ПРИЕМНИК ДЛЯ ТЕКУЧЕЙ СРЕДЫ
Вид РИД
Изобретение
Настоящее изобретение относится в общем к приемникам для текучей среды, таким как топливные баки.
Топливные баки для механических транспортных средств были выполнены из металлических и пластиковых материалов. Топливные баки выполняются различных размеров и форм, в соответствии с требованиями для различных применений, в которых они используются. Топливные баки, используемые в пассажирских транспортных средствах (см., например, патент США №6645421), должны соответствовать определенным требованиям, касающимся, например, сопротивления разрыву при ударе и проницаемости для углеводородов в парах топлива. Обычно пластиковые топливные баки включают в себя одну стенку или материал, и эта стенка может быть выполнена из одного материала или множества слоев различных материалов.
Согласно первому объекту настоящего изобретения создан приемник для текучей среды, содержащий: отформованную полимерную внешнюю стенку, образующую периферию приемника для текучей среды и имеющую множество неплоских соединительных элементов; и отформованную полимерную внутреннюю стенку, склеенную с множеством соединительных элементов внешней стенки в заданных местах и отстоящую от внешней стенки в других местах, обеспечивая зазоры между внешней стенкой и внутренней стенкой.
Предпочтительно, внутренняя стенка связана в расплавленном виде с соединительными элементами внешней стенки.
Предпочтительно, внутренняя стенка ограничивает объем внутреннего пространства, в котором хранится топливо.
Предпочтительно, внутренняя стенка включает в себя, по меньшей мере, один паронепроницаемый слой.
Предпочтительно, внешняя стенка включает в себя, по меньшей мере, один паронепроницаемый слой.
Предпочтительно, как внутренняя стенка, так и внешняя стенка выполнена из множества слоев различных материалов.
Предпочтительно, толщина внешней стенки в среднем составляет от 2 мм до 10 мм.
Предпочтительно, толщина внутренней стенки в среднем составляет от 2 мм до 10 мм.
Предпочтительно, внутренняя стенка образована предварительно отформованным приемником.
Предпочтительно, приемник также включает в себя конструктивные элементы между внутренней и внешней стенками.
Предпочтительно, конструктивные элементы соединяют внешнюю стенку и внутреннюю стенку.
Согласно второму объекту настоящего изобретения создан способ образования приемника для текучей среды, включающий: выдувное формование нагретой заготовки в форме, чтобы образовать внешнюю стенку, образующую периферию приемника для текучей среды, и затем разделение внешней стенки на две части для обеспечения открытия формы; открытие формы; расположение внутренней стенки внутри формы между двумя частями внешней стенки перед выдувным формованием внутренней стенки; закрытие формы для склеивания вместе отделенных частей внешней стенки; и выдувное формование внутренней стенки в форме для прикрепления внутренней стенки к внешней стенке в заданных местах таким образом, чтобы она отстояла от внешней стенки в других местах, и для размещения формующей среды внутри внутренней стенки.
Предпочтительно, обеспечивают формующую среду под давлением внутри внутренней стенки и между внутренней стенкой и внешней стенкой по мере того, как внутренняя стенка подвергается выдувному формованию.
Согласно третьему объекту настоящего изобретения создан способ образования приемника для текучей среды, включающий: выполнение нагретой цилиндрической первой заготовки для образования внешней стенки; выполнение нагретой цилиндрической второй заготовки для образования внутренней стенки и ее расположение внутри заготовки для образования внешней стенки; и по существу одновременное выдувное формование обеих нагретых заготовок для образования внешней стенки, образующей периферию приемника для текучей среды и имеющей множество неплоских соединительных элементов, и внутренней стенки, склеенной с множеством соединительных элементов внешней стенки в заданных местах и отстоящей от внешней стенки в других местах, и для размещения текучей среды внутри внутренней стенки.
Предпочтительно, когда внутреннюю стенку и внешнюю стенку подвергают выдувному формованию по существу одновременно, формующую среду под давлением обеспечивают внутри внутренней стенки и между внутренней стенкой и внешней стенкой во время процесса выдувного формования.
Предпочтительно, между внешней стенкой и внутренней стенкой образуют множество воздушных карманов.
Предпочтительно, воздушные карманы образуют перед конечным выдувным формованием внутренней стенки, так чтобы после выдувного формования внутренней стенки внешняя стенка соприкоснулась с формой и, таким образом, была отформована с воздушными карманами, оставшимися между внутренней и внешней стенками.
Согласно четвертому объекту настоящего изобретения создан способ образования приемника для текучей среды, включающий: выдувное формование в форме нагретой заготовки, чтобы по меньшей мере частично образовать внешнюю стенку; разделение внешней стенки на две секции, чтобы раскрыть внутреннее пространство внешней стенки; обеспечение нагретого предварительно отформованного приемника во внутреннем пространстве секций внешней стенки, чтобы образовать внутреннюю стенку приемника; закрытие формы для соединения и склеивания вместе секций внешней стенки; и конечное выдувное формование внешней стенки в форме для соединения внутренней и внешней стенок в заданных местах таким образом, чтобы они отстояли друг от друга в других местах, и для выполнения внешней периферии приемника для текучей среды.
Предпочтительно, внешнюю стенку выполняют выдувным формованием с получением множества неплоских соединительных элементов, с которыми склеивают внутреннюю стенку в заданных местах таким образом, что она отстоит от внешней стенки в других местах, обеспечивая зазоры между внешней стенкой и внутренней стенкой.
