Результат интеллектуальной деятельности: ПРОИЗВОДСТВО БАНОК
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к производству металлических чашек и, в частности (но не ограничиваясь этим), металлических чашек, пригодных для производства «двухсоставных» металлических емкостей.
УРОВЕНЬ ТЕХНИКИ
В патенте США 4095544 (NATIONAL STEEL CORPORATION) от 20/06/1978 подробно описаны обычные способы производства чашечных частей - вытяжки с утонением стенки (DWI) и глубокой вытяжки (DRD), используемых при изготовлении двухсоставных металлических емкостей. (Следует отметить, что в Соединенных Штатах Америки DWI обычно называют D&I.) Термин «двухсоставный» относится к i) чашечной части и ii) укупорочному средству, которое впоследствии будет прикреплено к открытому концу чашечной части для образования емкости.
В способе DWI (D&I) (как показано на фиг. 6-10 патента США 4095544) плоскую (обычно) круглую заготовку, штампованную из рулона листового металла, вытягивают через вытяжной штамп под действием пуансона для образования полой чашки первого этапа. Этот начальный этап вытяжки не приводит к существенному утонению заготовки. После этого чашку, которую обычно устанавливают на концевую поверхность плотно подогнанного пуансона или пресс-штока, проталкивают через один или более кольцевых штампов утонения для уменьшения толщины боковой стенки чашки, что ведет к удлинению боковой стенки чашки. Сам по себе способ утонения не приведет к каким-либо изменениям номинального диаметра чашки на первом этапе.
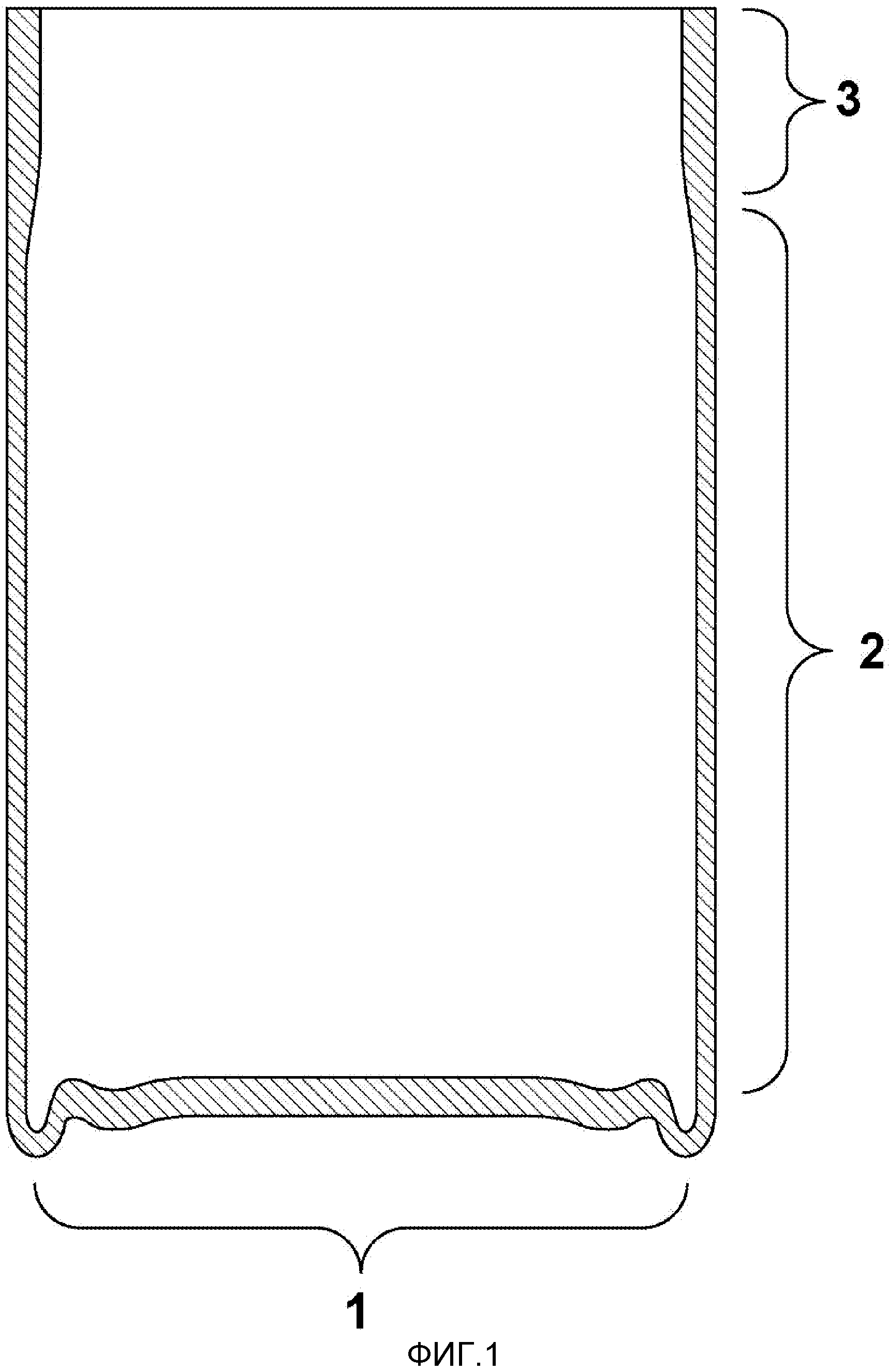
На фиг. 1 показано распределение металла в корпусе емкости в результате обычного способа DWI (D&I). Фиг. 1 приведена только в иллюстративных целях и поэтому выполнена не в масштабе. На фиг. 1 указаны три области:
Область 1 представляет собой неутоненный материал основания. Он остается примерно такой же толщины, что и исходная толщина заготовки, т.е. не зависит от отдельных производственных операций обычного способа DWI.
