Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к способу изготовления сотового заполнителя из стеклоткани и может быть использовано в ракето-, самолето- и судостроении, строительной, мебельной и упаковочной промышленности при изготовлении трехслойных конструкций сложной кривизны.
Известен способ изготовления сотового заполнителя на основе стеклотканей, включающий следующие операции: нанесение клеевых полос на стеклоткань в продольном направлении и разрезка ее на заготовки в направлении, перпендикулярном клеевым полосам, сборку пакета из заготовок со смещением каждого слоя относительно другого на половину шага клеевых полос, склеивание заготовок сотового пакета под давлением с нагревом и получение сотового блока путем растяжения сотового пакета, пропитку его полимерным связующим и термоотверждение, разрезку полученного сотового блока на плоские панели [В.Е. Берсудский, В.Н. Крысин, С.И. Лесных. Технология изготовления сотовых авиационных конструкций. М.: Машиностроение, 1975, с. 100] - аналог 1. Наиболее технологичным и востребованным видом клеевых сотовых заполнителей являются шестигранные соты, но они при выкладке на криволинейные поверхности демонстрируют эффект седловидности (см. фиг. 1а).
Данный способ имеет недостатки, а именно:
а) невозможность выкладывать сотовые панели на поверхностях сложной кривизны;
б) невысокую локальную межслойную прочность в местах склеивания листов в сотовом пакете.
Известен патент, посвященный способу изготовления гибкого сотового заполнителя, у которого в качестве элементарной ячейки выступает так называемая «звезда Джексона» (см. фиг. 1б). Ячейки данной структуры являются идентичными и имеют поперечное сечение, состоящее из трех одинаковых сегментов, расположенных под одинаковым углом к общей оси. Поперечное сечение каждой ячейки имеет четыре соприкасающихся стороны регулярной гексагональной конфигурации так, что места пересечения между сегментами являются нелинейными и придают гибкость структуре. Однако изготовление данного типа сотовых блоков по методу растяжения пакета на практике неосуществимо и выполняется, как правило, методом профилирования [Патент США №3991245, МКИ B32B 3/12. Flexible honeycomb structure / W.Т. Jackson. Опубл. 09.11.76 г. ] - аналог 2.
Данный способ имеет недостатки, а именно:
а) сложность совмещения профилированных поверхностей, на которые нанесены клеевые полосы;
б) ограниченность применяемых материалов: использование, например, только предварительно пропитанных связующими стекло- и трикотажных тканей;
в) невозможность изготовления крупногабаритных сотовых блоков;
г) невозможность получения стеклосот с гранями ячейки менее 6 мм ввиду разрушения стекловолокон в процессе прессования гофров.
В качестве прототипа выбран патент РФ №2272712, МПК B32B 3/12. Способ изготовления сотового заполнителя / B.C. Волков, В.А. Разумовский, A.M. Крюков, Н.А. Садикова. Опубл. 27.03.2006 г. Способ включает следующие операции: нанесение клеевых полос на полотно стеклоткани в продольном направлении, разрезку в направлении, перпендикулярном клеевым полосам, полотна стеклоткани на заготовки, сборку сотового пакета путем укладки со смещением каждой заготовки относительно предыдущей на половину шага клеевых полос, склеивание заготовок сотового пакета по заданному режиму и термостабилизацию свободно подвешенного сотового пакета, получение сотового блока с заданной гранью ячейки путем растяжения сотового пакета, пропитку сотового блока полимерным связующим с последующим термоотверждением его. Полученный после термоотверждения сотовый блок разрезают на сотовые панели требуемой толщины.
Данный способ имеет существенный недостаток: невозможность выкладывать сотовые панели на поверхностях сложной кривизны.
Задача изобретения - разработка способа изготовления сотового заполнителя на основе стеклоткани, обеспечивающего возможность использования его при производстве изделий сложной кривизны.
