СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА
Вид РИД
Изобретение
Настоящее изобретение относится к области оптических волокон и, более конкретно, к способам изготовления заготовки (преформы) для использования при вытяжке оптического волокна, которые имеют значительно уменьшенные потери при изгибах.
В известном из уровня техники способе оптическое волокно изготовляется вытяжкой его из преформы в вытяжной башне. Операция вытяжки оптического волокна до заданного размера состоит из вертикального размещения преформы в башне и вытягивания нити оптического волокна из одного конца преформы. С этой целью локально, к одному концу преформы прикладывается высокая температура до размягчения кварца, после чего во время вытягивания оптического волокна производится непрерывное управление скоростью вытяжки оптического волокна и температурой, поскольку они определяют диаметр оптического волокна.
Обычно оптическое волокно содержит оптическую сердцевину, имеющую функцию передачи и, возможно, усиления оптического сигнала, и оптическую оболочку, имеющую функцию удержания оптического сигнала в сердцевине. С этой целью показатели преломления сердцевины nc и оболочки ng таковы, что nc>ng. Как хорошо известно, распространение оптического сигнала в одномодовом оптическом волокне включает передаваемую в сердцевине основную моду и вторичные моды, передаваемые на некотором расстоянии в сборке сердцевина-оболочка, которые называются оболочковой модой.
Для линейных оптических волокон волоконно-оптических систем связи обычно используются оптические волокна со ступенчатым изменением показателя преломления, известные также как одномодовые волокна (SMF). С целью совместимости оптических систем различных производителей Международный союз электросвязи (ITU) определил стандарт с рекомендацией, имеющий обозначение ITU-Т G.652, которому должно удовлетворять стандартное одномодовое волокно.
Кроме того, продолжение разработок волоконно-оптических систем, прокладываемых до "подписчика", известных как "оптический кабель в дом" (FTTH) или " оптический кабель до распределителя" (FTTC), порождает возникновение других ограничений, которым должны удовлетворять оптические волокна. Более конкретно, - большая техническая проблема для таких программ FTTC и FTTH заключается в уменьшении потерь при изгибе волокна при сохранении определенных параметров оптического пропускания.
Таким образом, ITU определил стандарты с рекомендациями, имеющие обозначения ITU-Т G.657А и ITU-Т G.657В, которым должны удовлетворять оптические волокна для FTTH-применения, и, в частности, эти стандарты устанавливают максимальные потери при изгибе волокна. Рекомендации G.657А устанавливают предельные величины потерь при изгибе, но прежде всего - имеют целью сохранение совместимости с Рекомендациями G.652, в частности, в том, что касается диаметра поля моды (MFD) и хроматической дисперсии. В отличие от этого, Рекомендации G.657В не касаются совместимости с Рекомендациями G.652, но накладывают более жесткие ограничения на потери при изгибе, чем Рекомендации G.657А1. Приведенные ниже таблицы I и II показывают некоторые из ограничений, устанавливаемых Рекомендациями G.652 и G.657 на потери при изгибе (Таблица I) и на параметры оптического пропускания (Таблица II).
|
|
Изготовление оптических волокон, которые удовлетворяли бы ограничениям Рекомендаций G.652 и G.657, стало большой экономической проблемой.
Технология изготовления оптических волокон с дырами дает возможность достичь высоких рабочих характеристик в том, что касается потерь при изгибе, но эта технология в реализации является сложной и дорогой, и в настоящее время не годится для использования при изготовлении оптических волокон для систем FTTH, поскольку сами эти системы являются дешевыми.
Документы ЕР-А-1.845.399 и ЕР-А-1.785.754 предлагают профили оптического волокна с «заглубленной канавкой», что обеспечивает ограничение потерь при изгибе при сохранении параметров оптического пропускания стандартного одномодового волокна.
В публикации WO 2007/009450 рассматривается технология, в которой первый стержень изготавливается осаждением в первой трубке слоев, составляющих первую часть сердцевины и внутреннюю оболочку; затем первый стержень подвергается травлению для удаления этой трубки и покрытия; второй стержень изготавливается осаждением во второй трубке слоев, составляющих вторую часть сердцевины и внутреннее покрытие; после чего второй стержень «схлопывается» над первым центральным стержнем.
«Заглубленная канавка» может быть выполнена во время изготовления преформы вводом легирующих элементов, которые снижают показатель преломления пропускающего материала, обычно кварца. Наиболее часто используемым легирующим элементом является фтор. Например, «заглубленная канавка» может быть образована трубкой первичной преформы, которая может быть выполнена из легированного фтором кварца, как это описано, например, в документе FR-A-2 896 795 (также опубликованным под номером US-А-2008/031582). Тем не менее это решение ни дает возможности получать профили с «канавкой», которая была бы глубокой, ни позволяет производить полное управление равномерностью показателя преломления «канавки». Для обеспечения минимальных потерь при изгибе без ущерба для параметров оптической передачи, установленных Рекомендациями G.652, необходимо как следует управлять равномерностью «канавки».
Оптическое волокно может быть изготовлено из заготовки (преформы), содержащей первичную преформу, образованную из трубки из чистого или легированного кварца, в которой слои легированного и/или чистого кварца осаждены в последовательном порядке и образуют внутреннюю оболочку и центральную сердцевину. Такая первичная преформа изготавливается на столе осаждения. После этого первичная преформа покрывается оболочкой или вставляется в рукав для увеличения ее диаметра и образования преформы, которая была бы пригодна для использования в башне для вытяжки оптического волокна. В этом контексте термин "внутренняя" оболочка означает оболочку, сформированную внутри трубы, а термин "внешняя" оболочка означает оболочку, сформированную снаружи трубки. Операции осаждения внутри трубки представляют собой операции типа химического осаждения из паровой фазы (CVD). Этот тип осаждения выполняется инжектированием в трубку смесей газа и ионизацией этих смесей. К химическому осаждению из паровой фазы относится модифицированное химическое осаждение пара, химическое осаждение из паровой фазы в печи, а также плазмостимулированное химическое осаждение из паровой фазы.
По завершении осаждения слоев, соответствующих сердцевине и внутренней оболочке, посредством операции, которая называется "схлопыванием", трубка превращается в твердый стержень. В результате получается первичная преформа, которая образована кварцевым стержнем. Эта первичная преформа затем вновь покрывается, по соображениям стоимости, обычно гранулами естественного кварца. Повторная оболочка может быть нанесена плазменным осаждением, при котором гранулы легированного или чистого естественного кварца осаждаются под действием силы тяжести и расплавляются плазменной горелкой таким образом, что стекленеют на внешней поверхности первичной преформы.
Легирование фтором внутренней оболочки первичной преформы может быть эффективно выполнено плазмостимулированным химическим осаждением из паровой фазы, как это описано в вышеупомянутых документах ЕР-А-1.845.399 или ЕР-А-1.785.754. Эта техника дает возможность внедрить большое количество легирующего фтора с тем, чтобы «канавка» была глубокой и равномерной.
Для изготовления преформ для вытяжки оптического волокна существуют и другие технологии.
Например, документ ЕР-А-1.000.909 описывает способ производства заготовки (преформы), в котором формирующий сердцевину стержень вводится в трубку-подложку, которая затем последовательно покрывается оболочкой. Эта трубка-подложка являет собой различные области легирования, полученные внешним осаждением из паровой фазы, то есть остеклением гранул кварца, смешанных с легирующим газом. Эта трубка-подложка может, в частности, включать в себя область, легированную фтором. Тем не менее такой способ не позволяет ни сформировать глубокую «канавку», ни должным образом управлять равномерностью этой ««заглубленной канавки»».
