Результат интеллектуальной деятельности: ЛИТЬЕВОЕ ФОРМОВАНИЕ ДЕТАЛИ, ИМЕЮЩЕЙ НЕОДНОРОДНУЮ ТОЛЩИНУ
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ
Литьевое формование является производственным процессом, который может использоваться для производства изделий из пластика. Литьевое формование обычно включает впрыскивание расплавленного пластика в форму с последующим охлаждением и затвердеванием. Однако многие виды пластика сжимаются во время охлаждения. Следовательно, может оказаться затруднительным производить детали точной толщины с помощью литьевого формования. Кроме того, поскольку величина сжатия зависит от толщины пластика, различные участки неоднородной пластиковой детали могут сжиматься в различной степени, тем самым создавая трудности в формовании точных деталей с помощью литьевого формования.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В материалах настоящей заявки раскрыты различные варианты осуществления, связанные с литьевым формованием детали, имеющей неоднородную толщину. Например, один из раскрытых вариантов осуществления предоставляет устройство литьевого формования, содержащее одну или более боковых стен, первую формовочную поверхность, пересекающую боковые стены и являющуюся стационарной относительно боковых стен, и вторую формовочную поверхность, пересекающую боковые стены таким образом, чтобы вместе с боковыми стенами и первой формовочной поверхностью определять полость, сконфигурированную для получения количества впрыскиваемого расплавленного термопластичного материала. Дополнительно, вторая формовочная поверхность выполнена подвижной по направлению к первой формовочной поверхности таким образом, что первый край второй формовочной поверхности перемещается на большую физическую дистанцию передвижения по направлению к первой формовочной поверхности, чем второй край второй формовочной поверхности, во время формования термопластичного материала.
Эта сущность изобретения приведена для представления в упрощенном виде подборки концепций, которые дополнительно описаны ниже в подробном описании. Эта сущность изобретения не предназначена для идентификации ключевых признаков или существенных признаков заявленного предмета изобретения, также не подразумевается используемой для ограничения объема заявленного предмета изобретения. Более того, заявленный предмет изобретения не ограничивается реализациями, которые решают любой или все недостатки, отмеченные в любой части этого раскрытия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
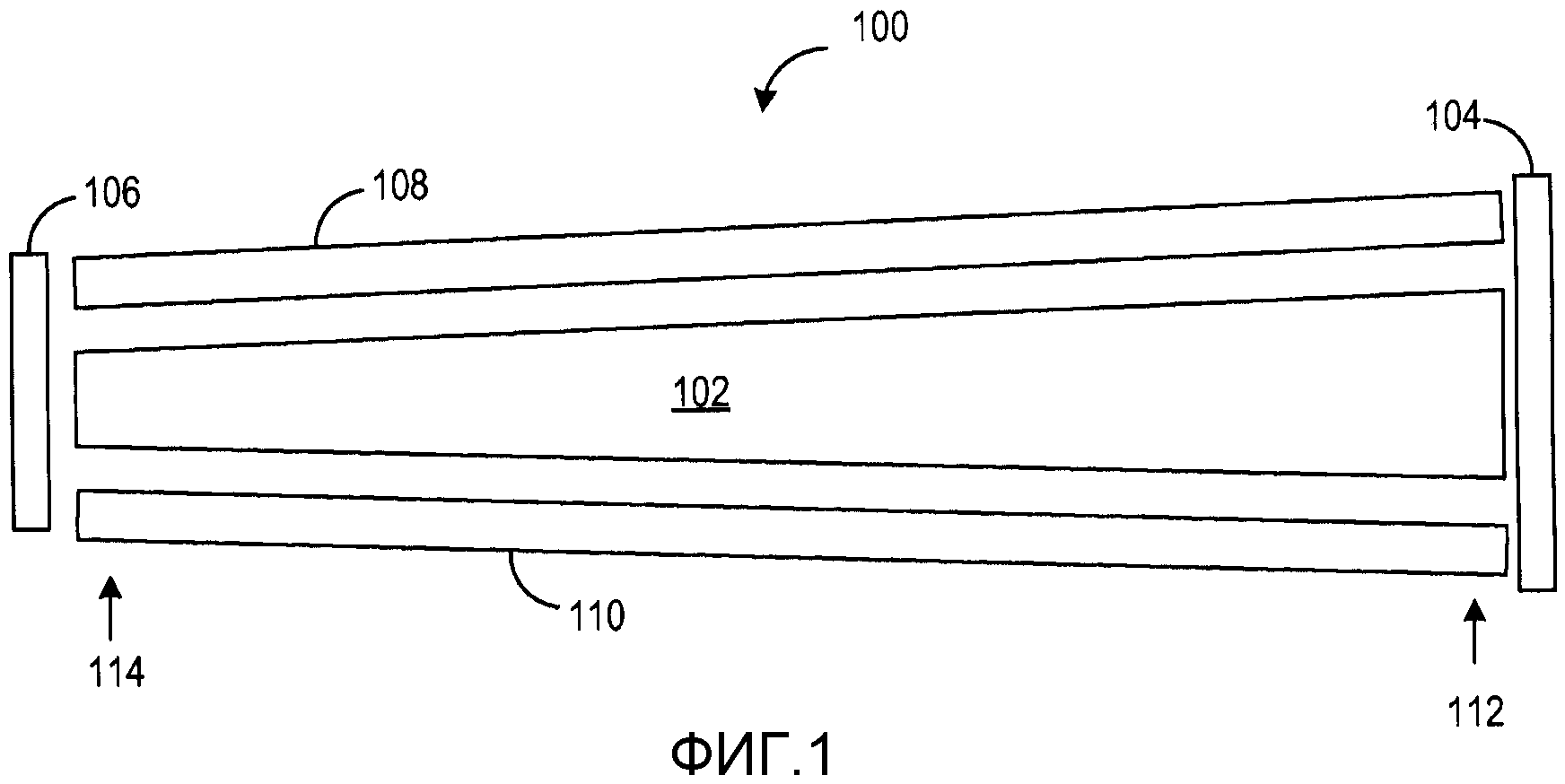
Фиг.1 показывает покомпонентное изображение варианта осуществления примерного устройства литьевого формования согласно настоящему раскрытию.
