Результат интеллектуальной деятельности: МНОГОСЛОЙНАЯ ПЛЕНКА, СПОСОБЫ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЛЕНКИ И МНОГОСЛОЙНОГО ПЛЕНОЧНОГО ИЗДЕЛИЯ, СОСТОЯЩЕГО ИЗ ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ МНОГОСЛОЙНОЙ ПЛЕНКИ, А ТАКЖЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЛЕНКИ
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение относится к многослойной пленке, к способу изготовления многослойной пленки, а также к способу изготовления многослойного пленочного изделия, состоящего из по меньшей мере одной многослойной пленки, согласно ограничительным частям соответствующих независимых пунктов формулы изобретения. Изобретение относится далее к устройству для изготовления многослойной пленки.
Подобная многослойная пленка известна прежде всего по ее применению в пищевой промышленности и предназначена при этом для изготовления из нее упаковок, в которые в определенном количестве упаковывается тот или иной пищевой продукт. Подобные многослойные пленки известны главным образом по их применению для изготовления из них упаковок в виде так называемых рукавных пакетов. Технология изготовления подобных рукавных пакетов заключается в основном в том, что два противоположных краевых участка одной многослойной пленки или же две отдельные многослойные пленки складывают друг с другом и затем под воздействием тепла и давления сваривают между собой краевые участки сложенных друг с другом термосвариваемых слоев многослойной пленки. Многослойные пленки состоят при этом из нескольких соединенных между собой слоев с разными температурами плавления. При термосваривании сначала плавятся пленочные слои с наименьшей температурой плавления. Поэтому при термосваривании многослойных пленок принято с внутренней стороны упаковки располагать в качестве термосвариваемых слоев те слои, которые имеют наименьшую температуру плавления.
По экономическим соображениям в качестве термосвариваемого слоя, который одновременно образует внутренний слой упаковки, при этом используется прежде всего полиэтилен. Другие же полимеры, температура плавления которых выше температуры плавления полиэтилена, такие, например, как полиамид или полиэтилентерефталат (ПЭТФ), не используются в качестве термосвариваемого слоя, поскольку такие полимеры имеют слишком высокую температуру плавления и поэтому в сфере производства упаковок не позволяют рентабельно сваривать их, соответственно образуют недостаточно прочные сварные швы. Помимо этого применение подобного рода полимеров, таких как полиамид или ПЭТФ, с внутренней стороны упаковки при одновременном использовании полимеров с меньшей по сравнению с ними температурой плавления невозможно, поскольку в противном случае сначала плавился бы слой с меньшей температурой плавления, тогда как расположенный с внутренней стороны упаковки и имеющий бóльшую по сравнению с ним температуру плавления слой не плавился бы.
Дополнительно следует отметить, что прежде всего полиэтилен из-за своей высокой миграционной способности не пригоден для применения в качестве внутреннего слоя упаковки, контактирующего с ее содержимым, в том случае, когда такая упаковка предназначена для упаковывания в нее чувствительных к тем или иным факторам пищевых продуктов, таких, например, как минеральная вода.
Краткое изложение сущности изобретения
Исходя из рассмотренного выше уровня техники, в основу настоящего изобретения была положена задача усовершенствовать многослойную пленку, способ изготовления многослойной пленки, а также способ изготовления многослойного пленочного изделия, состоящего из по меньшей мере одной многослойной пленки, с признаками, указанными в ограничительных частях соответствующих независимых пунктов формулы изобретения, в том отношении, чтобы в качестве внутренних слоев упаковок можно было бы использовать материалы, которые среди разных слоев многослойной пленки необязательно имеют наименьшую температуру плавления. Таким путем прежде всего должна обеспечиваться возможность использования других полимеров вместо полиэтилена. Указанная задача решается с помощью многослойной пленки с отличительными признаками, указанными в п.1 формулы изобретения. Способ изготовления подобной многослойной пленки, а также способ изготовления многослойного пленочного изделия, состоящего из по меньшей мере одной предлагаемой в изобретении многослойной пленки, заявлены в других соответствующих независимых пунктах формулы изобретения.
