Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ИЗДЕЛИЙ В КАССЕТУ
Вид РИД
Изобретение
Изобретение относится к способам сборки изделий в кассеты, преимущественно для химической обработки изделий, а также может быть использовано для технологической тары при хранении и транспортировании изделий.
Известен способ сборки изделий в технологическую кассету, содержащую корпус с боковыми стенками, дно-основание, на котором размещены штыри для загрузки на них полых изделий, например втулок, стаканчиков, колец, дисков с отверстием, а также элементы для транспортирования кассеты, например, оператором по технологическому потоку через ванны с раствором (см. Руководящий технический материал РТМ 37.002.0056 - 71, «Техническая подготовка и эксплуатация производственной тары на предприятии», под общей редакцией П.И. Дружинина, УНИПТИМАШ, г. Ульяновск, 1974 г., стр. 29, рис. 19).
Недостатком известного способа является загрузка на штыри изделий многослойно и в раскладку, что приводит при многослойной укладки изделий, при плотном касании друг с другом, к некачественной химической обработке.
Известен также способ сборки изделий в технологическую кассету, содержащую корпус с боковыми стенками, дно-основание, на котором размещены штыри для загрузки на них полых изделий в шахматном порядке, например дисков с центральным отверстием, а также элементы для транспортирования кассеты, см. вышеупомянутый РТМ, стр. 29, рис. 20 - прототип.
Недостатком прототипа является неудобство укладки и вынимания изделий со штырей кассеты из-за значительной глубины кассеты и высоты уложенных до дна столба изделий, а также невозможность проводить химическую обработку изделий при необходимости переворота кассеты на 180°, так как при этом будет иметь место высыпание изделий, например, в технологическую ванну, что сужает технологические возможности способа.
Технический результат изобретения - расширение технологических возможностей способа за счет обеспечения возможности укладки изделий в кассету с двух сторон и переворачивания кассеты с изделиями при выполнении технологических операций, например химической обработки.
Технический результат достигается тем, что в способе сборки изделий в кассету, включающую укладку изделий на штыри основания корпуса кассеты, согласно изобретению сначала изделия укладывают с одной стороны корпуса на штыри основания и закрывают крышкой, затем переворачивают корпус кассеты на 180° и производят укладку изделий на штыри основания с другой стороны и закрывают другой крышкой.
Причинно-следственная связь между совокупностью существенных признаков и достигаемым техническим результатом заключается в следующем:
- укладка изделий на штыри основания кассеты с одной стороны и закрывание крышки обеспечивает удобство укладки изделий и их вынимание из кассеты при ее оптимальной высоте с обеспечением фиксации изделий крышкой в верхней половине кассеты, что расширяет технологические возможности способа;
- переворот кассеты на 180° позволяет расширить технологические возможности способа за счет возможности укладки изделий в кассету с другой стороны;
- укладка изделий на штыри основания кассеты с другой стороны и закрывание крышкой является завершением заполнения изделиями с фиксацией их в кассете, что также обеспечивает технический результат - расширение технологических возможностей способа. Таким образом, признаки находятся в причинно-следственной связи с указанным результатом (п. 10.7.4.3 Регламента) и являются существенными, что позволяет сделать вывод в соответствии технического решения условию патентоспособности «новизна», так как из уровня техники не обнаружено средство (устройство, способ) того же назначения, что и предложенное изобретение, которому (техническому решению) присущи все приведенные в независимом пункте формулы изобретения существенные признаки (п. 24.5.2 Регламента).
Совокупность существенных признаков предлагаемого изобретения, отличных от прототипа и отвечающих требованию п. 10.7.4.3(8) Регламента:
- «сначала изделия укладывают с одной стороны корпуса на штыри основания и закрывают крышкой» - наличие действия; порядок выполнения действий;
- «затем переворачивают корпус кассеты на 180° и производят укладку изделий на штыри основания с другой стороны и закрывают другой крышкой» - наличия действия; порядок выполнения действий;
В результате анализа уровня техники того же назначения, что и заявленный способ, технических решений, совпадающих с признаками формулы предложенного изобретения, в совокупности существенных признаков не выявлено (Статья 1350 (2) Кодекса).