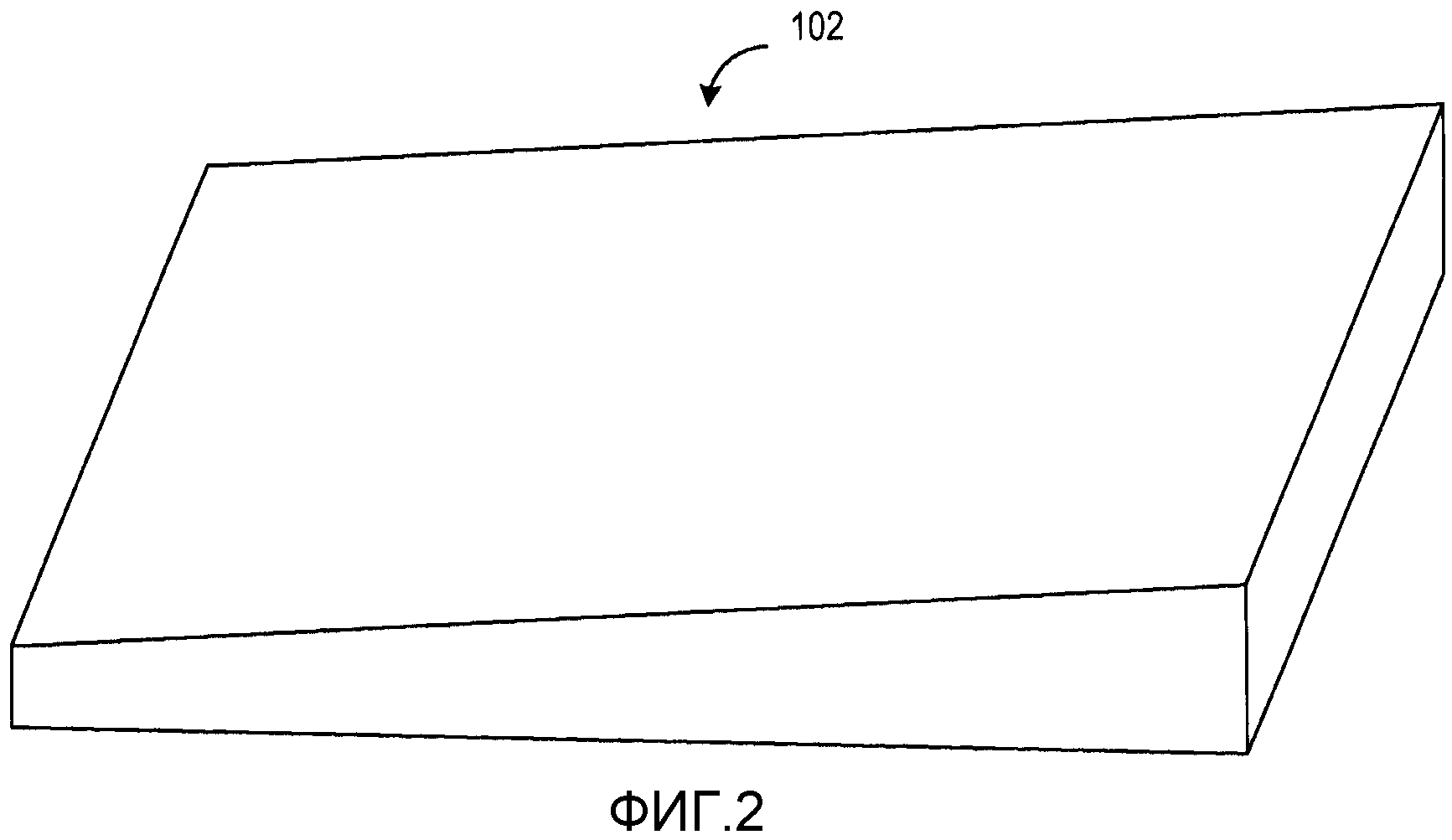
Фиг.2 показывает схематическое изображение варианта осуществления детали, имеющей неоднородную толщину, формованной с помощью варианта осуществления фиг.1.
Фиг.3 показывает блок-схему последовательности операций способа литьевого формования детали, имеющей неоднородную толщину.
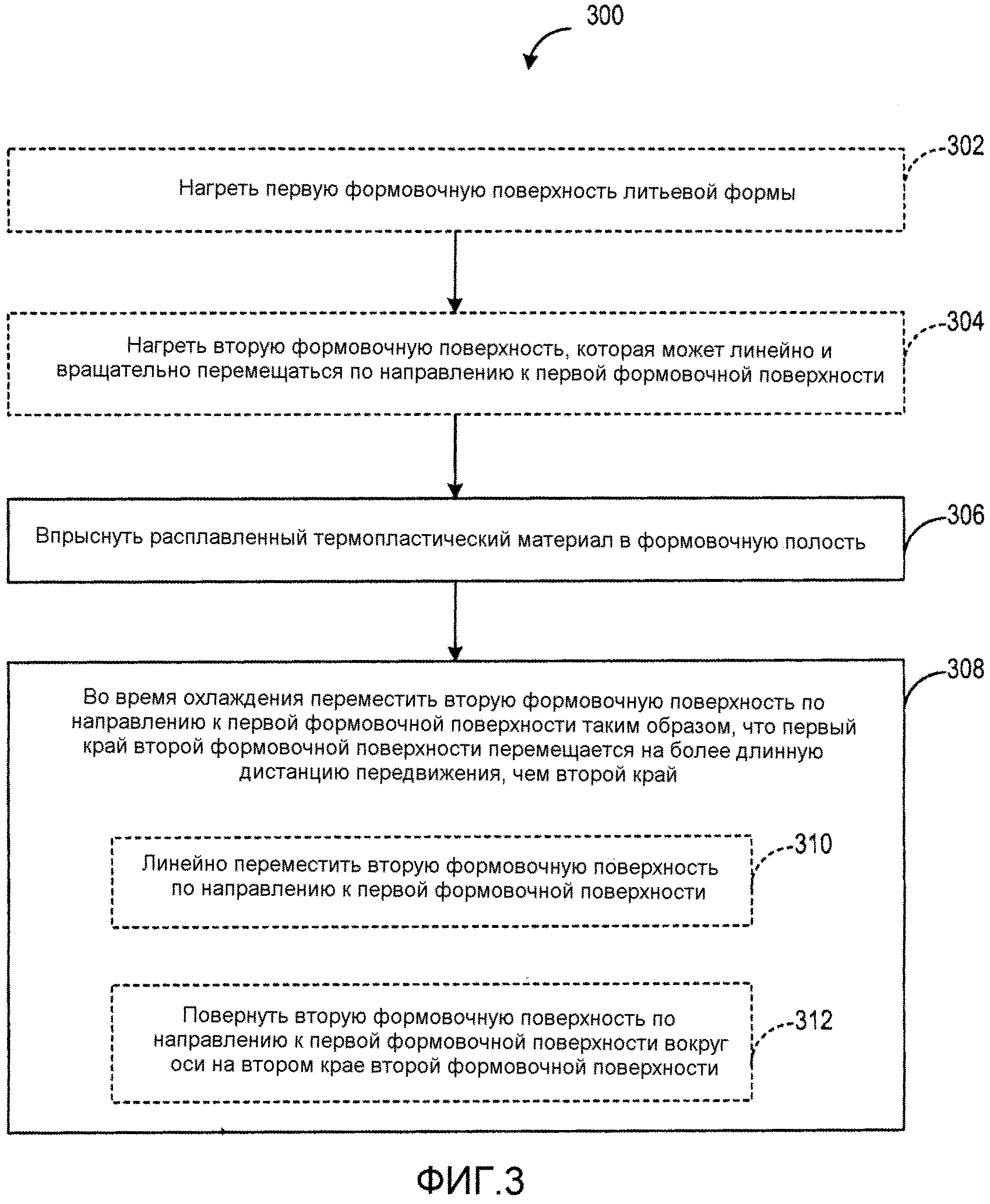
Фиг.4 показывает схематическое изображение последовательности движений формы, совершаемых во время варианта осуществления процесса литьевого формования согласно настоящему раскрытию.
ПОДРОБНОЕ ОПИСАНИЕ
Литьевое формование детали, имеющей неоднородную толщину, такой как оптический клин, может быть очень сложным в том, что материалы, используемые для таких деталей, могут сжиматься во время затвердевания, тем самым вызывая неоднородное сжатие из-за переменной толщины детали. Сжатие во время формования неоднородной детали может быть скомпенсировано путем смещения одной из поверхностей формования по направлению к другой поверхности линейным образом по мере того. как пластик охлаждается и оседает. Однако в случае неоднородной детали такое линейное движение может не работать, так как более тонкие участки детали, которые подвергаются меньшему сжатию, могут вызвать блокировку формы и тем самым не позволять дальнейшее движение формы по мере того, как более толстый участок детали продолжает оседать. Это может стать причиной того, что итоговая деталь будет иметь неправильные размеры и также может повлиять на воспроизводимость формованной детали.
Соответственно, литьевое формование детали, имеющей неоднородную толщину, как описано в материалах настоящей заявки, использует формовочную поверхность, сконфигурированную для перемещения по направлению к другой формовочной поверхности нелинейным образом (например, допуская вращение формовочной поверхности вокруг оси) при формовании термопластичного материала. Это позволяет форме продолжать двигаться в случае, когда участок формованной детали, отдаленный от оси вращения формы, затвердевает медленнее, чем участок формованной детали, расположенный рядом с осью вращения формы. Дополнительно, в некоторых вариантах осуществления формовочная поверхность может как перемещаться линейно, так и вращаться относительно другой формовочной поверхности, чтобы позволить различным движениям происходить во время различных фаз процесса охлаждения. В то время как раскрытые варианты осуществления используют вращательный механизм, чтобы позволить такому нелинейному движению происходить, будет понятно, что форма согласно настоящему раскрытию может использовать любой другой подходящий механизм для нелинейного движения.
