Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ
Вид РИД
Изобретение
Изобретение относится к обработке металлов и может быть использовано для сверления или растачивания отверстия режущим инструментом с радиально перемещающимся резцом.
Известно устройство для обработки отверстий - устройство для растачивания отверстий (US 4195957, 01.04.1980), содержащее резцовую головку, резец с режущими гранями на его концах, установленный в поперечном клиновом пазу корпуса резцовой головки, и привод для поворота резца из рабочего положения (перпендикулярно продольной оси резцовой головки) в положение при обратном ходе резцовой головки (наклонно к продольной оси резцовой головки). В материалах заявки по патенту US 4195957 указанный привод представлен в двух вариантах исполнения - электрическом и гидравлическом. Оба варианта исполнения привода обеспечивают вывод резца из полученного отверстия без образования царапин и других дефектов на обработанной поверхности.
Недостатком устройства по патенту US 4195957 является то, что оно не позволяет осуществлять радиальное перемещение резца при резании. Поворот резца осуществляется в крайних положениях резцовой головки (перед началом растачивания и в конце растачивания), когда процесс резания не осуществляется.
Известно устройство для обработки отверстий - резцовая головка для многопроходной обработки внутренних поверхностей (SU 884874, 30.11.1981), содержащая корпус, резцедержатель и привод радиальной подачи резца, обеспечивающий перемещение резца в радиальном направлении на размер расточки для каждого прохода. Перемещение резца в радиальном направлении осуществляется после возврата головки в исходное положение, после чего осуществляется очередной проход с новой глубиной резания.
Недостатком устройства по авт.св. 884874 является то, что оно также не позволяет осуществлять радиальное перемещение резца при резании.
Известно устройство для обработки отверстий - расточная головка (JP 59219104, 10.12.1984), содержащая корпус, резец, установленный в корпусе, и привод перемещения резца, который позволяет настраивать резец на необходимый размер путем плавного перемещения автоматически или вручную. Указанная настройка также осуществляется перед началом резания.
Известно устройство для обработки отверстий - одностороннее сверло для глубокого сверления (SU 1063543 А, 30.12.1983), снабженное размещенными в корпусе поворотной твердосплавной пластиной и двумя направляющими. Направляющие или, по крайней мере, одна из них снабжены механизмом регулирования их вылета из корпуса инструмента.
Известно устройство для обработки отверстий - сверло (SU 1313586 A1, 30.05.1987), на корпусе которого расположены направляющие элементы с механизмами изменения их вылета и сменная твердосплавная пластина с механизмом регулирования ее вылета.
Известно устройство для обработки отверстий - сверлильная головка для глубокого сверления (RU 2090315 C1, 20.09.1997), содержащая корпус с закрепленными на нем направляющими, сменную твердосплавную режущую пластину и средство регулирования ее вылета,
Известно устройство для обработки отверстий - головка для глубокого сверления (RU 2345870 C1, 10.02.2009), содержащая периферийную и другие режущие пластины, расположенные на различном расстоянии от оси сверла, и две направляющие пластины, установленные на периферии головки. Для снижения износа режущих и направляющих пластин и улучшения точности расположения обрабатываемого отверстия центральный угол между направляющими пластинами выбран равным 100-110°, а соотношение суммарной длины режущих кромок, расположенных со стороны периферийной пластины, суммарной длины режущих кромок пластин, расположенных с противоположной стороны, и угла установки режущих пластин одной стороны головки относительно другой выбрано по расчетным зависимостям.
Общим недостатком всех известных устройств, рассмотренных выше, является то, что в них заданный размер устанавливается перед обработкой отверстий и в процессе резания не корректируется. Не корректируется также и увод оси инструмента от заданной оси отверстия, так как отсутствует возможность управления осью отверстия в процессе резания.
