Результат интеллектуальной деятельности: СПОСОБ ТЕРМОРИХТОВКИ МЕТАЛЛИЧЕСКИХ ПЛАСТИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к машиностроению, преимущественно к точному.
В современном точном машиностроении широко используются электронные модули, в состав которых входят плоские металлические подложки. Если подложка не будет плоской, то, напыляя различные слои, плоскостности добиться будет невозможно, так как одинаково ″волны″ поверхности будут покрываться равнотолщинным слоем напыляемого материала. А для монтажа электронных компонентов планарность (плоскостность) поверхности, на которую осуществляется монтаж, является одним из важных параметров.
Известны следующие способы выравнивания геометрических неровностей металлических пластин: механической планаризации (например, фрезерование), наиболее распространенный и применяемый - способ химико-механической планаризации, плазменная планаризация. Во всех этих способах удаляется слой металла с поверхности пластины (в последнем способе - за счет испарения) (http://ru.wikipedia.org/wiki/%D0%A5%D0%B8%D0%BC%D0%B8%D0%BA%D0%BE-%D0%BC%D0%B5%D1%85%D0%B0%D0%BD%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F_%D0%BF%D0%BB%D0%B0%D0%BD%D0%B0%D1%80%D0%B8%D0%B7%D0%B0%D1%86%D0%B8%D1%8F,
http://www.google.ru/url?sa=t&rct=j&q=&esrc=s&source=web&cd=3&ved=0CDUQFjAC&ur l=http%3A%2F%2Fvesmik.pstu.ru%2F_engine%2Fget_file.php%3Ff%3D542%26d%3D_res%2Ffs% 2F%26p%3Dfile.pdf%26n%3D%25C3%25CE%25CB%25DC%25C4%25D8%25D2%25C5%25C9% 25CD%2520%25D0.%5C2.%2C%2520%25CE%25D1%25C8%25CF%25C5%25CD%25CA%25CE %2520%25CC.%25CD.%2520%25D5%25E8%25EC%25E8%25EA%25EE-%25EC %25E5%25F5%25E0%25ED%25E8%25F7%25E5%25F1%25EA%25EE%25E5%2520%25EF%25E E%25EB%25E8%25F0%25EE%25E2%25E0%25ED%25E8%25E5.%2520%25D7%25E0%25F1%2 5F2%25FC%2520I.%2520%25CE%25F1%25ED%25EE%25E2%25ED%25FB%25E5%2520%25E7 %25E0%25EA%25EE%25ED%25EE%25EC%25E5%25F0%25ED%25EE%25F1%25F2%25E8%3A %2520%25EE%25E1%25E7%25EE%25F0&ei=crcbUsnHC6aC4gSJt4CABg&usg=AFQiCNGpx5Ms KKsIQH-VfhFAmHXfS6jTMA&bvm=bv.51156542,d.bGE&cad=rjt,
http://cactus.stack.net/search.html?word=%D1%85%D0%B8%D0%BC%D0%B8%D0%BA%D0%BE-%D0%BC%D0%B5%D1%85%D0%B0%D0%BD%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F%20%D0%BF%D0%BB%D0%B0%D0%BD%D0%B0%D1%80%DO%B8%D0%B7%D0%B0%D1%86%D0%B8%D1%8F, http://www.findpatent.ru/patent/223/2235747.html, http://technomag.edu.ru/doc/282054.html).
Известны также различные способы терморихтовки, один из которых (SU 352953 А1) выбран за прототип.
Предлагаемый способ терморихтовки отличается от прототипа тем, что нагрев металлических листов прямоугольной или круглой формы (это может быть и один лист), размещенных между плоскими, сжимающими пакет плитами, нагревают, помещая собранное устройство в печь для равномерного его нагрева до температуры пластичности рихтуемого металла, а охлаждение после извлечения из печи осуществляют избирательно, обеспечивая условия для более быстрого остывания элементов, например шпилек, зажимающих рихтуемые листы, что вызывает возникновение в шпильках термических напряжений, значительно усиливающих сжатие листов, сохраняющих пластичность, из-за замедленного остывания.
