Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ДЛЯ ФОРМИРОВАНИЯ МУЛЬТИТОНАЛЬНОГО ВОДЯНОГО ЗНАКА, ЭЛЕМЕНТ ДЛЯ ФОРМИРОВАНИЯ МУЛЬТИТОНАЛЬНОГО ВОДЯНОГО ЗНАКА И ПРИМЕНЕНИЕ УКАЗАННОГО ЭЛЕМЕНТА ДЛЯ ФОРМИРОВАНИЯ МУЛЬТИТОНАЛЬНОГО ВОДЯНОГО ЗНАКА
Вид РИД
Изобретение
Изобретение относится к области производства бумаги и, в частности, к водяному знаку. Оно относится к листу, содержащему водяной знак, и документу, содержащему такой лист, способу изготовления элемента, использованного для формирования такого водяного знака, элементу, полученному согласно указанному способу изготовления и к применению этого элемента при формировании водяного знака.
Водяные знаки обычно используют при изготовлении документов, имеющих определенное содержание или ценность. Такими документами, в частности, являются документы о праве собственности, сертификаты, дипломы, банкноты, паспорта, удостоверения личности, водительские удостоверения, чеки, билеты для входа на культурные или спортивные мероприятия или фирменные бланки.
Водяные знаки формируют во время изготовления бумаги, в частности, посредством модификации дренирования суспензии волокон, из которых изготавливают бумагу. Так, дренирующая сетка обычно содержит плоские и твердые и, в силу этого, непроницаемые элементы, обычно известные как гальваностереотипы или другие стереотипы. Такой элемент 1 представлен на фиг.1.
Следует заметить, что дренирующая сетка (также известная как формующая сетка) обычно состоит по меньшей мере из двух, расположенных друг над другом, отдельных сеток.
Эти элементы или гальваностереотипы локально модифицируют отложение волокон указанной суспензии волокон относительно тех участков, которые не снабжены указанными элементами. В результате образуется светлый водяной знак, который легко может быть заметен в проходящем свете. Полученный указанный водяной знак имеет участки, которые являются светлыми, однородными, другими словами, имеющими один уровень серого, и очень четкими.
Под выражением "может наблюдаться в проходящем свете" следует понимать элемент (здесь - водяной знак), видимый, в частности, невооруженным глазом, когда он помещен между глазом наблюдателя и источником света, так что глаз воспринимает лучи, исходящие от источника света, сквозь наблюдаемый элемент.
Следует заметить, что водяные знаки видны в проходящем свете, но они не видны или видны не очень хорошо в отраженном свете, другими словами, когда глаз наблюдателя и источник света помещены с одной и той же стороны подлежащего наблюдению элемента, при этом глаз, следовательно, воспринимает лучи источника света, отраженные от наблюдаемого элемента.
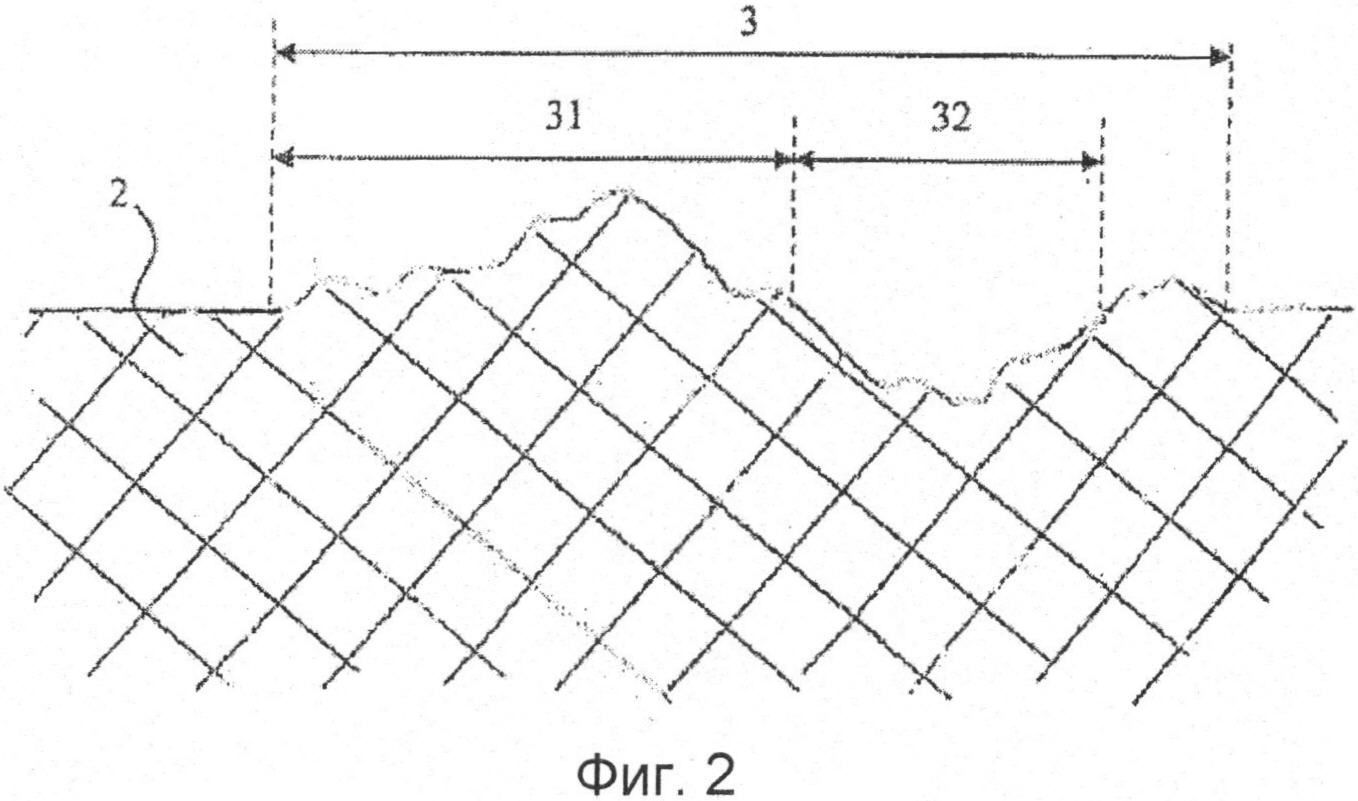
Последующее развитие технологий позволило получить водяные знаки, содержащие несколько оттенков уровней серого. Эти водяные знаки, известные как мультитональные водяные знаки или оттеночные водяные знаки, обычно получают с помощью тиснения дренирующей сетки 2, например, представленной на фиг.2, и, в частности, по меньшей мере одной из отдельных сеток, предпочтительно верхней сетки, вдоль тисненого рельефа 3, состоящего из пониженных участков 32 и повышенных участков 31. Такие водяные знаки состоят из участков, которые светлее, и участков, которые темнее, чем область без водяного знака (или область веленевой бумаги) волокнистого субстрата. Указанные более светлые и более темные участки соответственно известны как светлые части и темные части водяного знака.
Мультитональные водяные знаки обычно получают в соответствии со следующим процессом изготовления бумаги: суспензию волокон, содержащую воду и волокна, к которым опционально добавлены наполнители, в частности удерживающие вещества, непрозрачные добавки, пигменты, антибактериальные и/или противогрибковые вещества, приводят в контакт с указанной тисненой дренирующей сеткой. Во время дренирования на пониженных участках откладывается большее количество волокон, чем на повышенных участках, причем участки понижены или приподняты относительно плоской поверхности дренирующей сетки. "Мокрый" лист, полученный посредством дренирования указанной суспензии волокон на указанной дренирующей сетке, в дальнейшем спрессовывается, затем высушивается согласно стандартному процессу изготовления бумаги. Следует заметить, что к внутренней части или поверхности листа во время его изготовления могут быть применены дополнительные воздействия, в частности, посредством таких операций, как пропитка, поверхностное нанесение, нанесение покрытия и/или сглаживание. При наблюдении в проходящем свете водяного знака листа, полученного таким образом, различаются несколько уровней серого, при этом каждый уровень серого соответствует уровню рельефа указанных элементов, пониженному или повышенному.