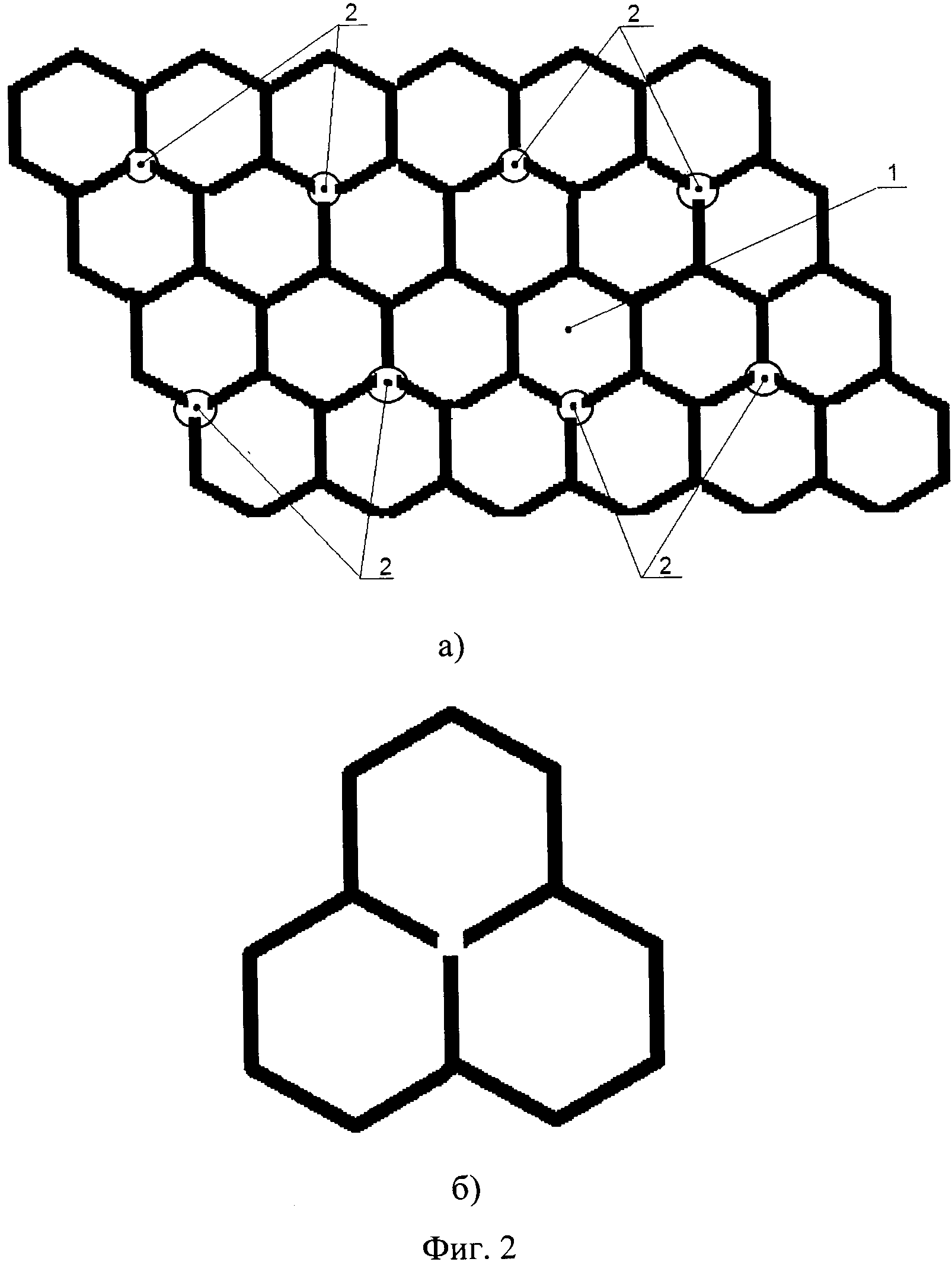
Предлагаемый способ включает нанесение клеевых полос на полотно стеклоткани в продольном направлении, разрезку полотна стеклоткани на заготовки в направлении, перпендикулярном клеевым полосам, сборку сотового пакета путем укладки заготовок со смещением каждой заготовки относительно предыдущей на половину шага клеевых полос, склеивание заготовок сотового пакета по заданному режиму, термостабилизацию свободно подвешенного сотового пакета, формирование сотового блока с заданной гранью ячейки путем растяжения сотового пакета, пропитку сотового блока полимерным связующим с последующим термоотверждением и разрезку сотового блока на сотовые панели заданной высоты, отличающийся тем, что в сотовых панелях по всей их площади проводят равномерное удаление граней трех смежных ячеек, соприкасающихся между собой, на высоту сотовой панели, при этом удаляемая часть граней ячеек составляет 0,25-0,33 длины грани (см. фиг. 2а). При выкладке на сферических поверхностях за счет равномерного удаления части граней трех смежных ячеек (узловых соединений) в сотовой панели достигается гибкость сотового заполнителя. При