Документы WO-A-2008/087132 и WO-A-2010/003856 описывают способы изготовления легированных фтором трубок для насадки их как "рукавов" на первичные преформы при формировании заготовок оптического волокна. Эти документы предлагают изготовление трубки из первичной трубки-подложки из легированного фтором кварца, полученного внешним плазменным осаждением или внешним осаждением из паровой фазы. Вторая трубка из легированного фтором кварца формируется на первой внешним плазменным осаждением, причем, вторая трубка имеет такую концентрацию легирующей примеси, которая отлична от концентрации в первой трубке; затем на эту сборку наносится кварцевая оболочка. В результате получается легированная фтором трубка с двумя областями различного легирования. Тем не менее такой способ не позволяет ни должным образом управлять равномерностью легированных областей, ни достичь глубокого «заглубления канавок».
Документ US-А-2007/0003198 описывает способ изготовления заготовки оптического волокна. Этот способ, прежде всего, предлагает внешним аксиальным осаждением из паровой фазы или внешним осаждением из паровой фазы изготовление стержня, формирующего сердцевину, а затем - формирование «заглубленной» оболочки из трубки, в которой модифицированным химическим осаждением из паровой фазы образована область, легированная фтором. Затем стержень сердцевины вводится внутрь трубки, имеющей «заглубленную канавку», после чего эта сборка покрывается оболочкой. Этот документ определяет увеличение ОН-связей, когда сердцевина сформирована модифицированным химическим осаждением из паровой фазы из недорогой трубки, которая не обладает высоким уровнем чистоты. Таким образом, способ, описанный в этом документе, имеет целью ограничение оптических потерь в сердцевине, в частности, когда необходимо изготовление оптического волокна, имеющего профиль с «заглубленной канавкой».
Кроме того, желательно изготавливать канавки, имеющие большой объем. Объем канавки определяется как отрезок оптического волокна, который может быть вытянут из этой заготовки. Чем больше диаметр заготовки, тем больше ее объем. Для того чтобы уменьшить производственные затраты, из данной заготовки требуется получать оптические волокна большой погонной длины. Поэтому желательно изготовлять заготовки большого диаметра при сохранении размерных ограничений относительно диаметра центральной сердцевины и диаметра оптической оболочки. После нанесения последней оболочки законченная заготовка должна иметь такое же отношение диаметра центральной сердцевины к диаметру оболочки, что и отношение, которое должно иметь вытянутое из нее оптическое волокно.
При изготовлении преформы желательно также как можно в большей степени ограничить количество стекла для осаждения, прежде чем наносить последнюю оболочку. Это благоприятно сокращает стоимость производства оптического волокна, поскольку стекло, легированное способом химического осаждения из паровой фазы (модифицированное химическое осаждение из паровой фазы, химическое осаждение из паровой фазы в печи, плазмостимулированное химическое осаждение из паровой фазы) или способом внешнего осевого осаждения, или внешнего осаждения из паровой фазы, является более дорогим, чем стекло трубки или чем гранулы натурального кварца, используемого для плазменного осаждения при нанесении последней оболочки. Следует также заметить, что это благоприятно позволяет получить большую длину оптического волокна без увеличения объема стола осаждения. Таким образом, изготовление заготовки большого объема и/или преформ с меньшей долей осажденного стекла дает возможность увеличить производительность.
Кроме того, преимуществом для такого увеличения производительности является его достижение без существенного изменения существующих в настоящее время столов осаждения. Обычно стол осаждения имеет ограничения с точки зрения максимального объема стекла, которое может быть осаждено; это ограничение в общем случае выражается в параметрах поперечного сечения. В известном способе поперечное сечение осажденного слоя, имеющего круговую симметрию, равно π (Rext2-Rint2), где Rext и Rint являются внешним и внутренним радиусами слоя. Максимальное поперечное сечение, которое может быть осаждено во время изготовления заготовки (преформы), зависит от типа используемого стола. Производитель оптического волокна, таким образом, может располагать существующими столами осаждения, которые обладают различными характеристиками, то есть различными имеющимися поперечными сечениями осаждения.
Изготовление преформы большого диаметра для вытяжки ее в оптическое волокно, которое нечувствительно к изгибанию, то есть которое удовлетворяет Рекомендациям G.657, предполагает формирование в первичной преформе «заглубленной канавки» большой ширины, для того чтобы сохранить масштабные соотношения при переходе от преформы к вытянутому оптическому волокну.
Способы, описанные со ссылками на вышеупомянутые документы, не позволяют выполнить «канавку», которая была бы и сильно заглублена, и полностью равномерна, так чтобы она удовлетворяла ограничениям по потерям на изгиб, и достаточно широка, чтобы можно было изготавливать преформу большого объема при стоимости, позволяющей использовать ее в практических системах FTTH или FTTC.
В частности, способы, которые заключаются в использовании легированной фтором трубки, не позволяют достичь достаточного управления формированием «заглубленной канавки» для обеспечения соответствия ограничениям, введенным Рекомендациями G.657.
Подобным же образом, осаждение «заглубленной канавки» модифицированным химическим осаждением из паровой фазы не позволяет выполнить «заглубленную канавку», которая была бы глубокой, равномерной и имела бы большую ширину, для того чтобы получить преформу большого объема.
Кроме того, изготовление преформы большого объема требует использования стола осаждения, имеющего большую площадь поперечного сечения осаждения. Такие столы осаждения встречаются редко.
Поэтому существует необходимость в способе изготовления преформы (заготовки) для оптического волокна, который позволял бы изготовлять преформу большого объема по конкурентноспособной цене без существенных модификаций существующих столов осаждения для получения оптических волокон, которые удовлетворяли бы Рекомендациям G.652 и G.657.
С этой целью для увеличения производительности настоящее изобретение предлагает разделение изготовления сердцевины и изготовления «заглубленной канавки».
Более конкретно, настоящее изобретение предлагает способ изготовления канавки оптического волокна, которая содержит - в направлении от центра к периферии - центральную сердцевину, промежуточную оболочку, «заглубленную канавку» и внешнюю оболочку, данный способ включает в себя этапы:
- приготовления первого стержня, образующего, по меньшей мере, центральную сердцевину, причем первый стержень приготавливается химическим осаждением из паровой фазы в первой трубке;
- приготовления второго стержня, составляющего, по меньшей мере, «заглубленную канавку», причем второй стержень приготавливается химическим осаждением из паровой фазы во второй трубке;
- насаживания второго стержня, как обойма, на первый стержень.
В одном варианте реализации второй стержень приготавливается плазмостимулированным химическим осаждением из паровой фазы.
В одном варианте реализации первый стержень приготавливается по любой из технологии, выбранной из химического осаждения из паровой фазы, химического осаждения из паровой фазы в печи или плазмостимулированного химического осаждения из паровой фазы.
В одном варианте реализации данный способ дополнительно содержит вытягивание первого стержня перед насаживанием второго стержня, как обоймы.
В одном варианте реализации данный способ дополнительно содержит химическое травление по меньшей мере участка первой трубки перед насаживанием второго стержня как рукава.
В одном варианте реализации данный способ дополнительно содержит этап покрытия оболочкой внешней поверхности второго стержня или насаживания на него рукава для достижения конечного диаметра заготовки, большего или равного 140 миллиметров (мм). Площадь поперечного сечения областей, осажденных на каждом из стержней, остается меньшей чем 700 квадратных миллиметров (мм2).
В одном варианте реализации «заглубленная канавка» осаждается с легирующими добавками с концентрацией, управляемой таким образом, что «заглубленная канавка» обладает разностью показателя преломления относительно внешней оболочки, находящейся в диапазоне от -4×10-3 до -10×10-3. При этом концентрация легирующей добавки регулируется таким образом, что «заглубленная канавка» обладает продольным изменением показателя преломления величиной менее чем в 10% по всей длине второго стержня.
В одном варианте реализации «заглубленная канавка» осаждается до тех пор, пока эта «заглубленная канавка» не будет иметь площадь поперечного сечения, величиной в диапазоне от 300 мм2 до 700 мм2. При этом площадь поперечного сечения «заглубленной канавки» имеет продольное изменение величиной менее чем в 10% по всей длине второго стержня.
