Результат интеллектуальной деятельности: СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА
Вид РИД
Изобретение
Изобретение относится к производству сварных труб большого диаметра, в частности, произведенных с помощью лазерной или лазерно-дуговой сварки.
Способ многослойной сварки труб по пат. RU 2511191 C1 предлагает до наложения рабочего корневого шва лазерной или лазерно-дуговой сваркой обязательную сварку состыкованных кромок заготовки прихваточным швом по всей длине трубы с целью исключения появления при последующей сварке так называемых горячих трещин.
Но прихваточный шов, который затем переваривается рабочим корневым швом, накладывается с наружной стороны заготовки непосредственно на стык кромок, поэтому последний становится визуально недоступен для лазерного датчика слежения за стыком при сварке корневого шва. Между тем лазерный луч, имеющий диаметр в фокусе около 0,5 мм, при сварке должен быть наведен на стык кромок с точностью не менее 0,1 мм так, чтобы плавить их обе. В противном случае возможно непроплавление одной из них и появление дефектов типа «непровар».
Известен способ лазерной сварки труб большого диаметра лазерной сваркой (заявка RU 2013112301/02 «Способ сварки труб большого диаметра лазерной сваркой», авторы Романцов И.А. и др., B23K 26/262, B23K 26/046, B23K 26/082, B23K 26/70), по которому продольный шов варится лазерной головкой, установленной снаружи трубы, а слежение за стыком кромок осуществляют со стороны внутренней поверхности трубы посредством сканирующего поперек стыка и перед зоной сварки лазерного датчика, расположенного на штанге внутри трубы, а его положение относительно сварочной головки по горизонтали определяют посредством гироскопа, жестко закрепленного с этим датчиком и дополнительного лазерного излучателя, луч которого направляют вдоль оси трубы на закрепленную неподвижно телекамеру.
Этот способ предусматривает наличие дополнительного оборудования - штанги с сопутствующими ей дополнительными устройствами (тележка, упор, привод перемещения штанги и т.д.), которая исключает возможность движения трубы в обе от нее стороны, а значит, предполагает дополнительные транспортные операции с трубой и снижение производительности. Кроме того, наличие двух дополнительных датчиков, определяющих положение находящего стык лазерного датчика, увеличивает суммарную погрешность и снижает точность слежения в 2-3 раза.
Техническим результатом предлагаемого способа являются повышение производительности стана за счет исключения транспортного тупика на оправке, повышение качества и снижение дефектов сварки путем уменьшения суммарной погрешности слежения и увеличения точности нахождения стыка кромок.
Технический результат достигается тем, что на предшествующей операции - сварке прихваточного шва на наружной стороне трубы непосредственно перед зоной сварки, когда кромки заготовки прижаты друг к другу и еще никак не сварены, сканирующим поперек оси трубы лазерным датчиком фиксируют через определенное расстояние по всей длине трубы три точки на виртуально получаемой поперечной плоскости разделки - точку взаимного касания кромок (верхнюю точку линии стыка «с» на фиг. 1) и две точки «a» и «b» краев кромок, лежащих на касательной к поперечной плоскости заготовки, при этом создают базу данных расстояний между этими точками по длине трубы. Практика показывает, что на трубе длиною 12 м смещение линии стыка составляет не более 50 мм, это значит, что необходимо запоминать результаты измерений через каждые 12 мм длины трубы, чтобы зафиксировать смещение стыка на 0,05 мм, что при существующих скоростях сварки вполне приемлемо по обеспечению быстродействия системы. После создания базы данных она присваивается трубе, на которую наложен прихваточный шов. Труба идентифицируется на стане лазерной сварки и при сварке на этом стане при помощи аналогичного упомянутому датчика, который находится в каждый момент времени в известном положении по длине трубы, определяют положение краев кромок. Зная их положение и используя соответствующую базу, вычисляют положение точки стыка кромок и перемещением сварочной головки наводят на нее лазерный луч.
Предлагаемый способ позволит уменьшить возможность образования дефектов типа «непровар» в корневом лазерном шве и повысить производительность стана лазерной сварки.
