ПРЕСС-ГРАНУЛЯТОР ДЛЯ ИЗГОТОВЛЕНИЯ ГРАНУЛ
Вид РИД
Изобретение
Изобретение касается пресса-гранулятора для изготовления гранул согласно ограничительной части п. 1 формулы изобретения.
Изготовление гранул, называемых также пресслингами или гранулятом, из тонкоизмельченного материала или уплотненного и/или расплавленного материала, является уже известным. Изготовление гранул или соответственно древесных гранул из предпочтительно измельченной биомассы, такой как опилки, пыль или тому подобных материалов также уже достаточно известно и в области регенерации энергии пропагандируется как технология будущего для климатической защиты, особенно в Европе. В качестве сырья, как правило, используется стружечный материал из деревообрабатывающей промышленности, но возможно также использование свежесрубленных насаждений или не пригодных для использования в деревообрабатывающей промышленности видов древесины или отходов. Для рынка древесных гранул, предназначенных для обеспечения малых котельных установок в одноквартирных или многоквартирных домах, предпочтительно применение основного материала, не содержащего вредных веществ. Но блочные электростанции или специальные высокотемпературные котельные установки, служащие для выработки тепла и/или получения электрической энергии (комбинированные электростанции) могут также в небольших количествах чисто сжигать содержащий вредные примеси материал (гранулы из древесно-стружечных МДФ-плит (древесно-волокнистых плит средней плотности) с покрытием или лакокрасочным покрытием или без него).
Древесные гранулы обычно изготавливаются в так называемых прессах-грануляторах, в которых предназначенный для спрессовывания материал движущимися и/или активно обкатывающимися роликами, называемыми также бегунами, продавливается сквозь отверстия матрицы. Посредством этих отверстий материал (биомасса) формуется и в виде жгутов выводится из отверстий. Под отверстиями понимаются все отверстия, которые выполнены в матрице предпочтительно по существу цилиндрическими и служат для пропускания и формования материала. Эти отверстия могут при этом также иметь увеличенные входные области (раззенковки), служащие для улучшения процесса прессования, и быть закаленными или снабженными установленными в этих отверстиях закаленными втулками.
Среди матриц различаются плоские и кольцевые матрицы. У кольцевых матриц ролики с целью спрессовывания вращаются снаружи или внутри, у плоских матриц бегуны обкатываются по кругу (мельничная конструкция) или совершают линейное реверсирующее движение. Изобретение касается предпочтительно плоских матриц последней конструкции, но при необходимости может также применяться у кольцевых матриц.
Нет необходимости подробно останавливаться на возможностях заготовки или рассеивания биомассы или соответственно последующей обработки (измельчения жгутов, охлаждения, складирования, транспортировки) гранул. В этой связи следует сослаться на уровень техники.
В связи с признанным в настоящее время во всем мире глобальным потеплением промышленность вынуждена форсировать изготовление древесных гранул крупными предприятиями и удешевлять его. Существенной быстроизнашивающейся частью прессов-грануляторов является сама матрица. При продавливании и уплотнении биомассы на стенках отверстий возникают высокие трения и давления, которые вызывают эрозию и со временем увеличивают отверстия матрицы. Одновременно при подаче биомассы может происходить попадание в плоскую матрицу и продавливание в матрицу обкатывающими ее роликами элементов высокой плотности, таких как камни, куски металла или тому подобные. Возникают искривления поверхности матрицы или зазубрины на краях отверстий, что приводит, в свою очередь, к неравномерному спрессовыванию остаточного слоя биомассы на обкатываемой поверхности матрицы, потому что биомасса остаточного слоя из-за дефектов обкатываемой поверхности больше не может свободно течь во всех направлениях. Возникает волнистый остаточный слой, который может привести к непредсказуемым машинным динамическим колебаниям в прессе-грануляторе. Но возможно также образование высокоплотных коагуляций биомассы, которые, в свою очередь, еще более повреждают обкатываемую поверхность матрицы и/или вызывают повышенный износ во время прохождения через отверстия.
В экстремальном случае дефектные обкатываемые поверхности приводят к «стуку» или «биению» роликов, что является вредным для пресса-гранулятора в целом, но также, в частности, для роликов и матриц.