увеличении величины удаляемой части длины грани ячейки будет происходить расслоение оставшейся части грани, склеенной из двух слоев стеклоткани, а при уменьшении - не будет достигаться требуемая гибкость сотового заполнителя.
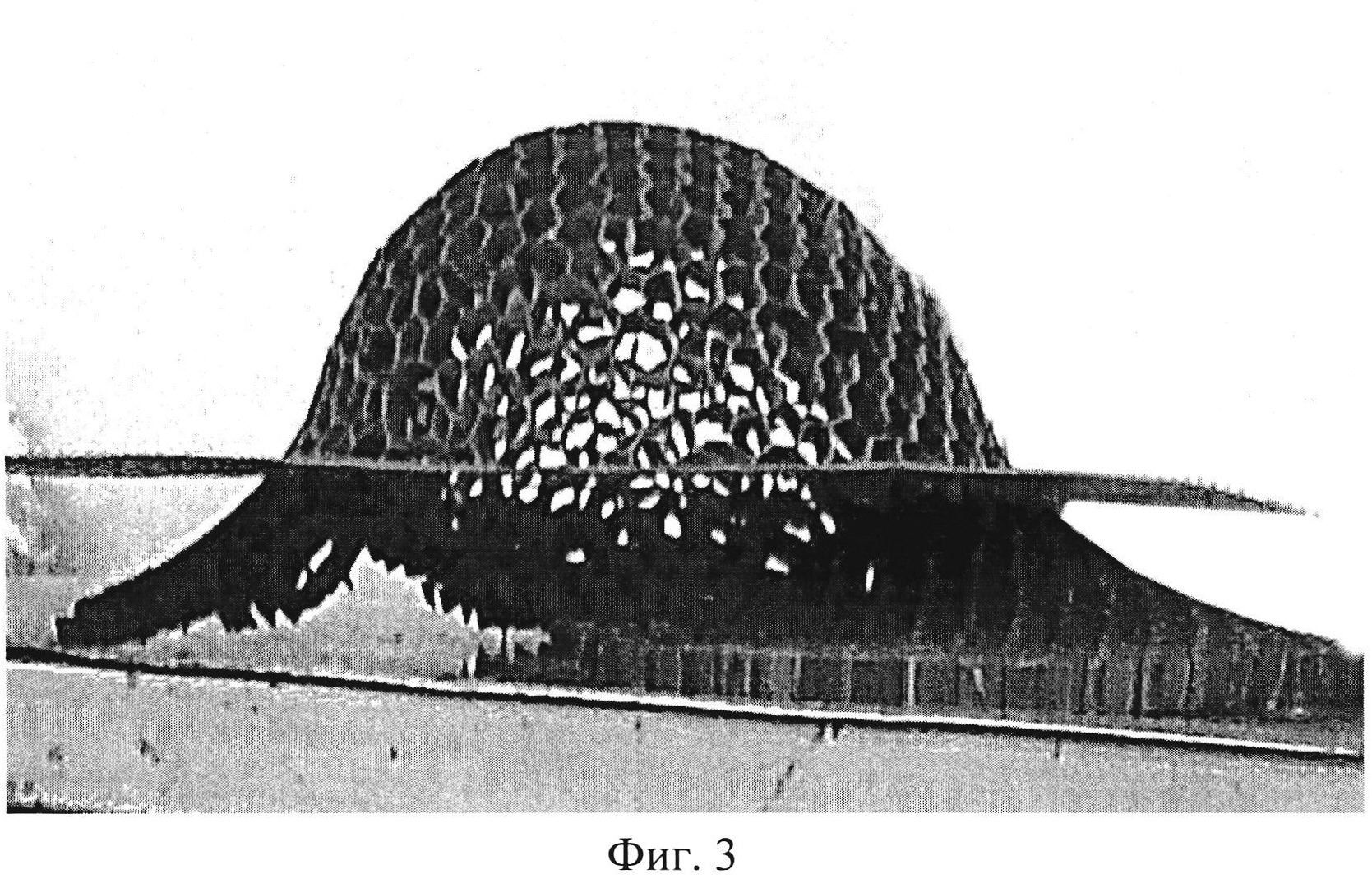
Равномерное удаление узловых соединений трех шестигранных элементарных ячеек (см. фиг. 2б) образует выпукло-вогнутую элементарную ячейку, названную авторами данного изобретения «подкрепленной звездой Джексона». В этом случае подкрепления образуются остатками граней, которые составляли узловое соединение трех элементарных шестигранных ячеек. Патентуемый сотовый заполнитель легко выкладывается на сферической поверхности (см. фиг. 3).
Патентуемый способ наиболее актуален для клеевых шестигранных сот (длина грани ячейки 4,2-12 мм), применяемых в виде сотовых панелей в интервале высот от 3 до 23 мм. Правильная геометрия их ячеек обеспечивается самой конструкцией оснастки [Патент РФ №2393094, МКИ B32B 3/12. Рамка для фиксации и пропитки растянутого пакета сотового заполнителя / B.C. Волков, В.А. Разумовский, A.M. Крюков, А.Б. Мухамеджанов. Опубл. 27.06.2010 г.].