Область 2 представляет собой утоненную среднюю часть боковой стенки. Ее толщина (и, соответственно, величина требуемого утонения) определяется характеристиками, необходимыми для корпуса емкости.
Область 3 представляет утоненную верхнюю часть боковой стенки. Как правило, в баночном производстве утоненная верхняя часть составляет около 50-75% от исходной толщины.
В способе DRD (как показано на фиг. 1-5 патента США 4095544) такую же технологию вытяжки используют для формования чашки на первом этапе. Однако вместо использования способа утонения на первом этапе чашку при этом подвергают одной или более операциям повторной вытяжки, которые служат для постепенного уменьшения диаметра чашки и, тем самым, удлинения боковой стенки чашки. Сами по себе большинство обычных операций повторной вытяжки не предназначены для изменения толщины материала чашки. Однако, принимая в качестве примера корпусы емкостей, изготовленных обычным способом DRD, видно, что на практике обычно имеется некоторое утолщение в верхней части готового корпуса емкости (порядка 10% или более). Это утолщение представляет собой естественный эффект способа повторной вытяжки и объясняется компрессионным воздействием на материал при повторной вытяжке из чашки большого диаметра в чашку меньшего диаметра.
Следует отметить, что существуют альтернативные известные DRD-способы, позволяющие достигнуть уменьшения толщины боковой стенки чашки за счет использования вытяжных штампов небольших или сложных радиусов для утонения боковой стенки путем обтяжки на этапах вытяжки и повторной вытяжки.
В качестве альтернативного варианта на первом этапе изготовления чашки может быть использовано сочетание утонения и повторной вытяжки, тем самым, уменьшая и диаметр чашки, и толщину боковой стенки. Например, при производстве двухсоставных металлических емкостей (банок) корпус емкости, как правило, производят путем вытяжки заготовки на первом этапе изготовления чашки, и затем подвергают чашку нескольким повторным операциям вытяжки, пока не будет получен корпус емкости требуемого диаметра, после чего следует утонение боковой стенки для обеспечения требуемой толщины и высоты боковой стенки.
Тем не менее, у используемых в большом промышленном масштабе DWI (D&I) и DRD-способов имеется серьезное ограничение в том, что они не направлены на уменьшение толщины (и, следовательно, веса) материала в основании чашки. В частности, вытяжка не приводит к уменьшению толщины вытягиваемого объекта, а утонение воздействует только на боковые стенки чашки. По сути, при известных DWI (D&I) и DRD-способах изготовления чашек для двухсоставных емкостей, толщина основания остается по существу неизменной относительно исходной толщины заготовки. Это может придавать основанию толщину, которая будет значительно больше, чем необходимо для выполнения рабочих целей.
В производстве металлической упаковки существует жесткая конкуренция, при этом снижение веса является первоочередной целью, поскольку это уменьшает затраты на транспортировку и сырье. Например, около 65% затрат на производство обычного двухсоставного металлического пищевой емкости являются производными от стоимости сырья.
Ввиду этого существует необходимость уменьшения веса металлических чашечных частей экономически эффективным образом. Следует отметить, что в этом документе термины «чашечная часть» и «чашка» используются как взаимозаменяемые.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Соответственно, согласно первому объекту изобретения (определенному в п. 1), предложен способ производства металлической чашки из листового металла, включающий следующие операции:
i. операцию вытяжки, включающую вытяжку листового металла в чашку с боковой стенкой и выполненным за одно целое основанием,
ii. операцию обтяжки, выполненную на чашке, включающую операцию прижима кольцевой области к основанию чашки для образования замкнутого участка, и деформацию и обтяжку по меньшей мере части основания, лежащей в замкнутом участке, чтобы тем самым увеличить площадь поверхности и уменьшить толщину основания, причем кольцевой прижим выполнен с возможностью ограничения или предотвращения текучести металла из зажатой области в замкнутый участок во время этой операции обтяжки,
при этом операции вытяжки и обтяжки выполняют в общем прессе.