Изготовление дренирующей сетки, содержащей тиснение для формирования мультитональных водяных знаков, требует много времени и в силу этого является очень дорогостоящим. Это происходит потому, что такая дренирующая сетка может, например, включать в себя несколько сотен указанных элементов, которые должны быть все идентичными, чтобы обеспечить получение идентичных водяных знаков. Изготовление указанных элементов, снабженных рельефом, таким образом, требует особого внимания, в частности, в отношении их размеров и воспроизводимости способа их изготовления.
Дренирующая сетка цилиндрической отливной бумагоделательной машины для формирования водяных знаков обычно содержит по меньшей мере две расположенные друг над другом металлические сетки. В силу этого она является чувствительной к механическим воздействиям. Такие воздействия возникают, в частности, на наиболее открытых участках, например на повышенных участках тиснения. Они повреждают дренирующую сетку и, следовательно, необратимым образом нарушают формовку листа бумаги, и по меньшей мере одна часть дренирующей сетки, например наружная сетка, должна затем быть изготовлена заново.
Очевидно ограниченный срок службы дренирующей сетки является одним из факторов, влияющим на суммарные затраты на производство снабженной водяным знаком бумаги.
Сравнительно недавно в заявке DE 102005042344 было предложено ввести локально, в тиснение наружной сетки дренирующей сетки, перфорированный плоский элемент, повторяющий рельеф тиснения. Перфорация указанного элемента является микроперфорацией. Преимущество, описанное в этой заявке, заключается в создании мультитональных водяных знаков, содержащих светлые участки.
В заявке DE 10064006 описано, что участки дренирующей сетки, содержащей эти перфорированные элементы, обеспечивающие возможность получения этих очень светлых участков, могут быть снабжены дополнительными элементами посредством материала с эффектом памяти.
Заявки DE 102006058513 и WO 2008/071325 раскрывают элемент, используемый для формирования водяных знаков. Этот выполненный посредством литья под давлением пластмассовый элемент снабжен рельефом, содержащим перфорацию, выполненную с помощью лазера. Так, указанная перфорация формируется в профилированном элементе, другими словами, элементе, содержащем рельеф на одной из своих поверхностей, и начинается с поверхности, противоположной профилю. Согласно одному варианту перфорация сужается в направлении от тыльной поверхности (стороны дренирующей сетки) к профилированной поверхности. Пояснено, что перфорация обеспечивает возможность свободного течения суспензии волокон, и что участки указанного элемента, имеющие большую толщину, обеспечивают формирование тонких точек в бумаге.
Один недостаток этого способа относится к точности нанесения перфорации и, в частности, к ее диаметру со стороны профилированной поверхности, который сильно зависит от свойств использованного материала и, в частности, от природы пластмассы и от толщины материала. Точность нанесения перфорации, таким образом, трудно контролировать. Лазер формирует отверстия, которые сужаются в направлении профилированной поверхности. Благодаря физическому процессу, использованному во время перфорации пластмассы с использованием СО2-лазера, перфорация имеет в продольном направлении канала более или менее коническую форму со стороны лазера благодаря гауссову распределению энергии луча лазера, и чем длиннее канал (чем больше толщина, которая должна быть перфорирована), тем более сужается коническая форма. Сужение конической формы не обеспечивает возможность точного контроля различных уровней серого в конечном варианте водяного знака, наблюдаемого в проходящем свете. Использование лазера при изготовлении перфорации не позволяет, в силу этого, точно контролировать диаметр перфорации как функцию высоты рельефа. Это приводит к потере разрешения во время формирования водяного знака.
Существует потребность в получении водяного знака, имеющего более высокое разрешение, высокий контраст и четкие светлые части, в частности, для повышения степени защиты носителей, снабженных водяным знаком, и обеспечения возможности определения их подлинности или идентификации простым образом.
Заявитель, в силу этого, предлагает решить проблемы известных из уровня техники решений посредством использования мультитонального водяного знака согласно изобретению.
Одним объектом изобретения является лист, в частности снабженный элементом защиты лист, содержащий мультитональный водяной знак, имеющий высокое разрешение, высокий контраст и четкие светлые части. Другим объектом изобретения является такой мультитональный водяной знак.
Указанный мультитональный водяной знак имеет высокий уровень детализации и, в частности, выраженные оттенки при количестве стандартных градаций распределения 8-битных кодированных уровней серого более чем 10, предпочтительно более чем 15, и/или градаций 8-битных кодированных уровней серого более чем 120, предпочтительно более чем 150.
Распределение уровней серого достигается посредством получения изображения указанного мультитонального водяного знака с использованием сканера в режиме наблюдения в проходящем свете с разрешением 600 dpi (точек на дюйм).
Получение изображения осуществляют, в частности, в режиме прозрачности (следовательно, в режиме наблюдения в проходящем свете) с помощью планшетного сканера и при этом принимают следующие меры предосторожности:
осуществляют колориметрическую калибровку согласно стандартному управлению цветом изображения ICM ("Image Color Management") сканера и сети получения изображения,
опционально используют ограничение освещения посредством поляризационного фильтра для предотвращения каких-либо отражений и какой-либо насыщенности, и
получают изображение при отключении всех корректировок для того, чтобы получить необработанный сигнал без каких бы то ни было исправлений.
В частности, для того, чтобы осуществить такое получение изображения возможно использовать сканер EPSON® Perfection V750 Pro.
Ограничение освещения посредством поляризационного фильтра может быть выполнено посредством использования фильтра в зоне получения изображения сканера, в частности на стекле сканера.
В частности, указанный мультитональный водяной знак содержит четкие светлые участки, в частности, отличающиеся тем, что разница между "максимальным уровнем серого" и "средним уровнем серого" составляет более чем 50, предпочтительно более чем 100 и/или более чем 120, предпочтительно более чем 150 градаций 8-битных кодированных уровней серого. Так, мультитональный водяной знак имеет очень четкие светлые части, полученные без добавления дополнительного специального элемента.
Мультитональный водяной знак согласно изобретению предпочтительно образован с использованием одного элемента, в частности, прикрепленного к дренирующей сетке.
Оттенки и различные уровни серого водяного знака получены как с использованием рельефа, так и с использованием множественной перфорации указанного элемента, использованного для формирования водяного знака.
Полученный мультитональный водяной знак имеет по меньшей мере три различных значения толщины.
Указанный водяной знак также имеет очень хорошее изображение на просвет, другими словами, однородное распределение волокон, и совсем не имеет или имеет мало сгустков волокон (также называемых "пучками"). Изображение на просвет представляет собой результат измерения сформованного листа, наблюдаемого в проходящем свете, и оно, например, измеряется с помощью 2-мерного датчика сформованного листа, в частности, разработанного компанией ТЕСНРАР.
В частности, изображение на просвет водяного знака, измеренное в "полном тоне" будет лучше, чем изображение на просвет веленевой бумаги листа, содержащего указанный водяной знак, поскольку формирование водяного знака осуществляется на элементе, снабженном рельефом и перфорированном, а не на дренирующей сетке, имеющей менее гладкую поверхность и менее точную перфорацию, поскольку она формируется между нитями указанной дренирующей сетки. При этом мультитональные водяные знаки, образованные с использованием элемента, снабженного рельефом и перфорированного, имеют более высокое разрешение, чем водяные знаки, полученные благодаря тиснению дренирующей сетки.
В частности, указанный водяной знак содержит код, образованный как позитив или как негатив, совокупностью темных точек.
Указанный код может быть изображением, буквенно-цифровым символом, идеограммой, знаком, словом или, в другом случае, инициалами.
Указанный код может наблюдаться в проходящем свете невооруженным глазом, другими словами, без устройства, обеспечивающего возможность увеличения водяного знака, или же с использованием устройства, обеспечивающего возможность увеличения водяного знака, например, такого как увеличительное стекло, устройство получения изображения, в частности сканер в режиме наблюдения в проходящем свете или микроскоп.