Основная идея настоящего изобретения заключается при этом в том, чтобы использовать в качестве внутреннего слоя, контактирующего с содержимым упаковки, материал с большей по сравнению с начинающим плавиться раньше (термосвариваемым) слоем температурой плавления, прежде всего полиэтилентерефталат (ПЭТФ), и выполнять этот внутренний слой с по меньшей мере одним сквозным отверстием, которое перекрыто термосвариваемым слоем с меньшей по сравнению с внутренним слоем температурой плавления. Герметичное или плотное соединение в зоне термосварного шва достигается прежде всего и благодаря тому, что при плавлении термосвариваемого слоя его материал проникает через сквозное отверстие во внутреннем ПЭТФ-слое и приходит во взаимодействие с материалом расположенного напротив термосвариваемого слоя. Одновременно с этим в зависимости от параметров термосваривания и от применяемого термосваривающего инструмента сквозные отверстия во внутреннем слое сливаются под воздействием прикладываемого термосваривающими колодками давления, т.е. исчезают перемычки между сквозными отверстиями, в месте нахождения которых в результате образуется преимущественно сплошная, прежде всего линейная зона соединения.
Различные предпочтительные варианты выполнения предлагаемой в изобретении многослойной пленки, а также различные предпочтительные варианты осуществления предлагаемого в изобретении способа изготовления многослойной пленки и предлагаемого в изобретении способа изготовления многослойного пленочного изделия, состоящего из по меньшей мере одной многослойной пленки, представлены в соответствующих зависимых пунктах формулы изобретении. В объем изобретения включены также все возможные комбинации из по меньшей мере двух его отличительных особенностей, представленных в описании, в формуле изобретения и/или на чертежах.
Преимущество, связанное с использованием ПЭТФ в качестве материала внутреннего слоя прежде всего упаковок, заключается в том, что при упаковывании в них чувствительных пищевых продуктов, таких, например, как вода, такая многослойная пленка пригодна для упаковывания подобных чувствительных пищевых продуктов благодаря исключительно низкой миграционной способности полиэтилентерефталата.
Особенно предпочтителен вариант, в котором между термосвариваемым слоем и первым слоем расположен по меньшей мере один третий слой в качестве барьерного слоя. Подобный барьерный слой может предотвращать, например, проникновение ультрафиолетового излучения внутрь упаковки и тем самым позволяет повысить сохраняемость пищевых продуктов.
В еще одном особенно предпочтительном варианте во втором слое выполнено множество сквозных отверстий, равноудаленных друг от друга. Подобное выполнение предлагаемой в изобретении многослойной пленки прежде всего позволяет выпускать ее в рулонах, с которых она сматывается в виде бесконечного полотна упаковочного материала, и перерабатывать особо простым путем.
Для формирования упаковок прежде всего в виде герметичных рукавных пакетов, от которых требуется надежное предотвращение вытекания их них прежде всего жидкого или пастообразного содержимого подобной упаковки, в еще одном особенно предпочтительном варианте осуществления изобретения предусмотрено по меньшей мере два ряда сквозных отверстий, между рядами которых оставлена полосовидная зона без таких сквозных отверстий и оба ряда которых расположены друг относительно друга таким образом, что при складывании вдвое многослойной пленки путем ее сгибания в этой полосовидной зоне и при взаимном наложении обоих соответствующих участков многослойной пленки с образованием края в виде складки сквозные отверстия в обоих наложенных друг на друга вторых слоях оказываются совмещены между собой.
Удовлетворительные результаты по обеспечению требуемых свойств упаковок в виде рукавных пакетов достигаются в том случае, когда термосвариваемый слой выполнен из полиэтилена и имеет толщину в пределах от 30 до 100 мкм, предпочтительно от 50 до 90 мкм, а второй слой имеет толщину в пределах от 8 до 20 мкм, предпочтительно от 12 до 18 мкм.