Согласно второму объекту изобретения (определенному в п. 5), предложен пресс для производства металлической чашки из листового металла, содержащий:
i. средства вытяжки листового металла в чашку с боковой стенкой и выполненным за одно целое основанием,
ii. прижимной элемент для прижима вытянутой чашки во время операции обтяжки, причем прижимной элемент выполнен с возможностью прижима кольцевой области к основанию вытянутой чашки для образования замкнутого участка,
iii. обтяжной инструмент, выполненный с возможностью деформирования и обтяжки по меньшей мере части основания, лежащей в замкнутом участке при операции обтяжки, чтобы тем самым увеличить площадь поверхности и уменьшить толщину основания, при этом зажимной элемент дополнительно выполнен с возможностью ограничения или предотвращения текучести металла из прижатой области в замкнутый участок при операции обтяжки.
Способ и устройство согласно различным объектам изобретения имеют преимущество (над известными способами и устройствами) в том, что обеспечивают производство чашки, основание которой тоньше исходной толщины листового металла, без потерь и отходов металла. Это достигается за счет использования одного пресса, что упрощает способ производства. Будучи примененным при производстве двухсоставных емкостей, изобретение обеспечивает снижение предстоящих затрат на несколько долларов из расчета на 1000 емкостей по сравнению с существующими технологиями производства.
Для обеспечения обтяжки и утонения замкнутого участка (и, следовательно, основания чашки) при операции обтяжки основание вытянутой чашки прижимают достаточно прочно, чтобы ограничить или предотвратить текучесть металла из прижатой области в замкнутый участок во время операции обтяжки. Если усилия прижима были бы недостаточны, материал из прижатой области (или из-за пределов прижатой области) был бы просто вытянут в замкнутый участок, а замкнутый участок (основание чашки) не претерпел бы никакого утонения. Было установлено, что обтяжка и утонение все еще могут происходить при ограниченной текучести материала из прижатой области (или из-за пределов прижатой области) в замкнутый участок, т.е. когда текучесть металла ограничена, а не полностью предотвращена.
Способ и устройство согласно изобретению особенно применимы для использования в производстве металлических емкостей, при этом готовая полученная чашка может получить форму замкнутой емкости путем прикрепления укупорочного средства к открытому концу чашки.