В одном варианте реализации «заглубленная канавка» осаждается с легирующими добавками с концентрацией, регулируемой таким образом, что «заглубленная канавка» имеет величину объема в диапазоне от -2550×10-3 мм2 до -760×10-3 мм2. Объем «заглубленной канавки» имеет продольное изменение величиной менее чем в 15% по всей длине второго стержня.
Кроме того, настоящее изобретение предлагает заготовку оптического волокна, которая содержит - от центра к периферии - центральную сердцевину, промежуточную оболочку, «заглубленную канавку» и внешнюю оболочку, в которой «заглубленная канавка» имеет:
- разность показателя преломления относительно внешней оболочки, лежащую в диапазоне от -4×10-3 до -10×10-3 с продольным изменением менее чем в 10% по всей длине заготовки; и
- величину объема, лежащую в диапазоне от -2550×10-3 мм2 до -760×10-3 мм2 с продольным изменением менее чем в 15% по всей длине заготовки.
В одном варианте реализации «заглубленная канавка» имеет площадь поперечного сечения, лежащую в диапазоне от 300 мм2 до 700 мм2. Площадь поперечного сечения «заглубленной канавки» имеет продольное изменение величиной менее чем в 10% по всей длине заготовки.
В одном варианте реализации заготовка имеет диаметр, больший или равный 140 мм.
В одном варианте реализации сердцевина имеет разность показателя преломления относительно внешней оболочки, лежащую в диапазоне от 4×10-3 до 6×10-3.
В одном варианте реализации сердцевина имеет разность показателя преломления относительно промежуточной оболочки, лежащую в диапазоне от 4×10-3 до 6×10-3.
Кроме того, настоящее изобретение предлагает стеклянную трубчатую заготовку, которая содержит - от периферии к центру - внешнюю оболочку и «заглубленную канавку», в которой «заглубленная канавка» имеет:
- разность показателя преломления относительно внешней оболочки, находящуюся в диапазоне от -4×10-3 до -10×10-3 с продольным изменением менее чем в 10% по всей длине заготовки;
- объем, лежащий в диапазоне от -2550×10-3 мм2 до -760×10-3 мм2 с продольным изменением менее чем в 15% по всей длине заготовки, и
в которой трубка имеет внутренний диаметр, лежащий в диапазоне от 16 мм до 35 мм.
В одном варианте реализации «заглубленная канавка» имеет площадь поперечного сечения, лежащую в диапазоне от 300 мм2 до 700 мм2.
В одном варианте реализации площадь поперечного сечения «заглубленной канавки» имеет продольное изменение величиной менее чем в 10% по всей длине трубки.
Кроме того, настоящее изобретение предлагает способ изготовления оптического волокна, содержащий этапы
- изготовления заготовки в соответствии со способом по настоящему изобретению и
- вытяжки волокна из упомянутой заготовки на башне вытяжки оптического волокна.
Кроме того, настоящее изобретение предлагает способ изготовления оптического волокна, содержащий этапы
- изготовления первичной заготовки химическим осаждением из паровой фазы в трубке по настоящему изобретению;
- нанесения оболочки или насадки обоймы на упомянутую первичную заготовку для получения конечной заготовки, и
- вытяжки волокна из упомянутой заготовки оптического волокна на башне вытяжки оптического волокна.
Настоящее изобретение предлагает также оптическое волокно, полученное вытяжкой из заготовки по настоящему изобретению; и оптический блок, получающий по меньшей мере участок волокна по настоящему изобретению или по меньшей мере участок волокна, изготовленного посредством способа по настоящему изобретению. Настоящее изобретение находит специальное применение в волоконно-оптической системе к потребителю, включающую в себя по меньшей мере участок волокна по настоящему изобретению или по меньшей мере участок волокна, изготовленного посредством способа по настоящему изобретению.
Другие характеристики и преимущества настоящего изобретения будут очевидны по ознакомлении с нижеследующим описанием вариантов реализации настоящего изобретения, приведенным в виде примера и со ссылками на сопроводительные иллюстрации, в которых:
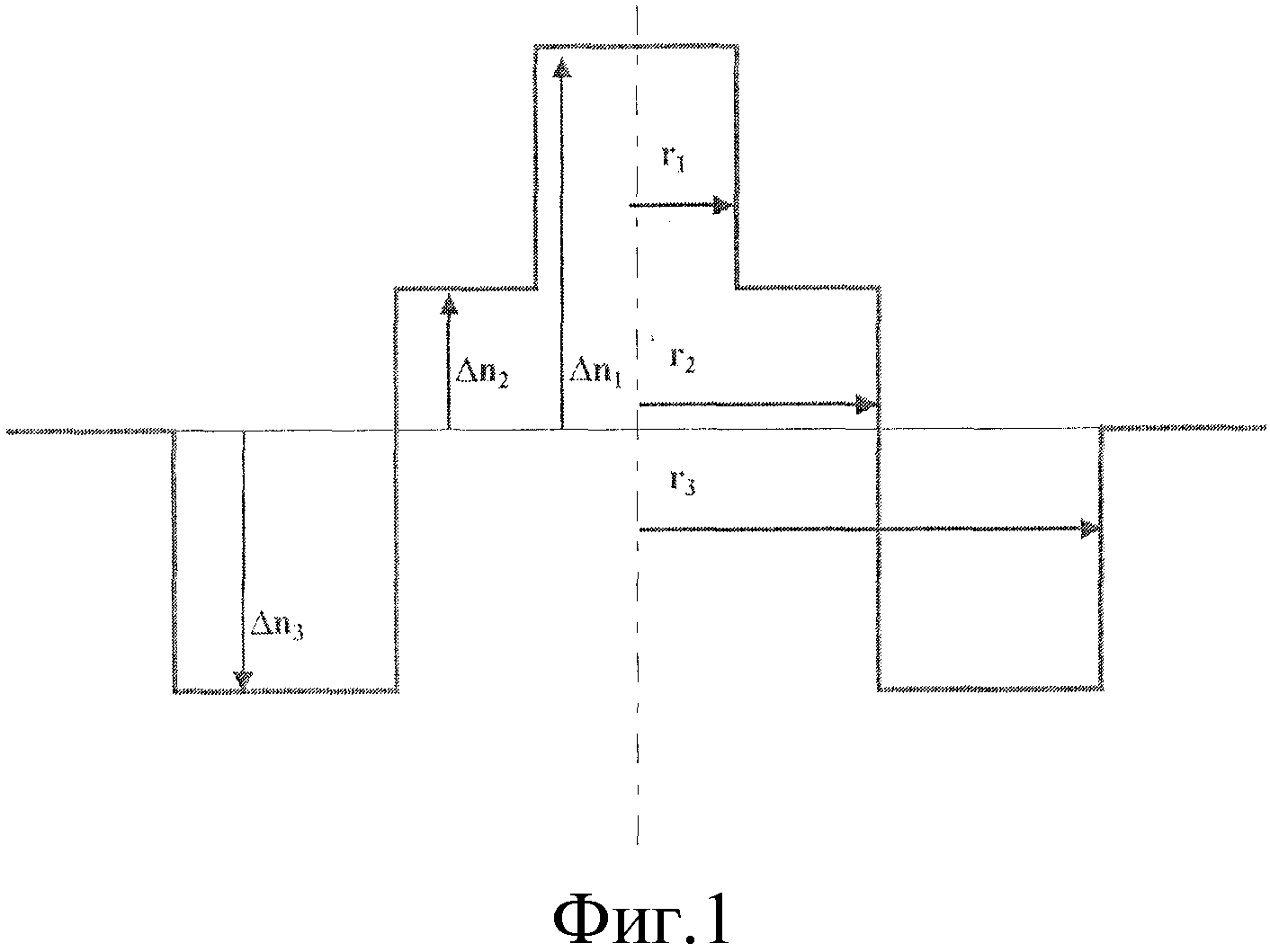
Фиг. 1 показывает пример «установочного профиля» для заготовки оптического волокна, изготовленной с использованием способа по настоящему изобретению;