Указанный код представляет собой, в частности, элемент проверки подлинности водяного знака и, более широко, снабженного им носителя. В частности, указанный код может быть серийным номером, соответствующим изготовлению бумаги для банкноты.
Изобретение также относится к документу, содержащему или состоящему из листа согласно изобретению. Такой документ, в частности, может быть одним из следующих документов: документы о праве собственности, карты, сертификаты, дипломы, банкноты, паспорта, удостоверения личности, водительские удостоверения, чеки, билеты для входа на культурные или спортивные мероприятия или фирменные бланки.
Изобретение распространяется на способ изготовления элемента для формирования мультитонального водяного знака в носителе посредством дренирования суспензии волокон, причем указанный элемент содержит рельеф на одной из своих поверхностей, называемой "профилированной поверхностью", противоположной "поверхности дренирования", и множественную перфорацию, при этом указанная множественная перфорация содержит сквозной канал с входным отверстием на профилированной поверхности и выходным отверстием на поверхности дренирования, содержащий следующие шаги: формируют указанный рельеф и формируют указанную перфорацию на указанном элементе, так что каждое отверстие перфорации является таким, что площадь поперечного сечения его канала на определенном расстоянии от поверхности дренирования зависит непосредственно от указанного расстояния.
Под выражением "зависит непосредственно" здесь следует понимать, что площадь поперечного сечения канала перфорации на определенном расстоянии от поверхности дренирования является функцией, в частности пропорциональной, предпочтительно линейным образом, этого расстояния. В частности, для элемента, содержащего плоскую поверхность дренирования, имеется пропорциональная зависимость между площадью поперечного сечения канала перфорации на определенном расстоянии от поверхности дренирования и этим определенным расстоянием. При этом дренирующая способность перфорации зависит от относительного положения рельефа относительно этой перфорации.
Предпочтительно линейное изменение является противоположным, другими словами, чем больше указанное расстояние, тем меньше площадь поперечного сечения канала перфорации. Другими словами, площадь поперечного сечения канала перфорации уменьшается от поверхности дренирования к профилированной поверхности.
Элемент может включать в себя отверстия перфорации, все из которых имеют одно и то же поперечное сечение на определенном расстоянии от поверхности дренирования.
Толщина элемента может быть переменной, так что толщина перфорации может быть переменной. Все отверстия перфорации могут быть сквозными, другими словами, они выходят на профилированную поверхность. Как вариант, по меньшей мере один участок перфорации или даже вся перфорация может быть глухой перфорацией, другими словами, отверстия перфорации не достигают профилированной поверхности. Элемент может, в частности, иметь толщину, выбранную таким образом, что перфорация не может выходить на профилированную поверхность.
Большинство отверстий перфорации, а лучше все отверстия перфорации, могут иметь идентичные изменения поперечного сечения как функцию расстояния до поверхности дренирования.
Во время создания элемента согласно изобретению может быть расчитан результат влияния дренирования на формирование водяного знака. Поэтому имеется возможность расчета результатов влияния рельефа и перфорации на формирование водяного знака и, следовательно, определения рельефа и перфорации элемента для получения заданного водяного знака.
Указанная "поверхность дренирования" предпочтительно является преимущественно плоской. Как вариант, она повторяет рельеф дренирующей сетки.
Согласно одному частному варианту изобретения указанный элемент является металлическим или керамическим.
Под выражение "металлический элемент" следует понимать, в частности, элемент, содержащий железо, никель, медь, нержавеющую сталь, титан, вольфрам, кобальт, олово и/или их сплавы, например нержавеющую сталь. Согласно одному частному варианту изобретения указанный способ содержит по меньшей мере один шаг обжига, которому подвергается указанный элемент.
Согласно одному частному варианту изобретения рельеф "профилированной" поверхности и перфорацию формируют во время изготовления указанного элемента, в частности во время одного и того же шага и, в частности, одновременно. Это позволяет, в частности, не ослаблять элемент во время последующих операций перфорации и сохранить время на изготовление указанного элемента посредством сокращения количества необходимых шагов.
В частности, изготовление указанного элемента, следовательно, осуществляется без повторения поверхностного воздействия или протыкания. Эти операции особенно влияют на повышение стоимости элемента и влияют негативным образом на воспроизводимость способа. Однако указанный способ должен обеспечивать возможность получения идентичных элементов.
Согласно одному варианту изобретения указанный способ изготовления элемента для формирования мультитонального водяного знака в носителе посредством дренирования суспензии волокон отличается тем, что указанный элемент выполнен посредством литья под давлением, причем указанный шаг литья под давлением обеспечивает возможность получения указанного рельефа и указанной перфорации одновременно.
В частности, указанный способ изготовления представляет собой способ, содержащий, по меньшей мере, следующие шаги:
используют металлический порошок или керамический порошок и опционально термопластичное связующее вещество,
вводят указанный порошок и в соответствующих случаях указанное связующее вещество в форму, обеспечивающую формирование элемента, содержащего указанный рельеф и указанную перфорацию,
опционально из указанного элемента удаляют связующее вещество, и
выполняют обжиг элемента, то есть осуществляют его уплотнение до твердого состояния.
Такой способ представляет собой способ литья под давлением металлов или керамики (ЛДМ для способа "литья под давлением металлов" или ЛДК для "литья под давлением керамики"), который обеспечивает возможность, в частности, изготовления сложных форм на механически прочном элементе с очень высокой точностью и высокой эффективностью и без необходимости последующей механической обработки. Кроме того, эта технология обеспечивает возможность изготовления визуальных элементов трудновыполнимых форм, механическая обработка которых довольно сложна, и с очень высоким качеством поверхности.
Указанный металлический порошок может быть выбран из порошков железа, никеля, меди, нержавеющей стали, титана, вольфрама, кобальта и их сплавов, например нержавеющей стали. Это может быть порошок из частиц, наибольший размер которых составляет менее 50 мкм, предпочтительно от 1 до 40 мкм. Предпочтительно указанный металлический порошок представляет собой порошок сплава меди, сплава железа, сплава олова, сплава устойчивых к коррозии металлов, например никеля и хрома, или чистого металла, например титана. Сплавы меди и сплавы устойчивых к коррозии металлов имеют то преимущество, что во время производства бумаги они противостоят коррозии.
Указанный керамический порошок может, в частности, включать в себя цирконий.
Указанное термопластичное связующее вещество может быть выбрано из следующего перечня: полиэтилен (РЕ), полипропилен (РР), парафин, стеариновая кислота, полиацеталь (РОМ) и их смеси. Предпочтительно указанное термопластичное связующее вещество является полиацеталем (РОМ).
Указанная смесь может, в частности, включать в себя 60% металлического порошка и 40% пластичного связующего вещества.
Смеси металлического или керамического порошка и термопластичного связующего вещества имеются в свободной продаже. Это может быть, в частности, продукт Catamold®, продаваемый компанией BASF. Указанные продаваемые смеси могут быть в форме металлического порошка или гранул металлического порошка, смешанных с термопластичным связующим веществом или покрытых им. Указанные гранулы являются готовыми к использованию посредством введения в форму.
Указанная форма содержит верхнюю поверхность и нижнюю поверхность. Когда форму закрывают, внутреннюю часть верхней поверхности снабжают рельефом и нижнюю и верхнюю поверхности соединяют несколькими "колоннами", используемыми для формирования перфорации указанного элемента. Указанные колонны могут иметь круглое или многоугольное поперечное сечение, причем указанное поперечное сечение имеет площадь, которая уменьшается от указанной нижней поверхности к указанной верхней поверхности.
Очертания формы являются преимущественно комплиментарными очертаниям указанного элемента для формирования водяного знака, при этом имеется возможность существования некоторых отличий, в частности, обусловленных использованным процессом.