Известно также устройство для обработки отверстий (RU 44072 U1, 27.02.2005), содержащее резцовую головку, снабженную устройством перемещения резца в радиальном направлении от привода, вход схемы управления которого через преобразователь подключен к выходу системы числового программного управления (ЧПУ). Это устройство позволяет изменять размер и форму отверстия в процессе его обработки в соответствии с заданной программой ЧПУ, перемещая резец в радиальном направлении. Передача движения от привода к резцу осуществляется через штангу, проходящую внутри полости стебля. Длина штанги превышает глубину сверления.
Недостатком такого устройства является то, что в процессе резания при уводе оси резцовой головки от оси заданного отверстия невозможно определить величину этого увода и тем более скорректировать его, а связь привода радиального перемещения резца с самим резцом через длинную штангу способствует увеличению указанного увода вследствие недостаточной жесткости этой штанги.
Наиболее близким к заявляемому и принятым в качестве прототипа является устройство для сверления или растачивания отверстия (US 7824135, 02.11.2010), содержащее установленную на борштанге посредством узла соединения резцовую головку с режущей частью, установленной с возможностью перемещения в радиальном направлении, и систему управления радиальным перемещением режущей части, вход которой имеет возможность подключения к выходу системы ЧПУ. Устройство содержит датчик контроля разностенности обрабатываемой детали, имеющий возможность соединения с входом системы ЧПУ и установленный на каретке с возможностью перемещения по направляющей вдоль детали.
Наличие датчика контроля разностенности обрабатываемой детали, имеющего возможность соединения с входом системы ЧПУ, позволяет вводить в систему ЧПУ параметры разностенности обрабатываемой детали, что необходимо для повышения точности корректировки радиального перемещения резца в процессе обработки.
Однако, для обеспечения требуемой точности обработки необходимо синхронизировать перемещение резцовой головки и каретки с датчиком контроля разностенности обрабатываемой детали, а для работы датчика необходимо обеспечить подвод акустической контактной жидкости, что усложняет конструкцию устройства и его эксплуатацию.
Задачей предлагаемого изобретения является упрощение конструкции устройства и повышение удобства его эксплуатации за счет обеспечения синхронного перемещения резцовой головки и датчика контроля разностенности обрабатываемой детали без использования дополнительных элементов и использования подаваемой к резцовой головке смазочно-охлаждающей жидкости (СОЖ) в качестве акустической контактной жидкости для работы датчика контроля разностенности.
Поставленная задача решается за счет усовершенствования устройства для сверления или растачивания отверстия, содержащего установленную на борштанге посредством узла соединения резцовую головку с режущей частью, установленной с возможностью перемещения в радиальном направлении, и систему управления радиальным перемещением режущей части, вход которой имеет возможность подключения к выходу системы ЧПУ, и имеющий возможность соединения с входом системы ЧПУ датчик контроля разностенности обрабатываемой детали.
Это усовершенствование заключается в том, что датчик контроля разностенности установлен на наружной поверхности узла соединения борштанги с резцовой головкой.
Такое конструктивное выполнение устройства позволяет обеспечить синхронное перемещение датчика контроля разностенности вместе с резцовой головкой и обеспечить возможность использования подаваемой к резцовой головке СОЖ в качестве акустической контактной жидкости для работы датчика контроля разностенности, что упрощает конструкцию устройства и повышает удобство его эксплуатации.