Другие преимущества, отличительные особенности и частные аспекты изобретения вытекают из последующего описания предпочтительных вариантов осуществления изобретения со ссылкой на прилагаемые к описанию чертежи, на которых, в частности, показано:
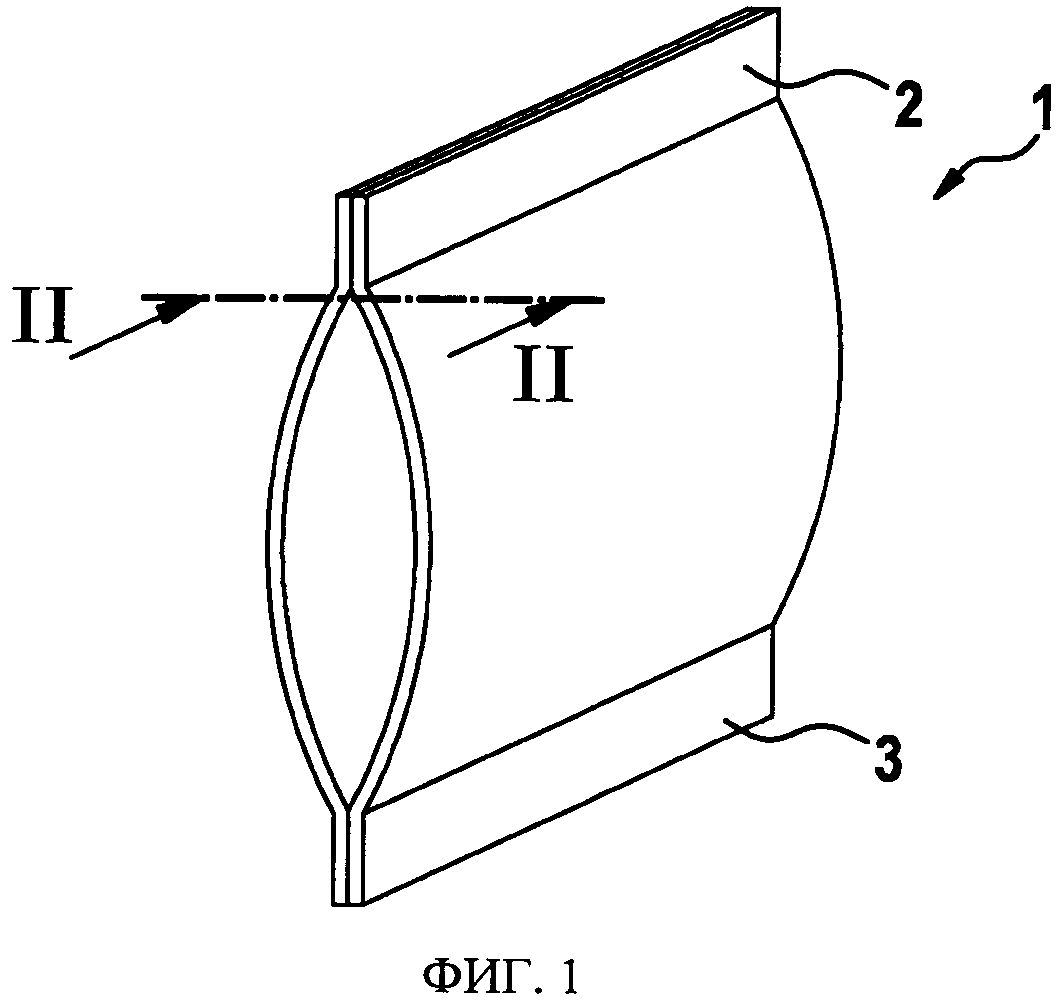
на фиг.1 - вид в аксонометрии упаковки в виде рукавного пакета для пищевых продуктов,