В то время как механическая обработка только лишь обеспечивает возможность изготовления конической или цилиндрической перфорации в материале, и в то время как лазер не обеспечивает возможность контроля получаемой формы перфорации, процесс литья металлов под давлением обеспечивает возможность изготовления перфорации, имеющей многоугольное поперечное сечение и обеспечивающей поведение при дренировании суспензии волокон во время формирования водяного знака, аналогичное таковому для перфорации, имеющей круглое поперечное сечение, например, в случае многоугольника, содержащего по меньшей мере шесть, предпочтительно по меньшей мере десять сторон, при этом обеспечивается более высокая жесткость формы, поскольку колонны с многоугольным поперечным сечением менее подвержены явлениям скручивания и изгиба.
Когда элемент извлекают из формы, задача операции отделения связующего вещества состоит в том, чтобы удалить термопластичное связующее вещество. Эта операция может быть выполнена с использованием растворителя (в частности, удаления с помощью химической реакции или растворения) и/или спекания (в частности, удаления посредством выпаривания или разрушения химических связей с помощью катализа) под воздействием атмосферных, температурных условий и давления, что может варьироваться в зависимости от использованной смеси.
Операция обжига, осуществляемая для элемента, из которого удалено связующее вещество, представляет собой термическое воздействие, обеспечивающее уплотнение материала до твердого состояния. Эта операция может осуществляться при пониженном атмосферном давлении или в вакууме и при температурах, достаточно высоких, но ниже точки плавления использованного металла, например выше 1200°С для определенных сплавов железа и устойчивых к коррозии металлов. Обжиг сопровождается явлением сокращения размеров элемента, металл уплотняется, занимая свободное пространство, освобожденное термопластичным связующим веществом, удаленным во время отделения связующего вещества. Это сокращение размеров управляется рабочими параметрами и, кроме того, осуществляется с сохранением объема и рельефа. Указанный элемент может, следовательно, достигать плотности, близкой к 1, например более чем 0,98, и представлять собой точную копию (при этом допуски являются очень низкими, порядка от 0,03 до 0,07%) в масштабе менее 1, например в масштабе 80%, внутренней части формы (рельефа верхней поверхности и перфорации, образованной имеющимися колоннами).
Поскольку операция обжига контролируется по параметрам времени, температуры и давления, плотностью можно управлять и регулировать ее в зависимости от используемого сплава. Например, она будет очень близкой к 1 для порошков на основе титана и между 0,8 и 1 для сплавов меди.
Так, плотность 0,8 приводит к образованию пористого элемента. Эта остаточная пористость, контролируемая во время производства, придает элементу фильтрационные свойства.
Специалистом в данной области техники могут быть определены оптимальные рабочие параметры, в частности параметры атмосферы, температуры и давления.
Изобретение также распространяется на форму согласно описанной ранее и предназначенную для использования при изготовлении элемента для формирования мультитонального водяного знака согласно изобретению, в частности посредством процесса литья металлов или керамики под давлением.
Согласно другому варианту изобретения указанный способ изготовления элемента для формирования водяного знака содержит, по меньшей мере, следующие шаги: используют порошок и осуществляют уплотнение указанного порошка, в частности металлического порошка, под воздействием лазера.
В частности, указанный способ изготовления элемента для формирования мультитонального водяного знака в носителе посредством дренирования суспензии волокон представляет собой способ обжига с использованием лазера. В частности, он представляет собой способ селективной лазерной плавки (СЛП) или селективного лазерного обжига (СЛО). Указанный способ обжига с использованием лазера обеспечивает возможность формирования указанного рельефа и указанной перфорации во время одного и того же шага.
Способ СЛП обеспечивает локальное уплотнение материала в форме порошка посредством его плавления под воздействием лазера высокой мощности. Материал в форме порошка представляет собой, например, металлический порошок.
Шаги по созданию рабочих параметров для такого способа могут быть следующими:
изготавливают камеру в атмосфере азота,
используют инфракрасный (ИК) лазер, имеющий, например, мощность между 50 и 100 Вт, и
используют металлы, такие как нержавеющие стали или инструментальные стали, титан, смеси хрома-кобальта или в другом случае алюминий.
Способ СЛП обеспечивает достижение точности ±50 мкм для 100 мм, т.е. 0,05%.
Благодаря точности и низким допускам описанных выше способов, в частности способов ЛДМ, ЛДК или СЛП, с использованием одной и той же формы получают идентичные элементы и, таким образом, достигают очень высокой воспроизводимости мультитональных водяных знаков, образованных с использованием этих элементов. Эта точность и низкие допуски также обеспечивают возможность получения элементов с рельефом, имеющим точность от 0,03 до 0,07% и очень тонкую перфорацию, которая может достигать в диаметре 0,2 мм. В силу этого водяные знаки, образованные с использованием этих элементов, имеют более высокое разрешение и также очень тонкую структуру и высокую точность, в частности, уровень детализации узоров, например, таких как волосы на портрете или черты лица, который превосходит уровень детализации, получаемый согласно известным из уровня техники способам.
Изобретение также относится к элементу для формирования мультитонального водяного знака согласно описанному ранее в носителе посредством дренирования суспензии волокон, отличающемуся тем, что он содержит рельеф на одной из своих поверхностей, называемой "профилированной поверхностью", и противоположную ей "поверхность дренирования", и перфорацию, при этом указанная перфорация содержит сквозной канал с входным отверстием на профилированной поверхности и выходным отверстием на поверхности дренирования, и каждое отверстие перфорации является таким, что площадь поперечного сечения его канала на определенном расстоянии от поверхности дренирования зависит непосредственно от указанного расстояния.
В частности поверхность дренирования является преимущественно плоской и предпочтительно является плоской.
Согласно одному частному варианту изобретения поперечное сечение указанных отверстий перфорации является овальным и представляет собой предпочтительно диск.
Согласно одному частному варианту изобретения, указанные отверстия перфорации имеют многоугольное поперечное сечение, площадь которого уменьшается от поверхности дренирования в направлении профилированной поверхности. Так, дренирующая способность пропорциональна длине канала, другими словами толщине рельефа, так что чем дальше находится рельеф от поверхности дренирования, тем ниже дренирующая способность. Это соотношение пропорциональности позволяет значительно упростить проектирование рельефа. Так, при этом на самом деле легче предсказать результат влияния перфорации на отложение волокон на указанном элементе во время дренирования, и, в силу этого, предсказать узор, который появится во время наблюдения в проходящем свете водяного знака, образованного с использованием указанного элемента.
Кроме того, приподнятые участки рельефа соответствуют участкам, на которых отложение волокон будет низким, как благодаря рельефу, как пояснено ранее, так и благодаря тому, что площадь поперечного сечения канала отверстий перфорации, расположенных на этом приподнятом участке рельефа, снижена. Их дренирующая способность, в результате, оказывается ниже, чем для отверстий перфорации, расположенных на менее приподнятых участках. Это, в частности, приводит к меньшему впитыванию и, таким образом, снижается отложение волокон на указанных приподнятых участках. На этих участках получают очень четкие светлые части, аналогичные полученным с помощью гальваностереотипов, но которые невозможно получить посредством простого тиснения дренирующей сетки. Отверстия перфорации являются предпочтительно достаточно тонкими, чтобы не пропустить волокна суспензии волокон во время их дренирования. Согласно одному частному варианту изобретения отверстия перфорации распределены однородно. Они образуют, например, ряды и столбцы, соответственно разнесенные на расстояние от 0,3 до 0,6 мм. Как вариант, отверстия перфорации распределены переменным образом.
Согласно одному частному варианту изобретения форма, размеры, распределение и/или положение отверстий перфорации формирует в виде позитива или негатива код, в частности изображение, алфавитно-цифровой знак, идеограмму, символ, слово или, в другом случае, инициалы.
Указанный код является, следовательно, элементом проверки подлинности указанного элемента, но также и листа, содержащего мультитональный водяной знак, полученный с использованием указанного элемента. В самом деле, перфорация может наблюдаться на водяном знаке в форме темных точек.