Например, конец металлической банки может быть припаян шовной сваркой к открытому концу готовой полученной чашки. Однако, как правило, чашка, полученная способом согласно изобретению, будет подвергнута одной из операций или сочетанию операций повторной вытяжки и утонения. Операция повторной вытяжки может включать один или более этапов, при этом результатом каждого этапа будет поэтапное уменьшение диаметра чашки. Результатом операции утонения предпочтительно будет увеличение высоты боковой стенки чашки, произведенной согласно способу и устройству, заявленными в изобретении. Операция обтяжки предпочтительно включает деформирование и обтяжку по меньшей мере части основания, лежащей в замкнутом участке в куполообразном профиле. В области металлических емкостей для газированных напитков основание корпуса емкости обычно имеет направленную внутрь куполообразную форму, чтобы противостоять создаваемому продуктом давлению. «Купол», обеспеченный способом и устройством согласно изобретению, может служить куполообразной направленной внутрь областью корпуса емкости для напитков. Однако вполне вероятно, что чашка в дальнейшем пройдет операцию риформинга для придания куполообразному основанию чашки требуемого окончательного профиля, необходимого для сопротивления внутреннему давлению.
Способ по настоящему изобретению пригоден для использования и на круглых, и не круглых в плоскости чашках. Тем не менее, лучше всего он применим на круглых чашках.
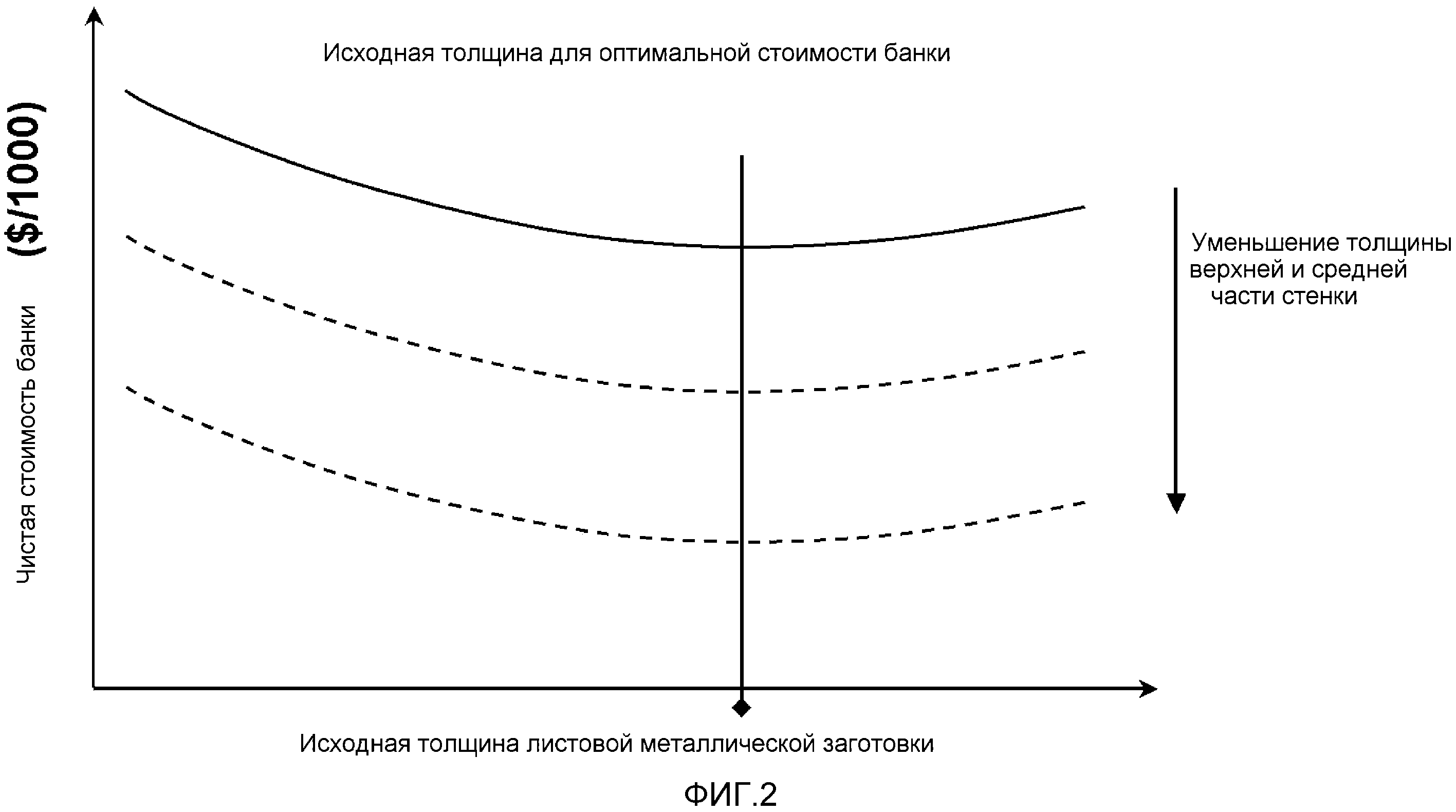
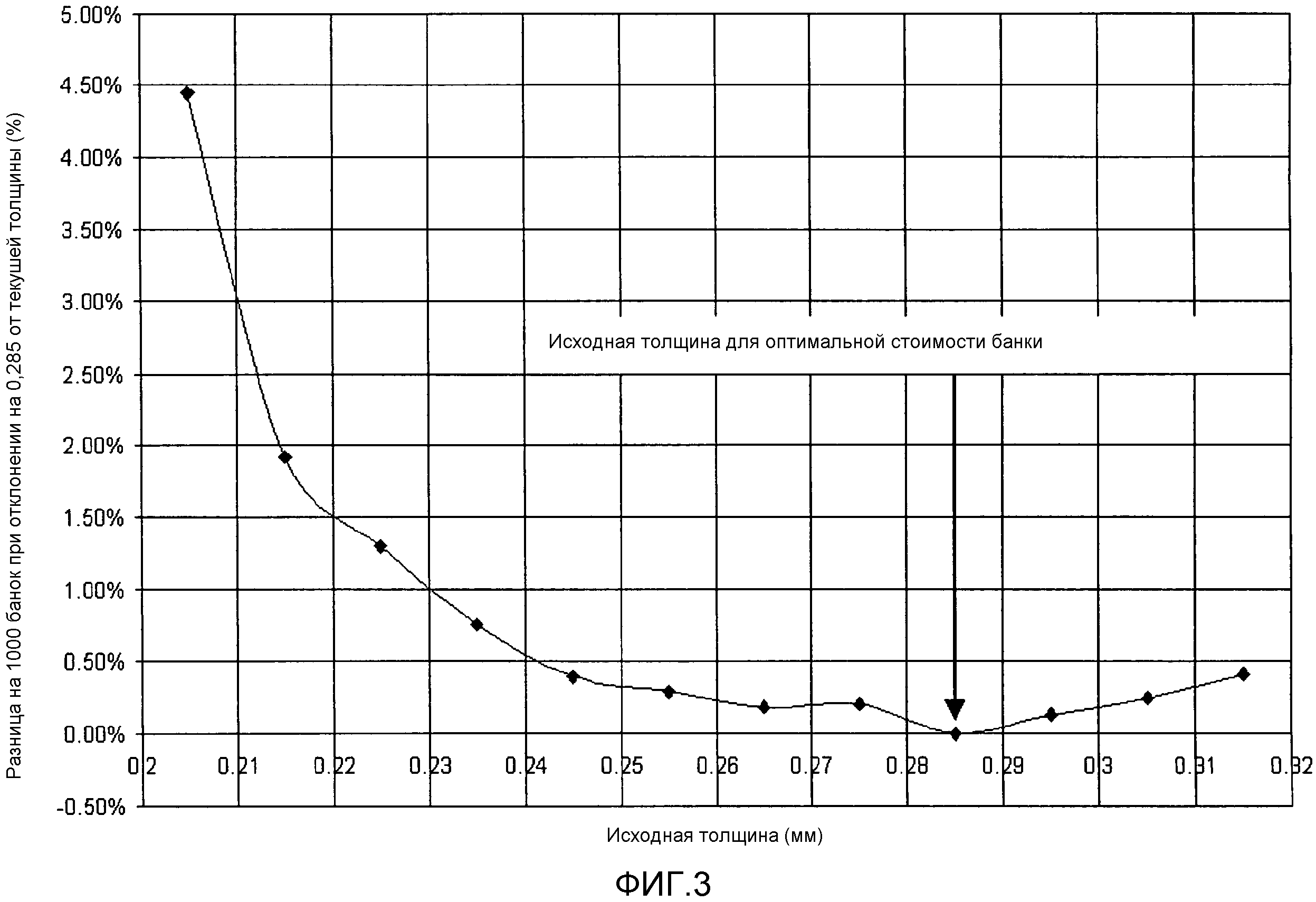
Еще одним путем уменьшения количества материала в основании чашечной части, произведенной с использованием обычных DWI и DRD-способов, было бы использование листа с меньшей исходной толщиной. Однако по мере уменьшения толщины стоимость тонны белой жести возрастает. Это увеличение объясняется дополнительными расходами на прокатку, очистку и лужение более тонкой стали. Также с учетом использования материалов при изготовлении двухсоставной емкости, изменение чистой общей стоимости производства емкости в зависимости от исходной толщины материала представлено в виде диаграммы на фиг. 2. Эта диаграмма показывает, что с точки зрения затрат уменьшение исходной толщины материала необязательно ведет к сокращению расходов. В сущности, имеется наиболее дешевая толщина материала для любой емкости с данной толщиной боковой стенки. На диаграмме также показан эффект уменьшения толщины верхнего