Совокупность отличительных признаков: «сначала изделия укладывают с одной стороны корпуса на штыри основания и закрывают крышкой, затем корпус кассеты переворачивают на 180° и производят укладку изделий на штыри основания с другой стороны и закрывают другой крышкой» - позволяет достичь технического результата - расширение технологических возможностей способа.
Согласно п. 24.5.3. Регламента проведена проверка изобретательского уровня:
- определен наиболее близкий аналог - вышеуказанный прототип;
- выявлены признаки, которыми заявленное изобретение, охарактеризованное в независимом пункте формулы, отличается от прототипа;
- из уровня техники решений, имеющих признаки, совпадающие с отличительными признаками предложенного изобретения, не выявлены.
Следовательно, заявленное техническое решение соответствует условию патентоспособности «изобретательский уровень».
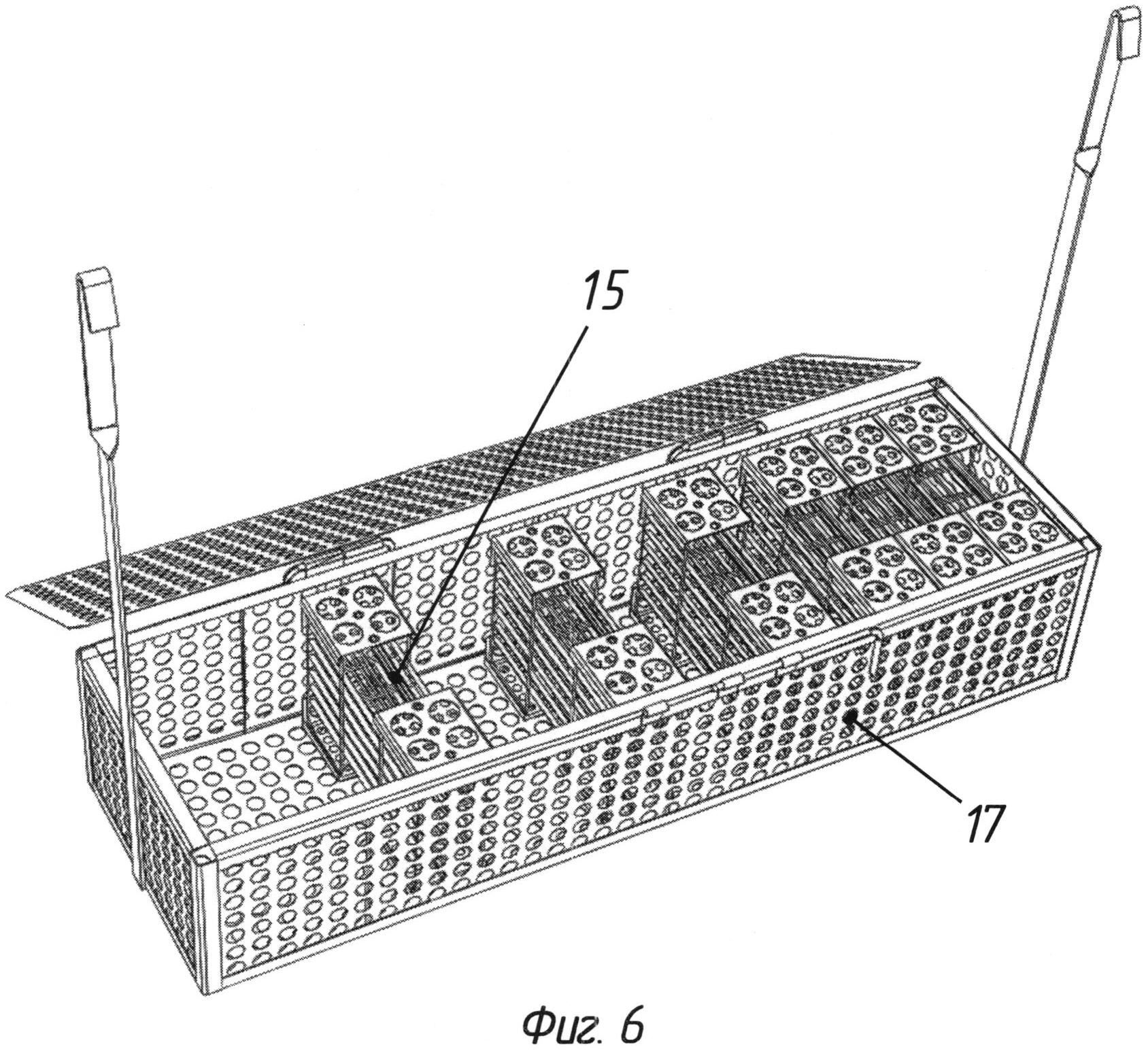
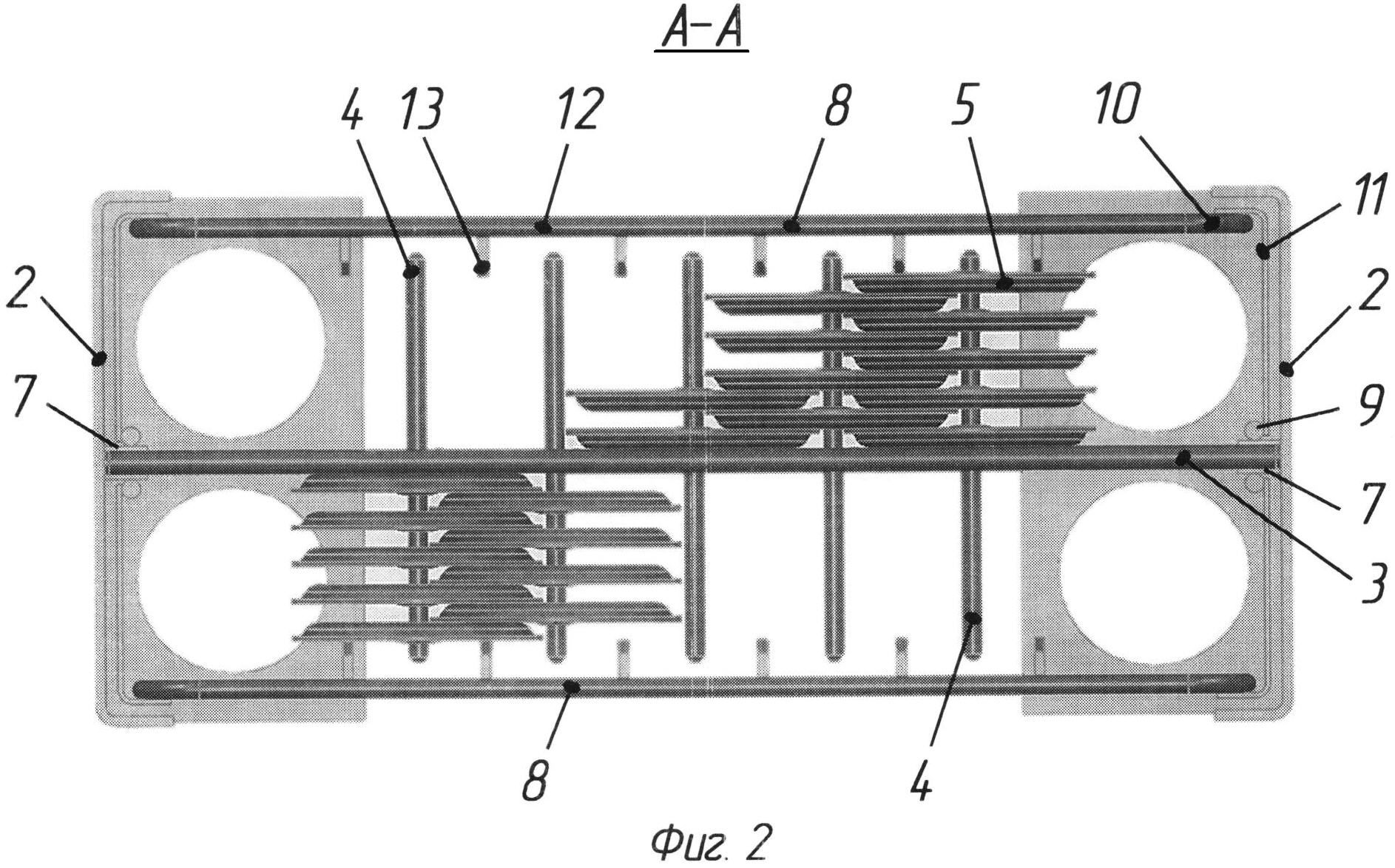
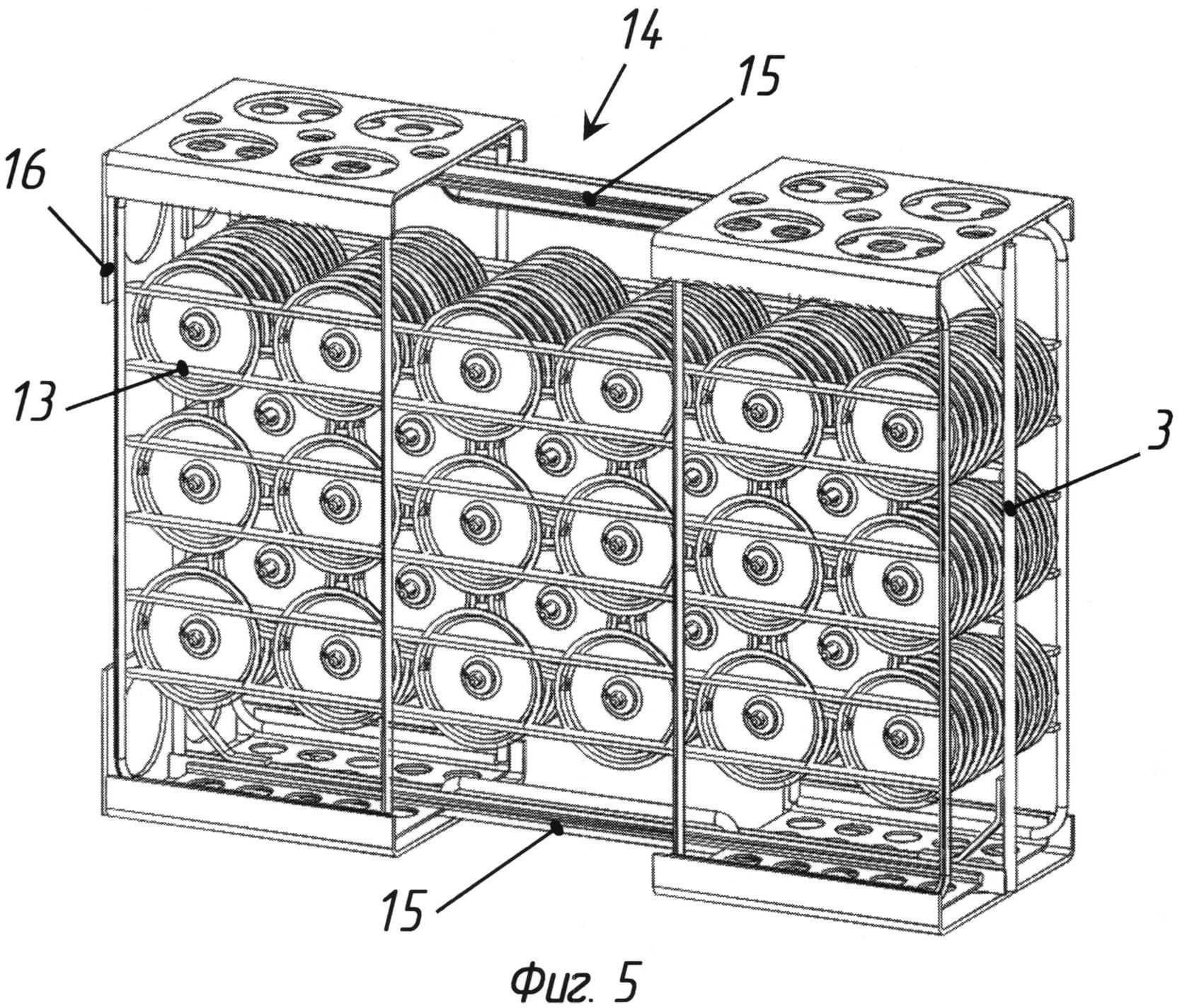
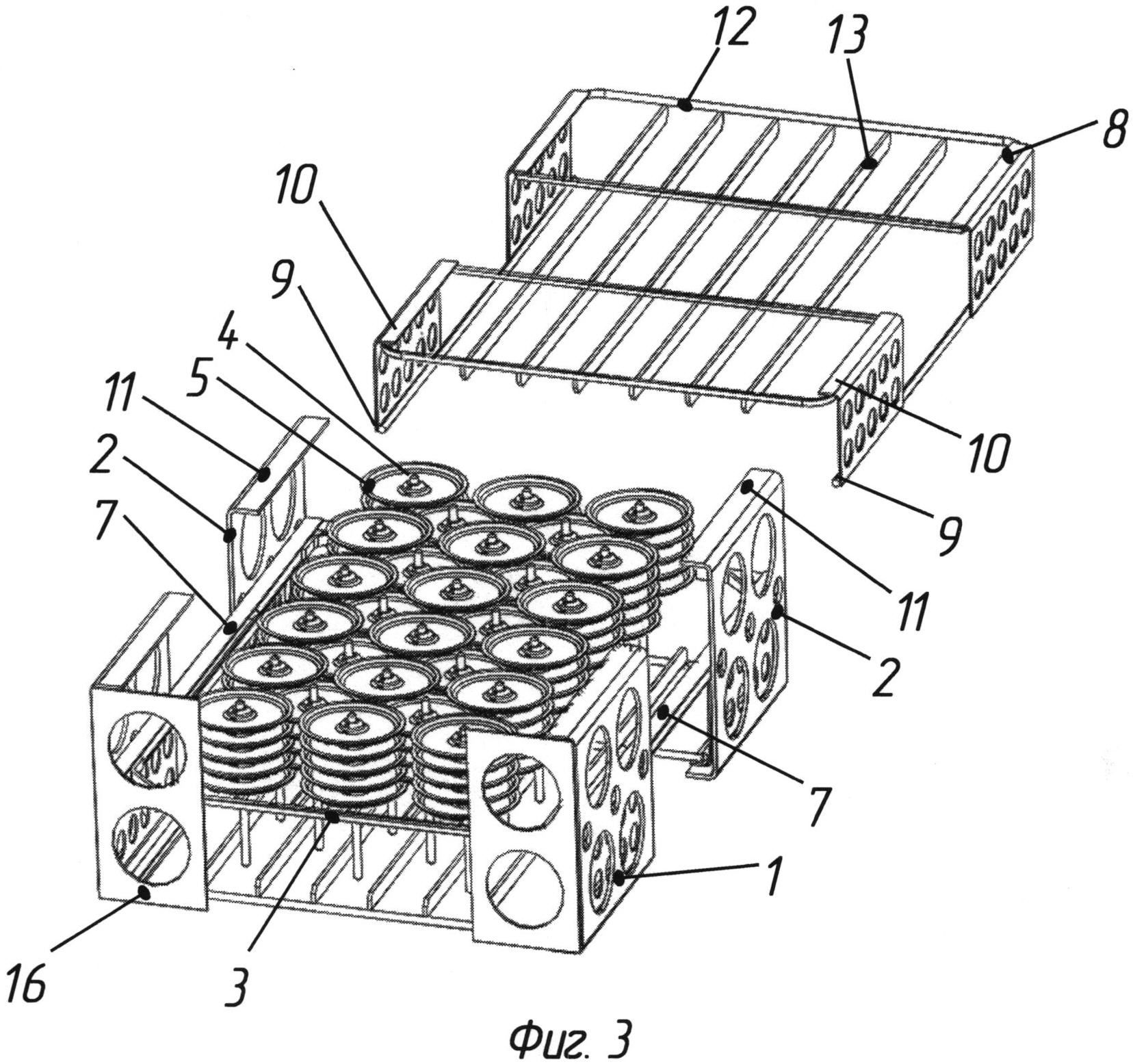
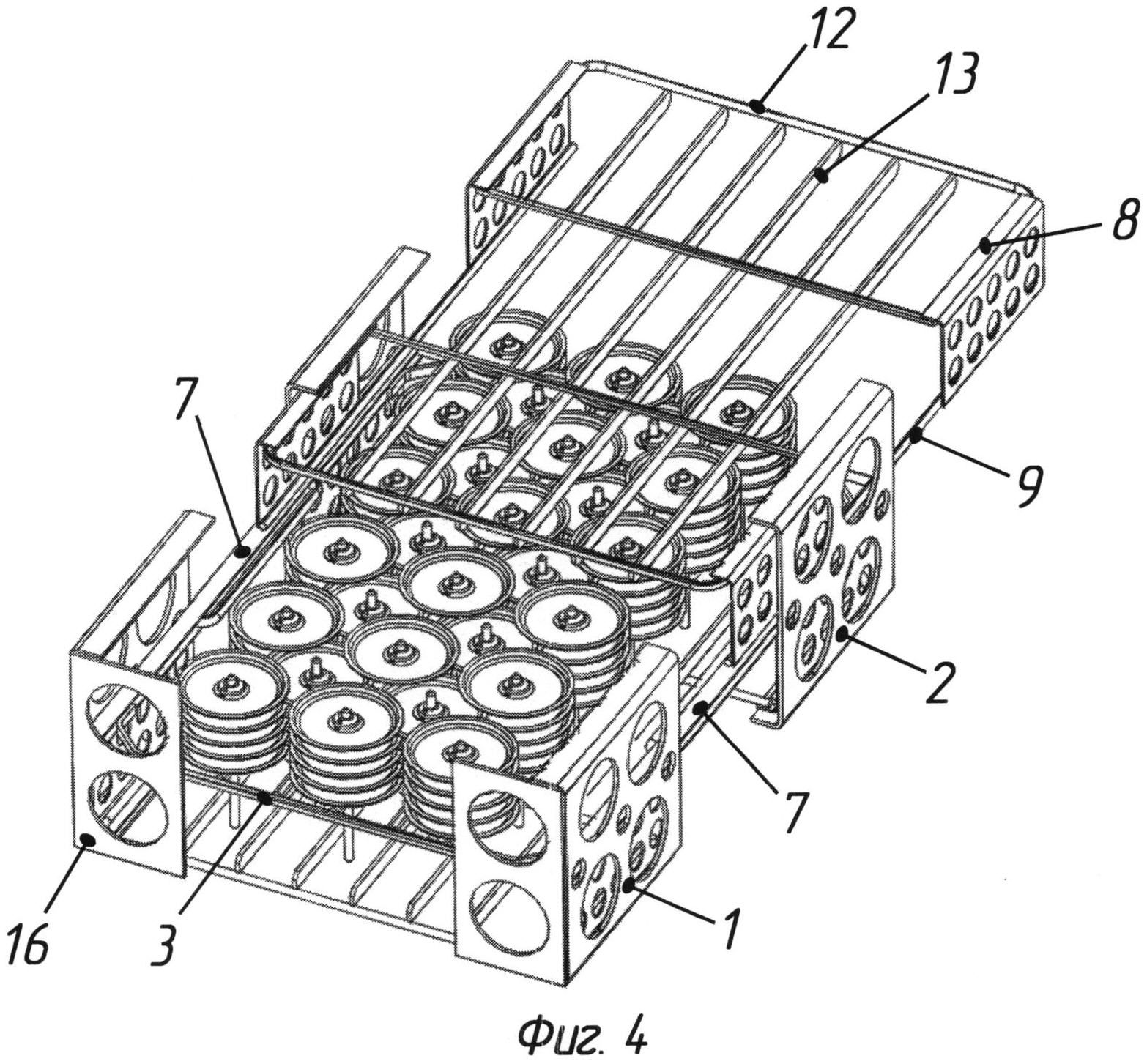
На фиг. 1 изображена кассета в сборе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - корпус с изделиями, уложенными на штыри верхней части основания, и крышка; на фиг. 4 - начало вставки крышки в корпус кассеты; на фиг. 5 - заполненная изделиями перевернутая кассета на 90° с установленными крышками с обеих сторон; на фиг. 6 - укладка кассет в корзину.