Но при производстве невозможно избежать возникновения повреждений или износа матрицы через определенный период эксплуатации. Сама подготовка матрицы может происходить при этом с использованием множества технологических возможностей, таких как сошлифовывание/обстругивание всей матрицы, сварка наплавкой возле углублений или высверливание локального повреждения или, соответственно, отверстия и вставление заглушки или, соответственно, втулки. Но нецелесообразно из-за относительно ограниченного локально повреждения выводить целую матрицу вместе с прессом-гранулятором из производства, чтобы подготовить ее. В частности, для этого должна при известных условиях приостанавливаться заготовка биомассы, если сборные бункеры полны, или предусмотрено непосредственное производство гранул без возможности их накопления. Тем не менее, с точки зрения промышленной технологии и экономики невозможно иметь в запасе целую матрицу, так как она, как правило, относится к самым дорогим деталям машин пресса-гранулятора и во время простоя обязывает к возможным ненужным капиталовложениям.
Задача изобретения заключается в том, чтобы создать пресс-гранулятор вышеназванного рода, служащий для изготовления гранул, в котором возможно устранение локальных повреждений или частичного износа матрицы с минимальными затратами или, соответственно, значительное облегчение замены матрицы запасной деталью.
Решение задачи для пресса-гранулятора заключается в том, что в качестве матрицы установлены по меньшей мере два матричных сегмента, для поддержки матричных сегментов относительно ролика установлено по меньшей мере одно опорное устройство, и это опорное устройство снабжено по меньшей мере одним проемом, служащим для пропускания выходящих из отверстий матрицы гранул.
Благоприятным образом теперь матрица может изготавливаться из высококачественного материала с наименьшей возможной толщиной, и при этом она, прежде всего, является составной. Благодаря разделению матрицы или, соответственно, обкатываемой поверхности на несколько частей можно обойтись без дорогостоящих устройств и соответствующих монтажных затрат, необходимых для извлечения цельной матрицы. Если матрица, например, разделена на четыре части, то достаточно обеспечить доступ к рабочему пространству с углом, равным примерно от 55 до 60°, чтобы вынуть ее из пресса-гранулятора и вставить новую. Демонтажа приводов, валов или других деталей машин можно в значительной степени избежать. Предпочтительно для матричных сегментов предусмотрены быстродействующие запоры для еще большего ускорения замены. При этом изобретение основывается на том, что в пределах длины отверстий матрицы биомасса может спрессовываться в достаточной степени и после выхода из отверстий обладать необходимой прочностью и консистенцией. С помощью опорного устройства при этом обеспечивается, что прогиб матрицы остается в поддающихся управлению границах и не имеет последствий для эксплуатации во время гранулирования. Предпочтительно матрица может при этом изготавливаться из высокопрочного, в частности, износостойкого материала. Также приветствуются закаленные материалы. Склонные к хрупкости или усталостному разрушению матрицы могут опираться на опорное устройство через промежуточный слой, что обеспечивает замечательную амортизацию вредных колебаний. Предпочтительно также, что локальные повреждения матрицы могут без затруднений заменяться, при этом один из матричных сегментов вынимается из матрицы, и снова быстро вставляется новый или обработанный бывший в употреблении матричный сегмент. Благодаря этому снижается время простоев пресса-гранулятора, и нет необходимости мириться с неудобными производственными перерывами во время технического обслуживания или ремонта локально поврежденного матричного сегмента.
В одном из расширенных вариантов задачи у составной матрицы в прессе-грануляторе должно быть усовершенствовано обкатывание ролика по стыковым кромкам матричных сегментов, и/или у пресса-гранулятора должна быть обеспечена возможность применения матричных сегментов различной высоты при остающемся постоянным качестве обкатываемой поверхности.
Тем не менее, идея изобретения должна продемонстрировать возможность применения очень твердых, или даже хрупких материалов, или частично закаленных или прокаленных материалов или, соответственно, инструментальных сталей в качестве матрицы. В частности, настоящее изобретение обеспечивает возможность изготовления самой матрицы как можно более тонкой, с толщиной примерно от 30 до 100 мм. Так как она в достаточной степени опирается посредством опорного устройства, для нее может также применяться очень дорогой материал или прокаленная сталь или очень твердая сталь, или, соответственно, высококачественная сталь.