Фиг. 2 представляет собой схему стержней, изготовленных для образования заготовки оптического волокна в соответствии со способом по настоящему изобретению, и
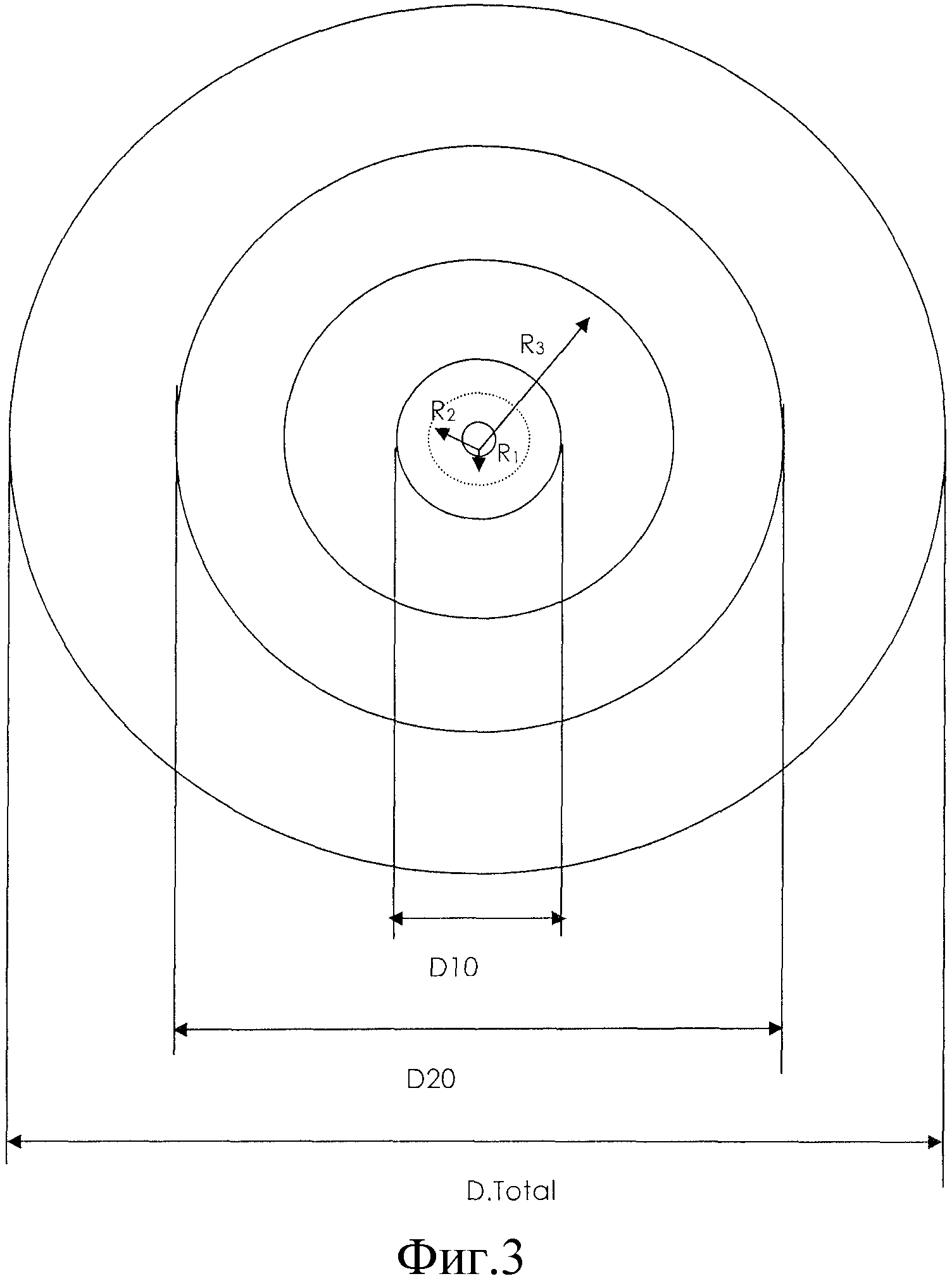
Фиг. 3 представляет собой вид поперечного сечения заготовки оптического волокна, изготовленной в соответствии со способом по настоящему изобретению.
Заготовка оптического волокна по настоящему изобретению содержит центральную сердцевину, промежуточную оболочку, «заглубленную канавку» и внешнюю оболочку. Термин "заглубленная канавка" используется для обозначения радиального участка оптического волокна, имеющего показатель преломления, который по существу меньше, чем показатель преломления внешней оболочки. Фиг. 1 показывает пример профиля показателя преломления для заготовки оптического волокна по настоящему изобретению. Показанный профиль является «установочным профилем», то есть представляет собой теоретический профиль оптического волокна, причем, оптического волокна, которое в действительности получено после вытяжки его из заготовки, и которое, возможно, имеет профиль, который на самом деле несколько иной.
Заготовка оптического волокна по настоящему изобретению содержит центральную сердцевину, имеющую разность показателя преломления Δn1 относительно внешней оболочки, которая действует как оптическая оболочка, промежуточную оболочку, имеющую разность показателя преломления Δn2 относительно внешней оболочки, и «заглубленную канавку», имеющую разность показателя преломления Δn3 относительно внешней оболочки. Показатели преломления центральной сердцевины, промежуточной оболочки и «заглубленной канавки» по существу постоянны по всем соответствующим их ширинам, однако могут быть использованы и другие профили. Ширина сердцевины определяется ее радиусом r1, ширины оболочки и «канавки» определяются их соответствующими радиусами r2 и r3.
Для того чтобы определить установочный профиль показателя преломления для оптического волокна, обычно в качестве опорной величины берут значение показателя преломления внешней оболочки. После этого показатели преломления центральной сердцевины, промежуточной оболочки и «заглубленной канавки» представляются через разности показателей преломления Δn1, Δn2, Δn3. В общем случае внешняя оболочка изготавливается из кварца, однако для увеличения или уменьшения ее показателя преломления, то есть для изменения характеристик распространения сигнала эта оболочка может быть легирована.
Необходимо изготовить канавку для вытяжки оптического волокна, которая удовлетворяет критериям Рекомендаций G.652 и G.657. Такая заготовка имеет центральную сердцевину, имеющую разность показателя преломления Δn1 относительно внешней оболочки, которая лежит в диапазоне от 4×10-3 до 6×10-3, и обычно составляет 5×10-3, промежуточную оболочку, имеющую разность показателя преломления Δn2 относительно внешней оболочки, которая лежит в диапазоне от -1×10-3 до 1×10-3 и «заглубленную канавку», имеющую разность показателя преломления Δn3 относительно внешней оболочки, имеющую значение в диапазоне от -4×10-3 до -10×10-3. Кроме того, предпочтительно, чтобы разность между показателями преломления центральной сердцевины и промежуточной оболочки (Δn1-Δn2) лежала в диапазоне от 4×10-3 до 6×10-3. После вытяжки из заготовки оптическое волокно представляет собой центральную сердцевину, имеющую радиус r1, лежащий в районе 3,5 микрометров (мкм), промежуточную оболочку, имеющую радиус r2, лежащий в диапазоне от 7,5 до 14,5 мкм, и «заглубленную канавку», имеющую радиус r3, лежащий в диапазоне от 13 до 18 мкм.
Полученное из заготовки по настоящему изобретению оптическое волокно, кроме того, имеет одну или большее количество следующих характеристик:
- величина интеграла V01 по поверхности центральной сердцевины, определяемого как
лежит в диапазоне от 17×10-3 до 24×10-3 мкм;
- величина поверхностного интеграла V03 по поверхности «заглубленной канавки» сердцевины, определяемого как
лежит в диапазоне от -55×10-3 до -25×10-3 мкм; и
- величина объемного интеграла V13 «заглубленной канавки», определяемого как
лежит в диапазоне от -1200×10-3 квадратных микрометров (мкм2) до -600×10-3 мкм2.