Кассета содержит корпус 1 с боковыми стенками 2, выполненными [ - образной формы. В средней части корпуса 1 между боковыми стенками 2 расположено основание 3, на котором размещены штыри 4 для загрузки на них изделий 5, например дисков с центральным отверстием. Основание 3 выполнено рамной конструкции из ряда продольно и параллельно расположенных опор 6, на которых по обе стороны на равном расстоянии выступают штыри 4, расположенные на соседних рядах опор 6 основания 3 в шахматном порядке. На уровне основания 3 на боковых стенках 2 имеются направляющие 7, на которые вставляются с обеих сторон корпуса 1 (сверху и снизу) крышки 8, выполненные П-образной формы, нижней частью 9 опирающиеся на направляющие 7, а верхней частью 10 входят в Г-образные ограничители 11, образованные [ - образными боковыми стенками 2, горизонтальная верхняя часть 12 крышки 8 имеет ребра 13, являющиеся ограничителями для изделий 5, ребра 13 расположены между штырями 3 корпуса 1.
Для транспортирования кассеты направляющие 7 на открытых частях 14 обеих боковых стенках 2 корпуса 1 являются элементами для транспортирования и выполняют функцию ручек 15.
Способ сборки изделий в кассету осуществляется следующим образом.
Корпус 1 кассеты устанавливают в горизонтальное положение и изделия 5 сначала укладывают на штыри 4 основания 3 в шахматном порядке послойно с верхней стороны корпуса 1 кассеты. Далее уложенные изделия 5 закрывают крышкой 8, которую вставляют на направляющие 7 и перемещают по ним до упора 16 корпуса 1, при этом крышку 8 фиксируют упомянутый упор 16, Г-образные ограничители 11, а изделия 5 на штырях 4 фиксируются ребрами 13 крышки 8.
Затем переворачивают кассету на 180° и производят укладку изделий 5 на штыри 4 основания 3 с другой стороны и вставляют на направляющие 7 другую крышку 8, и фиксируют изделия 5 на штырях 4 ребрами 13 упомянутой крышки 8, ограничивающими перемещение изделий на штырях 4.
Полностью загруженную кассету за элементы для транспортирования - ручку 15 перемещают на технологическую операцию: помещают в корзину 17 для химической обработки в технологической ванне (не показано) или навешивают на захват конвейера (не показано).
После химической обработки изделий кассету разгружают в обратном порядке. Изобретение промышленно применимо.
Подтверждением является факт разработки конструкторской и технологической документации, изготовление кассеты и ее использование на ОАО «Производственное объединение «Завод имени Серго».