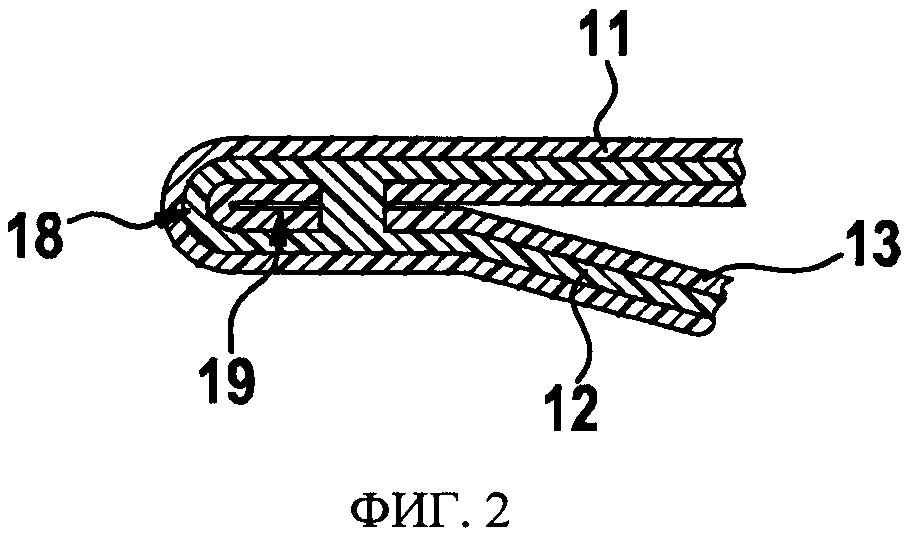
на фиг.2 - вид в разрезе плоскостью II-II по фиг.1,
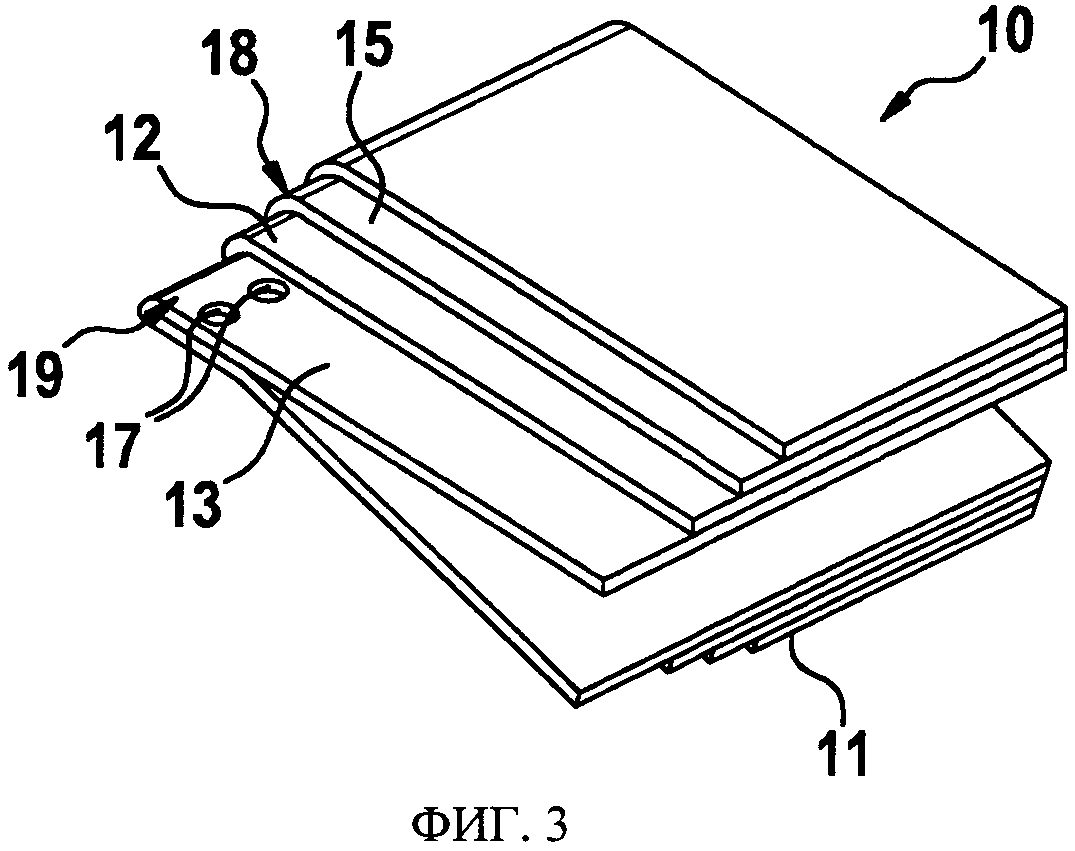
на фиг.3 - вид в аксонометрии многослойной пленки с ее различными слоями, используемой для изготовления из нее упаковки, изображенной на фиг.1, в зоне краевого участка, соединяемого сварным швом,
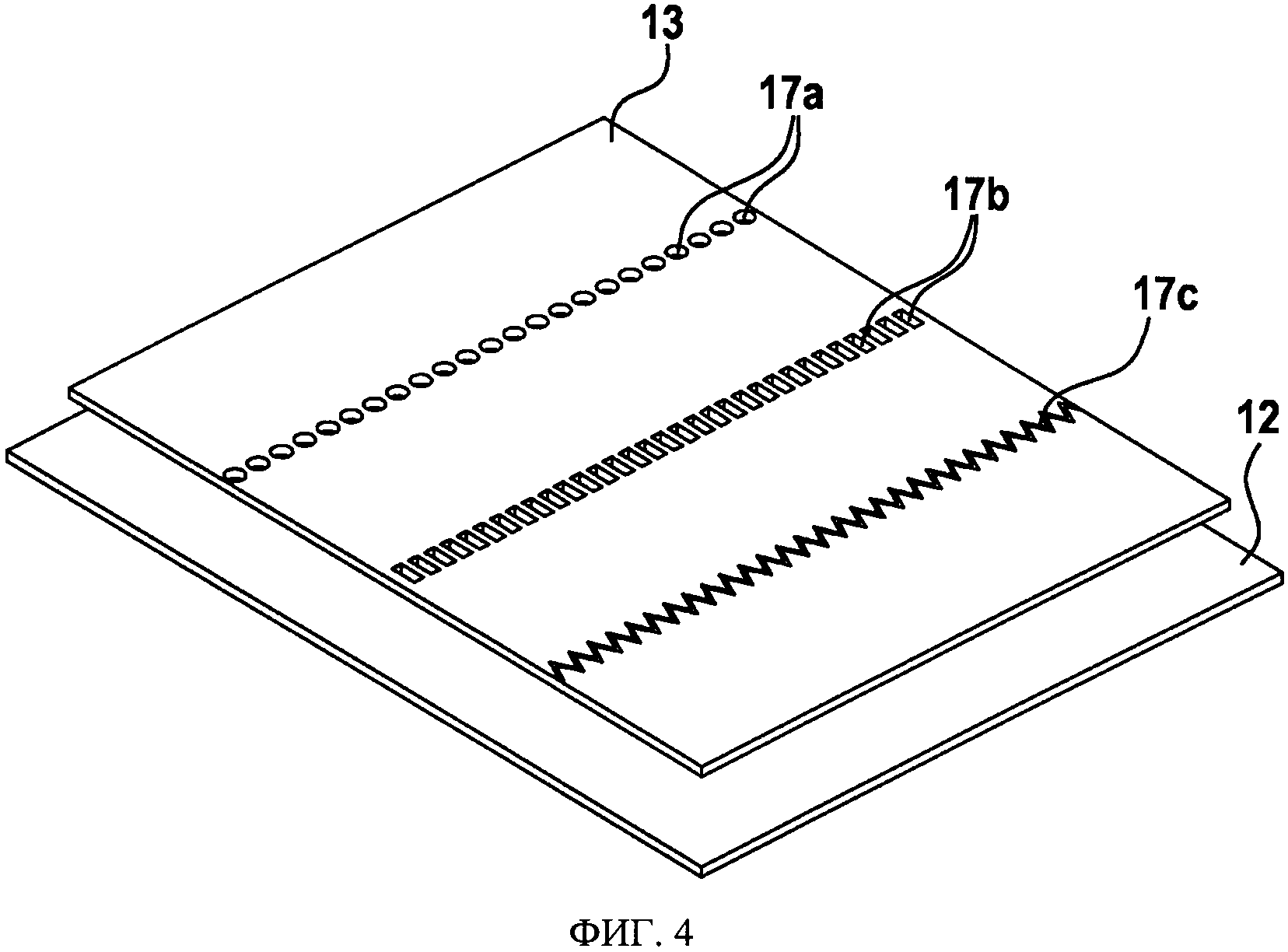