и среднего участков стенки емкости в снижении кривой затрат. На фиг. 3 показана та же диаграмма на основе фактических данных поставляемой в Великобритании жести того типа, что обычно используют в производстве банок. Для материала, показанного на фиг. 3, 0,285 мм представляет собой оптимальную толщину в отношении стоимости, с использованием более тонкого материала, увеличивающего чистую общую стоимость производства банки. Диаграмма на фиг. 3 показывает процент увеличения общей стоимости на 1000 банок, при отклонении на 0,285 мм оптимальной исходной толщины листа.
В результате готовая чашка согласно изобретению предпочтительно имеет более тонкое (и, следовательно, более легкое) основание.
«Листовой металл» может включать в себя заготовку, высеченную из листового металла большего размера.
«Кольцевой прижим» или прижимная «кольцевая область» означает, что основание вытянутой чашки прикреплено либо сплошным образом, либо через определенные интервалы в кольцевом порядке.
Прижимной элемент может быть выполнен в виде сплошной кольцевой втулки, в качестве альтернативы, он может представлять собой комплект отдельных крепежных элементов, распределенных кольцевым образом для воздействия на листовой металл.
Способ и устройство согласно изобретению не ограничены конкретным металлом. Они особенно применимы для использования с любыми металлами, обычно используемыми в DWI (D&I) и DRD-способах. Кроме того, не существует никаких ограничений на конечное использование чашки, произведенной с помощью способа и устройства согласно изобретению. Чашки могут быть использованы без ограничений при производстве любого типа емкости, будь то для продуктов питания, напитков или чего-нибудь еще.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет собой вид сбоку корпуса емкости предшествующего уровня техники, полученного обычным DWI-способом. На ней показано распределение материала в основании и областях боковой стенки корпуса емкости.
Фиг. 2 представляет собой диаграмму, показывающую в общих чертах, как чистая общая стоимость изготовления типового двухсоставного металлической емкости изменяется в зависимости от исходной величины листового металла. На диаграмме показано, как уменьшение толщины области боковой стенки (например, путем утонения) приводит к снижению чистой общей стоимости.
Фиг. 3 представляет собой диаграмму, соответствующую фиг. 2, но основанную на фактических данных о ценах на поставляемую в Великобритании белую жесть.