Фиг.1 показывает покомпонентное изображение варианта осуществления примерного устройства 100 литьевого формования, которое может использоваться для формования детали, имеющей неоднородную толщину, такой как примерная деталь 102, изображенная схематически как оптический клин и показанная на фиг.2. Возвращаясь к фиг.1, устройство 100 литьевого формования может включать в себя множество боковых стен, включающих боковую стену 104 и боковую стену 106, а также боковые стены, которые пересекают боковые стены 104 и 106, чтобы сформировать прямоугольную структуру. Устройство 100 литьевого формования дополнительно включает в себя главные верхнюю и нижнюю поверхности (со ссылкой на ориентацию фиг.1), которые в материалах настоящей заявки указываются ссылкой как первая формовочная поверхность 108 и вторая формовочная поверхность 110. Первая формовочная поверхность 108 может пересекать боковые стены, такие как боковая стена 104 и боковая стена 106, и может являться стационарной относительно боковых стен. Первая формовочная поверхность 110 также может пересекать боковые стены, такие как боковая стена 104 и боковая стена 106, с тем, чтобы вместе с боковыми стенами и первой формовочной поверхностью 108 определять поверхность полости. Такая полость может быть сконфигурирована, чтобы принимать количество впрыскиваемого расплавленного термопластичного материала, который после затвердевания становится деталью 102. Как упомянуто выше, вторая формовочная поверхность 110 может перемещаться по направлению к первой формовочной поверхности 108 таким образом, что первый край 112 второй формовочной поверхности 110 перемещается на большую физическую дистанцию передвижения по направлению к первой формовочной поверхности 108, чем второй край 114 второй формовочной поверхности 110, во время формования термопластичного материала. Такая конфигурация будет описана более подробно ниже со ссылкой на фиг.3 и 4.
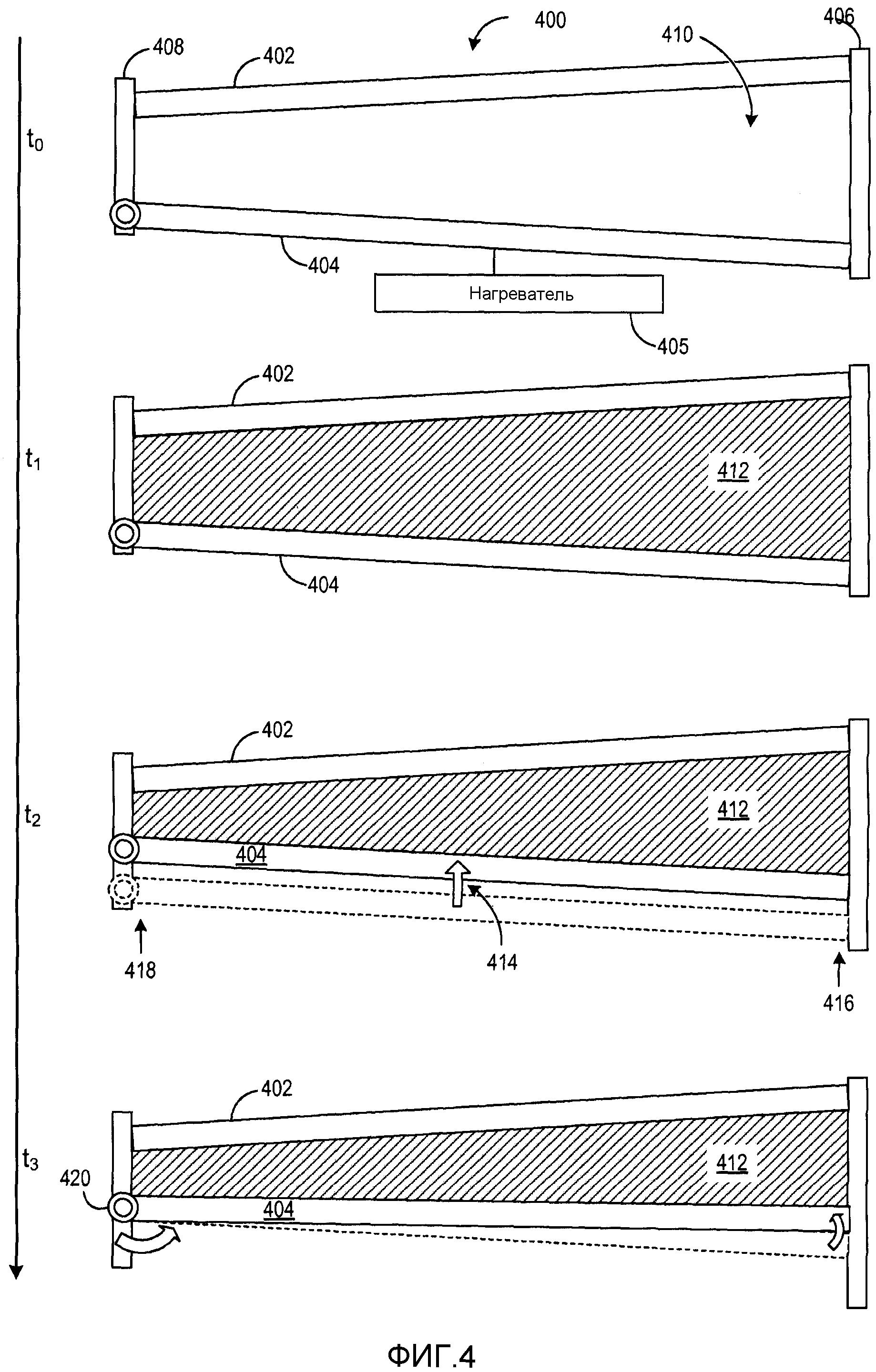
Фиг.3 показывает блок-схему последовательности операций способа 300 литьевого формования детали, имеющей неоднородную толщину. Сначала способ 300 может по желанию включать в себя на этапе 302 нагревание первой формовочной поверхности литьевой формы с тем, чтобы пластик, впрыскиваемый в форму, не начинал мгновенно затвердевать на первой поверхности. Далее некоторые варианты осуществления способа 300 могут по желанию включать в себя на этапе 304 нагревание второй формовочной поверхности