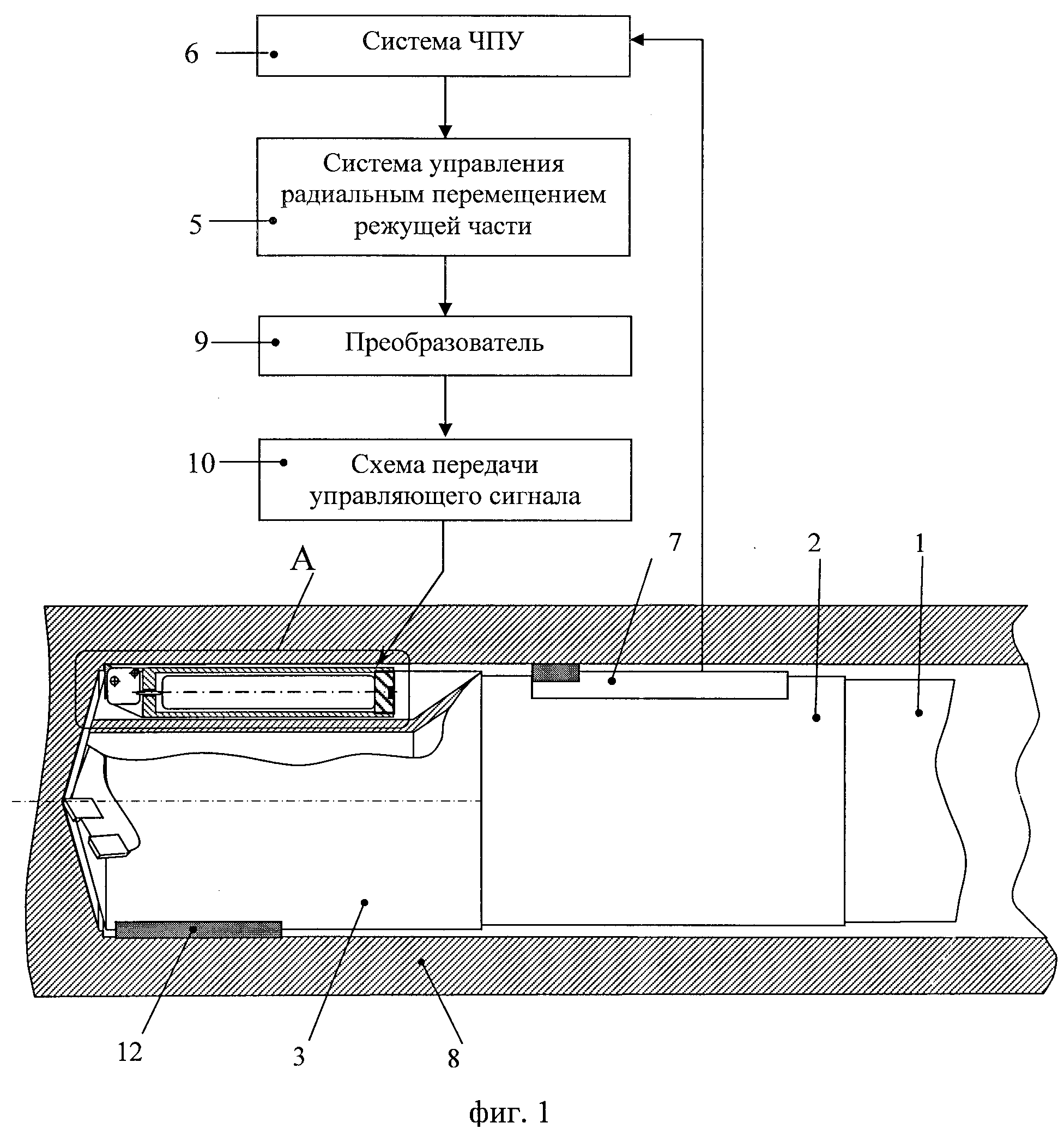
Изобретение поясняется чертежами, на которых на фиг. 1 изображена схема заявляемого устройства в варианте устройства для сверления осевого отверстия с прямолинейной осью в цилиндрической заготовке, при схеме сверления с вращением инструмента и детали, на фиг. 2 - выносной элемент А фиг. 1.
Заявляемое устройство для сверления или растачивания отверстия содержит установленную на борштанге 1 посредством узла 2 соединения резцовую головку 3 с режущей частью 4. Режущая часть 4 установлена с возможностью перемещения в радиальном направлении. Устройство содержит систему 5 управления радиальным перемещением режущей части 4, вход которой имеет возможность подключения к выходу системы 6 ЧПУ. С входом системы 6 ЧПУ соединен датчик 7 контроля разностенности обрабатываемой детали 8. Датчик 7 контроля разностенности установлен на наружной поверхности узла соединения 2 борштанги 1 с резцовой головкой 3. Датчик 7 контроля разностенности детали 8 состоит из толщиномера и вычислительного модуля, определяющего разностенность детали 8 при ее обороте в процессе сверления. Позицией 9 обозначен преобразователь, позицией 10 - схема передачи управляющих сигналов на узел 11 радиального перемещения режущей части 4, позицией 12 обозначены направляющие резцовой головки 3.