Для реализации этого способа может быть использовано устройство, представляющее собой две массивные плоские шлифованные плиты, снабженные по контуру отверстиями, в которые вставляются зажимающие пакет листов шпильки, снабженные сквозными отверстиями, служащими для охлаждения шпилек, причем в устройстве предусмотрена возможность прохода воздуха через каналы как за счет естественной конвекции, так и за счет принудительной продувки воздуха от воздушной сети.
Очень важным является то, что в предлагаемом изобретении обеспечивается усилие зажима пластин вплоть до 250 т и даже более.
Технический результат изобретения - расширение арсенала технических средств планаризации металлических пластин.
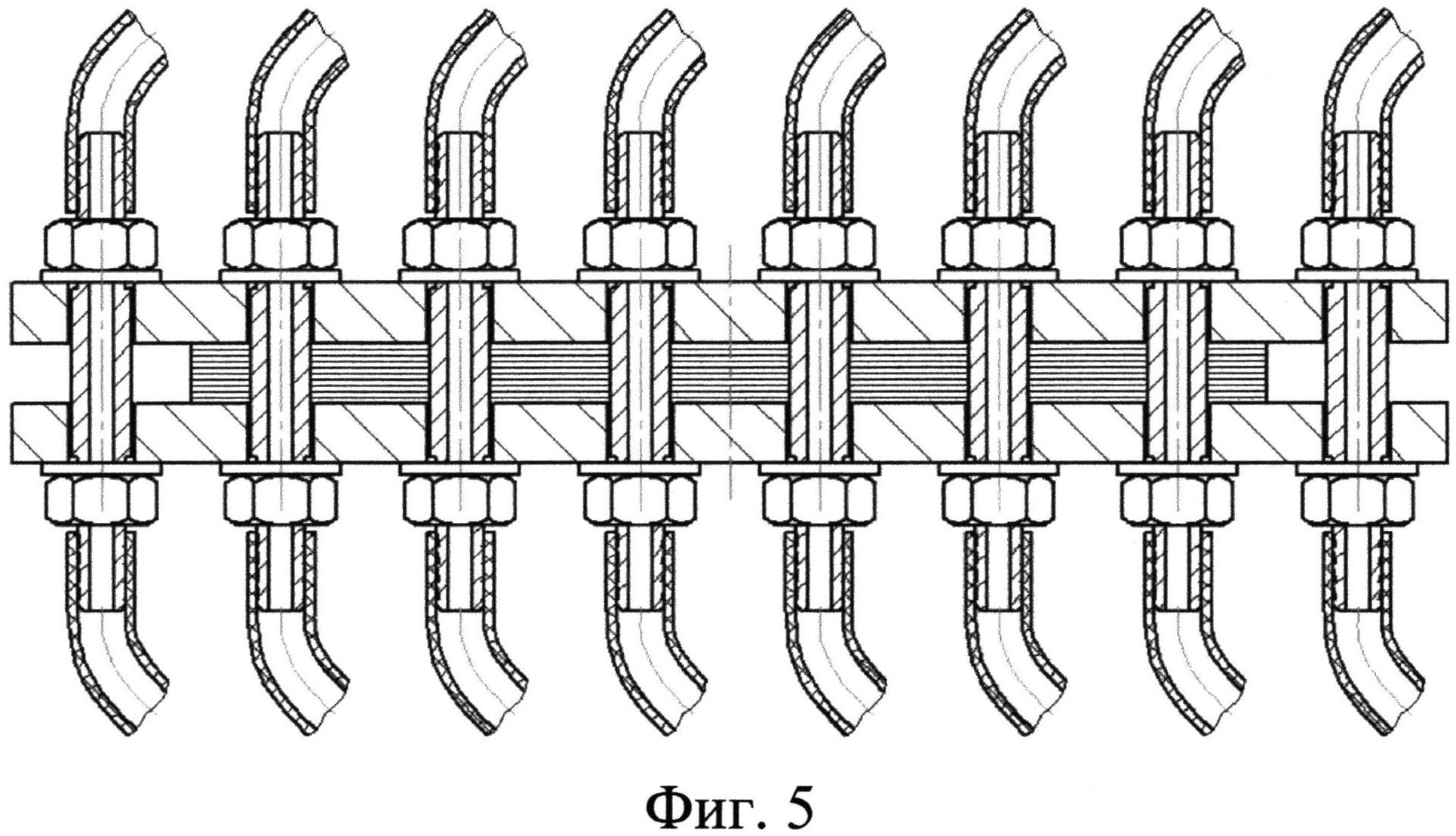
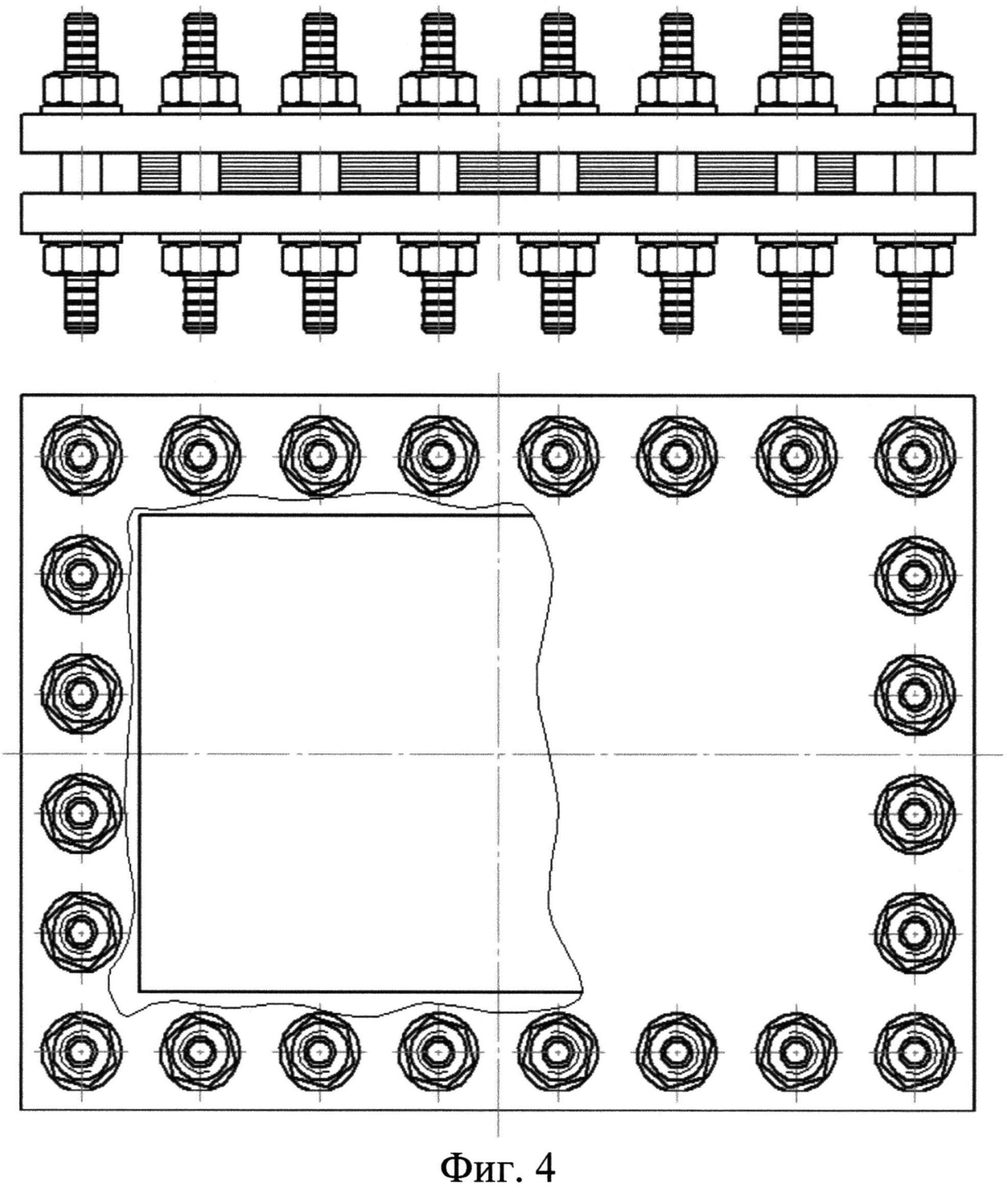