Именно правильная геометрия ячеек предполагает использование автоматизированных методов удаления узловых соединений, например, штанцевальной высечной оснастки, координатно-фрезерного станка с ЧПУ, лазерной резки и других известных способов.
Пример 1. Изготавливали сотовый заполнитель с размером стороны гексагональных ячеек 8 мм. Для этого на полотно стеклоткани марки Т-10, на основе волокон из алюмоборосиликатного бесщелочного стекла, ГОСТ 19170-2001, в продольном направлении наносили полосы фенолополивинилацетального клея БФ-2, ГОСТ 12172-74 (температура отверждения 150°C), с вязкостью 48 с по вискозиметру ВЗ-246 с помощью ребристого вала с шагом ребер 32 мм и подсушивали их в вертикальной шахте клеенаносящей машины при температурах по зонам 45, 65 и 75°C. Разрезали полотно с клеевыми полосами на заготовки длиной 340 мм и шириной 900 мм и производили сборку сотового пакета путем укладки заготовок со смещением их на 16 мм. Собранный пакет заготовок склеивали в прессе по режиму: удельное давление 0,28 МПа, нагрев до температуры 80°C с последующей выдержкой 40 минут, нагрев до температуры 150°C и выдержкой 70 минут, нагрев до температуры 170°C и выдержкой 120 минут.
