Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к области термической обработки инструмента.
При лазерной закалке с оплавлением упрочняемой поверхности образуется зона лазерного воздействия [Григорьянц А.Г. и др. Технологические процессы лазерной обработки / Под ред. А.Г. Григорьянц, 2-е изд. М.: Изд-во МГТУ им. Н.Э. Баумана, 2008, стр. 259, рис. 4.16], состоящая из зоны оплавления, зоны закалки из твердой фазы и переходной зоны. В зонах закалки из жидкой и твердой фазы структура закаленной стали далека от оптимальной, при которой достигается максимальная твердость, теплостойкость, износостойкость и эксплуатационная стойкость.
Так, в зоне закалки из жидкой и твердой фазы в зависимости от режимов закалки образуется повышенное количество остаточного аустенита - структурной составляющей, недопустимой в структуре инструментальной стали, работающей при высоких эксплуатационных нагрузках. Кроме того, остаточный аустенит в высоколегированных инструментальных сталях очень устойчив.
Известно, что основное упрочнение высоколегированные инструментальные стали получают при дисперсионном твердении мартенсита при отпуске. Поэтому после закалки сталь подвергают многократному высокотемпературному отпуску с нагревом в термической печи для превращения остаточного аустенита и протекания процессов дисперсионного твердения. (Материаловедение: Учебник для вузов / В.Н. Арзамасов и др. М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. стр. 615-616).
Можно полагать, что достижение двухфазной структуры мартенсит и карбиды и протекание дисперсионного твердения мартенсита в зоне оплавления и зоне закалки из твердой фазы при выполнении отпуска позволит получить оптимальное структурное состояние, при котором достигаются максимальные твердость, теплостойкость, износостойкость и эксплуатационная стойкость рабочих частей штампа.
Применение классического отпуска для закаленной лазером стали не эффективно, поскольку он вызывает разупрочнение стали в переходной зоне, которая предварительно уже получила разупрочнение в процессе лазерной закалки при нагреве до температур, близких к критической температуре Ac1, при которой в стали начинает формироваться аустенит. Повторный нагрев при выполнении отпуска в печи вызывает дополнительное разупрочнение мартенсита в переходной зоне в результате выделения углерода из твердого раствора с образованием и коагуляцией карбидов.
После лазерной закалки сталь содержит различное количество остаточного аустенита по глубине зоны лазерного воздействия: на поверхности максимальное количество, в переходной зоне остаточный аустенит отсутствует. В связи с этим для эффективного упрочнения лазером стали необходимо, чтобы температуры нагрева при отпуске были различными по глубине зоны лазерного воздействия. Максимальная, обеспечивающая превращение остаточного аустенита и упрочнение мартенсита, - в поверхностных слоях закаленной лазером стали, а минимальная, не вызывающая разупрочнение стали, - в переходной зоне. В этом случае будет достигнуто максимальное дисперсионное упрочнение мартенсита в зоне лазерной закалки и не будет подвергнута разупрочнению переходная зона.
Известен способ лазерной термообработки металлов, согласно которому закалку и высокотемпературный отпуск осуществляют лучом лазера, разделенным на две части, при этом закалку проводят первой частью луча с площадью пятна нагрева в 50 раз меньше, чем от второй части луча, а высокотемпературный отпуск - второй частью, расстояние между ними и скорость их перемещения соответствует остыванию зоны обработки до температуры конца мартенситного превращения за время между воздействием частей луча (RU, №1107428, МПК В23К 26/02, 2000 г.).
Недостатком известного способа является ограниченный круг инструментальных сталей, для которых возможно его применение. У большинства высоколегированных инструментальных сталей окончание мартенситного превращения лежит в области отрицательных температур.
Прототипом изобретения является способ упрочнения разделительного штампа лазерной закалкой боковых неперетачиваемых рабочих поверхностей пуансона и матрицы, выполненных за один проход оплавлением припусков путем перемещения луча лазера по стыку припусков. (RU, 2347822, МПК C21D 1/09, C21D 9/22, 2009 г.).