Такое оптическое волокно имеет диаметр поля моды, для длины волны 1310 нанометров (нм), лежащий в диапазоне от 8,6 до 9,5 мкм, длину волны нулевой хроматической дисперсии, лежащую в диапазоне от 1300 до 1324 нм, длину волны отсечки в кабеле - менее 1260 нм и потери при изгибе, удовлетворяющие критериям Рекомендаций G.657 в том виде, как они изложены в вышеприведенной таблице 1.
Поэтому требуется изготовить большеобъемную заготовку для вытяжки оптического волокна, удовлетворяющего вышеуказанным критериям.
В способе изготовления по настоящему изобретению сначала предлагается раздельное изготовление центральной сердцевины вместе с, по меньшей мере, участком промежуточной оболочки, а затем - «заглубленной канавки» вместе с, по меньшей мере, участком внешней оболочки.
На фиг. 2 показан изготовленный первый стержень 10. Первый стержень 10 включает в себя, по меньшей мере, центральную сердцевину (Δn1, r1) и, опционально, по меньшей мере, участок промежуточной оболочки (Δn2, r2). Эта промежуточная оболочка (Δn2, r2) может также полностью содержаться внутри первого стержня 10.
Первый стержень 10 изготавливается химическим осаждением из паровой фазы в первой трубке чистого или легированного кварца; например, первый стержень 10 может быть изготовлен с использованием любой технологии, выбранной из модифицированного химического осаждения из паровой фазы, химического осаждения из паровой фазы в печи или плазмостимулированного химического осаждения из паровой фазы.
Кроме того, на той же фиг. 2 показан второй стержень 20, изготовленный подобным же образом химическим осаждением из паровой фазы, предпочтительно, с использованием плазмостимулированного химического осаждения из паровой фазы. Второй стержень 20 изготовлен из второй трубки из чистого или легированного кварца, на которую химическим осаждением из паровой фазы нанесены осаждения для образования, по меньшей мере, «заглубленной канавки» (Δn3, r3) и - опционально - по меньшей мере, участка промежуточной оболочки (Δn2, r2). Исходная трубка для второго стержня 20 может быть образована участком внешней оболочки или участком промежуточной оболочки.
Плазмостимулированное химическое осаждение из паровой фазы позволяет формировать во втором стержне 20 «заглубленную канавку», которая очень глубокая и имеет большую ширину, обеспечивая при этом хорошее управление равномерностью легирования внутри «канавки». Осажденная во втором стержне 20 «заглубленная канавка» имеет разность показателя преломления Δn3 относительно внешней оболочки, находящуюся в диапазоне от -4×10-3 до -10×10-3, при этом величина показателя преломления регулируется вдоль длины с точностью ±10%. Осажденная во втором стержне 20 «заглубленная канавка» имеет площадь поперечного сечения в диапазоне от 300 до 700 мм2, причем, площадь поперечного сечения управляется вдоль длины с точностью ±10%. В частности, желательно, чтобы объем «заглубленной канавки», определенный как произведение площади поперечного сечения «заглубленной канавки» на разность показателя преломления Δn3 «заглубленной канавки», и поделенной на число Pi (π), лежал в диапазоне от -2550×10-3 до -760×10-3 мм2, и чтобы он управлялся вдоль длины с точностью до ±15%. Показатель преломления и площадь поперечного сечения регулируются в продольном направлении по всей длине заготовки. Заготовка, как правило, имеет длину, лежащую в диапазоне от 700 до 1500 мм, и обычно имеет длину около 1 метра (м). Осаждение во второй трубке прерывается по окончании формирования «заглубленной канавки», опционально, - после того, как произведено осаждение участка промежуточной оболочки.
Как показано на фиг. 2, второй стержень 20 - полый. Поэтому он может быть установлен как рукав на первый стержень 10. При необходимости первый стержень 10, прежде чем на него будет как рукав установлен второй стержень, может быть немного вытянут, чтобы сократить площадь поперечного сечения и соответствовать масштабным ограничениям требуемого профиля оптического волокна. В другом варианте реализации размер первого стержня 10 может быть сокращен, прежде чем на него будет как рукав установлен второй стержень, с использованием метода химического травления. Такой метод химического травления служит не только для уменьшения площади поперечного сечения первого стержня 10, но и для ограничения влияния первой трубки осаждения на оптические потери. Чистота трубки осаждения обычно не такая высокая, как чистота стекла, которое осаждено способом химического осаждения из паровой фазы. Первая трубка, включающая всю промежуточную оболочку или часть ее, таким образом, является возможным источником деградированных оптических потерь, если она не находится достаточно далеко от сердцевины оптического волокна и/или она не является достаточно чистой.
Второй стержень 20, надетый как рукав на первый стержень 10, при необходимости, после вытягивания и/или химического травления первого стержня 10, как описано выше, составляет первичную заготовку (основную заготовку), которая может быть покрыта внешней оболочкой для достижения общего диаметра, необходимого для сохранения масштабных соотношений с предполагаемым профилем оптического волокна. В зависимости от варианта реализации оболочка может быть нанесена на второй стержень 20 до того или после того, как она надета как рукав на первый стержень 10. В известном способе оболочка может быть нанесена осаждением чистых или легированных гранул кварца на внешнюю поверхность или надеванием трубки как рукав на первичную заготовку. Если заготовка имеет большой размер, то ее увеличение предпочтительно выполнять с использованием гранул кварца.
Фиг. 3 является схемой примера конечной заготовки, полученной с использованием способа по настоящему изобретению. Центральная сердцевина заготовки имеет радиус R1. Промежуточная оболочка содержит осажденный участок радиуса R2 и первую трубку первого стержня, имеющую внешний диаметр D1; диаметр D10 трубки, возможно, был уменьшен химическим травлением, прежде чем она была вставлена во второй стержень; трубка первого стержня 10 химическим травлением может быть даже полностью удалена, как описано ниже со ссылками на некоторые примеры. «Заглубленная канавка» имеет радиус R3; она осаждена во вторую трубку с внешним диаметром D20. Сборка, содержащая второй стержень, надетый как рукав на первый стержень, является внешней оболочкой, предназначенной для достижения внешнего диаметра D.Total (общего).
Способ по настоящему изобретению делает возможным изготовление больших заготовок без необходимости изменения характеристик столов осаждения. Количество слоев, осажденных посредством химического осаждения из паровой фазы в каждом из стержней 10 и 20, остается ограниченным, что контролирует стоимость. В первом стержне 10 осаждены только слои, соответствующие центральной сердцевине, и, возможно, участку промежуточной оболочки; а во втором стержне осаждены только слои, соответствующие «заглубленной канавке», и, возможно, участку промежуточной оболочки. В одном варианте реализации в первом стержне 10 присутствует почти вся или вся промежуточная оболочка. Поэтому для формирования каждого из стержней 10 и 20 могут быть использованы столы осаждения среднего размера. В частности, для конечных заготовок, имеющих диаметр, больший или равный 140 мм, поперечные сечения зон, осажденных в каждом из стержней 10 и 20, составляют менее чем 700 мм2.
Способ по настоящему изобретению, кроме того, делает возможным ограничение пропорций площади поперечного сечения зон, полученных осаждением в первом стержне 10 и во втором стержне 20, относительно размеров заготовки: присутствие трубки осаждения первого стержня 10 заменяет часть осажденного стекла. Более конкретно, было найдено, что для данного профиля можно достичь уменьшения отношения площади поперечного сечения всех осажденных зон, пренебрегая внешней оболочкой, к общей площади поперечного сечения заготовки, что составляет величину до 5% или более. Таким образом, стоимость изготовления заготовки большого размера ограничена, и финансовые вложения в оборудование стола осаждения являются не существенными.