Следующее подробное описание предпочтительных вариантов выполнения и лучшего варианта будет приведено со ссылкой на прилагаемые чертежи, на которых:
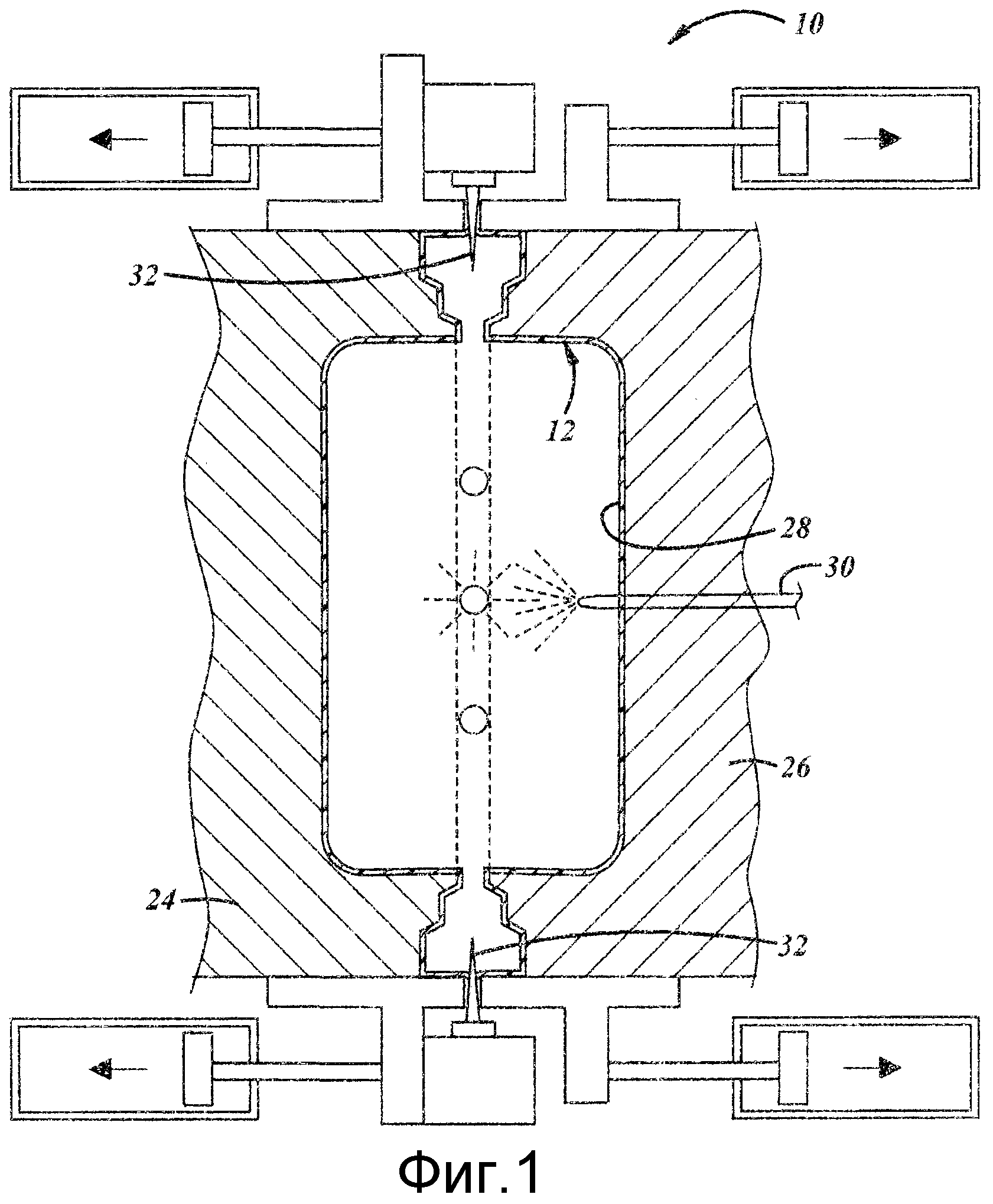
Фиг. 1 - схематичный вид в сечении устройства для образования полимерного приемника;
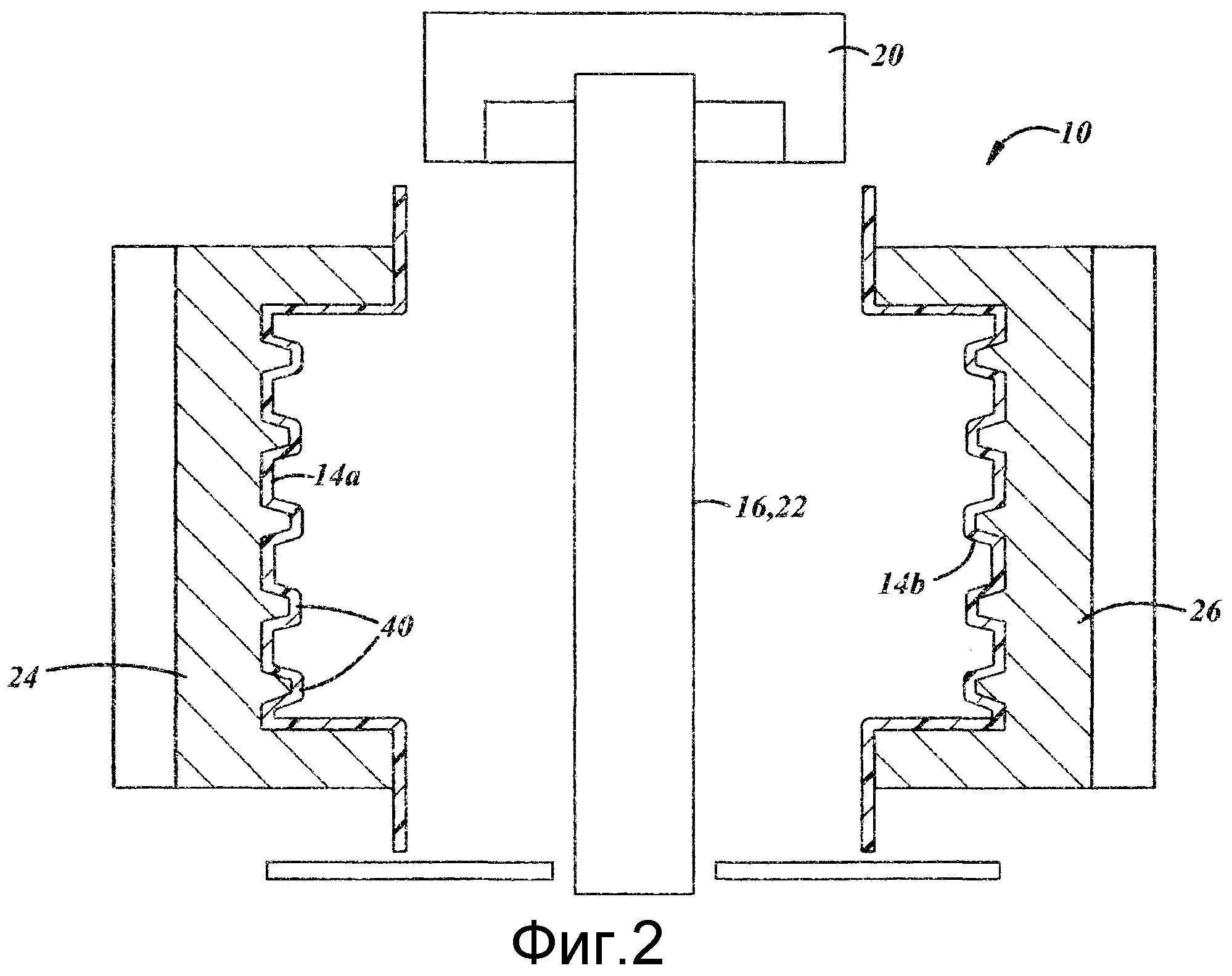
Фиг. 2 - схематичный вид устройства с Фиг. 1, показывающий внешнюю