на фиг.4 - вид в аксонометрии фрагмента многослойной пленки, изображенной на фиг.3, в зоне ее термосвариваемого и внутреннего слоев и
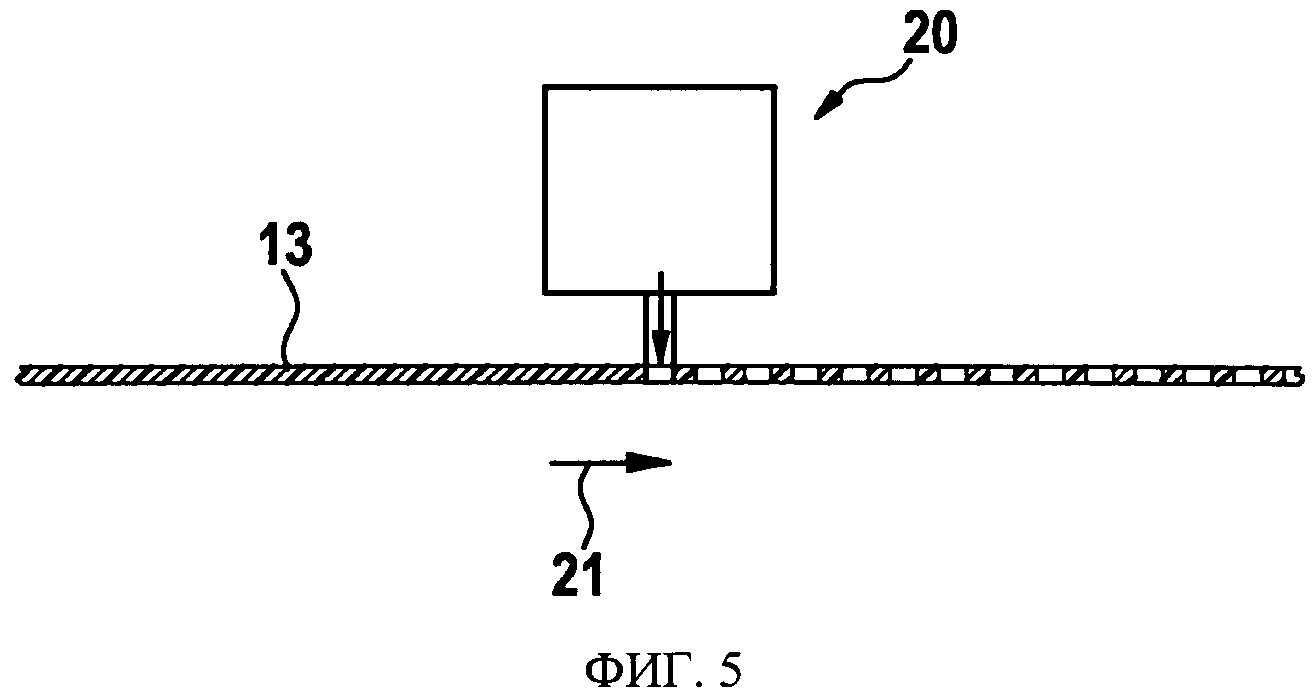
на фиг.5 - упрощенный вид устройства для выполнения сквозных отверстий во внутреннем ПЭТФ-слое.
На фиг.1 показана упаковка 1, используемая прежде всего в пищевой промышленности. Такая упаковка 1 при этом предназначена прежде всего для упаковывания жидкого, пастообразного или кускового, соответственно штучного продукта, такого, например, как молоко, вода, кетчуп или аналогичный продукт. Особенно предпочтительно применение подобной многослойной пленки для упаковывания органолептически чувствительных пищевых продуктов, таких, например, как вода.