Заготовка, изготовленная по способу в соответствии с настоящим изобретением, предназначена для вытяжки с целью производства оптического волокна, которое удовлетворяет критериям Рекомендаций G.652, G.657.А2 и G.657.В2, и даже, в дополнение к трем предыдущим рекомендациям, критериям Рекомендаций G.657.В3. С этой целью масштабные соотношения между заготовкой и вытянутым оптическим волокном требуют, чтобы заготовка имела такие размеры, чтобы для оптического волокна, имеющего диаметр в 125 мкм, «заглубленная канавка» имела радиус r3, лежащий в диапазоне от 13 до 18 мкм. Более конкретно, отношение между внешним радиусом «заглубленной канавки» и радиусом покрытой оболочкой заготовки должно лежать в диапазоне от 0,208 до 0,288.
Химическое осаждение из паровой фазы и в особенности плазмостимулированное химическое осаждение из паровой фазы делает возможным обеспечение «канавки», которая заглублена глубоко, с разностью показателя преломления относительно внешней оболочки, находящейся в диапазоне от -4×10-3 до -10×10-3, и которая имеет очень большой размер с поперечным сечением, лежащем в диапазоне от 300 до 700 мм2 при одновременном обеспечении хорошего масштабирования «заглубленной канавки», с тем, чтобы избежать ухудшения характеристик оптического волокна. Более конкретно, «заглубленная канавка» имеет продольное изменение показателя преломления вдоль заготовки величиной менее чем в 10% и продольное изменение площади поперечного сечения менее чем в 10%. Объем «канавки», предпочтительно, лежит в диапазоне от -2550×10-3 до -760×10-3 мм2 и имеет продольное изменение величиной менее чем в 15%.
Нижеприведенные таблицы с III по V дают примеры заготовок, изготовленных по способу в соответствии с настоящим изобретением, в сравнении с заготовками, изготовленными ранее существующим способом.
Заготовки примеров 1-1, 1-2 и 2 по настоящему изобретению предназначены для вытяжки в оптическое волокно, которое удовлетворяет критериям Рекомендаций G.652, G.657.А2 и G.657.В2, когда «канавка» имеет разность показателя преломления Δn3 относительно внешней оболочки, равную около -7×10-3. Эти волокна удовлетворяет также критериям Рекомендаций G.657.В3 для более глубокой «канавки», имеющей разность показателя преломления Δn3 относительно внешней оболочки, равную около -10×10-3.
Заготовки примеров 3-1, 3-2 и 3-3 по настоящему изобретению предназначены для вытяжки в оптическое волокно, удовлетворяющее критериям Рекомендаций G.652, G.657.А2 и G.657.В2, когда «канавка» имеет разность показателя преломления Δn3 относительно внешней оболочки, равную около -5×10-3. Эти волокна удовлетворяет также критериям Рекомендаций G.657.В3 для более глубокой «канавки», имеющей разность показателя преломления Δn3 относительно внешней оболочки, равную около -7×10-3.
Сравнительные примеры 1А и 3А соответствуют заготовкам по известному из уровня техники способу, изготовленным на столе, имеющем относительно небольшой объем, с осажденной площадью поперечного сечения около 340 мм2. Сравнительный пример 2А соответствует заготовке по известному из уровня техники способу, изготовленной на столе, имеющем относительно большой объем, с осажденной площадью поперечного сечения около 550 мм2. Сравнительные примеры 1В, 2В и 3В соответствуют экстраполяциям заготовок по известному из уровня техники способу, изготовленным на столах, имеющих очень большие объемы, с осажденной площадью поперечного сечения около 800, 1300 и 1100 мм2 соответственно. Примеры 1В, 2В и 3В являются моделируемыми примерами и представляют то, что должно было бы быть достижимо на столах, имеющих очень большие объемы; эти воображаемые примеры были получены масштабным экстраполированием примеров 1А, 2А и 3А.
Примеры 1-1 и 1-2 по настоящему изобретению показывают, что можно достичь того же объема, что и в моделируемом примере 1В при использовании столов осаждения меньшего объема. То же самое относится к примеру 2 по настоящему изобретению в сравнении с моделируемым примером 2В и к примерам 3-1, 3-2 и 3-3 по настоящему изобретению в сравнении с моделируемым примером 3В.
Сравниваемые профили примеров 1-1 и 1-2 являются идентичными. Различие между двумя этими примерами лежит в строении промежуточной оболочки первичной заготовки. В примере 1-1 промежуточная оболочка образована осажденным участком, имеющим площадь поперечного сечения, равную 145,9 мм2 (а в примере 1-2 равную 281,7 мм2), и участком, образованным первой трубкой осаждения первого стержня, имеющим площадь поперечного сечения, равную 180,6 мм2 (в примере 1-2 равную 44,8 мм2). Меньшая доля трубки осаждения в примере 1-2 по сравнению с примером 1-1 благоприятствует обеспечению лучших характеристик затухания в оптическом волокне, вытянутом из соответствующей заготовки. На практике для первого стержня с площадью поперечного сечения, равной 180,6 мм2, для каждого из примеров 1-1 и 1-2 может быть использована одна и та же трубка осаждения. Для уменьшения площади поперечного сечения первой трубки осаждения в примере 1-2 к первому стержню применялось химическое травление.
Подобным же образом, являются идентичными сравниваемые профили в примерах 3-1, 3-2 и 3-3. В примере 3-1 первая трубка осаждения первого стержня посредством химического травления полностью удалена, в то время как в примере 3-3 промежуточная оболочка образована исключительно первой трубкой осаждения первого стержня, при этом пример 3-2 представляет собой промежуточную конфигурацию между примерами 3-1 и 3-3. В примере 3-3 чистота трубки первого стержня должна быть близка к чистоте стекла, осажденного химическим осаждением из паровой фазы, если необходимо сохранить затухание сигнала, что соответствует Рекомендациям G.652.
В таблице III величины 2Rn обозначают соответственно диаметры 2R1 - центральной сердцевины, 2R2 - осажденного участка промежуточной оболочки и 2R3 - «заглубленной канавки»; величина D10 обозначает диаметр первого стержня заготовки, а D20 обозначает диаметр второго стержня заготовки, а DTotal (общий) обозначает общий диаметр заготовки, покрытой оболочкой.
|
В таблице III можно ясно видеть, что «заглубленная канавка» сравнительных примеров осаждена в первом стержне, в то время как в примерах по настоящему изобретению она осаждена во втором стержне. Из таблицы III можно также видеть, что внешний диаметр промежуточной «канавки» в сравнительных примерах равен 2R2, в то время как внешний диаметр промежуточной «канавки» в примерах по настоящему изобретению равен D10. На фиг. 3 это показано пунктирной окружностью; промежуточная оболочка образована из осажденного участка, имеющего внешний радиус R2, плюс участок трубки, имеющей диаметр D10.
В таблице IV сокращения CSAn обозначают соответственно: CSA1 - площадь поперечного сечения центральной сердцевины, CSA2 - осажденной промежуточной «канавки» и CSA3 - «заглубленной канавки»; величины CSAT10 и CSAT20 обозначают, соответственно, площади поперечного сечения трубок, использованных для формирования первого и второго стержней, а CSA10 и CSA20 обозначают, соответственно, площади поперечного сечения первого и второго стержней заготовки.