стенку, разделенную на две половины, и заготовку для внутренней стенки, расположенную между половинами внешней стенки и открытыми полуформами;
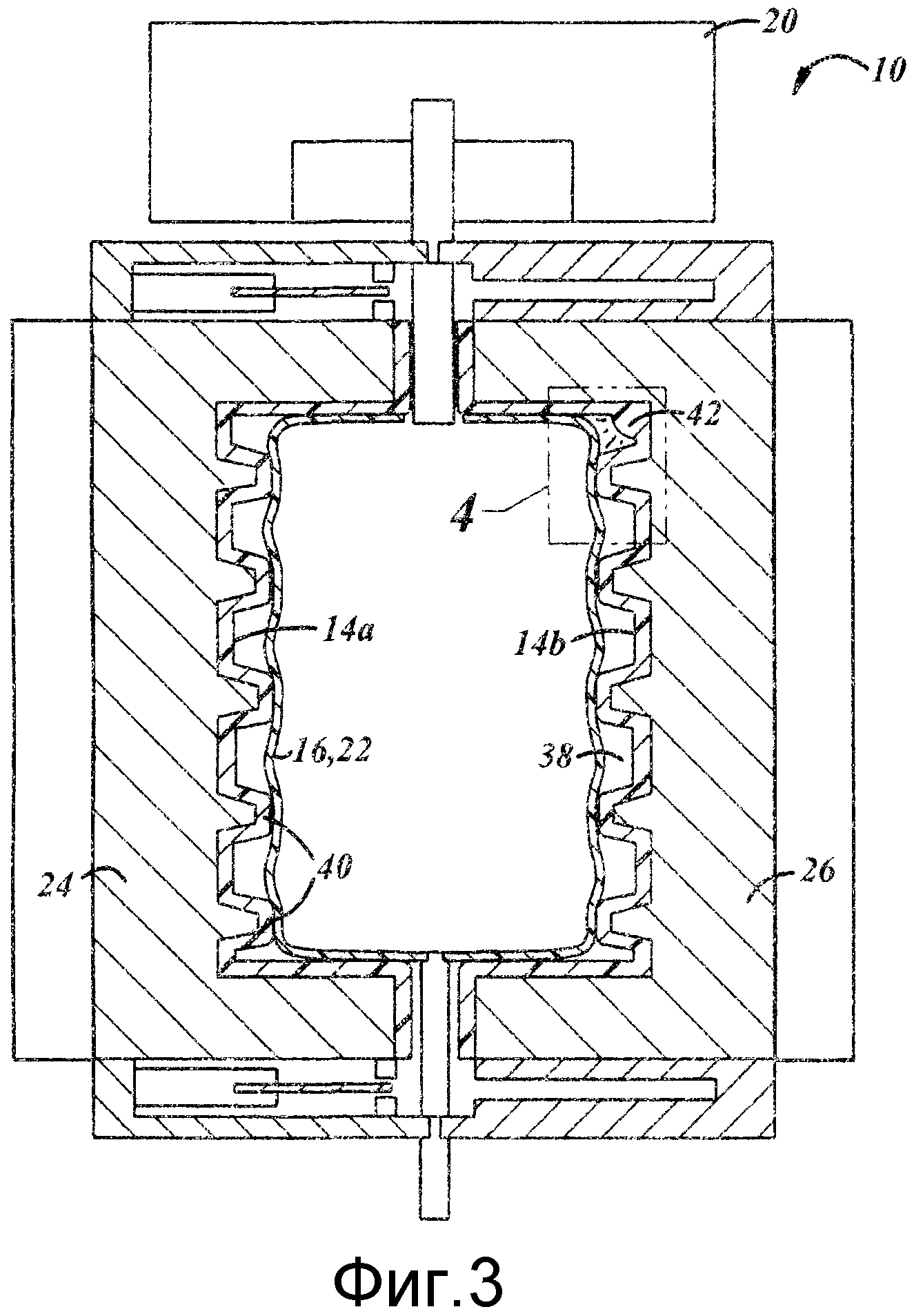
Фиг. 3 - схематичный вид устройства с Фиг. 2, показанный после закрытия полуформ и после частичного выдувного формования заготовки для внутренней стенки;
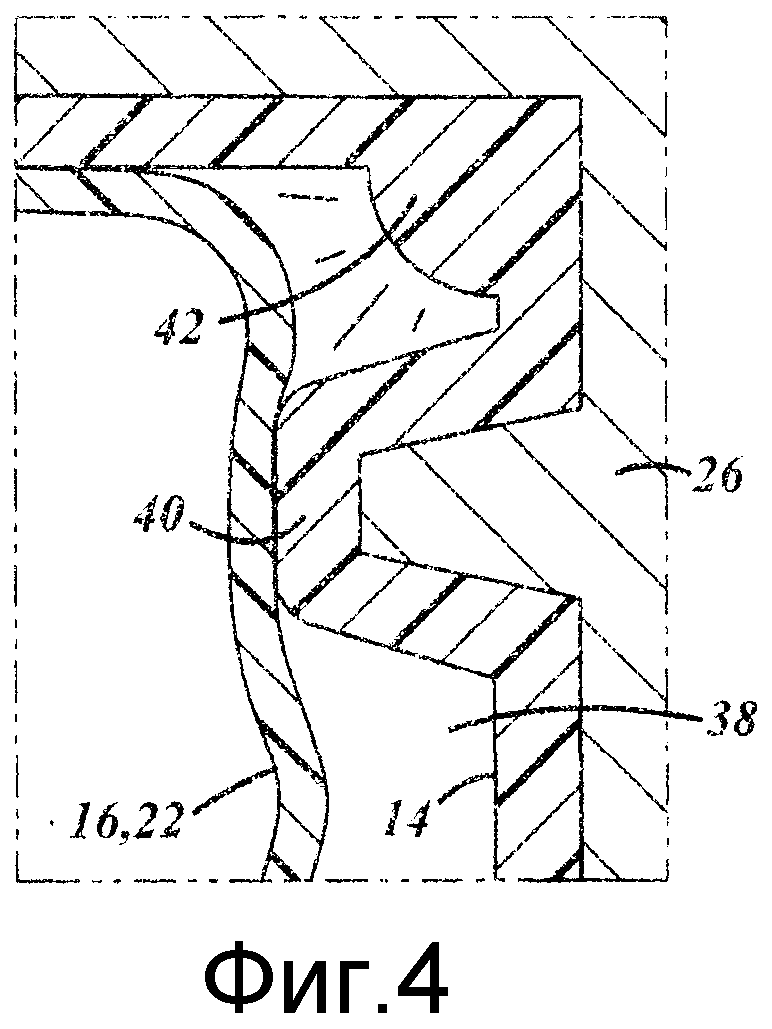