Варианты осуществления изобретения проиллюстрированы следующими чертежами, со ссылкой на сопровождающее описание:
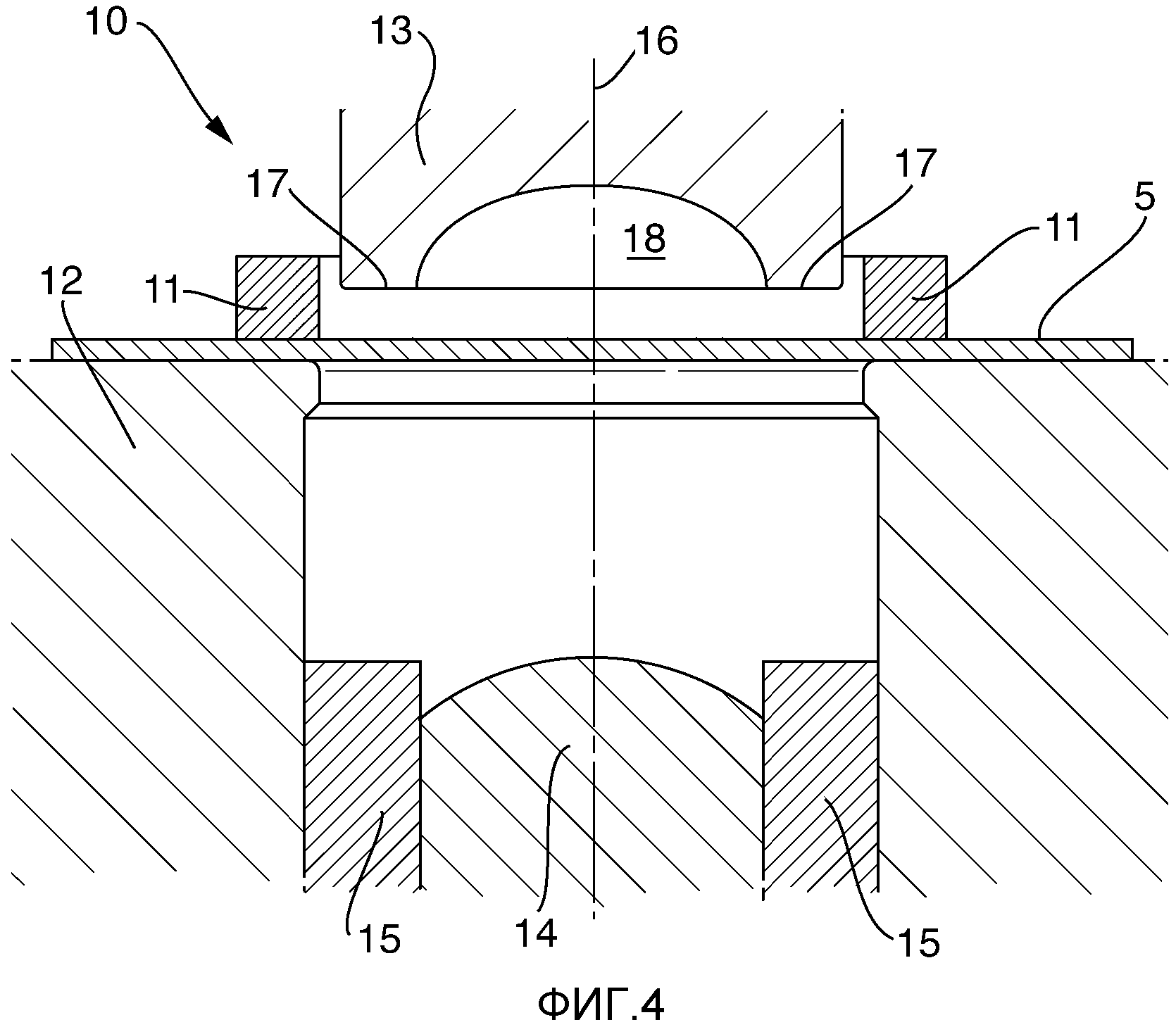
Фиг. 4 представляет собой вид в разрезе пресса согласно изобретению, на котором показана заготовка из листового металла перед операциями вытяжки и обтяжки.
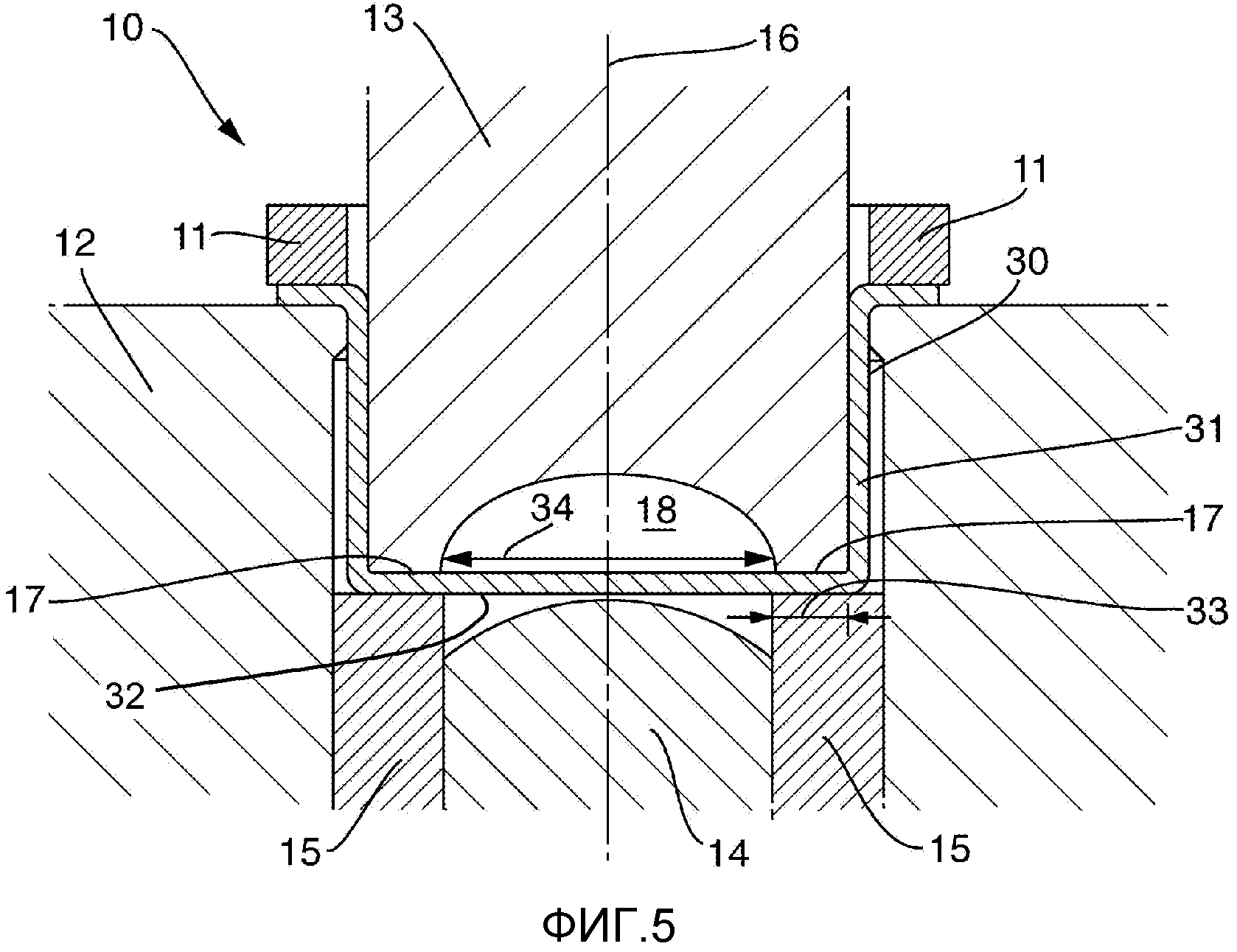