литьевой формы, где вторая формовочная поверхность может линейно и вращательно перемещаться по направлению к первой формовочной поверхности. Фиг.4, которая показывает схематическое изображение временной последовательности для варианта осуществления литьевого формования детали, имеющей неоднородную толщину, показывает примеры первой и второй формовочных поверхностей соответственно как 402 и 404. Нагреватель показан для поверхности 404 схематически как 405. Нагреватель не показан для поверхности 402 или других формовочных поверхностей ради ясности. Будет понятно, что формовочные поверхности, отличные от поверхностей 402 и 404, такие как боковые стены 406 и 408, также могут нагреваться перед впрыскиванием пластика в форму.
Возвращаясь к фиг.3, на этапе 306 способ 300 включает впрыскивание расплавленного термопластического материала в формовочную полость. В некоторых вариантах осуществления формовочная полость может определяться первой формовочной поверхностью, второй формовочной поверхностью и множеством сторон, тянущихся между первой формовочной поверхностью и второй формовочной поверхностью, где вторая формовочная поверхность является подвижной по направлению к первой формовочной поверхности. Термопластический материал может впрыскиваться в полость любым подходящим образом. Например, в некоторых вариантах осуществления термопластический материал может впрыскиваться через отверстие во второй формовочной поверхности, в то время как в других вариантах осуществления расплавленный термопластический материал может впрыскиваться в форму в любом другом подходящем местоположении.
Вновь со ссылкой на фиг.4, в момент времени t1 формовочная полость 410 была заполнена термопластическим материалом 412. Формовочная полость 410 может изначально быть определена таким образом, чтобы тонкий край и толстый край расплавленного пластика были толще, чем требуется для компонента, чтобы приспособить больший объем для расплавленного термопластического материала по сравнению с затвердевшим термопластическим материалом. Затем, как описано более подробно ниже, во время охлаждения термопластического материала вторая формовочная поверхность 404 перемещается по направлению к первой формовочной поверхности 402, чтобы поддерживать формовочные поверхности в контакте с термопластическим материалом по мере того, как материал охлаждается, тем самым достигая желаемых размерных и поверхностных свойств в итоговой формованной детали.