Фиг. 4 - увеличенный местный вид участка устройства в пределах прямоугольника 4 на Фиг. 3;
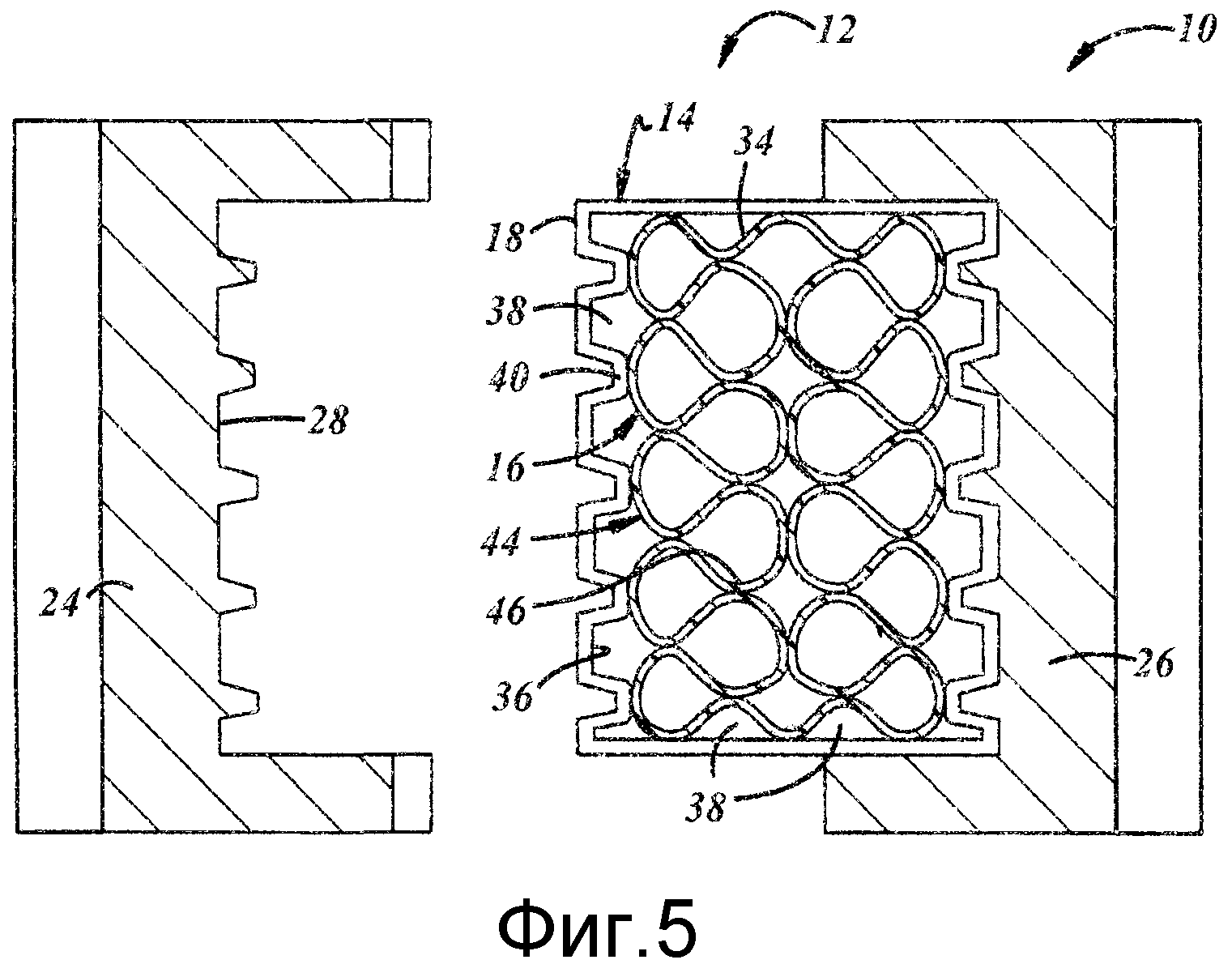
Фиг. 5 - схематичный вид устройства, изображающий, в сечении, двустенный приемник внутри открытых полуформ;
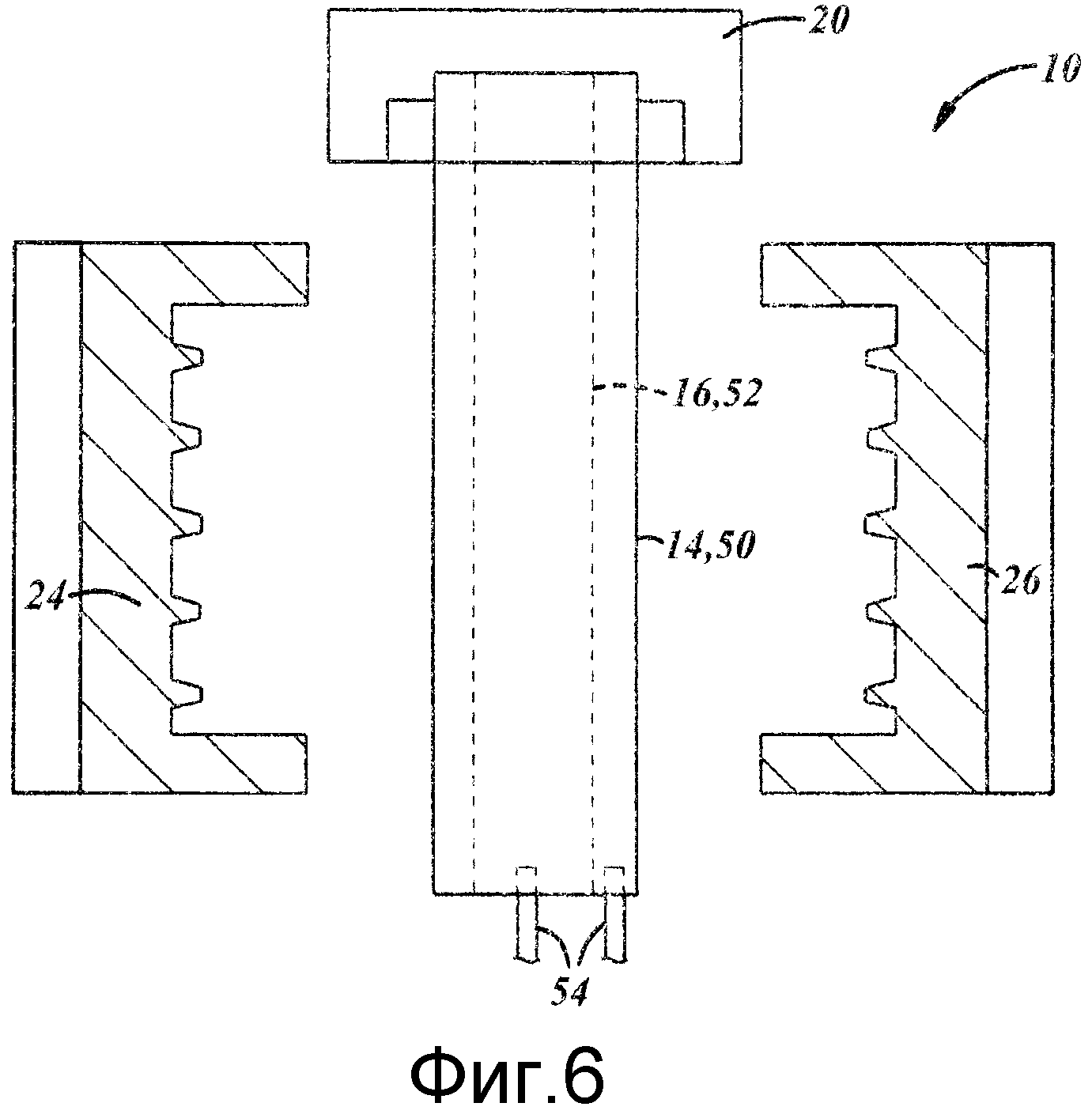
Фиг. 6 - схематичный вид устройства для образования приемника, использующего альтернативный процесс формования;