Способ лазерной сварки труб большого диаметра, включающий сварку продольного шва посредством лазерной или лазерно-дуговой сварочной головки, установленной с наружной стороны трубы, при этом осуществляют слежение за точкой воздействия лазерного луча на стык кромок посредством лазерного датчика, сканирующего поперек шва и перед зоной сварки, отличающийся тем, что перед сваркой продольного шва выполняют прихваточный шов, во время сварки которого с наружной стороны трубы, непосредственно перед зоной сварки, упомянутым лазерным датчиком через определенное расстояние по всей длине трубы на виртуально получаемой поперечной плоскости разделки фиксируют три точки, включающие точку стыка кромок и две точки их краев, лежащих на касательной к поперечной плоскости труб, создают базу данных упомянутых расстояний между этими точками по длине трубы, затем на последующей операции лазерной сварки рабочего корневого шва используют полученную базу данных для определения положения краев кромок с помощью сканирующего лазерного датчика, находящегося в каждый момент времени в заданном положении по длине трубы, находят положение точки стыка кромок и наводят на нее лазерный луч путем перемещения сварочной головки.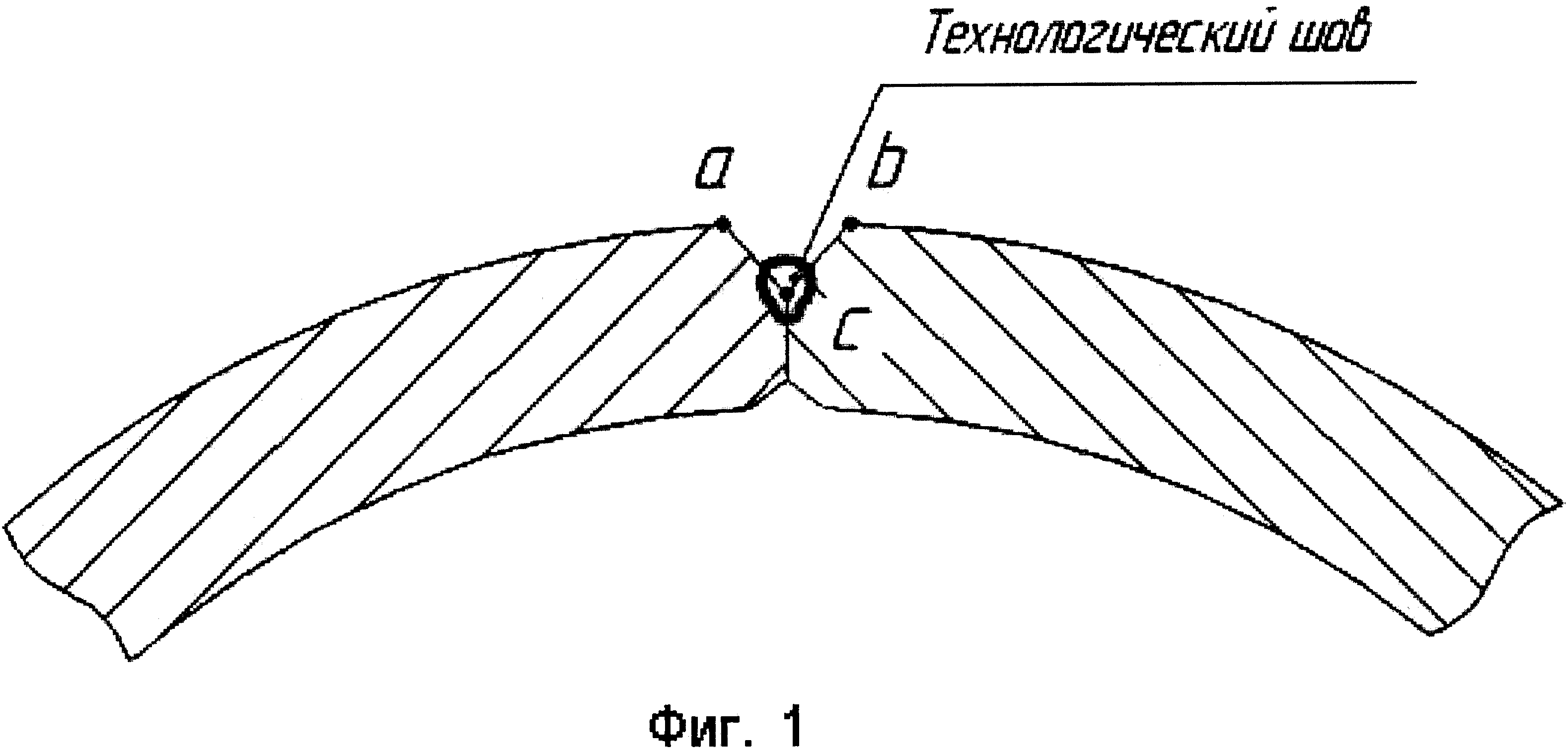
Способ изготовления и эксплуатации составных дорнов пилигримовых станов для производства горячекатаных труб большого и среднего диаметров
Способ производства бесшовных горячекатаных труб размером 550×25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства передельных труб большого и среднего диаметров из слитков и заготовок сплавов на основе титана на тпу с пилигримовыми станами
Способ производства бесшовных труб размеров 550×25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных товарных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки бесшовных горячекатаных труб размером 610×28-32 и 630×28-32 мм для трубопроводов промежуточного перегрева пара котельных установок из гильз и полых слитков электрошлакового переплава размером 690×вн.590×3300-3500, 700×вн.580×3200±50 и 720×вн.600×3200±50 мм
Способ производства биметаллических труб для объектов атомной энергетики размером вн.279×36 (351×36) мм из сталей марок 10гн2мфа и 08х18н10т с внутренним плакирующим слоем
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами
Способ производства бесшовных горячекатаных труб размером 610×28-32 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ изготовления и эксплуатации составных дорнов пилигримовых станов для производства горячекатаных труб большого и среднего диаметров
Способ изготовления и эксплуатации составных дорнов пилигримовых станов для производства горячекатаных труб большого и среднего диаметров
Способ производства бесшовных горячекатаных труб размером 550×25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства передельных труб большого и среднего диаметров из слитков и заготовок сплавов на основе титана на тпу с пилигримовыми станами
Способ производства бесшовных труб размеров 550×25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных товарных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки бесшовных горячекатаных труб размером 610×28-32 и 630×28-32 мм для трубопроводов промежуточного перегрева пара котельных установок из гильз и полых слитков электрошлакового переплава размером 690×вн.590×3300-3500, 700×вн.580×3200±50 и 720×вн.600×3200±50 мм
Способ производства биметаллических труб для объектов атомной энергетики размером вн.279×36 (351×36) мм из сталей марок 10гн2мфа и 08х18н10т с внутренним плакирующим слоем
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами
Способ производства бесшовных горячекатаных труб размером 610×28-32 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок
Способ изготовления и эксплуатации составных дорнов пилигримовых станов для производства горячекатаных труб большого и среднего диаметров