Термостабилизировали сотовый пакет в течение 4 часов при температуре 170°C в термостате в свободно подвешенном состоянии. Проводили растяжение сотового пакета до получения ячеек гексагональной формы и закрепляли его в пропиточной рамке с помощью стержней, установленных в ячейки сотового пакета. После медленного в течение 2 минут погружения в раствор связующего - лака бакелитового марки ЛБС-1, ГОСТ 901-78 (раствор фенолформальдегидной смолы в этиловом спирте), с вязкостью 21 с по вискозиметру ВЗ-246 проводили пропитку растянутого сотового пакета в течение 7 минут, медленно вынимали рамку с полученным сотовым блоком из раствора и в течение 15 минут давали стечь избытку связующего. Просушивали сотовый блок в течение 3 часов при комнатной температуре, продувая ячейки сотового блока воздухом.
Термообрабатывали сотовый блок в термостате по следующему режиму: нагрев до температуры 100°C с последующей выдержкой 30 мин, нагрев до температуры 150°C и выдержка 90 мин, нагрев до температуры 170°C и выдержка 120 мин. От полученного сотового блока отрезали растягивающие элементы и разрезали его на сотовые панели.
В сотовой панели 1 по всей ее поверхности равномерно удаляли с помощью штанцевальной высечной оснастки узловые соединения 2 (см. фиг. 2а). Длина удаляемой части грани ячейки составляла 0,25 длины грани ячейки.
Пример 2. Изготавливали сотовый заполнитель по примеру 1, но на основе электроизоляционной ткани марки ЭЗ-100, ГОСТ 19907-83. Длина удаляемой части грани ячейки составляла 0,27 длины грани ячейки.
Пример 3. Изготавливали сотовый заполнитель по примеру 1, но с размером гексагональных ячеек 10 мм. Длина удаляемой части грани ячейки составляла 0,29 длины грани ячейки.
Пример 4. Изготавливали сотовый заполнитель по примеру 1, но с размером гексагональных ячеек 12 мм. Длина удаляемой части грани ячейки составляла 0,31 длины грани ячейки.
Пример 5. Изготавливали сотовый заполнитель по примеру 1, но на основе полиимидного связующего СП-97К (ТП 596.01000.1287) и клея ВС-10Т (ГОСТ 22345-77). Наносили полосы на стеклоткань клея ВС-10Т с вязкостью 30 с по вискозиметру ВЗ-246. Собранный пакет заготовок склеивали в прессе по режиму: удельное давление 0,28 МПа, нагрев до температуры 80°C с последующей выдержкой 60 мин, нагрев до температуры 150°C и выдержкой 90 мин, нагрев до температуры 190°C и выдержкой 120 мин.
Сотовый пакет в термостате в свободно подвешенном состоянии не термостабилизировали. Проводили пропитку растянутого сотового пакета в растворе связующего (полиимидного связующего СП-97К) с вязкостью 8 с по вискозиметру ВЗ-246 в течение 10 мин, медленно вынимали рамку с полученным сотовым блоком из раствора и в течение 7 мин давали стечь избытку связующего. Просушивали сотовый блок в течение 2 часов при комнатной температуре, продувая ячейки сотового блока воздухом.
Термообрабатывали сотовый блок в термостате по следующему режиму: нагрев до температуры 60°C с последующей выдержкой 30 мин, нагрев до температуры 100°C и выдержка 30 мин, нагрев до температуры 150°C и выдержка 30 мин, нагрев до температуры 170°C и выдержка 60 мин. Длина удаляемой части грани ячейки составляла 0,33 длины грани ячейки.
Определяли относительное снижение плотности и прочности при сжатии на каждой сотовой панели с удаленными узловыми соединениями.
Полученные результаты приведены в таблице.