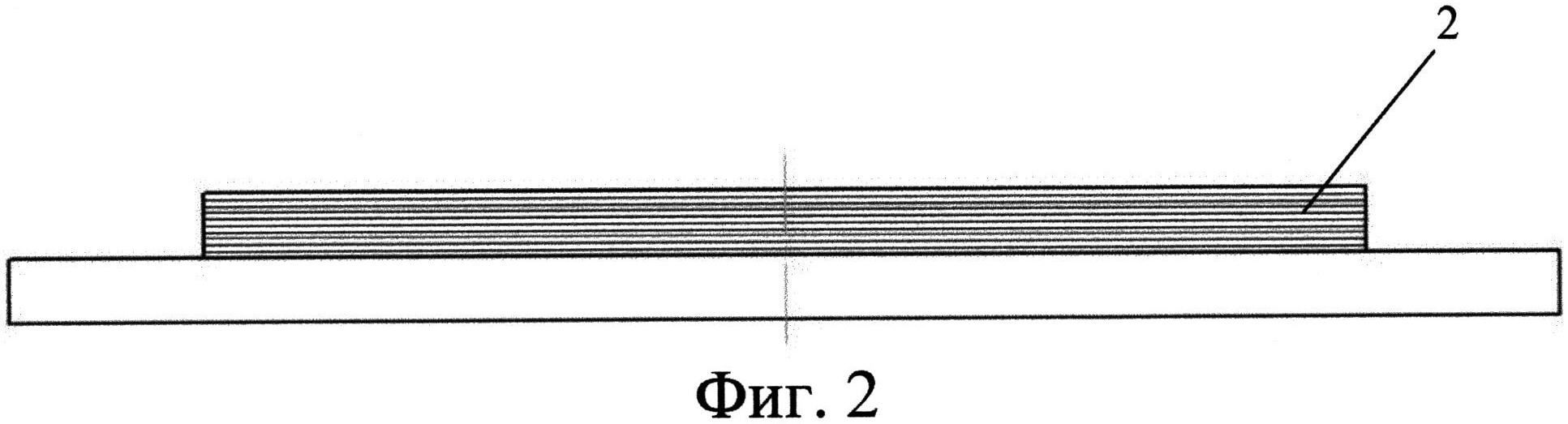
Фиг.1-5 упрощенно иллюстрируют пример реализации предлагаемого способа:
1. Берут плоскую массивную шлифованную плиту 1, снабженную по контуру отверстиями (фиг.1).
2. Размещают пакет металлических листов 2 на этой плите (фиг.2).
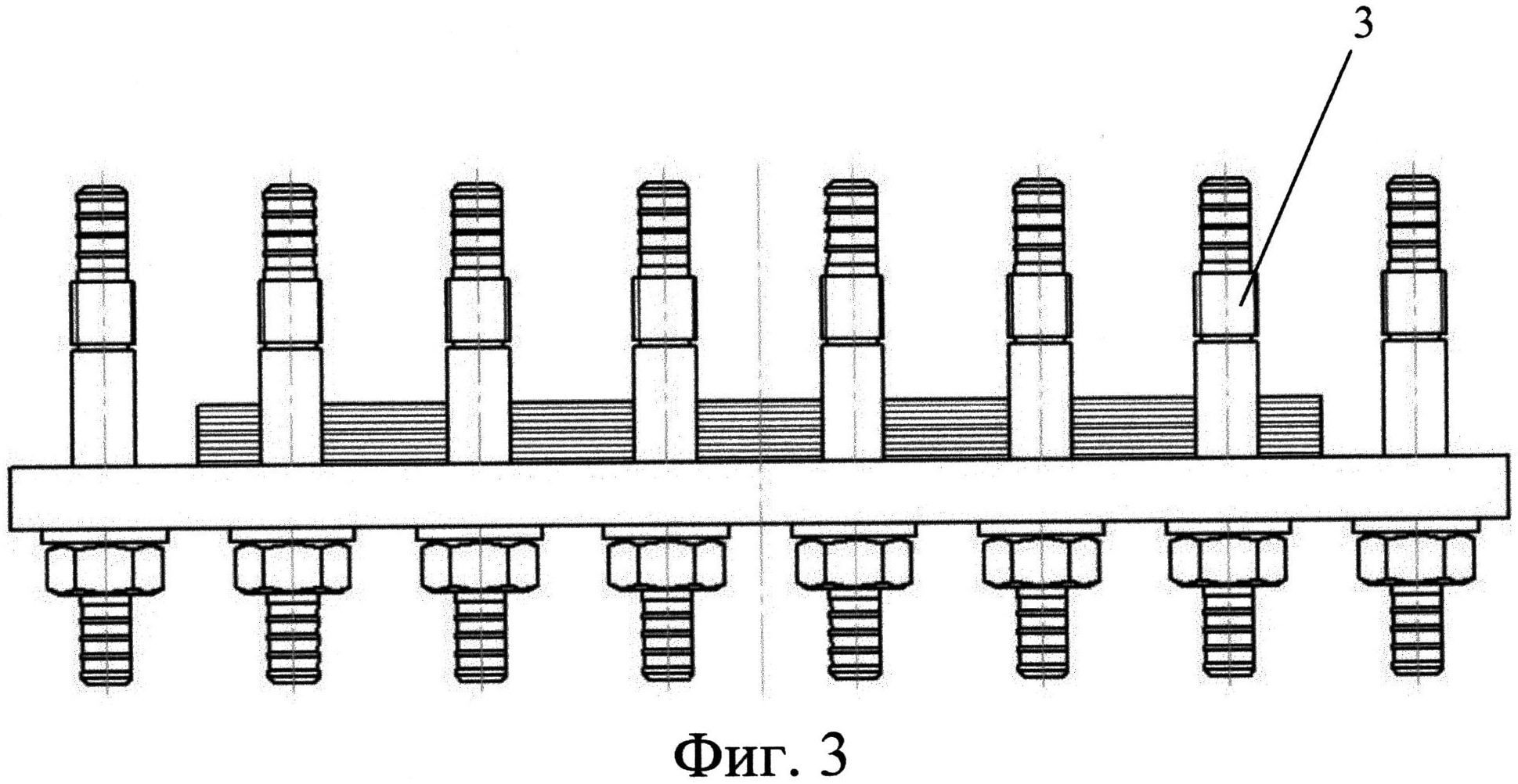
3. В отверстия плиты вставляют шпильки 3, снабженные отверстиями, служащими для охлаждения шпилек (фиг.3).
4. Помещают вторую плоскую массивную шлифованную плиту 1 сверху пакета так, чтобы шпильки попали в ее отверстия, и зажимают рихтуемые листы (фиг.4).
5. Собранное устройство помещают в печь для равномерного его нагрева до температуры пластичности рихтуемого металла.