Согласно размеру перфорации положение перфорации и, следовательно, указанный код могут наблюдаться в проходящем свете невооруженным глазом, другими словами без устройства, обеспечивающего возможность увеличения водяного знака, или же с помощью устройства, обеспечивающего возможность увеличения водяного знака, например, такого как увеличительное стекло, счетчик числа нитей, устройство получения изображения, в частности сканер в режиме наблюдения в проходящем свете, или микроскоп.
Указанный код может позволять определять элемент проверки подлинности или идентификационный элемент изготовителя указанного элемента для формирования мультитонального водяного знака, изготовителя носителя, содержащего указанный мультитональный водяной знак, клиента или заказчика. Указанный код является неудаляемым и трудно поддается подделке, в частности более трудно поддается подделке, чем печатный элемент.
Согласно одному варианту изобретения указанный элемент является однородно перфорированным по всей своей поверхности, в частности вдоль линий и столбцов, например, равномерно разнесенных, и по меньшей мере одно отверстие перфорации является не сквозным. Другими словами, рельеф локально является более высоким, другими словами, расположен на большем расстоянии от поверхности дренирования, чем перфорация. Таким образом, получают более четкие светлые части, чем ранее, причем впитывание является нулевым на уровне указанного по меньшей мере одного глухого отверстия перфорации. Кроме того, во время дренирования отверстия перфорации, расположенные вокруг указанной по меньшей мере одной глухой перфорации, привлекают посредством впитывания волокна, расположенные над указанным по меньшей мере одним глухим отверстием перфорации. Это приводит к созданию еще более четких светлых частей и, в частности, светлых частей, которые являются более четкими, чем в случае неперфорированного элемента или в случае элемента, который является однородно перфорированным, но не имеет глухих отверстий перфорации.
В одном частном варианте изобретения определенные участки указанного элемента для формирования водяного знака лишены перфорации. Следовательно, дренирование локально сокращается, и образуются более светлые участки водяного знака, которые контрастируют (в частности при постоянном рельефе) с окружающими участками, снабженными перфорацией.
Способ согласно изобретению также обеспечивает возможность создания очень четкого рельефа и, в частности, низких участков, расположенных на профилированной поверхности вблизи высоких участков. Это в сочетании с впитыванием перфорации обеспечивает возможность получения контрастных и имеющих четкие оттенки водяных знаков, имеющих, в частности, четкие светлые части вблизи темных частей.
Изобретение распространяется на использование по меньшей мере одного элемента для формирования мультитонального водяного знака в носителе посредством дренирования суспензии волокон, причем указанный элемент содержит рельеф на одной из своих поверхностей, называемой "профилированной поверхностью", и противоположную "поверхность дренирования", и перфорацию, при этом указанная перфорация содержит сквозной канал с входным отверстием на профилированной поверхности и выходным отверстием на поверхности дренирования, и площадь поперечного сечения канала каждого отверстия перфорации на определенном расстоянии от поверхности дренирования зависит непосредственно от указанного расстояния. Согласно этому использованию указанный по меньшей мере один элемент прикрепляют внутри или на дренирующей сетке, сквозь которую осуществляют дренирование суспензии волокон.
В частности, указанный элемент является металлическим или керамическим.
Под выражением "дренирующая сетка" следует понимать поверхность, содержащую отверстия, предназначенные для дренирования во время изготовления бумаги. Такая дренирующая сетка предпочтительно содержит несколько расположенных друг над другом сеток и, в частности, поддерживающую сетку, содержащую большие отверстия, на которой расположены сетки, содержащие меньшие отверстия. Указанная дренирующая сетка и указанные расположенные друг над другом сетки могут быть ткаными, гальванопластическими или состоять из перфорированной пластины.
Дренирующая сетка, снабженная металлическими элементами согласно изобретению, является менее чувствительной, чем традиционные тисненые дренирующие сетки, в частности, к механическим воздействиям.
Указанный элемент может, в частности, быть прикреплен к формующей сетке посредством сварки, с помощью клеевого соединения, с помощью крепления посредством зажима или посредством присоединения.
Предпочтительно указанная дренирующая сетка или по меньшей мере одна из указанных расположенных друг над другом сеток является металлической сеткой. Использование металлических элементов обеспечивает возможность легкого прикрепления указанных элементов, в частности, посредством сварки.
Дренирование суспензии волокон может осуществляться посредством сеточного стола или цилиндрической формы.
Согласно одному частному варианту изобретения дренирующая сетка и, в частности, по меньшей мере одна из указанных расположенных друг над другом сеток может быть вырезана или снабжена тиснением для обеспечения прикрепления указанного элемента.
Положение указанного элемента, в частности расстояние от указанного элемента до плоской поверхности содержащий его дренирующей сетки, может быть выбрано таким образом, чтобы получить необходимую среднюю величину толщины (и в силу этого непрозрачности) водяного знака. Так, чем ниже расположен элемент, тем выше средняя величина толщины относительно указанного элемента.
В частности, элемент может быть помещен вертикально, так чтобы профилированная поверхность, в частности, наиболее высокие участки, указанного элемента совпадали с плоской поверхностью дренирующей сетки. Элемент может, например, выступать менее чем на 2 мм, предпочтительно менее чем на 1 мм, от дренирующей сетки. При этом элемент защищен от возможного механического повреждения во время формирования водяного знака. Кроме того, благодаря жесткости элемента его способность выдерживать механическую нагрузку на поверхности или внутри дренирующей сетки будет выше, чем для участка водяного знака (или тисненого участка) традиционной дренирующей сетки. Элемент также может быть расположен ниже плоской поверхности дренирующей сетки.
Согласно одному частному варианту изобретения дренирующая сетка может также включать в себя участки, обеспечивающие формирование водяных знаков согласно уровню техники. Эти участки, обеспечивающие формирование водяных знаков согласно уровню техники, могут, например, соответствовать водяным знакам, содержащим рельеф, полученный с помощью тиснения дренирующей сетки, или "экранируемым" водяным знакам, содержащим два уровня серого, подобным описанным в заявке ЕР 1122360. В частности, участки, обеспечивающие формирование водяных знаков согласно уровню техники и согласно изобретению, расположены на дренирующей сетке таким образом, что водяные знаки расположены рядом или расположены друг над другом. Они являются предпочтительно комплиментарными и могут образовывать один тот же узор. Защита листа, содержащего водяные знаки, повышается, поскольку в способе формирования водяных знаков используют различные технологии.
Изобретение будет лучше понятно при изучении приведенных далее неограничивающих примеров и чертежей.
ПРИМЕР
Изготавливают форму одного отпечатка, очертания которой комплиментарны очертаниям требуемого элемента, содержащую рельеф на одной из своих внутренних поверхностей, называемой верхней поверхностью, и колонны.
Указанные колонны проходят от поверхности, противоположной верхней поверхности, называемой нижней поверхностью, в направлении верхней поверхности, которой они могут достигать или могут не достигать, в зависимости от того варианта, для которого будут использованы указанные колонны, для формирования соответственно конической сквозной перфорации или глухой перфорации. Площадь поперечного сечения каждой из колонн на определенном расстоянии от нижней поверхности изменяется с указанным расстоянием линейным образом и в обратном направлении, другими словами, чем больше указанное расстояние, тем меньше площадь поперечного сечения указанной колонны.
Гранулы смолы Catamold®, продаваемые компанией BASF, вводят в традиционный пресс для литья под давлением. Эти гранулы, состоящие из металлического порошка, покрытого термопластичным связующим веществом, нагревают, затем впрыскивают в описанную ранее форму для того, чтобы получить первый элемент.
Из указанного элемента затем удаляют связующее вещество посредством спекания в печи. Термопластичное связующее вещество, таким образом, оказывается удаленным.