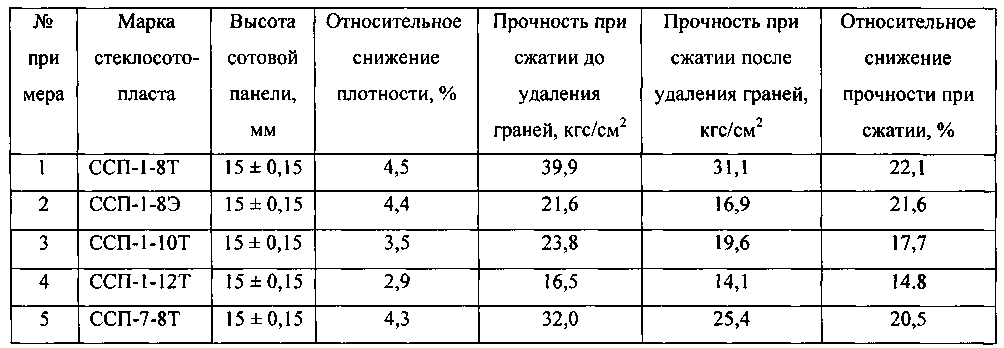
Из таблицы видно, что при удалении узловых соединений в сотовых панелях прочность при сжатии их снижается на 15-22% для разных марок сотов, однако остаточная прочность их составляет достаточно высокую величину, позволяющую использовать эти панели для изготовления сэндвичевых конструкций.
В то же время прочность при сжатии ССП-1-10Т с обшивками до удаления узловых соединений составляла 31,2 кгс/см, а после удаления - 28,0 кгс/см2. При этом падение прочности при сжатии ССП-1-10Т с обшивками составляет 10,2%. То есть наличие обшивок в трехслойных криволинейных панелях снижает падение прочности стеклосотопластов с удаленными узловыми соединениями. На фиг. 1а показано образование седловидности при одномерном изгибе панели ССП-1-10Т, тогда как те же панели с удаленными узловыми соединениями легко выкладываются на сферическую поверхность радиусом 150 мм (см. фиг. 3). То есть панели ССП-1-10Т с удаленными узловыми соединениями пригодны для выкладки на трехмерные криволинейные поверхности.
Способ изготовления сотового заполнителя включает нанесение клеевых полос на полотно стеклоткани в продольном направлении, разрезку полотна стеклоткани на заготовки в направлении, перпендикулярном клеевым полосам, сборку сотового пакета путем укладки заготовок со смещением каждой заготовки относительно предыдущей на половину шага клеевых полос, склеивание заготовок сотового пакета по заданному режиму, термостабилизацию свободно подвешенного сотового пакета, формирование сотового блока с заданной гранью ячейки путем растяжения сотового пакета, пропитку сотового блока полимерным связующим с последующим термоотверждением и разрезку