Недостатком способа является несовершенство структуры закаленной лазером стали из-за наличия в ней повышенного содержания остаточного аустенита и отсутствия дисперсионного упрочнения мартенсита. Дальнейшее повышение твердости, теплостойкости, износостойкости и эксплуатационной стойкости рабочих частей штампа при применении лазерного упрочнения возможно только за счет совершенствования структурного состояния стали в зоне лазерной закалки из жидкой и твердой фазы.
В основу настоящего изобретения положена задача разработки способа упрочнения разделительного штампа, позволяющего исключить наличие в структуре закаленной лазером стали остаточного аустенита и упрочнить мартенсит дисперсионным твердением без разупрочнения переходной зоны.
Техническим результатом изобретения является оптимизация структурного состояния закаленной лазером высоколегированной инструментальной стали (мартенсит отпуска+карбиды) и улучшение ее эксплуатационных характеристик.
Поставленная задача и указанный технический результат достигаются тем, что в способе упрочнения разделительного штампа, включающем лазерную закалку боковых рабочих поверхностей заготовки матрицы и пуансона путем оплавления припусков за один проход при перемещении луча лазера по стыку припусков и последующий лазерный отпуск, отличающемся тем, что после лазерной закалки осуществляют обработку холодом пуансона до температуры окончания мартенситного превращения и отпуск с помощью многоканального СО2 лазера с режимами непрерывного излучения, обеспечивающими нагрев закаленной боковой рабочей поверхности пуансона до температуры Ac1÷560°C, при этом мощность лазерного излучения при выполнении отпуска в 4÷5 раз меньше, чем при выполнении закалки, скорость сканирования луча и диаметр пятна излучения на боковой поверхности пуансона при выполнении закалки и отпуска равны.
Обработка холодом после лазерной закалки позволяет снизить температуру стали до температуры окончания мартенситного превращения и обеспечить превращение остаточного аустенита.
Применение непрерывного излучения многоканального CO2 лазера при выполнении лазерного отпуска обеспечивает равномерный тепловвод в поверхностный слой в зоне обработки для создания максимально равномерной глубины упрочненного слоя с однородной структурой и микротвердостью. Применение однолучевых лазеров с гауссовым распределением плотности мощности в сечении луча для этих целей не является оптимальным.
Выполнение лазерного отпуска осуществляется на режимах, обеспечивающих прохождение процессов дисперсионного твердения в поверхностных слоях закаленной лазером стали. Для этого температуры нагрева в закаленном лазером слое должны находиться в интервале Ac1÷560°C, где Ac1 - критическая температура, при которой в стали начинает формироваться аустенит. Температура 560°C - это оптимальная температура для предварительно закаленных высоколегированных инструментальных сталей, при которой происходят процессы дисперсионного твердения. Это оптимальная температура нагрева стали на границе с переходной зоной. Максимальная температура нагрева на поверхности изделия выбирается в зависимости от глубины закаленного слоя и не должна превышать температуру Ас1. Например, для стали марки Р6М5 Ac1=815°C.
Температура Ас1 - это критическая температура, при которой в стали начинает формироваться аустенит. Если в поверхностных слоях зоны закалки температура нагрева будет больше, чем Ас1, то эти слои подвергнутся повторной лазерной закалке и снова будут содержать повышенное количество остаточного аустенита. Такой нагрев при лазерном отпуске недопустим. Выполнение лазерного отпуска в закаленном лазером слое при температурах нагрева в интервале Ac1÷560°C позволяет достичь максимального дисперсионного упрочнения и исключить разупрочнение переходной зоны инструментальной стали.