Элемент, из которого удалено связующее вещество, затем обжигают посредством запекания в печи. Это уплотнение материала до твердого состояния (при температуре ниже точки плавления металла) посредством нагревания придает элементу его конечную связность и конечную плотность и сопровождается контролируемым сокращением размеров, но с сохранением объема. При этом элемент Р2, полученный таким образом, представляет собой в меньшем масштабе точную копию очертаний формы и элемента до его обжига.
Далее, изображение двух водяных знаков размером 3 см × 3 см, отображающих один и тот же портрет, получают с помощью сканера в режиме наблюдения в проходящем свете с разрешением 600 dpi. Условия освещения и получения являются идентичными для двух водяных знаков. Первый водяной знак F1 был образован с использованием тиснения сетки, образующего определенный рельеф. Второй водяной знак F2 был образован с использованием элемента Р2 согласно изобретению, изготовление которого было описано выше. Указанный элемент Р2 содержит на своей профилированной поверхности рельеф, идентичный таковому, образованному с помощью тиснения сетки, использованной для первого водяного знака F1.
Два водяных знака F1 и F2, полученных таким образом, легко различаются при наблюдении в проходящем свете невооруженным глазом, при этом изображение F2 имеет, в частности, более высокое разрешение, лучший контраст, более четкие светлые части, более высокую точность узоров и лучшее изображение на просвет.
Изображения затем преобразуют в 8-битные кодированные уровни серого от 0 для черного до 255 для белого.
Измерения уровня серого осуществляется для каждого водяного знака на двух участках портрета: лице и волосах. Измерения, например, осуществляют с использованием сканера EPSON® Perfection V750 Pro, в частности, согласно описанному ранее протоколу.
Затем для каждого водяного знака определяется кривая распределения уровней серого посредством подсчета для каждого из указанных участков количества пикселей, соответствующих каждому уровню серого. Эти кривые обеспечивают возможность получения данных, собранных в следующей таблице:
|
ТАБЛИЦА 1: 8-битные кодированные уровни серого
Водяной знак F2 согласно изобретению имеет средний серый уровень более высокий, чем средний серый уровень знака F1. В своей полноте он в силу этого светлее, чем водяной знак F1.
Водяной знак F2 имеет больше стандартных градаций уровней серого, чем водяной знак F1, и, таким образом, он является более контрастным, чем водяной знак F1.
Водяной знак F2 имеет больше градаций уровней серого, чем количество градаций уровней серого водяного знака F1, соответственно, для одних и тех же участков. Эти участки, следовательно, являются более контрастными на водяном знаке F2, чем на водяном знаке F1.
Водяной знак F2 имеет максимальный серый уровень более высокий, чем водяной знак F1, при этом светлые части выглядят в силу этого более четкими на водяном знаке F2.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет гальваностереотип, предназначенный для формирования водяного знака согласно уровню техники.
Фиг.2 представляет тиснение сетки для формирования водяного знака согласно уровню техники.
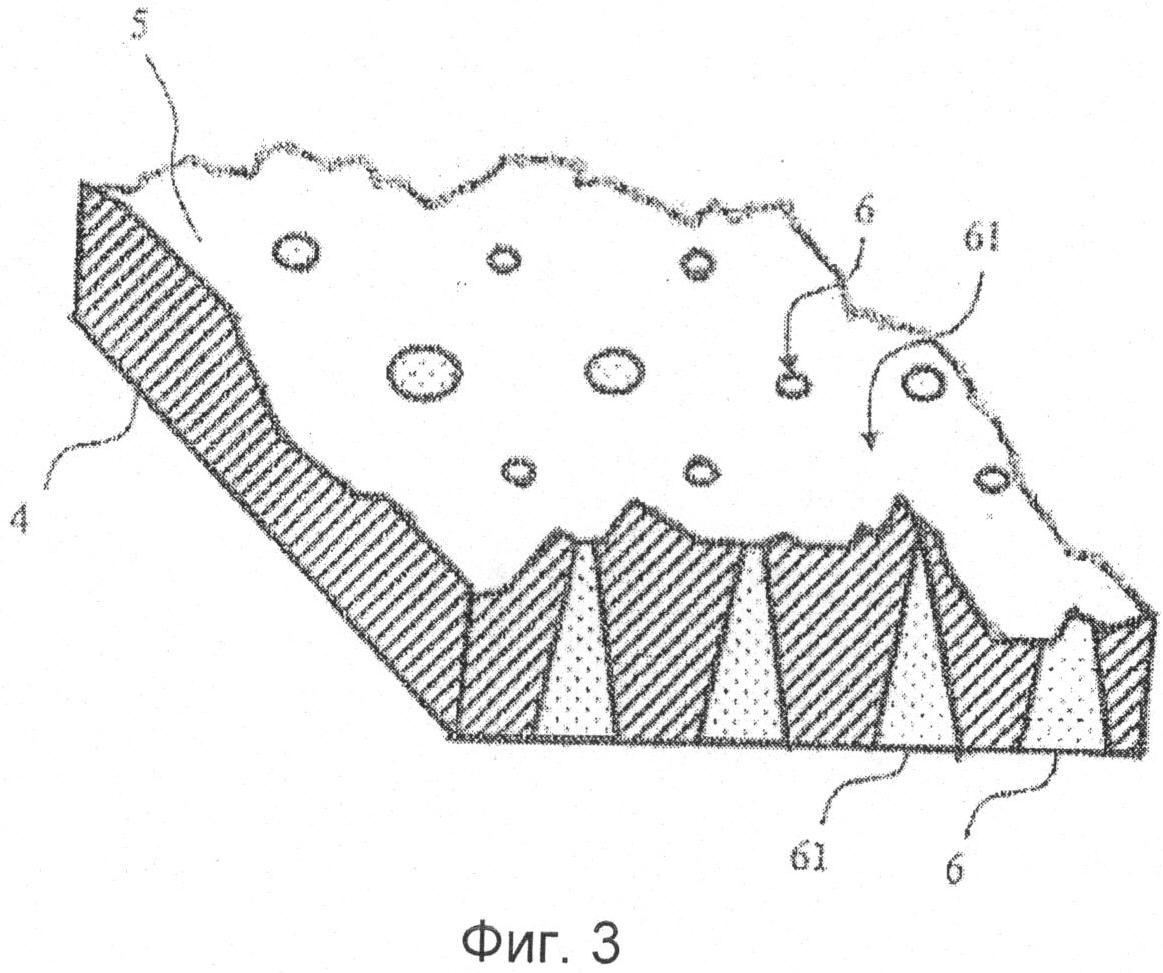
Фиг.3 представляет элемент, обеспечивающий производство водяного знака согласно изобретению.