Следует заметить, что внутренний диаметр «заглубленной канавки» заготовки по настоящему изобретению есть D10, то есть внешний диаметр трубки осаждения первого стержня, в то время как внутренний диаметр «заглубленной канавки» заготовки сравнительных примеров есть 2R2, то есть внешний диаметр заглубленной «канавки». Таким образом, для заготовок, соответствующих примерам по настоящему изобретению, CSA3 вычислено с использованием формулы:

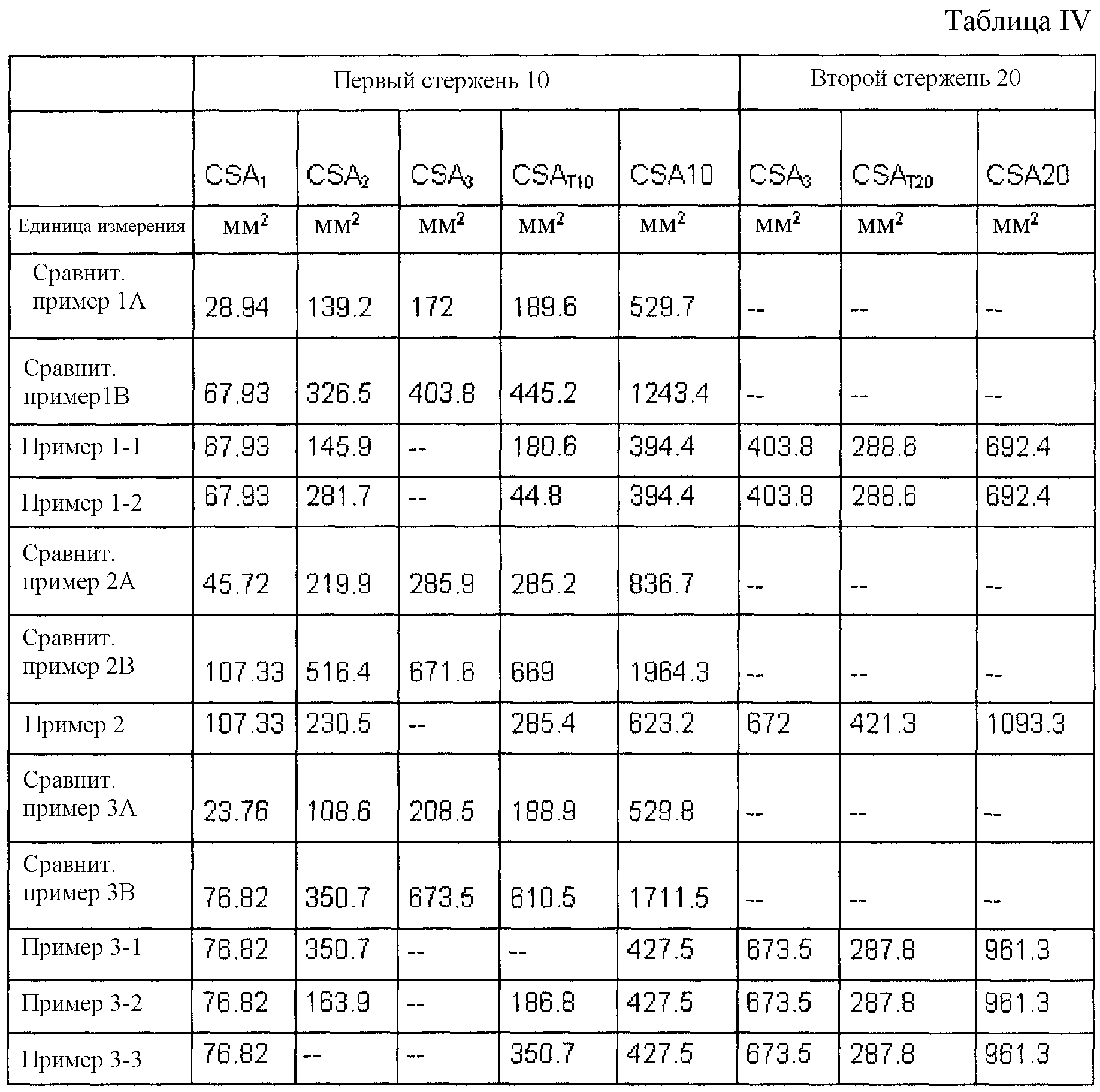
Как упоминалось выше, сравнительные примеры 1В, 2В и 3В являются моделируемыми примерами заготовок, изготовление которых должно было бы быть достижимым на столах, имеющих очень большие объемы. В частности, пример 1В представляет заготовку, которая потребовала бы стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA в 800 мм2 (CSA1+CSA2+CSA3=798,23 мм2). Подобным же образом, пример 2В представляет заготовку, которая потребовала бы стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA порядка 1300 мм2, а пример 3В представляет заготовку, которая потребовала бы стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA порядка 1100 мм2.
Из таблицы IV можно ясно видеть, что хотя заготовки по настоящему изобретению имеют большие объемы, их можно изготавливать на столах осаждения, имеющих осаждаемые площади поперечного сечения CSA, которые намного меньше, чем для сравнительных примеров 1В, 2В и 3В. В частности, пример 1-1 требует стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA порядка 220 мм2 (CSA1+CSA2=213,83 мм2) для первого стержня, и стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA около 400 мм2 (CSA3=403,8 мм2) для второго стержня. Подобным же образом, пример 1-2 требует стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA около 350 мм2 (CSA1+CSA2=349,63 мм2) для первого стержня, и стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA около 400 мм2 (CSA3=403,8 мм2) для второго стержня. Таким образом, по сравнению с примером 1В примеры 1-1 и 1-2 позволяют изготовить большие заготовки, имеющие общий диаметр D.Total около 150 мм при использовании столов осаждения малого и среднего объема.
Аналогично, пример 2 требует стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA порядка 340 мм2 (CSA1+CSA2=337,83 мм2) для первого стержня, и стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA около 670 мм2 (CSA3=672 мм2) для второго стержня. Таким образом, по сравнению с примером 2В, пример 2 позволяет изготовить очень большую преформу, имеющую общий диаметр D.Total около 190 мм при использовании столов осаждения среднего объема.
Подобным же образом, пример 3-1 требует стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA порядка 430 мм2 для первого стержня, и стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA порядка 670 мм2 для второго стержня; пример 3-2 требует стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA порядка 240 мм2 для первого стержня, и стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA около 670 мм2 для второго стержня; а пример 3-3 требует стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA около 80 мм2 для первого стержня, и стол осаждения, имеющий осаждаемую площадь поперечного сечения CSA около 670 мм2 для второго стержня. Таким образом, по сравнению с примером 3В примеры 3-1, 3-2 и 3-3 позволяют изготовить большие преформы, имеющие общий диаметр D.Total около 158 мм при использовании столов осаждения малого и среднего объема.
В таблице V величина CSA. Осаждения обозначает площади поперечного сечения областей, полученных осаждением, то есть величины CSA1, CSA2 и CSA3, взятые вместе. Величина CSA. Трубка обозначает площади поперечного сечения областей, занятых трубками, использованными для изготовления заготовки, то есть CSAT10 и CSAT20, взятые вместе. Величина CSA. Оболочка обозначает площадь поперечного сечения области, полученной покрытием второго стержня, для того чтобы получить конечную преформу, готовую для вытяжки. Величина CSA. Общая обозначает площадь поперечного сечения получившейся преформы. В таблице V, кроме того, приводится отношение этих величин для каждого примера, сопоставленного со сравнительными примерами.