Способ сборки изделий в кассету, включающий укладку изделий послойно на штыри основания корпуса кассеты, отличающийся тем, что сначала изделия укладывают с одной стороны корпуса на штыри основания в один слой, затем на свободные штыри, расположенные в шахматном порядке относительно первых штырей, укладывают изделия, образуя следующий слой с повторением порядка укладки и закрывают крышкой с фиксированием столбика изделий ребрами крышки, затем переворачивают корпус кассеты на 180° и производят укладку изделий на штыри основания упомянутым способом с другой стороны и закрывают другой крышкой.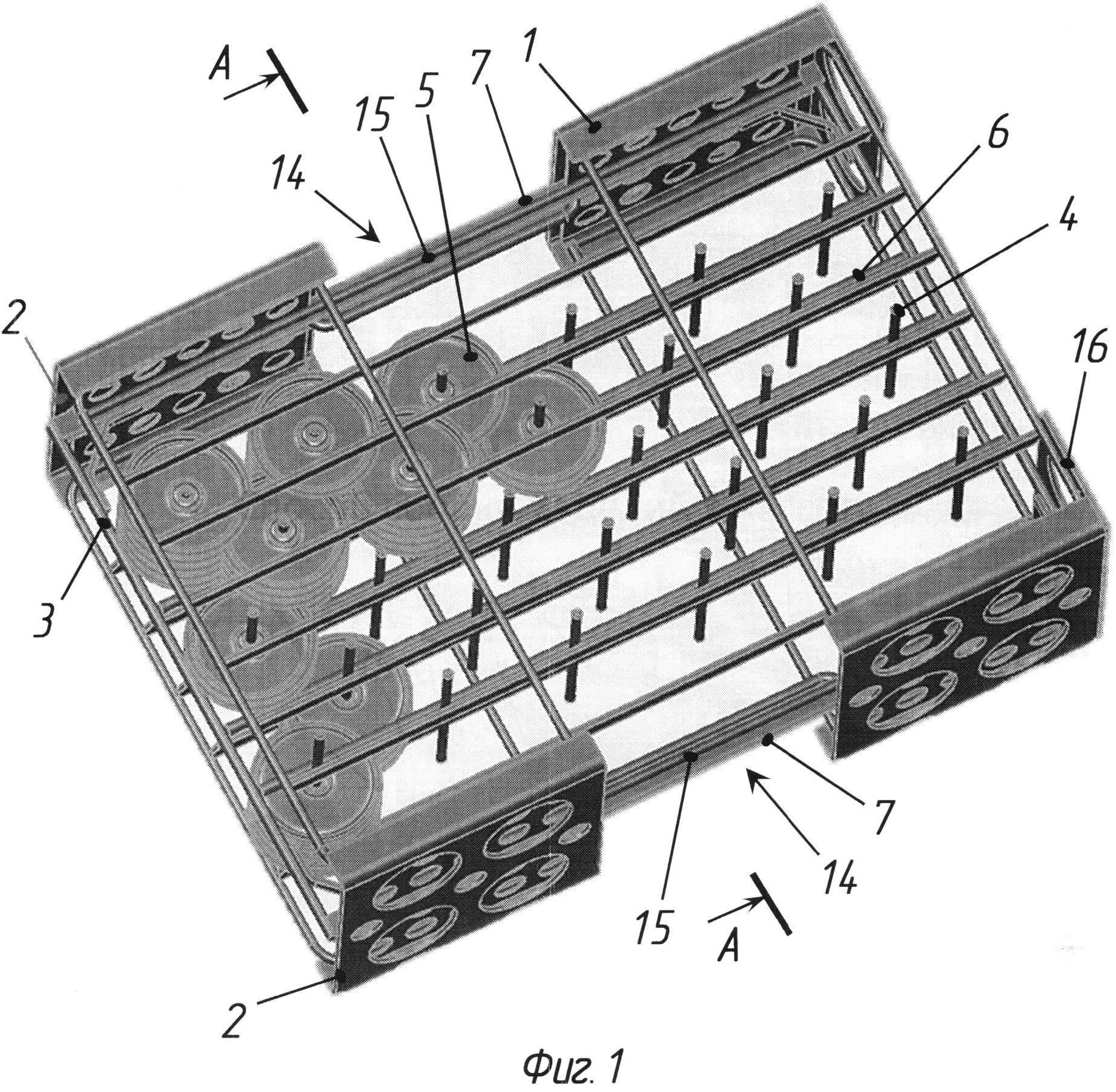
Способ изготовления фасонных деталей сложного профиля
Способ изготовления деталей сложного профиля с отогнутыми элементами
Способ декоративной модификации поверхности изделия
Способ изготовления фасонных деталей сложного профиля
Способ изготовления деталей сложного профиля с отогнутыми элементами
Способ декоративной модификации поверхности изделия