Фиг. 5 представляет собой вид в разрезе пресса, показанного на фиг. 4, но после операции вытяжки, служащей для вытяжки заготовки из листового металла в чашку с боковой стенкой и выполненным за одно целое основанием.
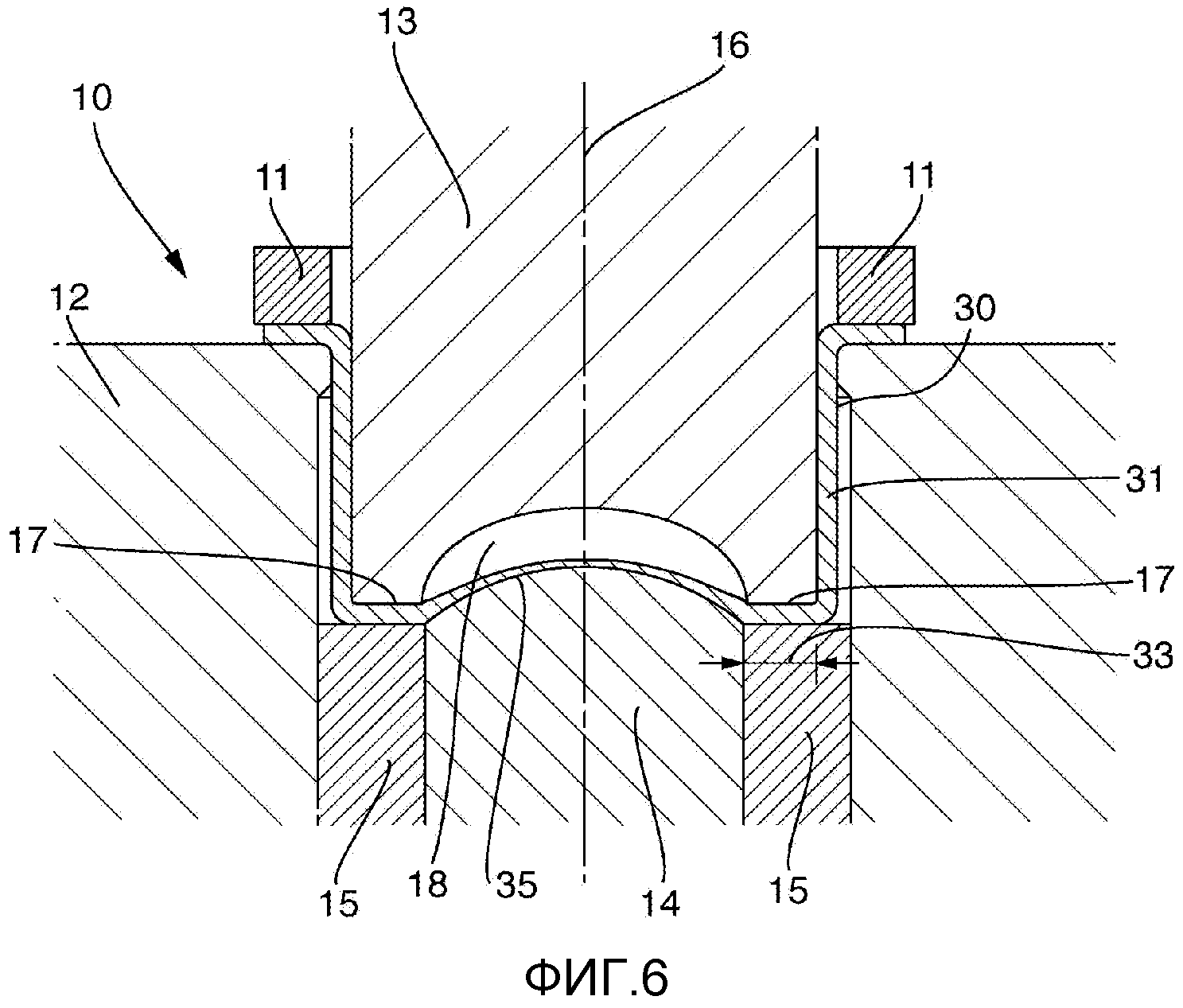
Фиг. 6 представляет собой вид в разрезе пресса, показанного на фиг. 4 и 5, но после операции обтяжки, служащей для деформирования и обтяжки основания тянутой чашки.