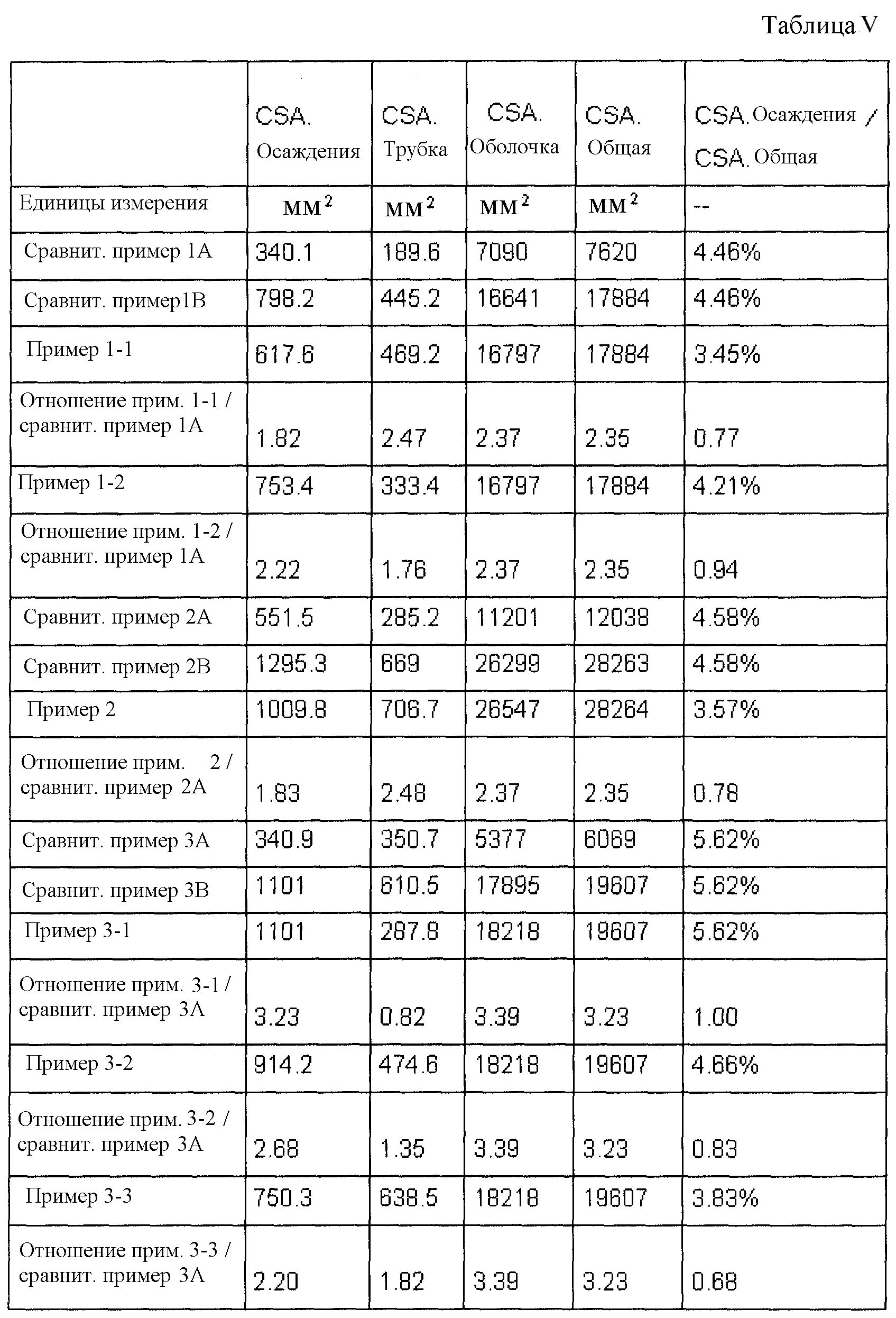
Способ по настоящему изобретению делает возможным получение заготовки, имеющий «заглубленные канавки» очень больших размеров. В частности, площадь поперечного сечения «заглубленной канавки» CSA3 лежит в диапазоне от 300 до 700 мм2. Дополнительно, способ по настоящему изобретению делает возможным изготовление преформ большого объема при использовании столов осаждения малого и/или среднего объема. В частности, площади поперечного сечения областей, осажденных в каждом из стержней (CSA1+CSA2 в первом стержне 10 и CSA3 во втором стержне 20), составляют менее 700 мм2, даже несмотря на то, что конечная заготовка имеет большой размер с диаметром, большим или равным 140 мм.
Производительность изготовления оптического волокна, вытягиваемого из заготовки, изготовленной в соответствии с настоящим изобретением, таким образом, повышена. В примере 1-1 производительность относительно сравнительного примера 1А увеличена на 29%. Заготовка по примеру 1-1 требует в 1,82 раза больше длительного времени осаждения по сравнению с заготовкой сравнительного примера 1А, полученной по известной из уровня техники технологии, но она имеет в 2,5 раза больший объем. Поэтому при данном количестве осаждения из заготовки по примеру 1-1 можно вытянуть оптического волокна на 29% больше, чем из заготовок 1А и 1В известной из уровня техники технологии. Проводя подобный же анализ, получим, что производительность в примере 1-2 увеличена на 6% по сравнению с примерами 1А и 1В; производительность в примере 2 по сравнению с примерами 2А и 2В увеличена на 28%.
В примере 3-1, в котором первая трубка первого стержня химическим травлением полностью удалена, увеличения производительности нет, поскольку доля осаждения - такая же самая, что и в сравнительном примере. Тем не менее, при этом можно изготовить заготовку гораздо более быстро, поскольку первый и второй стержни изготовлены раздельно. В примерах 3-2 и 3-3 производительность увеличена, соответственно, на 20 и 47% по сравнению с примерами 3А и 3В.
Таким образом, способ по настоящему изобретению делает возможным изготовление заготовки очень большого объема без необходимости значительного изменения оборудования. Дополнительно, первый и второй стержни могут изготовляться параллельно, что увеличивает выход продукции.
Заготовка, в том виде, как она получена данным образом, дает возможность вытягивать оптическое волокно большей длины, что хорошо подходит к использованию его в оптоволоконных системах типа FTTH и FTTC, установленных у клиентов, в которых оптическое волокно подвержено сильным изгибным напряжениям вследствие миниатюризации оптических устройств или из-за крепления его посредством степлеров.
В частности, оптическое волокно, вытянутое из заготовки по настоящему изобретению, удовлетворяет критериям Рекомендаций G.652 в том, что касается хроматической дисперсии, диаметра моды и длины волны отсечки. Кроме того, оптическое волокно, вытянутое из заготовки по настоящему изобретению, удовлетворяет критериям Рекомендаций G.657 в том, что касается потерь при изгибе.
Кроме того, настоящее изобретение делает возможным изготовление трубок большого объема и очень высокого качества. В частности, данное изобретение делает возможным изготовление трубки-заготовки (стеклодувной трубки), которая содержит - от периферии к центру - внешнюю оболочку и «заглубленную канавку», в которой эта «заглубленная канавка» имеет большую разницу показателя преломления относительно внешней оболочки, лежащую в диапазоне от -4×10-3 до -10×10-3, и имеет большой объем, лежащий в диапазоне от -2550×10-3 до -760×10-3 мм2. Показатель преломления и объем «канавки» могут быть надежно управляемы с использованием способа по настоящему изобретению. В частности, разница показателя преломления «заглубленной канавки» относительно внешней оболочки имеет продольное изменение по всей длине трубки, которое меньше чем 10%, а объем «заглубленной канавки» имеет продольное изменение по всей длине трубки, которое меньше чем 15%.
Такая трубка может использоваться в качестве исходной трубки для изготовления первичной заготовки химическим осаждением из паровой фазы. По завершении выполнения осаждения внутри такой трубки получается первичная преформа, или же для того чтобы изготовить конечную преформу, на нее надевается «рукав», а уже из конечной преформы может быть вытянуто оптическое волокно.
Одномодовое оптическое волокно, нечувствительное к изгибу
Одномодовое оптическое волокно
Способ изготовления первичной заготовки для оптических волокон, первичная заготовка, окончательная заготовка, оптическое стекло
Способ изготовления первичной преформы для оптических волокон, первичная преформа, конечная преформа, оптическое волокно
Процесс плазменного осаждения с удалением трубки подложки
Одномодовое оптическое волокно, нечувствительное к изгибу
Одномодовое оптическое волокно
Способ изготовления первичной заготовки для оптических волокон, первичная заготовка, окончательная заготовка, оптическое стекло
Способ изготовления первичной преформы для оптических волокон, первичная преформа, конечная преформа, оптическое волокно