Заявляемое устройство работает следующим образом.
В процессе сверления при осевой подаче резцовой головки 3 датчик 7 контроля разностенности детали 8, установленный на наружной поверхности узла соединения 2 борштанги 1 с резцовой головкой 3, перемещается вместе с резцовой головкой 3. При этом в качестве акустической контактной жидкости для работы датчика 7 контроля разностенности используется СОЖ, подаваемая к резцовой головке 3, что упрощает конструкцию устройства и повышает удобство его эксплуатации.
При непрерывном замере разностенности получаемой детали 8 при ее вращении в процессе обработки создается массив данных разностенности, связанный с угловым положением детали 8 относительно изначально заданного «нулевого» углового положения. Таким образом, в системе 6 ЧПУ в каждый момент времени имеются значения углового положения точки на поверхности детали 8, в направлении которой необходимо провести управляемое смещение режущей части 4, величины смещения и значения углового положения режущей части 4. Исходя из этих значений, система 6 ЧПУ производит вычисление величины перемещения режущей части 4 таким образом, чтобы на каждом обороте резцовой головки 3 относительно детали 8 режущая часть обрабатывала смещенное в требуемом направлении отверстие. При этом система 6 ЧПУ подает соответствующие сигналы через преобразователь 9 и схему 10 передачи управляющих сигналов на узел 11 для перемещения режущей части 4 на необходимую величину (определяется программой системы 6 ЧПУ). При продолжении сверления направляющие 12 переходят в смещенное отверстие и центрируют в нем резцовую головку 3, которая продолжает обработку отверстия в соответствии с заданными параметрами.
При дальнейшей обработке отверстия в случае возникновения нового увода цикл работы устройства повторяется аналогично вышеописанному.
Таким образом, использование предлагаемого изобретения позволяет упростить конструкцию устройства и повысить удобство его эксплуатации за счет обеспечения синхронного перемещения датчика контроля разностенности обрабатываемой детали и резцовой головки без использования дополнительных элементов и обеспечения возможности использования подаваемой к резцовой головке СОЖ в качестве акустической контактной жидкости для работы датчика контроля разностенности.
