Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к авиационной и аэрокосмической технике, а именно к способам изготовления трехслойных панелей корпусных деталей самолетов, и может быть использовано при изготовлении трехслойных панелей с сотовым заполнителем.
Известен способ изготовления композиционных деталей с сотовым заполнителем (патент США №5897739, опубликованный 27.04.1999), в котором предварительно отверждают нижнюю композиционную обшивку, обрабатывают ее по контуру и устанавливают на формообразующую оснастку, изготавливают сотовый заполнитель и устанавливают его через клеевую пленку на нижнюю обшивку по заданным размерам относительно кромки нижней обшивки, затем на образовавшуюся сборку укладывают клеевую пленку и верхнюю неотвержденную композиционную обшивку таким образом, чтобы она выходила за торцы нижней отвержденной обшивки на строго установленный размер и при формовании сцеплялась со ступенькой, образованной торцами нижней обшивки, не позволяя слоям верхней обшивки при формовании деформировать сотовый заполнитель. После чего полученный полуфабрикат детали упаковывают в вакуумный мешок и проводят отверждение.
Недостатками данного способа являются большая трудоемкость и длительный цикл изготовления за счет необходимости извлечения нижней обшивки перед ее механической обработкой, повторной установки на формообразующую оснастку и фиксации на ней нижней обшивки и обеспечения заданного размера верхней обшивки относительно контура нижней обшивки для формирования ступенек. Кроме того, наличие ступенек по контуру влияет на качество внешнего вида панели, способствуя образованию складок в процессе отверждения при недостаточном натяжении материала верхней обшивки или зависанию слоев в зоне кромок сотового заполнителя при избыточном натяжении.
Известен также способ изготовления композитного компонента, имеющего первую обшивку, сотовый заполнитель и вторую обшивку (ЕР 2266784 А1, опубликованный 29.12.2010, - прототип), в котором из непропитанного материала предварительно изготавливают преформу, содержащую первую и вторую заготовки обшивок, пропитывают ее связующим повышенной вязкости, частично отверждают преформу с образованием объема для сотового заполнителя, устанавливают в образовавшийся объем преформы сотовый заполнитель и проводят окончательное отверждение композитного компонента на сотовом заполнителе.
Недостатком данного способа является большая трудоемкость за счет как минимум трехкратной упаковки заготовок обшивок: первый раз при осуществлении пропитки, второй - при частичном отверждении, третий - при окончательном отверждении совместно с сотовым заполнителем. Кроме того, установка сотового заполнителя между частично отвержденными первой и второй обшивками является трудоемкой и может привести к дефектам в зоне скоса сотового заполнителя при использовании сотовых заполнителей из тонкой (30 мкм и тоньше) фольги, что снижает качество внешнего вида трехслойной панели в зоне скоса сотового заполнителя. Отсутствие клеевых слоев между сотовым заполнителем и обшивками снижает прочность их соединения.
Задачей изобретения является повышение прочности, качества внешнего вида трехслойной панели и снижение трудоемкости ее изготовления.
Способ изготовления трехслойной панели из композиционного материала, включающий пропитку связующим материала, формирование из него первой и второй обшивок, установку сотового заполнителя со скосами между первой и второй обшивками и отверждение панели, при этом согласно изобретению при формировании первой обшивки по ее контуру выкладывают окантовочный элемент, образующий торцевую зону и зону скоса сотового заполнителя трехслойной панели, затем окантовочный элемент совместно отверждают с первой обшивкой и обрезают его по высоте, исключая выступание за верхнюю поверхность сотового заполнителя, после чего на внутреннюю поверхность первой обшивки поочередно устанавливают нижнюю клеевую пленку, сотовый заполнитель со скосами, верхнюю клеевую пленку и неотвержденную вторую обшивку, выполненную таким образом, чтобы ее края частично или полностью перекрывали отвержденный окантовочный элемент в зоне скоса сотового заполнителя, при этом перед установкой сотового заполнителя на внутреннюю поверхность отвержденного окантовочного элемента в зоне скоса сотового заполнителя наносят пленочную вспенивающуюся клеевую композицию, а между второй неотвержденной обшивкой и отвержденным окантовочным элементом выкладывают клеевую пленку и проводят совместное со склейкой элементов панели отверждение второй обшивки.
До отверждения первой обшивки совместно с окантовочным элементом они могут быть прошиты в зоне острой кромки сотового заполнителя.