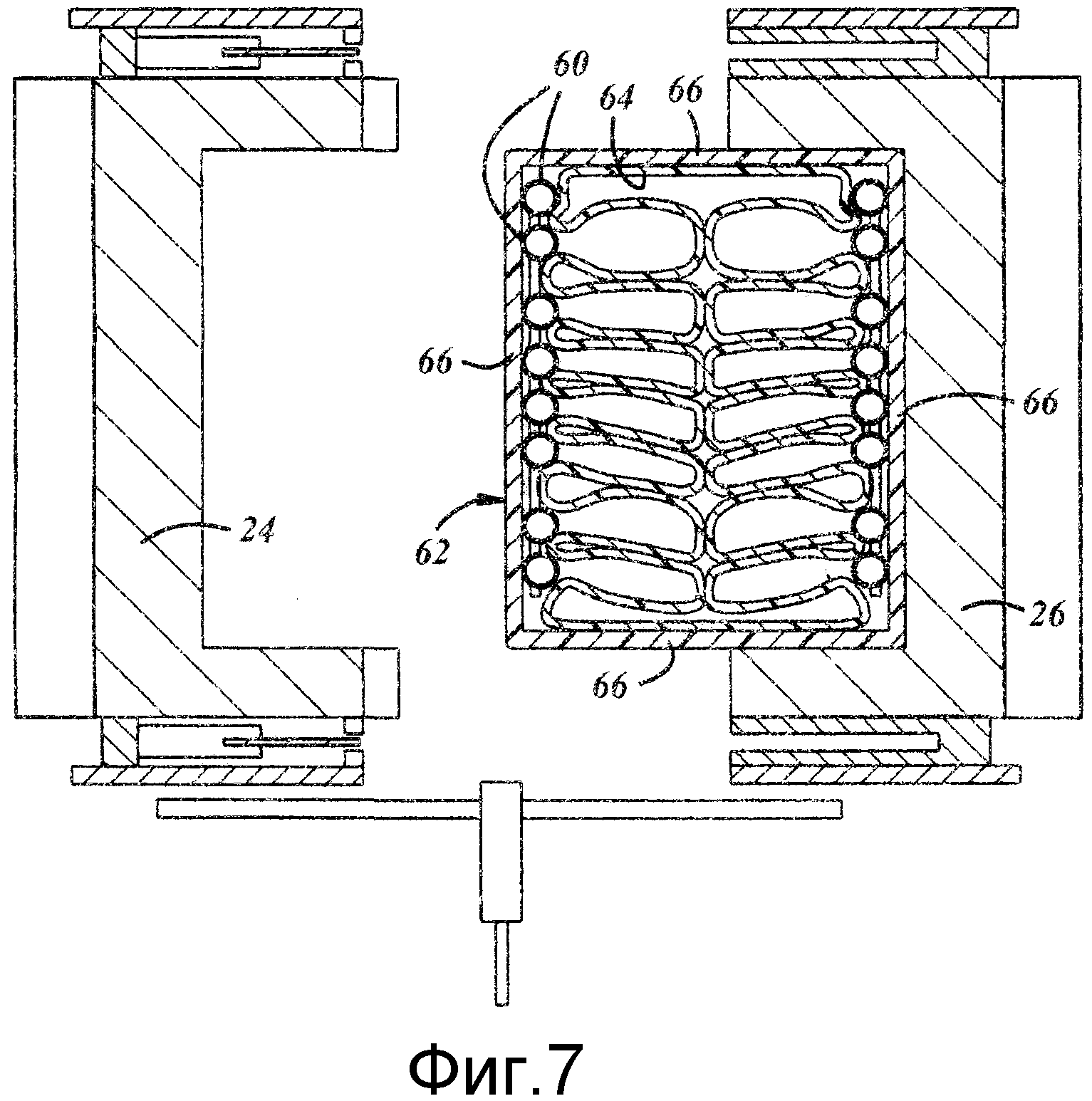
Фиг. 7 - схематичный вид устройства для образования приемника, имеющего конструктивные элементы между внутренней и внешней стенками; и
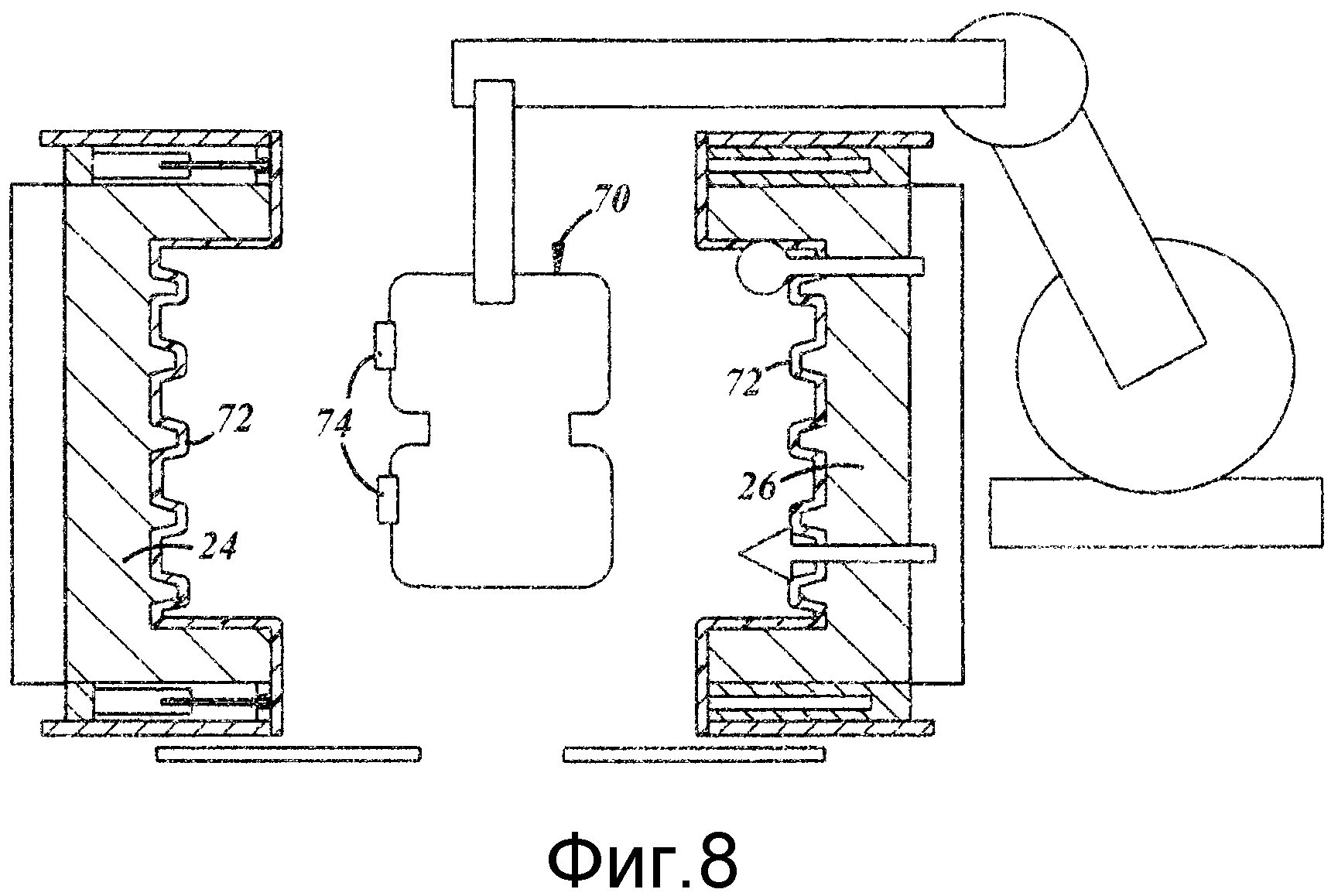
Фиг. 8 - схематичный вид устройства для образования приемника, имеющего предварительно отформованный внутренний приемник и внешнюю стенку, образованную вокруг внутреннего приемника.