В рассматриваемом варианте упаковка 1 выполнена подушкообразной формы и имеет, в частности, верхний, полосовидный сварной шов 2 и нижний, также полосовидный сварной шов 3. На практике подобная упаковка 1 в виде рукавного пакета изготавливается на предназначенных для этого фасовочных автоматах с пакетоделательным механизмом, на которых по меньшей мере одна многослойная пленка в периодическом или непрерывном режиме сматывается в виде бесконечного полотна упаковочного материала с расходного рулона и формуется путем ее складывания вдвое в рукавный пакет, который заполняется соответствующим содержимым и затем запечатывается термосвариванием. Подобные фасовочные автоматы с пакетоделательным механизмом работают при этом либо с единственным полотном упаковочного материала, у которого оба его проходящих в продольном направлении и противоположных по отношению к направлению подачи краевых участка складываются друг с другом, или же с двумя отдельными полотнами упаковочного материала, которые накладываются одно на другое. В соответствии с этим в обоих случаях необходимы другие, не показанные на фиг.1 продольные сварные швы.
Дополнительно следует отметить, что наряду с упаковками 1 подушкообразной формы (пакетами типа "подушечка") объем изобретения, как очевидно, охватывает также изготовление, соответственно применение упаковок 1 иной формы, например упаковок в виде стоячих пакетов, пирамидальных упаковок и упаковок других типов. Важное же значение имеет лишь наличие сварных швов 2, 3 у всех подобных упаковок 1.
Сварные швы 2 и 3 выполняются известными из уровня техники термосваривающими инструментами, снабженными термосваривающими колодками, между которыми оба расположенных друг напротив друга участка по меньшей мере одного полотна упаковочного материала свариваются между собой под воздействием тепла и давления.
Упаковка 1 изготавливается с использованием показанной на фиг.3 предлагаемой в изобретении многослойной пленки 10, которая представляет собой упомянутое выше полотно упаковочного материала. Такая многослойная пленка 10 имеет по меньшей мере три разных слоя 11-13. В качестве наружного слоя 11 упаковки 1, который представляет собой первый слой 11, в предпочтительном варианте при этом применяется ПЭТФ, что, однако, не является строго обязательным условием. Вместо ПЭТФ возможно также применение, например, полиамида. К первому (наружному) слою 11 примыкает второй слой в качестве термосвариваемого слоя 12, который выполнен прежде всего из полиэтилена. Наружный слой 11 имеет большую температуру плавления, чем термосвариваемый слой 12. К термосвариваемому слою 12 с его обращенной от наружного слоя 11 стороны в свою очередь примыкает второй слой 13 в качестве внутреннего слоя 13. Внутренний слой 13 в данном случае также выполнен прежде всего из ПЭТФ. Важное значение при этом имеет наличие у термосвариваемого слоя 12 меньшей температуры плавления, чем у внутреннего слоя 13.
На практике удовлетворительные результаты при изготовлении упаковок 1 достигались в том случае, когда толщина термосвариваемого слоя 12 составляла от 30 до 100 мкм, предпочтительно от 50 до 90 мкм, а толщина внутреннего слоя 13 составляла от 8 до 20 мкм, предпочтительно от 12 до 18 мкм.
В одном из особых вариантов между наружным слоем 11 и термосвариваемым слоем 13 может быть также предусмотрен по меньшей мере один дополнительный барьерный слой 15, показанный на фиг.3. В качестве материала для выполнения барьерного слоя 15 при этом могут использоваться все те материалы, которые обычно применяются в многослойных пленках для выполнения барьерных слоев 15. Многослойная пленка 10 может также в целом состоять из множества соединенных между собой слоев. Важное значение имеет лишь наличие у внутреннего, контактирующего с пищевым продуктом слоя 13 большей температуры плавления, чем у взаимодействующего с ним термосвариваемого слоя 12.