Выкладка по контуру первой обшивки окантовочного элемента, образующего торцевую зону и зону скоса сотового заполнителя трехслойной панели, совместное отверждение окантовочного элемента с первой обшивкой и обрезка его по высоте, исключая выступание за верхнюю поверхность сотового заполнителя, последующая поочередная установка на внутреннюю поверхность первой обшивки нижней клеевой пленки, сотового заполнителя со скосами, верхней клеевой пленки и неотвержденной второй обшивки, выполненной таким образом, чтобы ее края частично или полностью перекрывали отвержденный окантовочный элемент в зоне скоса сотового заполнителя, нанесение на внутреннюю поверхность отвержденного окантовочного элемента в зоне скоса сотового заполнителя пленочной вспенивающейся клеевой композиции, выкладка клеевой пленки между второй неотвержденной обшивкой и отвержденным окантовочным элементом и проведение совместного со склейкой панели отверждения второй обшивки позволяют обеспечить прочное клеевое соединение между обшивками и заполнителем, снизить трудоемкость за счет уменьшения количества промежуточных упаковок и улучшения условий установки сотового заполнителя. Кроме того, обеспечивается точность выполнения сопрягаемых поверхностей окантовочного элемента и сотового заполнителя, уменьшается вероятность возникновения дефектов в зоне скоса сотового заполнителя, что повышает прочность и качество внешнего вида панели.
Прошивка первой обшивки совместно с окантовочным элементом в зоне острой кромки сотового заполнителя обеспечивает точность установки сотового заполнителя и улучшает качество изделия.
Изобретение поясняется чертежами.
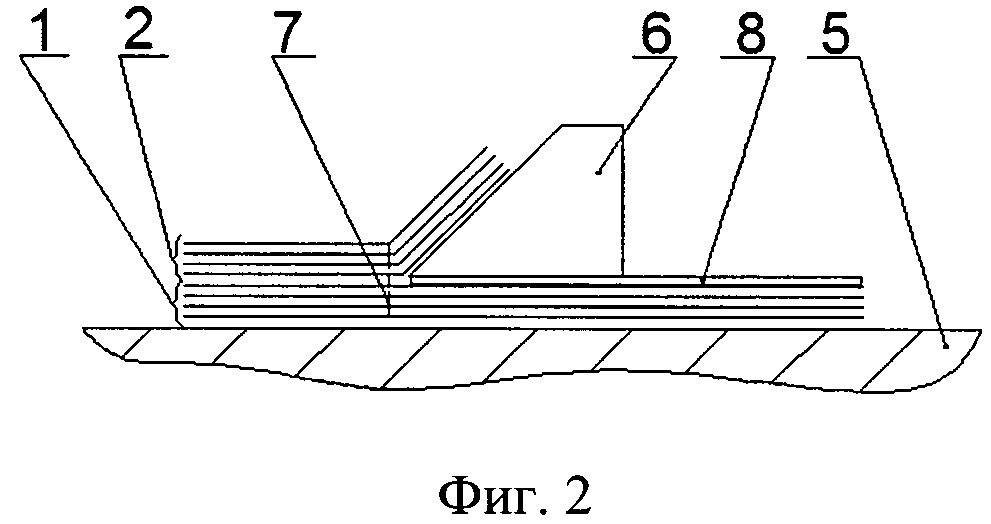
На фиг. 1 представлено сечение трехслойной панели в зоне окантовочного элемента.
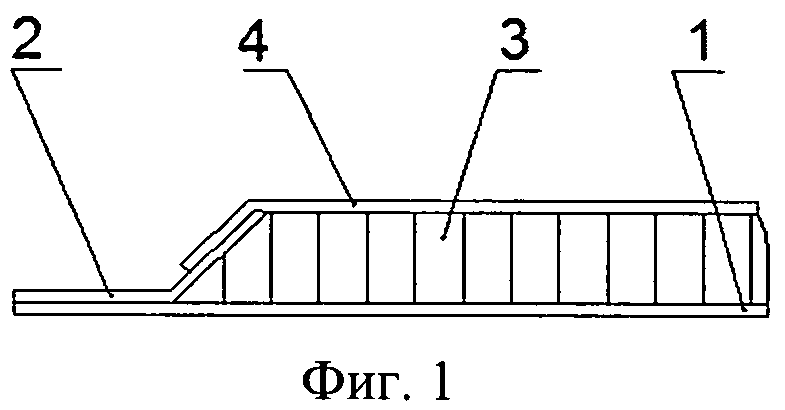
На фиг. 2 показана схема выкладки первой обшивки и окантовочного элемента.
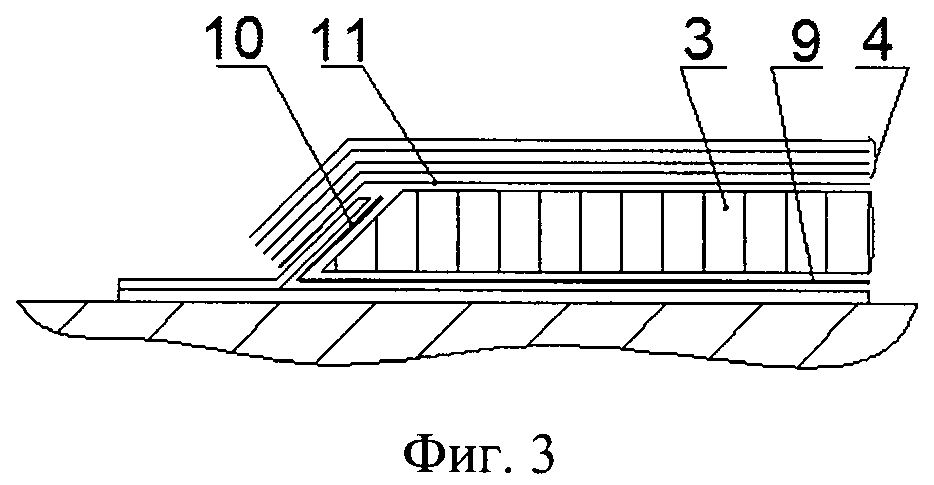
На фиг. 3 представлена схема сборки трехслойной панели.