Ссылаясь более подробно на чертежи, Фиг. 1 показывает устройство 10, которое может быть использовано для образования приемника, такого как топливный бак 12, который имеет более одной стенки. Как показано на Фиг. 5, топливный бак 12 может иметь, например, внешнюю стенку 14 и внутреннюю стенку 16, расположенную внутри внешней стенки. Внешняя стенка 14 может иметь внешнюю поверхность 18, которая образует внешнюю периферию топливного бака 12, и, если требуется, внутренняя стенка 16 может быть полностью заключена внутри внешней стенки 14. Внешняя стенка 14 и внутренняя стенка 16 каждая могут быть образованы из одного слоя материала, или одна или они обе могут быть образованы из множества слоев материала, соединенных друг с другом. Типичные многослойные стенки могут включать в себя внутренние и внешние структурные слои (например, выполненные из ПЭНД), паронепроницаемый слой между структурными слоями и выполненный из материала, имеющего высокое сопротивление проникновению углеводородов через него (например, нейлон или ПВС материал), и адгезивные слои между структурными слоями и паронепроницаемыми слоями для облегчения склеивания всех слоев. Конечно, любые подходящие материалы и любое требуемое количество слоев и расположение слоев может быть использовано для внешней стенки 14 и внутренней стенки 16. По меньшей мере, в некоторых вариантах, как внешняя стенка 14, так и внутренняя стенка 16 может включать в себя паронепроницаемые слои. В этих вариантах, когда внутренняя стенка 16 ограничивает внутренний объем топливного бака 12, в котором хранится топливо, два сплошных паронепроницаемых слоя могут быть обеспечены (по одному в каждой стенке) для снижения проникновения углеводородов через топливный бак 12.
Устройство 10 может включать в себя экструдер 20 см (Фиг. 2 и 3) и одну или более форм 24, 26, имеющих формующие поверхности 28, на которых, например, внешняя стенка 14 топливного бака 12 может быть образована. Чтобы образовать одну или обе внешнюю и внутреннюю стенки 14, 16, одна или более расплавленных заготовок 22 могут быть выданы из экструдера 20 и обеспечены между половинами 24, 26 формы, когда форма открыта. После закрытия полуформ 24, 26, игла 30 для раздувки может быть обеспечена внутри заготовки 22 и закрытой формы, для подачи текучей среды под давлением, например, воздуха, в заготовку 22, чтобы расширить заготовку 22 внутри формы. Фиг. 1 в общем изображает внешнюю стенку 14 топливного бака 12, сначала или предварительно отформованную таким образом. В этом варианте, резец 32 (Фиг. 1) затем может быть использован для разделения внешней стенки 14 на две секции или половины 14а, 14b (Фиг. 2) в общем вдоль линии разъема полуформ 24, 26. Полуформы 24, 26 и половины 14а, 14b внешней стенки затем могут быть открыты или разделены, обеспечивая доступ к внутреннему пространству внешней стенки 14. Материал для внутренней стенки 16 затем может быть расположен между и/или внутри половин 14а, 14b внешней стенки.
Внутренняя стенка 16 может быть обеспечена в виде уже отформованной структуры, которая частично или полностью охлаждена и отверждена. После закрытия форм, когда секции 14а, 14b внешней стенки еще несколько расплавлены, внешняя стенка 14 может приклеиться, привариться, быть приварена или сплавиться с внутренней стенкой 16, чтобы соединить их друг с другом. Внутренняя стенка 16 может включать в себя внешнюю поверхность 34 или периферию, которая по форме отличается от формы внутренней поверхности 36 внешней стенки 14. Соответственно, когда форма закрыта, внешняя стенка 14 может контактировать с внутренней стенкой 16 только в некоторых местах, причем зазоры 38 (см., например, Фиг. 5) обеспечены между внутренней стенкой 16 и внешней стенкой 14 в других местах.
