневматическая шина с усиливающим бандажом
Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования