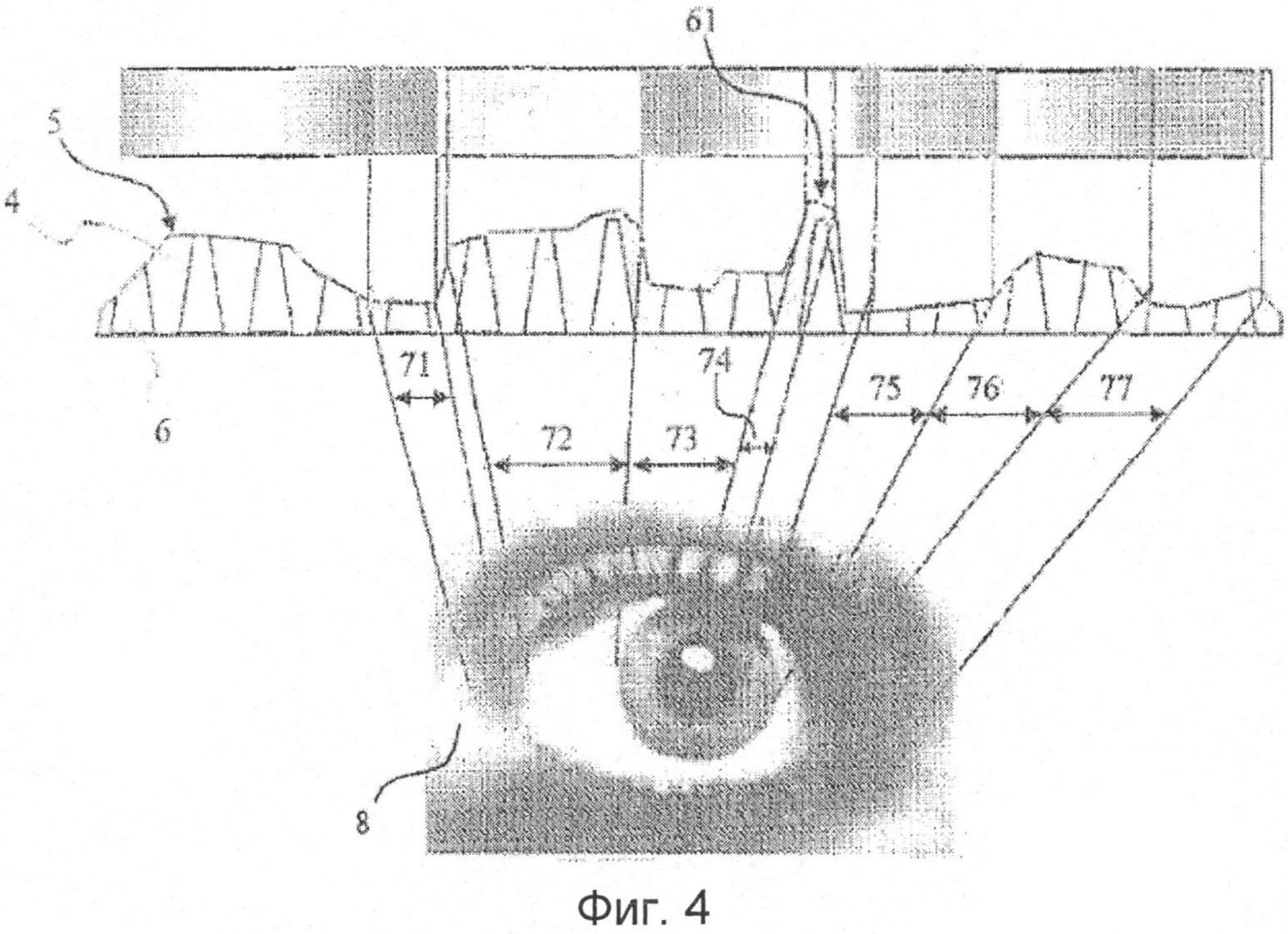
Фиг.4 иллюстрирует взаимосвязь между рельефом использованного элемента и полученным водяным знаком.
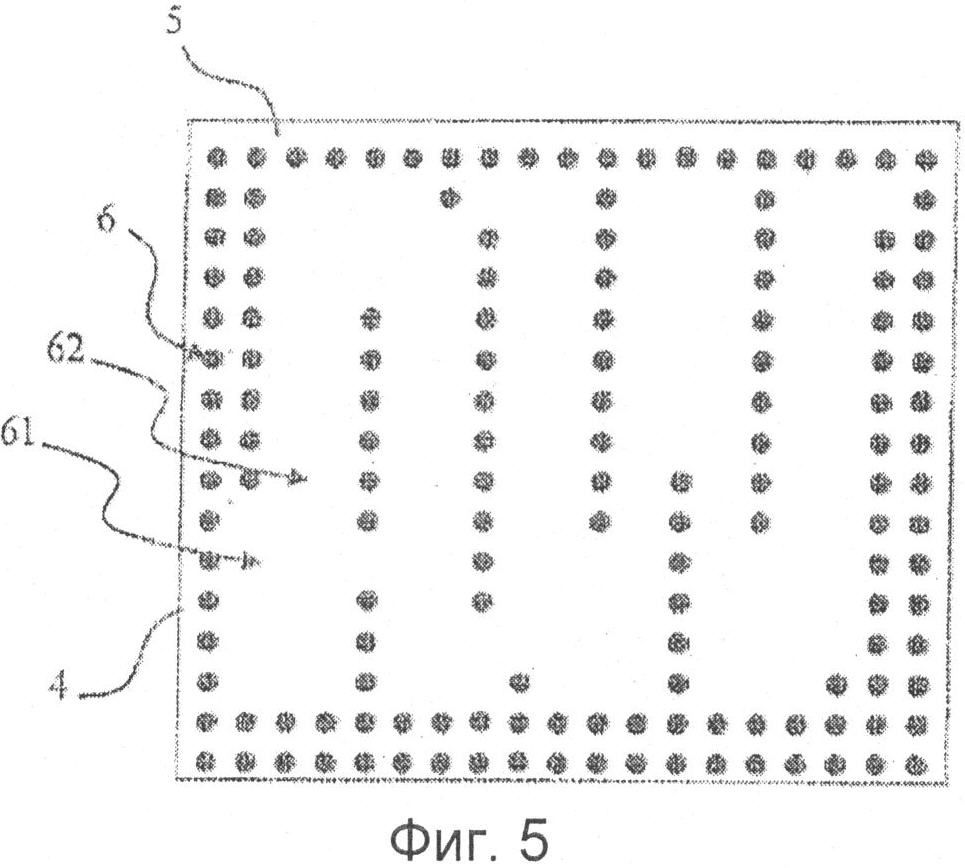
Фиг.5 представляет код в негативном изображении, образованный посредством перфорации.
Фиг.6 представляет элемент согласно изобретению на формующей сетке.
Согласно описанному ранее уровню техники и обеспечивающему формирование водяных знаков, имеющих один оттенок серого, гальваностереотип 1, представленный на фиг.1, прикрепляют к формующей сетке бумагоделательной машины.
Кроме того, согласно описанному ранее, как известно, выполняют тиснение формующей сетки бумагоделательной машины для того, чтобы изготовить мультитональные водяные знаки. Фиг.2 представляет сетку 2, содержащую тисненный участок 3, обеспечивающий формирование мультитонального водяного знака. Участок 31, являющийся более высоким, чем остальная сетка, обеспечивает формирование светлого участка водяного знака. И наоборот, участок 32 обеспечивает формирование темного участка водяного знака. Поскольку участки 31 и 32 включают в себя многоуровневый рельеф, они обеспечивают возможность получения мультитонального водяного знака.
Элемент 4 согласно изобретению для формирования мультитонального водяного знака представлен схематически на фиг.3. Указанный элемент 4 содержит поверхность 5, снабженную рельефом и конической перфорацией 6, и дренирующая способность каждого отверстия перфорации 6 зависит непосредственно от расстояния до поверхности дренирования поперечного сечения на профилированной поверхности канала, образованного указанной перфорацией 6.
Благодаря рельефу поверхности 5 перфорация 61 является не сквозной перфорацией. Это, в частности, влияет на обеспечение возможности формирования очень светлых участков на водяном знаке.
Следует заметить, в зависимости от способа, использованного для изготовления указанного элемента 4, предназначенного для формирования водяного знака, и, в частности, для изготовления формы, обеспечивающей возможность получения указанного элемента 4, может быть более легко и более практично изготовить указанную форму с нижней поверхностью, содержащей однородно распределенные колонны и с рельефом на ее верхней поверхности, который может быть локально более высоким, чем указанные колонны, с тем, чтобы сформировать глухую перфорацию на элементе 4. Изготовление формы с участками, содержащими однородно распределенные колонны, и другие участки, свободные от колонн, может на самом деле оказаться более сложным в зависимости от использованного способа.
Фиг.4 иллюстрирует взаимосвязь между элементом 4 согласно изобретению для формирования мультитонального водяного знака и оттенками серого, полученными на указанном мультитональном водяном знаке. Указанный элемент 4 содержит поверхность 5, снабженную рельефом, и отверстия перфорации 6, некоторые 61 из которых являются не сквозными отверстиями. Элемент 4, представленный на фиг.5, обеспечивает возможность получения мультитонального водяного знака 8 согласно изобретению, содержащего несколько уровней серого.
Участки 71 и 73 имеют низкий рельеф и следовательно отверстия перфорации, обладающие высокой дренирующей способностью, и в силу этого они соответствуют темным частям водяного знака 8. Участок 72 имеет более высокий рельеф, чем участки 71 и 73, и он в силу этого соответствует участку, меняющемуся от светлого до очень светлого (слева направо), водяного знака 8. Участок 74 имеет высокий рельеф и глухую перфорацию 61 и соответствует очень светлому участку водяного знака. Способ согласно изобретению, используемый для изготовления элемента 4, благодаря своей точности обеспечивает возможность получения "крутого" рельефа, отображающегося на водяном знаке посредством наличия очень светлых участков, таких как участок 74, непосредственно прилегающего к очень темным участкам, таких как участок 73. Таким же образом, как описано выше, участок 76 соответствует светлой части водяного знака, помещенной между двумя темными частями, соответствующими участкам 75 и 77. Участки 71, 75 и 77 обеспечивают формирование очень темных участков на водяном знаке 8, поскольку за пределами пустот, образованных рельефом поверхности 5, перфорация на этих участках большее, и в силу этого дренирование осуществляется лучше. Это приводит к большему уплотнению образуемого волокнистого мата и, таким образом, к формированию темных участков.
Положение и распределение перфорации 6 на поверхности "профилированной" поверхности 5 элемента 4 согласно изобретению может обеспечивать возможность формирования кода 62. Фиг.5 представляет собой вид сверху на такой элемент 4, он отображает код 62 "AW" в виде негативного изображения. Этот код может быть выполнен посредством глухой перфорации 61, расположенной в соответствии с кодом 62, или благодаря тому, что элемент 4 не имеет перфорацию на участке, образующем код 62.
Согласно одному варианту, здесь не представленному, код 62 может быть образован посредством отверстий перфорации, каждое из которых имеет поперечное сечение на "профилированной" поверхности 5 площадью A1, в то время как за пределами участка, определенного кодом 62, "профилированная" поверхность 5 снабжена отверстиями перфорации, каждое из которых имеет поперечное сечение площадью А2, которая больше чем A1. Соотношение пропорциональности между A1 и А2, в частности, выбрано таким, чтобы сделать видимым, например, при наблюдении в проходящем свете с помощью увеличительного стекла с 5 × увеличением, указанный код 62.
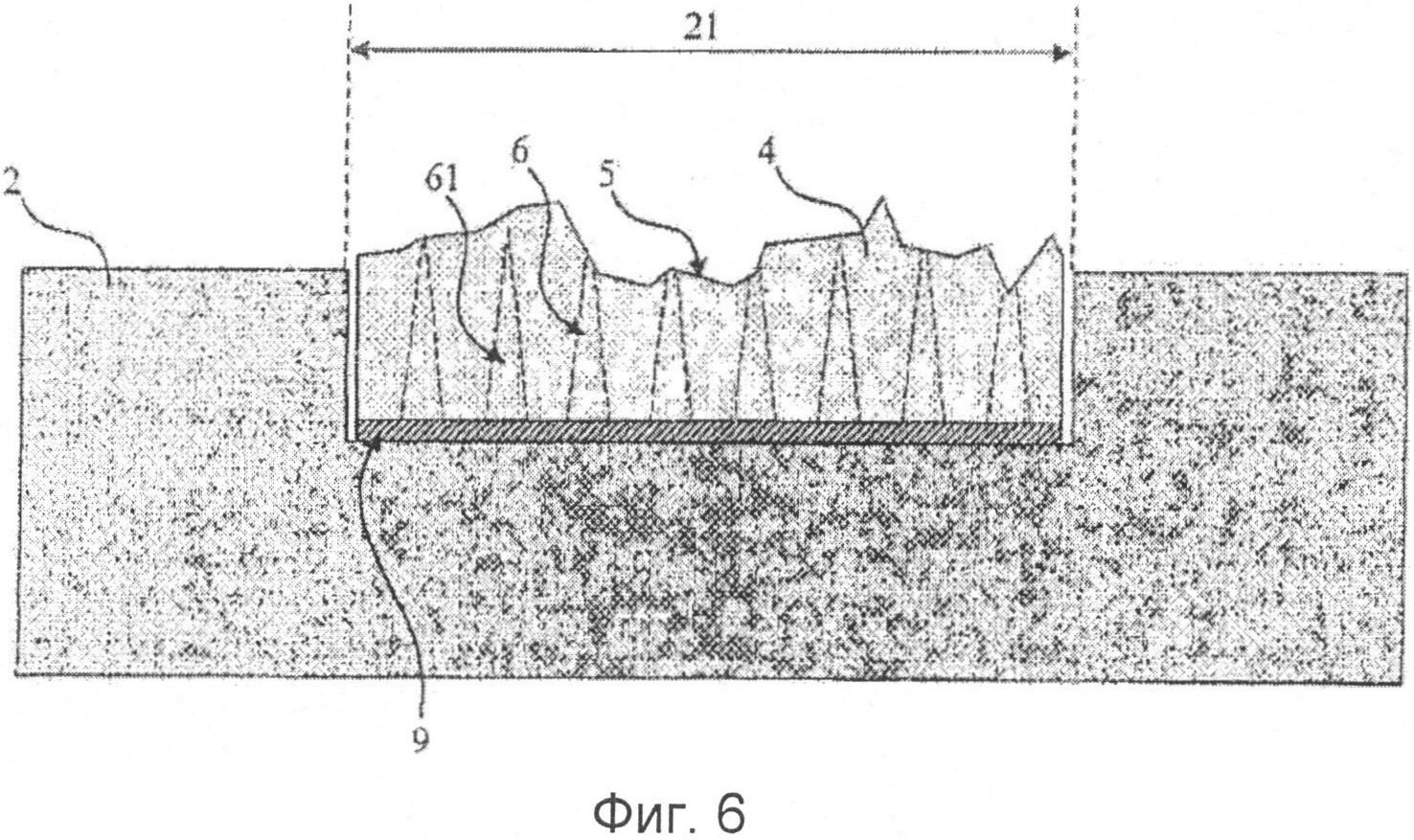
Элемент 4 согласно изобретению представлен на фиг.6. Он может быть, в частности, приварен посредством сварного шва 9 к тисненому участку 21 дренирующей сетки 2. Этот элемент 4 содержит "профилированную" поверхность 5, перфорацию 6 и глухую перфорацию 61.
Под выражением "имеющий" или "содержащий" следует понимать как тождественное выражению "имеющий по меньшей мере один" или "содержащий по меньшей мере один", если явно не указано иначе.
Защищенный документ
Способ изготовления листового материала
Способ изготовления листового материала
Лист с защитой от подделки, устойчивый к сминанию, способ его изготовления, а также содержащий такой лист документ с защитой от подделки
Лист, содержащий по меньшей мере один водяной знак или псевдоводяной знак, видимый только с одной стороны листа
Лист с защитой от подделки, содержащий коэкструзионную подложку
Способ аутентификации и/или идентификации защищенного изделия
Защищенная структура, содержащая фосфоресцентные и флуоресцентные композиции
Жидкая композиция, образующая покрытие, обладающее антивирусными свойствами, способ (варианты) и изделие
Способ аутентификации и/или идентификации защищенного изделия
Защищенный документ
Способ изготовления листового материала
Способ изготовления листового материала
Лист с защитой от подделки, устойчивый к сминанию, способ его изготовления, а также содержащий такой лист документ с защитой от подделки
Лист, содержащий по меньшей мере один водяной знак или псевдоводяной знак, видимый только с одной стороны листа
Защищенный лист, содержащий отрывную полоску, обеспечивающую доступ к скрытой информации, и способ его изготовления
Лист с защитой от подделки, содержащий коэкструзионную подложку
Защищенная структура, содержащая микроэлектронное устройство, а также водяной знак или его имитацию
Способ аутентификации и/или идентификации защищенного изделия
Защищенная структура, содержащая фосфоресцентные и флуоресцентные композиции