Очевидно, что из отверстий матрицы выходят жгуты, которые, однако, в зависимости от используемой биомассы или пресса-гранулятора с помощью не изображенного, но возможно имеющегося режущего устройства, служащего для разделения жгутов, дробятся на гранулы большей или меньшей длины. Но оказалось, что режущее устройство после опорного устройства в большинстве случаев не является необходимым. Именно древесные гранулы за счет одной только вибрации в прессе-грануляторе самостоятельно отрываются от жгута биомассы, выходящего из отверстий матрицы. Однако при использовании особых технологических мер, таких как температура, добавление (натурального) клея или аналогичных материалов жгуты могут обладать относительной устойчивостью к разрушению. Поэтому может быть целесообразным выполнять проемы таким образом, чтобы они лишь в небольшой степени были расширены по сравнению с отверстиями, или при выполнении проемов в виде пазов, эти пазы проходили по существу параллельно линии качения ролика, и при этом разделительный нож, по существу следующий движению ролика, на равных расстояниях резал биомассу на размеры стандартных гранул. В понимании настоящего изобретения опорное устройство или, соответственно, его проемы не образуют продолжение отверстий матрицы настолько, чтобы выполнять задачу опирания или формования биомассы, но при этом, в зависимости от варианта осуществления этих проемов, они все же могут использоваться в качестве упоров для перемещаемого или вращающегося ножа, служащего для разделения жгутов.
Другие целесообразные и возможные варианты осуществления описаны ниже.
Для поддержки матрицы опорное устройство может быть установлено по существу на стыковых кромках матричных сегментов и/или охватывать стык на кромках матрицы. Последнее является предпочтительным при узких матрицах. Но предпочтительно именно стыковые кромки матричных сегментов поддерживаются опорным устройством, чтобы не могло произойти прогибов, вызванных тяжелым роликом или даже несколькими тяжелыми роликами. Именно пластические прогибы матрицы приводят к выпучиванию стыковых кромок и падению или, соответственно, биению роликов на переходах от одного матричного сегмента к другому. В одном из предпочтительных примеров осуществления существенной особенностью проемов опорного устройства является то, что они выполняются в опорном устройстве с наибольшими возможными размерами, при необходимости даже в виде пазов или вырезов, так что статическая несущая способность матрицы по существу является достаточной, и она либо вообще не испытывает никакого прогиба, либо только не вызывающий повреждений прогиб. Тем не менее, по другому примеру осуществления целесообразно выполнять проемы по существу больше, чем отверстия, через которые выходят жгуты или гранулы. В случае, если механическое разделение гранул кажется целесообразным, независимо от размера проемов на обращенной от матрицы стороне опорного устройства может быть установлено режущее устройство. Для рациональной замены и именно в случае большого количества матричных сегментов предпочтительно, чтобы отдельные матричные сегменты были по существу идентичны или аналогичны. Это относится предпочтительно к расположению отверстий, геометрии и/или стыковым кромкам со смежными матричными сегментами. Особенно предпочтительно при этом, если стыковые кромки матричных сегментов расположены по существу параллельно линии качения ролика. В другом примере осуществления особенно предпочтительно, если стыковая кромка расположена по существу под углом к линии качения ролика, причем этот угол может находиться в диапазоне от 0 до 35°. Но в частности, предпочтительно, чтобы для стыкования матричных сегментов друг с другом стыковые кромки были выполнены в виде пазово-шпоночных, и/или зигзагообразных, и/или имеющих форму стрелок соединений. Особенно предпочтительно вышеназванные примеры осуществления могут применяться в матрице, которая состоит из матричных сегментов, расположенных в одной плоскости. Для этого матрицу следовало бы выполнить предпочтительно прямоугольной или круглой. Особенно предпочтительно, если при этом матрица и/или опорное устройство частично или полностью закаляются и/или выполняются из закаленного материала.
В различных вариантах осуществления опорного устройства оно может состоять из нескольких опорных сегментов. В этом случае стыковые кромки опорных сегментов могут по существу отличаться от стыковых кромок матричных сегментов по их положению друг относительно друга и/или по их варианту осуществления. Это служит для улучшения опоры матрицы, при этом не требуется применять для стыковых кромок опорного устройства те особые меры, которые были предложены выше для обкатываемой поверхности. В целом действие опорного устройства таково, что прогиб матрицы по линии качения ролика составляет менее чем 0,05 мм. Для создания оптимальной опоры опорное устройство в направлении прохождения биомассы может быть установлено, прилегая к матрице по существу по всей поверхности. Предпочтительно, если опорное устройство выполнено по существу плоским. Во избежание передачи вибраций и/или тепла между матрицей или, соответственно, матричными сегментами и опорным устройством может быть предусмотрен изолирующий и/или амортизирующий промежуточный слой. Между матрицей или матричными сегментами на опорном устройстве и/или в качестве него может быть установлено по меньшей мере одно гидравлическое и/или пневматическое установочное приспособление.