6. Извлекают устройство из печи и осуществляют либо естественную конвекцию воздуха, либо принудительную продувку воздуха через сквозные отверстия в шпильках от воздушной сети (фиг.5).
Способ определения нерадиальной проекции вектора скорости цели
Способ определения нерадиальной проекции вектора скорости цели
Способ определения нерадиальной проекции вектора скорости цели
Способ траекторного управления летательными аппаратами с облетом зон с неблагоприятными метеорологическими условиями
Способ определения нерадиальной проекции вектора скорости цели
Способ получения межсоединений в высокоплотных электронных модулях
Способ определения нерадиальной проекции вектора скорости цели
Радиометр с трехопорной модуляцией
Способ увеличения выхода годных при изготовлении высокоплотных электронных модулей
Способ группового монтажа кристаллов при сборке высокоплотных электронных модулей
Способ определения нерадиальной проекции вектора скорости цели
Способ определения нерадиальной проекции вектора скорости цели
Способ определения нерадиальной проекции вектора скорости цели
Способ траекторного управления летательными аппаратами с облетом зон с неблагоприятными метеорологическими условиями
Способ определения нерадиальной проекции вектора скорости цели
Способ получения межсоединений в высокоплотных электронных модулях
Способ определения нерадиальной проекции вектора скорости цели
Радиометр с трехопорной модуляцией
Способ увеличения выхода годных при изготовлении высокоплотных электронных модулей
Способ группового монтажа кристаллов при сборке высокоплотных электронных модулей