сотового блока на сотовые панели заданной высоты, отличающийся тем, что в сотовых панелях по всей их площади проводят равномерное удаление граней трех смежных ячеек, соприкасающихся между собой, на высоту сотовой панели, при этом удаляемая часть граней ячеек составляет 0,25-0,33 длины грани.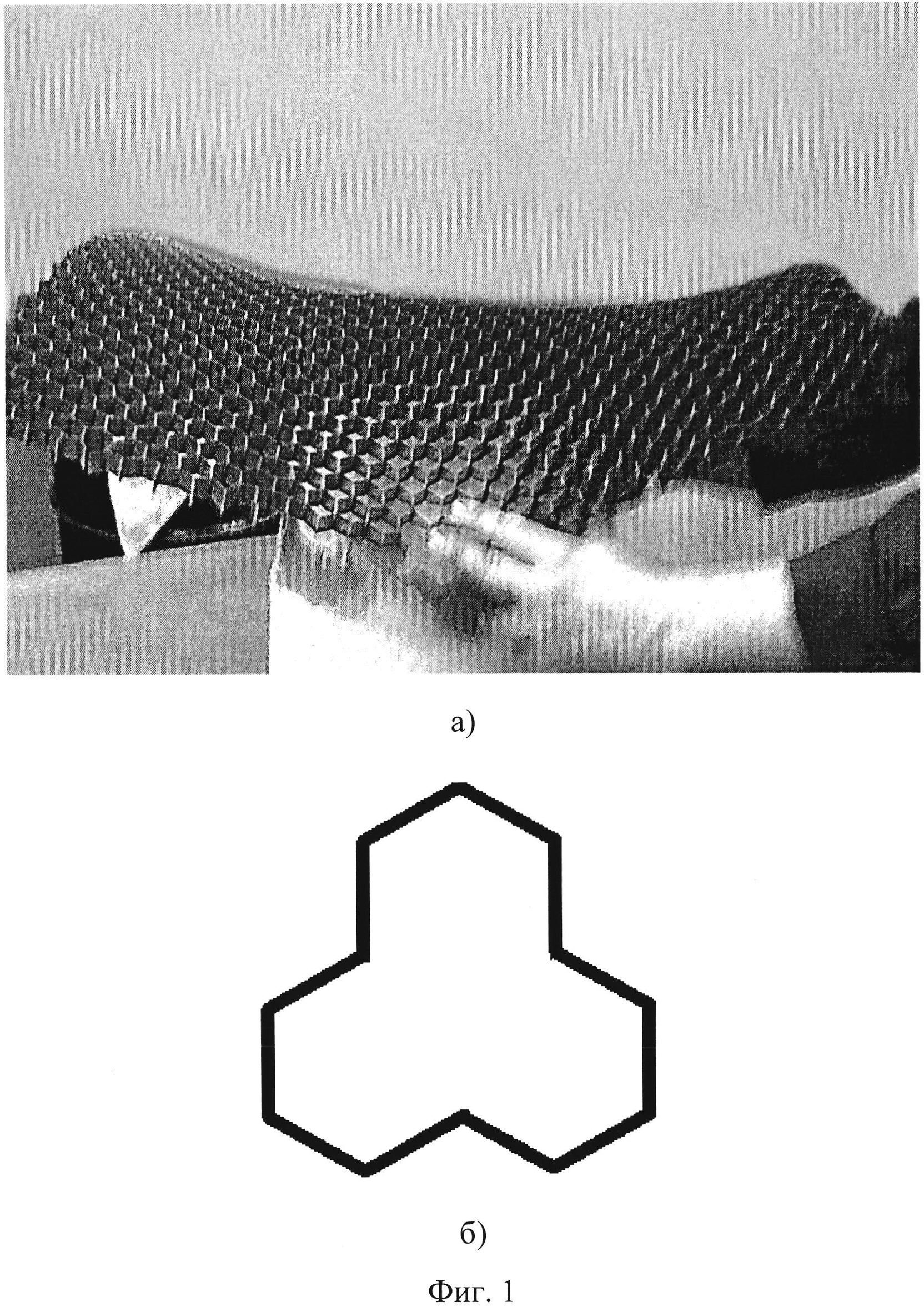
Способ взвешивания крупногабаритных грузов со смещенным центром тяжести
Теплоноситель на основе соединений кремния
Способ изготовления сотового заполнителя
Способ изготовления профилированной ферменной конструкции из волокнистого композиционного материала
Опорный узел трехслойной панели и способ сборки трехслойной панели с опорными узлами
Способ изготовления трехслойной панели из композиционного материала
Быстроразъемное соединение отсеков корпуса летательного аппарата
Способ изготовления трехслойной панели из композиционного материала
Способ тепловых испытаний обтекателей ракет из неметаллических материалов
Способ получения полидисперсного порошка карбида бора
Способ взвешивания крупногабаритных грузов со смещенным центром тяжести
Теплоноситель на основе соединений кремния
Способ изготовления сотового заполнителя
Способ изготовления профилированной ферменной конструкции из волокнистого композиционного материала
Опорный узел трехслойной панели и способ сборки трехслойной панели с опорными узлами
Способ изготовления трехслойной панели из композиционного материала
Быстроразъемное соединение отсеков корпуса летательного аппарата
Способ изготовления трехслойной панели из композиционного материала
Способ тепловых испытаний обтекателей ракет из неметаллических материалов
Способ получения полидисперсного порошка карбида бора