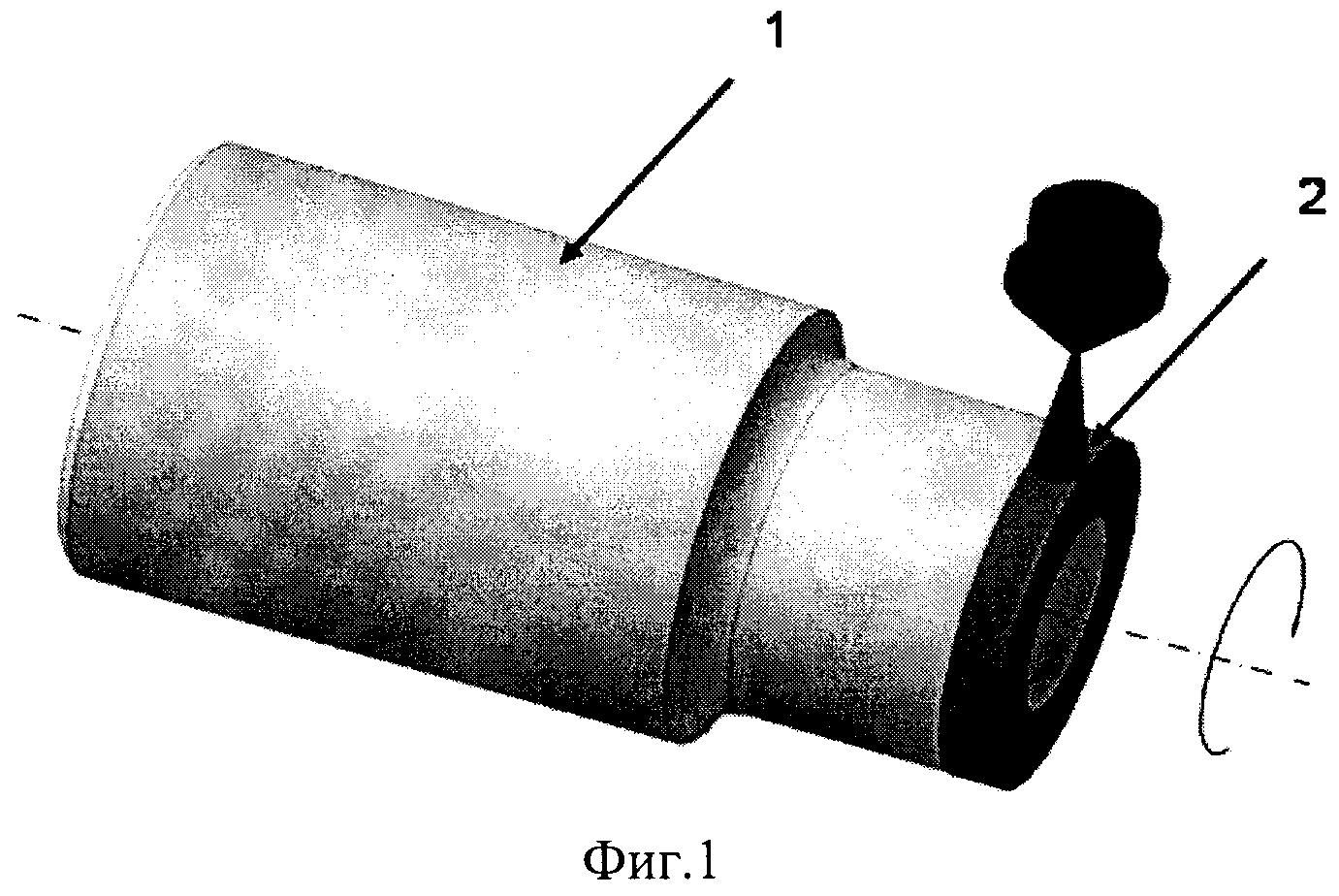
Изобретение поясняется чертежами, где на фиг. 1 представлена схема упрочнения предварительно закаленного лазером и подвергнутого обработке холодом пуансона (1) лазерным отпуском (2), на фиг. 2 - схема упрочнения предварительно закаленной лазером и подвергнутой обработке холодом матрицы (1) лазерным отпуском (2).
Способ включает в себя следующие операции: механическую и термическую обработку заготовок матрицы и пуансона, их сборку и лазерное упрочнение путем оплавления припусков, обработку холодом пуансона и лазерный отпуск.
Пример 1
Пуансоны и матрицы разделительного штампа холодной листовой штамповки, изготовленные из быстрорежущей стали марки Р6М5 с закаленной лазером боковой поверхностью, подвергали обработке холодом в жидком азоте. После этого выполняли лазерный отпуск.
Лазерную закалку выполняли с помощью непрерывного излучения многоканального СО2 лазера с мощностью излучения Р=2,0 кВт, скоростью перемещения лазерного луча ν=0,015 м/с, диаметром пятна излучения на обрабатываемой поверхности d=6 мм.