Существенное значение для изобретения имеет наличие по меньшей мере одного перфорационного отверстия, соответственно по меньшей мере одного сквозного отверстия 17 во внутреннем слое 13. На фиг.4 в качестве примера показаны сквозные отверстия 17 трех различающихся между собой своей формой типов. Так, в частности, сквозные отверстия 17а представляют собой круглые сквозные отверстия 17а, тогда как сквозные отверстия 17b имеют прямоугольное поперечное сечение. Сквозное отверстие 17с выполнено по зигзагообразной схеме. При использовании сквозных отверстий 17а и 17b они размещены, соответственно выполнены прежде всего в виде множества расположенных рядом друг с другом, соответственно друг за другом сквозных отверстий 17а, соответственно 17b.
При формовании упаковок 1 из предлагаемой в изобретении многослойной пленки 10 согласно фиг.3 (где представлен вариант с использованием единственной многослойной пленки 10) важно при ее складывании вдвое обеспечить в месте образования края 18 совмещение между собой сквозных отверстий 17 на расположенных друг против друга участках внутреннего слоя 13. Между сквозными отверстиями 17 и краем 18 образована зона 19 без выполненных в ней сквозных отверстий 17.
В показанном на фиг.3 варианте предусмотрен только один участок с двумя рядами совмещенных между собой сквозных отверстий 17. Очевидно, однако, что согласно изобретению параллельно краю 18 можно располагать и несколько подобных рядов сквозных отверстий 17.
Для выполнения сварных швов 2, 3 в зоне сквозных отверстий 17 к месту образования сварного шва 2, соответственно 3 указанным выше термосваривающим инструментом подводится тепло и прикладывается давление. При этом термосвариваемый слой 12 согласно приведенному на фиг.2 изображению плавится, в результате чего его материал проходит через сквозное отверстие 17 и объединяется прежде всего с материалом термосвариваемого слоя 12 с противоположной стороны, образуя при этом прочное соединение с ним.
В зависимости от параметров термосваривания и в зависимости от конструктивного исполнения термосваривающего инструмента происходит, кроме того, слияние, соответственно расширение сквозных отверстий 17 с образованием преимущественно полосовидной зоны соединения, в которой оба термосвариваемых слоя 12 образуют между собой сплошное, герметичное соединение, благодаря чему при определенных условиях можно отказаться от складывания вдвое многослойной пленки 10 для образования края 18.
На фиг.5 в предельно упрощенном, схематичном виде показано устройство 20 для выполнения сквозных отверстий 17 во внутреннем слое 13, являющееся частью (не показанного на чертеже) устройства для изготовления многослойной пленки 10. При этом внутренний слой 13 в периодическом (дискретном) или непрерывном режиме перемещается в своем продольном направлении по стрелке 21 под устройством 20, которым при этом во внутреннем слое 13 выполняются сквозные отверстия 17. В качестве устройства 20 при этом прежде всего может использоваться лазерное устройство, перфорирующее устройство или устройство 20 с по меньшей мере одним режущим инструментом. Обработанный таким путем внутренний слой 13 затем известным способом соединяется в устройстве для изготовления многослойной пленки с наружным слоем 11, термосвариваемым слоем 12, а также возможно предусматриваемым барьерным слоем 15, при этом термосвариваемый слой 12 перекрывает по меньшей мере зону, где расположены сквозные отверстия 17. Возможно также применение устройств 20 иных типов. Так, в частности, сквозные отверстия 17 можно выполнять в последующем в уже изготовленной многослойной пленке 10, например, лазерным устройством и при этом при необходимости выполнять дополнительные ослабленные места в многослойной пленке, например, с целью упростить прикрепление выливного приспособления или облегчить обращение с ним.
Способ и устройство для управления работой силового агрегата
Дроссель на игле распылителя топливной форсунки для двигателя внутреннего сгорания
Ручная машина вращательного действия с режимами работы на первой и второй передачах
Рукоятка для ручного инструмента
Щетка стеклоочистителя
Устройство для осевого соединения наружной трубчатой детали со вставляемой в нее соосной штифтовой деталью или внутренней трубчатой деталью
Моторедуктор
Датчик аварии и способ обработки по меньшей мере одного измерительного сигнала
Инструмент
Устройство для подачи топлива
Система снижения токсичности отработавших газов и способ подачи восстановителя в выпускной тракт двигателя внутреннего сгорания
Технологическая машина с емкостной системой предупреждения травмирования