Способ изготовления трехслойной панели из композиционного материала включает выкладку на формообразующую оснастку 5 слоев первой обшивки 1, установку цулаги 8, выкладку слоев окантовочного элемента 2 с напуском на цулагу 8, прошивку нитью 7 слоев окантовочного элемента 2 со слоями первой обшивки 1 по контуру цулаги 8, подгиб слоев окантовочного элемента 2, составляющих напуск на цулагу 8, установку вкладышей 6 по контуру цулаги 8, приглаживание слоев окантовочного элемента к формующей поверхности вкладышей 6, упаковку и формование первой обшивки 1 и окантовочного элемента 2, распрессовку полученной детали, порезку окантовочного элемента 2 по высоте, поочередную укладку нижнего клеевого слоя 9, пленочной вспенивающейся клеевой композиции 10, установку сотового заполнителя 3, укладку верхнего клеевого слоя 11, выкладку слоев второй обшивки 4, упаковку и формование собранной трехслойной панели, распрессовку и механическую обработку изделия по контуру.
Пример
Предлагаемый способ изготовления трехслойной панели из композиционного материала был реализован при изготовлении панели фюзеляжа летательного аппарата, первую обшивку которой выкладывали из препрега 150УТ-0,2-(Р) на основе углеткани, пропитанной эпоксидным связующим. Выполненную из стеклопластика ЭНФБ-Т-10-80 гибкую цулагу установили на неотвержденную первую обшивку, после чего по контуру цулаги выложили слои окантовочного элемента из того же материала, что и первая обшивка. Нитью из углеродного волокна HTS-40 прошили слои первой обшивки и окантовочного элемента, затем по контуру цулаги на нее установили вкладыши из Д16Т под слои окантовочного элемента. Подсборку упаковали в вакуумный мешок и провели формование при температуре 175°C и давлении 6 атм. После распрессовки, не снимая деталь с формообразующей оснастки, провели механическую обработку окантовочного элемента, затем на первую обшивку нанесли нижнюю клеевую пленку ВК-36, на окантовочный элемент в зоне стыка с сотовым заполнителем нанесли пленочную вспенивающуюся клеевую композицию ВКВ-3, установили сотовый заполнитель 2,75-5056-30П из алюминиевой фольги, нанесли верхнюю клеевую пленку ВК-36, поверх которой выложили слои второй обшивки из того же материала, что и первой. Произвели упаковку в вакуумный мешок и провели формование при температуре 175°C и давлении 3 атм. Затем изделие распрессовали и провели механическую обработку по контуру.
Предлагаемый способ изготовления трехслойной панели из композиционного материала позволяет снизить трудоемкость за счет уменьшения количества промежуточных упаковок и улучшения условий установки сотового заполнителя, а также повышает прочность панели в зоне скоса сотового заполнителя за счет обеспечения точности выполнения сопрягаемых поверхностей окантовочного элемента и сотового заполнителя и использования вспенивающейся клеевой композиции. Кроме того, уменьшается вероятность возникновения дефектов в зоне скоса сотового заполнителя, что улучшает качество внешнего вида конструкции.
Способ тепловых испытаний радиопрозрачных обтекателей
Способ неразрушающего контроля клеевого соединения монолитных листов из полимерных композиционных материалов
Способ изготовления изделия из композиционного материала
Способ соединения керамического изделия с металлическим шпангоутом
Способ вырезки узловых соединений ячеек стеклосотопластового блока
Способ получения высокоплотной кварцевой керамики и изделий из нее
Способ определения диэлектрической проницаемости диэлектрических материалов
Композиция изделий авиационного остекления на основе монолитного поликарбоната
Способ испытания обтекателей ракет из неметаллических материалов
Способ получения антенных обтекателей ракет из кварцевой керамики
Способ получения водных шликеров в шаровых мельницах
Способ сушки керамических изделий
Способ определения природы проводимости диэлектриков
Способ изготовления пропитанных смолой деталей из композиционного материала
Способ тепловых испытаний радиопрозрачных обтекателей
Способ неразрушающего контроля клеевого соединения монолитных листов из полимерных композиционных материалов
Способ изготовления изделия из композиционного материала
Способ соединения керамического изделия с металлическим шпангоутом
Способ вырезки узловых соединений ячеек стеклосотопластового блока
Способ получения высокоплотной кварцевой керамики и изделий из нее