Обработка холодом позволила снизить температуру стали до температуры окончания мартенситного превращения и обеспечила превращение остаточного аустенита. По данным рентгеноструктурного фазового анализа полученных образцов, в зоне лазерной закалки после обработки холодом количество остаточного аустенита снизилось с 50÷60% до 7÷9%.
С целью повышения твердости, теплостойкости, износостойкости и эксплуатационной стойкости пуансонов и матриц выполняли однократный лазерный отпуск.
Экспериментально установлены режимы лазерного отпуска, при которых достигается максимальное дисперсионное упрочнение и исключается разупрочнение переходной зоны. Лазерный отпуск боковой поверхности пуансонов и матриц выполняли с помощью непрерывного излучения многоканального СО2 лазера с мощностью излучения Р=0,5 кВт, скоростью перемещения лазерного луча ν=0,015 м/с, диаметром пятна излучения на обрабатываемой поверхности d=6 мм.
Данный режим обеспечивает нагрев закаленной боковой рабочей поверхности пуансона не выше критической температуры Ас1, при которой в стали начинает формироваться аустенит. Микротвердость в зоне лазерной закалки возросла на 200-250 МПа, что свидетельствует о прохождении процессов дисперсионного твердения. В переходной зоне разупрочнения не зафиксировано.
Пример 2
Пример осуществлялся аналогично приведенному выше примеру, но мощность излучения при выполнении лазерного отпуска составляла Р=0,3 кВт, скорость перемещения лазерного луча ν=0,015 м/с, диаметр пятна излучения на обрабатываемой поверхности d=6 мм.
В результате выполнения лазерного отпуска микротвердость быстрорежущей стали практически не изменилась ни в зоне закалки, ни в переходной зоне. Следовательно, температуры нагрева стали при лазерном отпуске были ниже значения 560°C.
Пример 3
Пример осуществлялся аналогично приведенному выше примеру, но мощность излучения при выполнении лазерного отпуска составляла Р=0,7 кВт, скорость перемещения лазерного луча ν=0,015 м/с, диаметр пятна излучения на обрабатываемой поверхности d=6 мм.
Микротвердость в оплавленной зоне снизилась на 400-500 МПа, следовательно, произошла повторная закалка поверхностного слоя стали. В зоне закалки из твердой фазы микротвердость возросла на 200-250 МПа, что свидетельствует о прохождении процессов дисперсионного твердения. В переходной зоне микротвердость понизилась на 100-150 МПа, протяженность зоны увеличилась на 20-25 мкм. Следовательно, вблизи переходной зоны температура нагрева при отпуске была выше 560°C. Произошло разупрочнение переходной зоны.
На основании проведенной работы можно сделать вывод, что поставленная задача - оптимизация структурного состояния закаленной лазером высоколегированной инструментальной стали и улучшение ее эксплуатационных свойств без дополнительного разупрочнения стали в переходной зоне - достигнута. Эксплуатационная стойкость штампа возрастает в 1,6-1,8 раз.
Предлагаемое изобретение находится на стадии опытно-промышленных исследований и испытаний.