Термопластический материал может являться любым подходящим материалом. В случае оптического клина термопластический материал может быть прозрачным, а в более конкретных вариантах осуществления может содержать такой материал, как полиметилметакрилат (PMMA), поликарбонат и/или полициклический олефин. Будет понятно, что эти материалы представлены в качестве примера, и что любые другие подходящие материалы могут использоваться в любом другом подходящем процессе формования.
Как описано выше, одна или более боковых стен, первая формовочная поверхность и вторая формовочная поверхность могут нагреваться перед и/или во время впрыскивания расплавленного термопластического материала. Такое нагревание боковых стен поверхности полости может защитить термопластический материал от теплового удара после впрыскивания.
Продолжая с фиг.3, на этапе 308 способ 300 включает, во время охлаждения термопластического материала в формовочной полости, перемещение второй поверхности по направлению к первой формовочной поверхности таким образом, чтобы первый край второй формовочной поверхности перемещался на большую физическую дистанцию передвижения, чем второй край второй формовочной поверхности, тем самым формируя деталь, имеющую неоднородную толщину. В некоторых вариантах осуществления, как указано в 310 и 312, соответственно, этап 308 способа 300 может включать в себя линейное перемещение и вращательное перемещение (то есть вращение) второй формовочной поверхности по направлению к первой формовочной поверхности либо одновременно, либо во время различных фаз процесса формования. Термин “линейное перемещение второй формовочной поверхности по направлению к первой формовочной поверхности” указывает ссылкой на движение второй формовочной поверхности такое, что первый край второй формовочной поверхности перемещается на такую же физическую дистанцию передвижения, как и второй край второй формовочной поверхности. В качестве примера, в момент времени t2 фиг.4 иллюстрирует в 414 линейное сжатие, примененное ко второй формовочной поверхности 404 в направлении к первой формовочной поверхности 402, так что первый край 416 второй формовочной поверхности 404 и второй край 418 второй формовочной поверхности 404 перемещаются примерно на одинаковую физическую дистанцию передвижения по направлению к первой формовочной поверхности 402. В некоторых вариантах осуществления устройство 400 литьевого формования может включать в себя физический ограничитель, чтобы ограничивать величину физической дистанции передвижения второй формовочной поверхности, так что вторая формовочная поверхность 404 может быть линейно перемещена по направлению к первой формовочной поверхности 402 на участок пути его передвижения по направлению к первой формовочной поверхности 402. В то время как вторая формовочная поверхность 404, которая является перемещаемой по направлению к стационарной первой формовочной поверхности 402, изображена как содержащая всю нижнюю часть формовочной полости (со ссылкой на ориентацию формы, показанной на фиг.4), будет понятно, что в некоторых вариантах осуществления вторая формовочная поверхность может содержать только часть стороны формовочной полости.
Как показано на фиг.4, после предопределенной дистанции передвижения второй формовочной поверхности 404 в момент времени t3 вторая формовочная поверхность вращательно перемещается по направлению к первой формовочной поверхности 402 вокруг оси во втором крае 418 второй формовочной поверхности 404. По существу, первый край 416 второй формовочной поверхности 404 перемещается на большую физическую дистанцию передвижения, чем второй край 418 второй формовочной поверхности 404.
Вторая формовочная поверхность 404 может вращаться любым подходящим способом. Например, устройство 400 литьевого формования может включать в себя шарнир 420, вокруг которого может вращаться вторая формовочная поверхность 404. Такой шарнир 420 может быть прикреплен к одной или более боковым стенам, например боковой стене 408, и может позволять по меньшей мере части второй формовочной поверхности 404 вращаться вокруг оси во втором крае 418 второй формовочной поверхности 404. Будет понятно, что термин “шарнир”, в качестве используемого в материалах настоящей заявки, содержит шарниры, штыри и другие подобные вращательные соединения двух частей.