Устройство для сверления или растачивания отверстия, содержащее установленную на борштанге посредством узла соединения резцовую головку с режущей частью, установленной с возможностью перемещения в радиальном направлении, систему управления радиальным перемещением режущей части резцовой головки, вход которой имеет возможность подключения к выходу системы числового программного управления (ЧПУ), и датчик контроля разностенности обрабатываемой детали, выполненный с возможностью соединения с входом системы ЧПУ, отличающееся тем, что датчик контроля разностенности установлен на наружной поверхности узла соединения борштанги с резцовой головкой.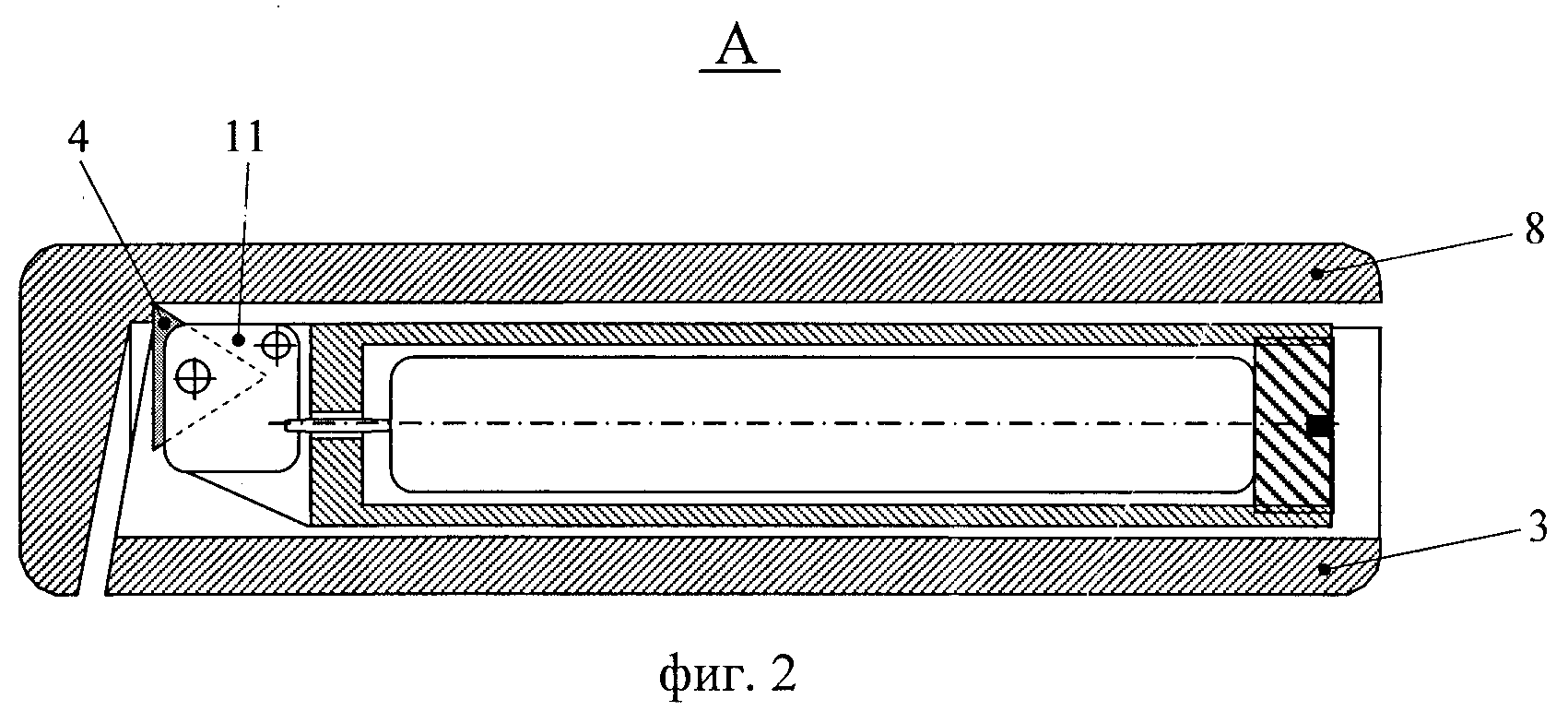
Расходуемый электрод для выплавки слитков из инструментальной трещиночувствительной стали методом электрошлакового переплава
Способ обработки углеродсодержащего инварного сплава
Затвор артиллерийского орудия
Способ нарезания наружной или внутренней конической резьбы резцом
Способ обработки инварного сплава на основе системы железо-никель
Устройство для направления боеприпаса в канал ствола орудия с винтовыми нарезами на ведущей части
Резцовая головка для нарезания продольных прямых или винтовых канавок на внутренней цилиндрической поверхности
Способ продувки металла инертным газом при непрерывной разливке
Устройство для заряжания артиллерийского орудия
Расходуемый электрод для выплавки слитков из инструментальной трещиночувствительной стали методом электрошлакового переплава
Способ обработки углеродсодержащего инварного сплава
Затвор артиллерийского орудия
Способ нарезания наружной или внутренней конической резьбы резцом
Способ обработки инварного сплава на основе системы железо-никель
Устройство для направления боеприпаса в канал ствола орудия с винтовыми нарезами на ведущей части
Резцовая головка для нарезания продольных прямых или винтовых канавок на внутренней цилиндрической поверхности
Способ продувки металла инертным газом при непрерывной разливке