Способ упрочнения разделительного штампа, включающий лазерную закалку боковых рабочих поверхностей заготовки матрицы и пуансона путем оплавления припусков за один проход при перемещении луча лазера по стыку припусков и последующий лазерный отпуск, отличающийся тем, что после лазерной закалки осуществляют обработку холодом заготовки до температуры окончания мартенситного превращения и отпуск с помощью многоканального CO лазера с режимами непрерывного излучения, обеспечивающими нагрев закаленной боковой рабочей поверхности пуансона до температуры А÷560°C, при этом мощность лазерного излучения при выполнении отпуска в 4÷5 раз меньше, чем при выполнении закалки, а скорость сканирования луча и диаметр пятна излучения на боковой поверхности пуансона при выполнении закалки и отпуска равны.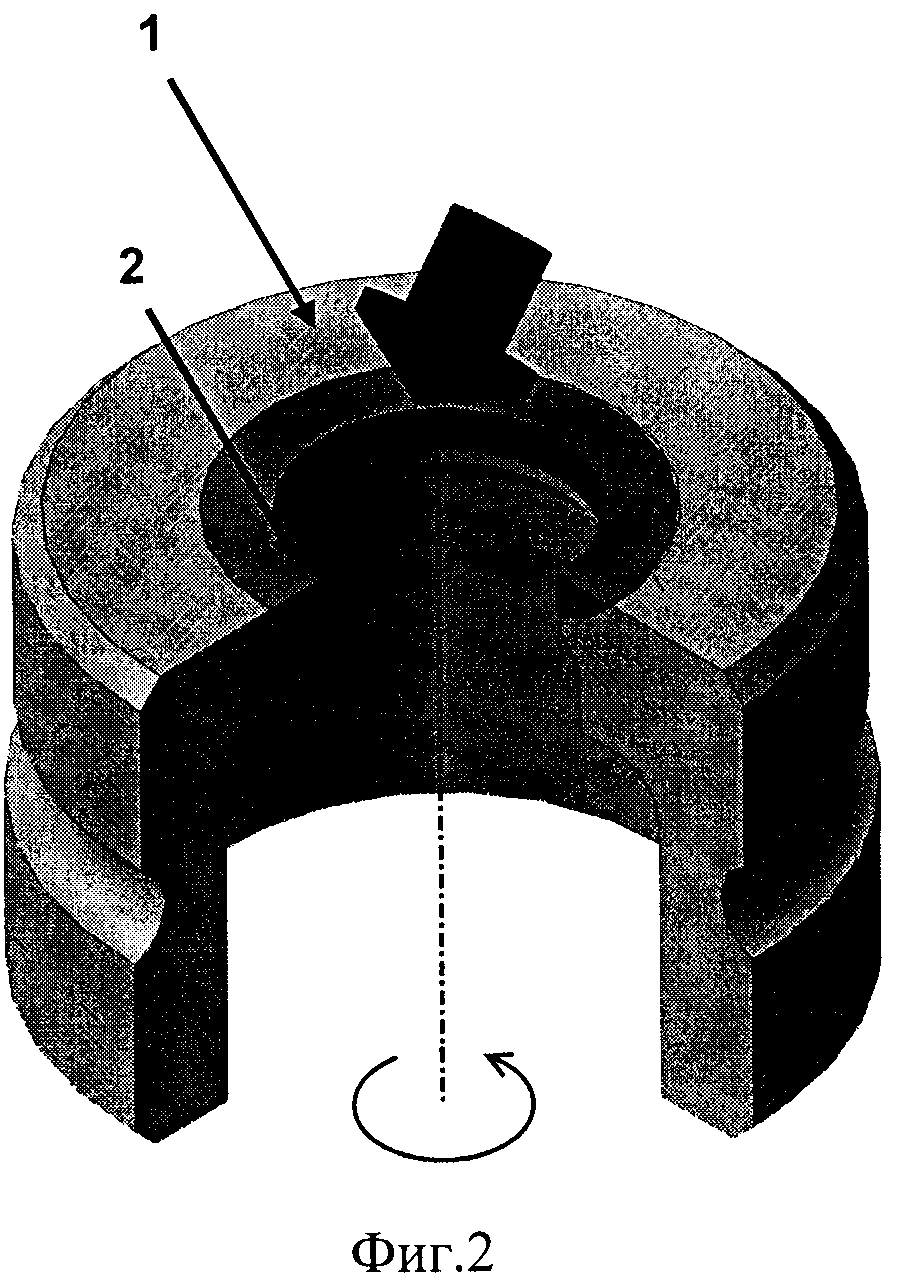
Способ упрочнения наплавленной быстрорежущей стали
Способ изготовления наплавленного режущего инструмента
Способ упрочнения инструмента из быстрорежущей стали
Способ упрочнения наплавленной быстрорежущей стали
Способ изготовления наплавленного режущего инструмента
Способ упрочнения инструмента из быстрорежущей стали
Нанозонд сканирующего микроскопа
Способ получения износостойкого покрытия
Зонд сканирующего микроскопа
Устройство контроля формы отражающей поверхности антенной системы зеркального типа
Устройство измерения формы произвольной отражающей поверхности антенной системы
Устройство контроля диаграммы направленности и формы отражающей поверхности антенной системы
Лазерная оптическая головка