Альтернативно, как показано на Фиг. 2, внутренняя стенка 16 может быть обеспечена в виде расплавленной заготовки 22, и может быть обеспечена на том же экструдере 20, что и внешняя стенка 14. Заготовка 22 внутренней стенки может быть расположена в общем между половинами 14а, 14b внешней стенки, когда полуформы 24, 26 открыты, как описывалось ранее. В этой реализации, полуформы 24, 26 затем могут быть закрыты, как показано на Фиг. 3, чтобы захватить заготовку 22 внутренней стенки внутри участков 14а, 14b внешней стенки и полуформ. После закрытия форм, половины 14а, 14b внешней стенки могут склеиться, привариться, сплавиться или быть иным образом соединены друг с другом, чтобы образовать одну, непрерывную и сплошную внешнюю стенку 14. Перед закрытием форм или во время их закрытия, игла 30 для раздувки может быть вставлена в заготовку 22 внутренней стенки, так чтобы сжатый воздух мог быть введен в заготовку внутренней стенки, чтобы расширить заготовку до контакта с внешней стенкой 14. По меньшей мере в некоторой степени расплавлены внешняя и внутренняя стенки 14, 16 склеиваются, свариваются, привариваются или связываются в расплавленном виде друг с другом, чтобы прочно соединить внешнюю и внутреннюю стенки 14, 16. Независимо от вида или процесса формования, соединительные признаки наподобие ребер 40, выступов или подобного могут быть образованы в одной или обеих внешней и внутренней стенках 14, 16, или дополнительные компоненты (например, компоненты, не составляющие одно целое с или образованные из той же единицы материала, что и внутренняя или внешняя стенки) могут быть вставлены между стенками 14, 16, чтобы облегчить соединение стенок друг с другом. Соединительные признаки 40 или другие неплоские участки внешней стенки могут повысить жесткость и прочность внешней стенки по сравнению с гладкой, в общем плоской стенкой. По меньшей мере, в некоторых вариантах, соединительные признаки могут включать в себя углубления во внешней стенке, или продолжающиеся наружу участки внутренней стенки, или и то, и другое. Конечно, другие конструкции возможны. Например, пазы или другие пустоты могут быть обеспечены в одной стенке, причем материал другой стенки принят в или покрывает пустоту, чтобы облегчить соединение между внутренней и внешней стенками. Неплоские участки могут располагаться в области соединительных признаков и в области одной или более точек или мест соединения между внутренней и внешней стенками.
По мере того как заготовка 22 внутренней стенки расширяется, воздух может запираться между внешней и внутренней стенками 14, 16. Давление этого воздуха может повышаться и, следовательно, перемещать внешнюю стенку 14 к полуформам 24, 26, чтобы в конечном счете сформовать и образовать внешнюю стенку 14. В другом варианте, добавочный или дополнительный сжатый воздух может быть обеспечен между внешней и внутренней стенками 14, 16, чтобы дополнительно контролировать окончательное формование внешней и внутренней стенок 14, 16 и чтобы, например, обеспечить требуемые расположения или размеры воздушных карманов или зазоров 38 между стенками. Это может быть выполнено вторым выпускным отверстием в главной игле 30 для раздувки, или одной или более вспомогательной иглой(-лами) 42 для раздувки (Фиг. 3 и 4). Давление между внешней и внутренней стенками 14, 16 затем может регулироваться, по требованию, чтобы превышать или быть ниже давления, обеспеченного внутри заготовки 22 внутренней стенки. По меньшей мере, в этих случаях, окончательное выдувное формование внешней и внутренней стенок 14, 16 может происходить в общем одновременно.
После соприкосновения с формой, внешняя стенка 14 может остывать быстрее внутренней стенки 16, которая, по меньшей мере, в некоторых вариантах, непосредственно не соприкасается с полуформами 24, 26. Соответственно, по мере того как внешняя стенка охлаждается и отвердевает, внутренняя стенка 16 может оставаться более мягкой или расплавленной, так что внутренняя стенка может быть дополнительно отформована или перемещена, если требуется. В одном пояснительном процессе, давление выдувного формования может быть снижено, так чтобы внутренняя стенка 16 деформировалась дополнительно и относительно внешней стенки 14. Деформация внутренней стенки 16 может быть обусловлена, по меньшей мере, частично, давлением воздуха в карманах или зазорах 38 между внешней стенкой 14 и внутренней стенкой 16. Эта деформация может обеспечивать некоторые выпуклости, изогнутые секции, волны или другие неплоские секции 44 между точками соединения внешней и внутренней стенок 14, 16. Таким образом, по меньшей мере, некоторые из секций внутренней стенки 16 между двумя точками соединения с внешней стенкой 14 являются неплоскими или прямыми и взамен моделированы или изогнуты между точками соединения. Эти деформированные или моделированные секции 44 могут обеспечивать повышенную прочность и жесткость внутренней стенке 16. Как показано на Фиг. 5, по меньшей мере, в некоторых вариантах, внутренняя стенка может зацепляться и склеиваться сама с собой в одной или более точках 46. Внутренняя стенка может быть склеена сама с собой в одной или более местах, отстоящих от места, в котором внутренняя и внешняя стенки соединены друг с другом.
Как отмечалось выше, воздушные карманы или зазоры 38 могут быть образованы между стенками, там где внешняя и внутренняя стенки 14, 16 непосредственно не соединены друг с другом. Следовательно, двустенный бак 12 может включать в себя области, в которых внешняя и внутренняя стенки 14, 16 соединены, и области, в которых стенки отстоят друг от друга. В некоторых реализациях, эти зазоры 38 могут быть заполнены пеноматериалом или некоторым другим материалом, чтобы повысить жесткость, прочность, теплоизоляцию, шумоизоляцию/шумоподавление или для любой другой цели. Зазоры, по меньшей мере, в некоторых вариантах, могут быть образованы между смежными соединительными признаками одной или обеих внутренней и внешней стенок.
В качестве другой альтернативы, как показано на Фиг. 6, внешняя и внутренняя стенки 14, 16 могут быть образованы из соосных заготовок 50, 52 или когда одна заготовка принята внутрь другой (например необязательно соосно). Заготовки 50, 52 могут экструдироваться одновременно, или в разное время, и могут быть расположены вместе между полуформами 24, 26 перед закрытием формы. Одна или более игл 54 для раздувки могут подавать текучую среду под давлением, например воздух, внутрь заготовки 52 внутренней стенки и/или между заготовками 50, 52, чтобы поддерживать их разделенными, по меньшей мере, в области предполагаемых зазоров 38. После закрытия полуформ 24, 26, формовочный процесс в этой реализации может быть таким же, как процесс в случае, когда заготовка 22 внутренней формы расположена между предварительно отформованными половинами 14а, 14b внешней стенки 14, как показано на Фиг. 2 и 3.
Области соединения между стенками 14, 16, и/или в самой внутренней стенке 16, могут улучшить конструктивную целостность топливного бака 12. Соответственно, области соединения могут быть обеспечены в более слабых областях одной или обеих внешней и внутренней стенок 14, 16, чтобы усилить эти области. Например, больше областей соединения могут быть обеспечены в областях внутренней стенки 16 и/или внешней стенки 14, где имеется значительная область поверхности, которая в общем ровная или плоская. Зазоры 38 могут отделять и изолировать содержимое внутренней стенки 16 (например, топливо) от окружающей среды. Такая изоляция может включать в себя шумоизоляцию (например, подавляя шум колеблющегося и плескающегося топлива) и теплоизоляцию.