Таким образом, как показано на фиг.4, линейное перемещение второй формовочной поверхности 404 по направлению к первой формовочной поверхности 402, как проиллюстрировано в t1, может использоваться для достижения желаемой толщины в тонком краю детали. Затем, как проиллюстрировано в t2, вторая формовочная поверхность 404 может перемещаться вращательно по направлению к первой формовочной поверхности 402, чтобы достигнуть желаемой толщины в толстом крае детали. После таких действий итоговая деталь имеет желаемую неоднородную толщину. Таким образом, хотя пластик может сжиматься в объемной доле во время охлаждения, литьевое формование, как описано в материалах настоящей заявки, позволяет точно контролировать переменную толщину детали посредством линейного и вращательного перемещения второй формовочной поверхности по направлению к первой формовочной поверхности управляемым образом, так что форма обеспечивает сжимающую силу на всю деталь во время всего цикла ее охлаждения.
Машина литьевого формования может быть сконфигурирована, чтобы перемещать вторую формовочную поверхность 404 по направлению к первой формовочной поверхности 402 любым подходящим образом. Например, в некоторых вариантах осуществления машина формования, к которой присоединено устройство 400 литьевого формования, может включать в себя сжимающее ядро, сконфигурированное, чтобы перемещать вторую формовочную поверхность по направлению к первой формовочной поверхности. Такое сжимающее ядро может включать в себя кулачковый механизм, гидравлические цилиндры, зубчатую рейку и шестерню, или любой другой механизм для перемещения второй формовочной поверхности.
Как описано выше, литьевое формование, как описано в материалах настоящей заявки, может использоваться для создания оптического клина, который может использоваться в качестве световода в большом дисплее или может использоваться в меньшем формфакторе, подходящем для интерактивной клавиатуры, мыши или веб-камеры или любого другого подходящего устройства. Такой оптический клин может также использоваться как подсветка жидкокристаллического дисплея (LCD). Некоторые оптические клины могут содержать линзы Френеля, сформированные на одной из сторон клина, чтобы фокусировать или перенаправлять свет, входящий в клин, от границы раздела свет/воздух клина. Следовательно, в этом случае одна из боковых сторон устройства литьевого формования может содержать поверхность формования линзы Френеля, чтобы формировать такую линзу на оптическом клине. Дополнительно, чтобы достичь желаемой гладкости для поверхности точного формованного объекта, такого как световод, одна или более боковых сторон и поверхностей полости устройства литьевого формования могут быть подвергнуты алмазной доводке или могут быть сформированы из другого процесса, подходящего для производства поверхностей высокой гладкости.
С учетом материалов настоящей заявки в контексте оптического клина стоит понимать, что варианты осуществления в материалах настоящей заявки являются иллюстративными и неограничительными, так как объем изобретения определяется прилагаемыми пунктами формулы изобретения, а не предшествующим им описанием, и, следовательно, все изменения, которые попадают в границы и рамки пунктов формулы изобретения или в эквивалент таких границ и рамок, подразумеваются охваченными пунктами формулы изобретения.
Адаптивный выбор правил сканирования электронных сообщений
Дифференцирование набора признаков участником арендуемой среды и пользователем
Обеспечение прозрачной отработки отказа в файловой системе
Оптимизация мультимедиа в реальном времени во время удаленных сеансов
Прозрачное восстановление после отказа
Фрейм обозревателя с фокусированием на веб-сайте
Управление шаблонами активации
Восстановление после сбоя кластерного клиента
Осуществляемое мобильным телефоном управление совещанием
Многоканальные соединения в сеансах файловой системы
Адаптивный выбор правил сканирования электронных сообщений
Дифференцирование набора признаков участником арендуемой среды и пользователем
Обеспечение прозрачной отработки отказа в файловой системе
Оптимизация мультимедиа в реальном времени во время удаленных сеансов
Прозрачное восстановление после отказа
Фрейм обозревателя с фокусированием на веб-сайте
Управление шаблонами активации
Восстановление после сбоя кластерного клиента
Осуществляемое мобильным телефоном управление совещанием
Многоканальные соединения в сеансах файловой системы