ВАРИАНТ(Ы) ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
ОПЕРАЦИЯ ВЫТЯЖКИ
На фиг. 4 показан комбинированный вытяжно-обтяжной пресс 10. Заготовка из листового металла 5 «подвижно прижата» в положении между противоположными поверхностями прижимного кольца 11 и концевой поверхностью вытяжного штампа 12. Над верхней поверхностью заготовки из листового металла 5 находится вытяжной пуансон 13. В отверстии, образованном вытяжным штампом 12, расположен обтяжной пуансон 14, который направлен радиально внутрь и окружен кольцевым прижимным элементом 15.
После того как заготовка 5 будет «подвижно прижата» между прижимным кольцом 11 и вытяжным штампом 12, вытяжной пуансон 13 перемещается в осевом направлении вниз (вдоль оси 16), пока периферийная кольцевая область 17 концевой поверхности пуансона не соприкоснется с соответствующей областью заготовки 5 (см. фиг. 5). Вытяжной пуансон 13 подают вниз через отверстие вытяжного штампа 12 для постепенной вытяжки изначально плоской заготовки 5 в чашку 30 с боковой стенкой 31 и выполненным за одно целое основанием 32.
Под «подвижным прижимом» подразумевают то, что прижимное усилие во время вытяжки подбирают таким образом, чтобы обеспечить скольжение листового металла 5 относительно любого используемого прижимного средства (в данном случае «прижимного кольца 11»), в ответ на деформирующее воздействие вытяжного пуансона 13/вытяжного штампа 12 на листовой металл. Цель этого подвижного прижима состоит в предотвращении или ограничении морщения материала при вытяжке.
ОПЕРАЦИЯ ОБТЯЖКИ
После того как вытяжной пуансон 13 достигнет конца своего хода, кольцевой прижимной элемент 15 перемещается аксиально вверх, пока кольцевая область 33 на основании 32 вытянутой чашки не будет зажата между кольцевым прижимным элементом и периферийной кольцевой областью 17 концевой поверхности вытяжного пуансона 13 (см. фиг. 5). Материал основания чашки, замкнутый внутри этого кольцевого прижима, называют «замкнутым участком» 34.
Обтяжной пуансон 14 затем перемещается в осевом направлении вверх (вдоль оси 16) для вхождения в контакт с замкнутым участком 34 (см. фиг. 6). Обтяжной пуансон 14 подают вверх в выемку 18, образованную в концевой поверхности вытяжного пуансона 13 для постепенного деформирования и обтяжки материала замкнутого участка 34 чашки 30 в куполообразный профиль 35 (см. фиг. 6). Прижимное усилие, приложенное между кольцевым прижимным элементом 15 и периферийной кольцевой областью 17 концевой поверхности вытяжного пуансона 13, является достаточным для ограничения или предотвращения текучести металла из прижатой кольцевой области 33 в замкнутый участок 34 во время этой операции обтяжки. Для усиления эффекта захвата концевая поверхность кольцевого прижимного элемента 15 может быть текстурирована (не показано на чертежах), что обеспечивает использование меньшего прижимного усилия по сравнению с использованием кольцевого прижимных элемента с гладкой полированной концевой поверхностью.
Как показано на фиг. 6, чашка, полученная в результате операции обтяжки в прессе 10, имеет уменьшенную толщину в своей основе относительно исходной толщины листовой металлической заготовки 5. Как указано выше в описании изобретения, эта чашка может быть использована в качестве корпуса емкости, но, как правило, подвергается одной из операций или сочетанию операций вытяжки и утонения для оптимизации диаметра чашки и толщины боковой стенки. Кроме того, как указано в описании изобретения, куполообразная область 35 может быть особенно предпочтительна для емкостей, предназначенных для продуктов под давлением, например газированных напитков.
Торец банки
Повторно уплотняемый торец банки для напитка и способы, относящиеся к нему
Дно металлического контейнера
Система охлаждения
Контейнер для хранения жидкости
Изготовление емкостей
Банка для напитков с диском
Изготовление жестяной банки
Крышка для банки для напитков с полностью открытым концом
Корпус банки
Торец банки
Повторно уплотняемый торец банки для напитка и способы, относящиеся к нему
Дно металлического контейнера
Система охлаждения
Контейнер для хранения жидкости
Изготовление емкостей
Банка для напитков с диском
Изготовление жестяной банки
Крышка для банки для напитков с полностью открытым концом
Корпус банки