Внешняя стенка 14 может в среднем иметь толщину от около 2 мм до 10 мм, и внутренняя стенка 16 также может в среднем иметь толщину от около 2 мм до 10 мм. В одном варианте, общая толщина стенок 14, 16 может в среднем составлять около 10 мм, причем внешняя стенка 14 и внутренняя стенка имеют толщину около 5 мм каждая. В таком примере, та же экструзионная головка может быть использована, чтобы образовать каждую стенку, хотя это необязательно. Особенно, когда внутренняя стенка 16 непрерывна и используется для содержания жидкого топлива, так что топливо обычно не находится между внешней и внутренней стенками 14, 16, обеспечение двух стенок может уменьшить вероятность того, что топливо протечет из бака 12 во время аварии транспортного средства или другого происшествия, когда другой компонент или объект контактирует с баком 12. Это имеет место, поскольку даже если внешняя стенка 14 пробита или разорвана, внутренняя стенка 16 может не быть пробита, так что топливо будет по-прежнему удерживаться внутри бака 12. Дополнительно, внутренняя стенка 16 может значительно уменьшить колебание топлива и, следовательно, образование паров углеводородов внутри резервуара по сравнению с одностенным топливным баком 12. Это дополнительно снижает выбросы углеводородов из бака. Внутренняя стенка может иметь такой размер, чтобы плотно устанавливаться внутри всего внутреннего пространства внешней стенки, или только его части. По меньшей мере, в некоторых вариантах, объем внутренней стенки может составлять от около 40% до 95% объема, ограниченного внутренним пространством внешней стенки.
Конструктивные элементы могут быть обеспечены на одой или обеих внутренней и внешней стенках, или между стенками. В варианте, показанном на Фиг. 7, конструктивные элементы 60 приняты между внешней стенкой 62 и внутренней стенкой 64. Конструктивные элементы 60 могут обеспечивать конструктивное усиление одной или обеих внутренней и внешней стенок. Конструктивные элементы также или взамен могут обеспечивать другие функции, например вентилирование полости, ограниченной внутренней стенкой, пространства (пространств) между внутренней и внешней стенками, или и того и другого. Конструктивные элементы 60 также могут включать в себя маршрутизирующие компоненты для текучей среды, например один или более насосов, трубопроводы для текучей среды, соединительные элементы, фильтры и так далее.
В варианте с Фиг. 7, конструктивные элементы 60 обеспечивают, по меньшей мере, некоторое усиление приемника и позволяют, в качестве примера, выполнение внешней стенки 62 относительно простой формы. То есть, показанная внешняя стенка 62 имеет в общем плоские боковые стенки 66, которые могут быть выполнены из относительно тонкого материала несмотря на то, что в общем плоские стенки не настолько прочные, как стенки с ребрами, углами, изгибами или подобным. На Фиг. 7, конструктивные элементы 60 включают в себя решетку или ряд отстоящих и соединенных или отдельных трубок, которые склеены или иным образом соединены с внутренней и внешней стенками. Конструктивные элементы могут определять точки соединения между или иным образом соединяют внешнюю стенку 62 и внутреннюю стенку 64. Трубки или другие конструктивные элементы 60, которые могут быть обеспечены, могут быть полыми или сплошными, жесткими или гибкими и любого требуемого размера и формы. Таким образом, формы для внешней стенки могут иметь простую форму, что может облегчить изготовление внешней стенки, снизить расходы на оснастку, улучшить однородность материала во внешней стенке, и позволить использование более тонких стенок, поскольку присутствует меньше углов или других областей, в которых внешняя стенка растягивается, загибается или изгибается и в которых материал может утончиться во время процесса образования или формования.
В варианте, показанном на Фиг. 8, внутренняя стенка образована, по меньшей мере, частично предварительно отформованным приемником 70. Внешняя стенка 72 затем обеспечивается вокруг или вмещает, по меньшей мере, часть предварительно отформованного приемника 70, чтобы обеспечить приемник с внутренней и внешней стенками. Предварительно отформованный приемник 70 может быть образован любым подходящим способом, таким как в качестве примера без ограничения, литьем под давлением или выдувным формованием. По меньшей мере, в некоторых вариантах, предварительно отформованный приемник 70 выполнен его конечной формы перед объединением с или расположением внутри внешней стенки 72. То есть, предварительно отформованный приемник, по меньшей мере, в некоторых вариантах, не меняет значительно форму при объединении с внешней стенкой, как описано ниже.
Предварительно отформованный приемник 70 может быть еще теплым от его технологического процесса, или он может быть предварительно нагрет перед введением внутрь внешней стенки 72. Предварительно отформованный приемник 70 может иметь любую требуемую форму и может включать в себя, если требуется, различные компоненты 74 для использования с содержащейся текучей средой. Различные компоненты могут включать в себя, например, насосы, трубки, фильтры и вентиляционные линии и клапаны. Эти компоненты могут быть расположены внутри предварительно отформованного приемника, снаружи приемника (и выполнены с возможностью, по меньшей мере, частичного принятия между внутренней и внешней стенкой) или и так, и так.
Чтобы образовать этот приемник, внешняя стенка 72 может быть образована, как описано выше, когда материал внешней стенки сначала расширяется в полуформах 24, 26, отрезается или иным образом отрывается или разделяется, полуформы 24, 26 затем открываются, и предварительно отформованный приемник 70 может быть расположен между открытыми полуформами. Полуформы 24, 26 затем могут быть закрыты, и внешняя стенка 72 в конечном счете образована и соединена с предварительно отформованным приемником 70.
Предварительно отформованный приемник 70 и внешняя стенка 72 могут быть выполнены из любых подходящих материалов и могут быть любого требуемого размера и формы. Предварительно отформованный приемник и/или внешняя стенка могут включать в себя различные конструктивные элементы, чтобы повысить жесткость стенок, как отмечалось здесь. Кроме того или взамен, конструктивные элементы могут быть обеспечены на или в одной или обеих внутренней и внешней стенках, или между ними. По меньшей мере, в некоторых вариантах, например, но не ограничиваясь этим, топливном баке механического транспортного средства, каждая внутренняя и внешняя стенки 70, 72 могут иметь толщину от около 2 мм до 6 мм.
Внутренняя и внешняя стенки и возможность повышения жесткости одной или обеих стенок могут обеспечить более прочный, более жесткий приемник для текучей среды. Приемник для текучей среды может быть легко приспособлен для использования в системе, в которой приемник находится под давлением. И там, где сопротивление проникновению важно, как внутренняя, так и внешняя стенки могут быть выполнены из или включать в себя материалы, которые препятствуют проникновению пара через них, обеспечивая два отдельных слоя материала, препятствующего проникновению. Дополнительно, вентиляционные устройства или компоненты могут быть помещены в, на или между внутренней и внешней стенками, чтобы регулировать поток пара и ограничивать истечение пара из приемника для текучей среды.
Несмотря на то что варианты изобретения, раскрытые здесь, составляют предпочтительные в настоящее время варианты выполнения, возможно множество других вариантов. Здесь не упоминаются все возможные эквивалентные варианты или ответвления изобретения. Очевидно, что термины, используемые здесь, являются только описательными, а не ограничивающими, и что различные изменения могут быть выполнены без отступления от сущности или объема изобретения.
Конструкция крепления компонентов
Саморегулирующийся соединительный элемент
Конструкция крепления компонентов
Саморегулирующийся соединительный элемент