Это может особенно предпочтительно служить для образования равномерной обкатываемой поверхности из матричных сегментов различной высоты. В качестве промежуточного слоя можно было бы предусмотреть по меньшей мере один полимерный материал, изоляцию, металлический лист и/или гидравлическую подушку. Действие последней может предпочтительно регулироваться. При применении промежуточного слоя предпочтительно полное или частичное воспроизведение проемов опорного устройства. Но возможно также воспроизведение только количества и положения отверстий.
Другие предпочтительные меры и варианты осуществления предмета изобретения содержатся в зависимых пунктах формулы изобретения и последующем описании с помощью чертежей.
Показано:
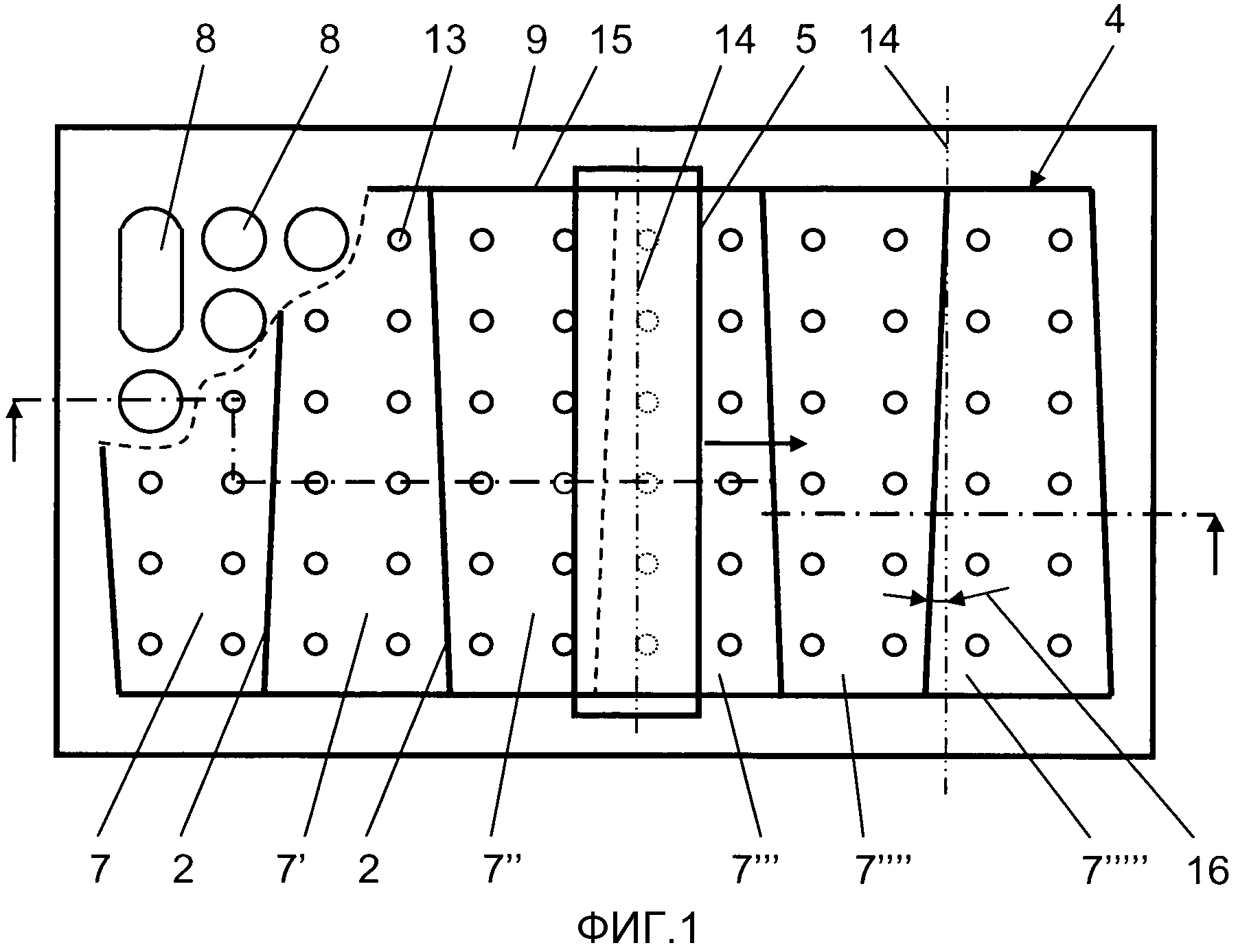
фиг.1: вид сверху прямоугольной составной плоской матрицы и находящегося под ней опорного устройства в прессе-грануляторе с реверсным роликом,
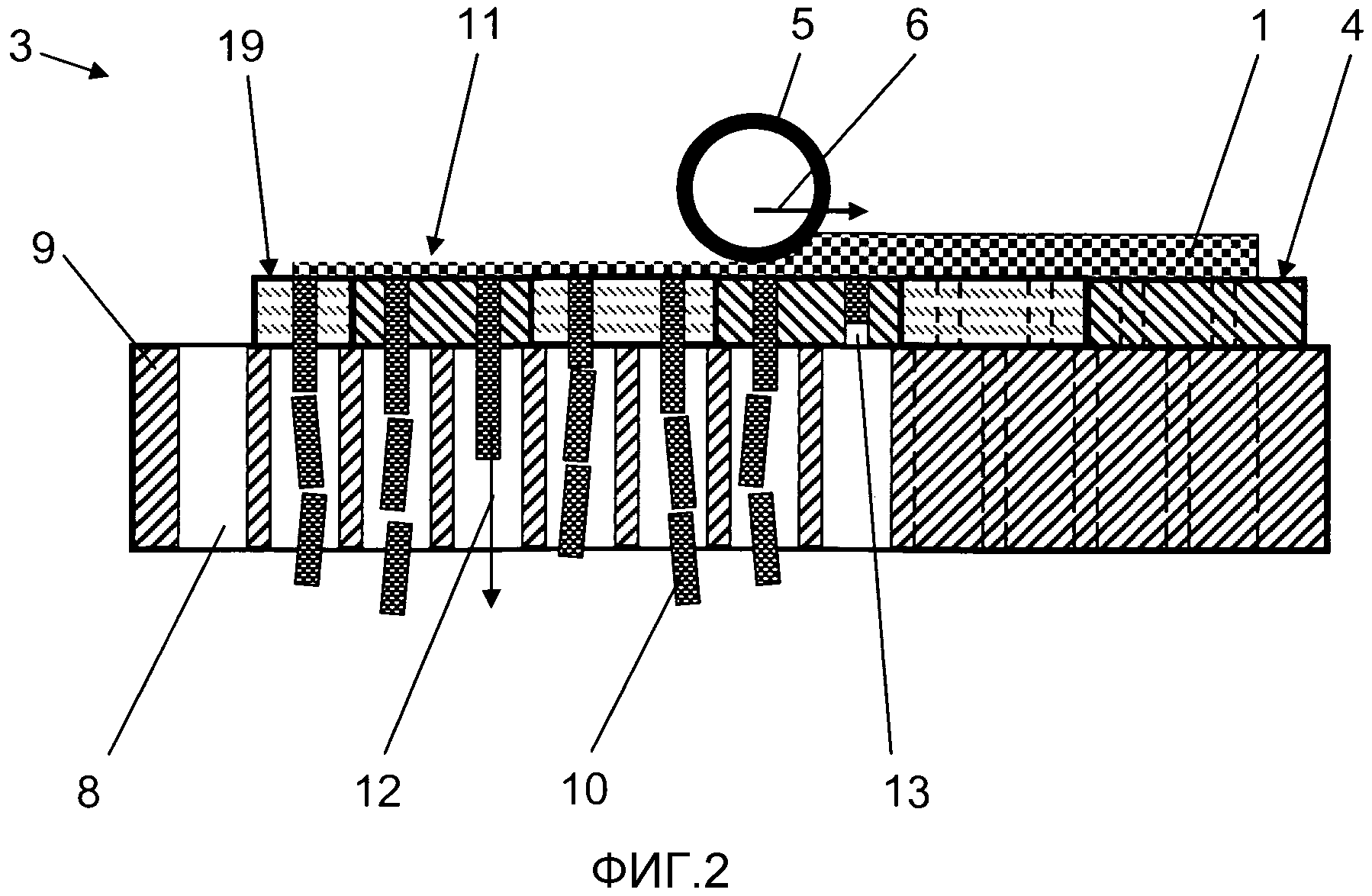
фиг.2: сечение составной матрицы и опорного устройства по линии сечения, указанной на фиг.1,
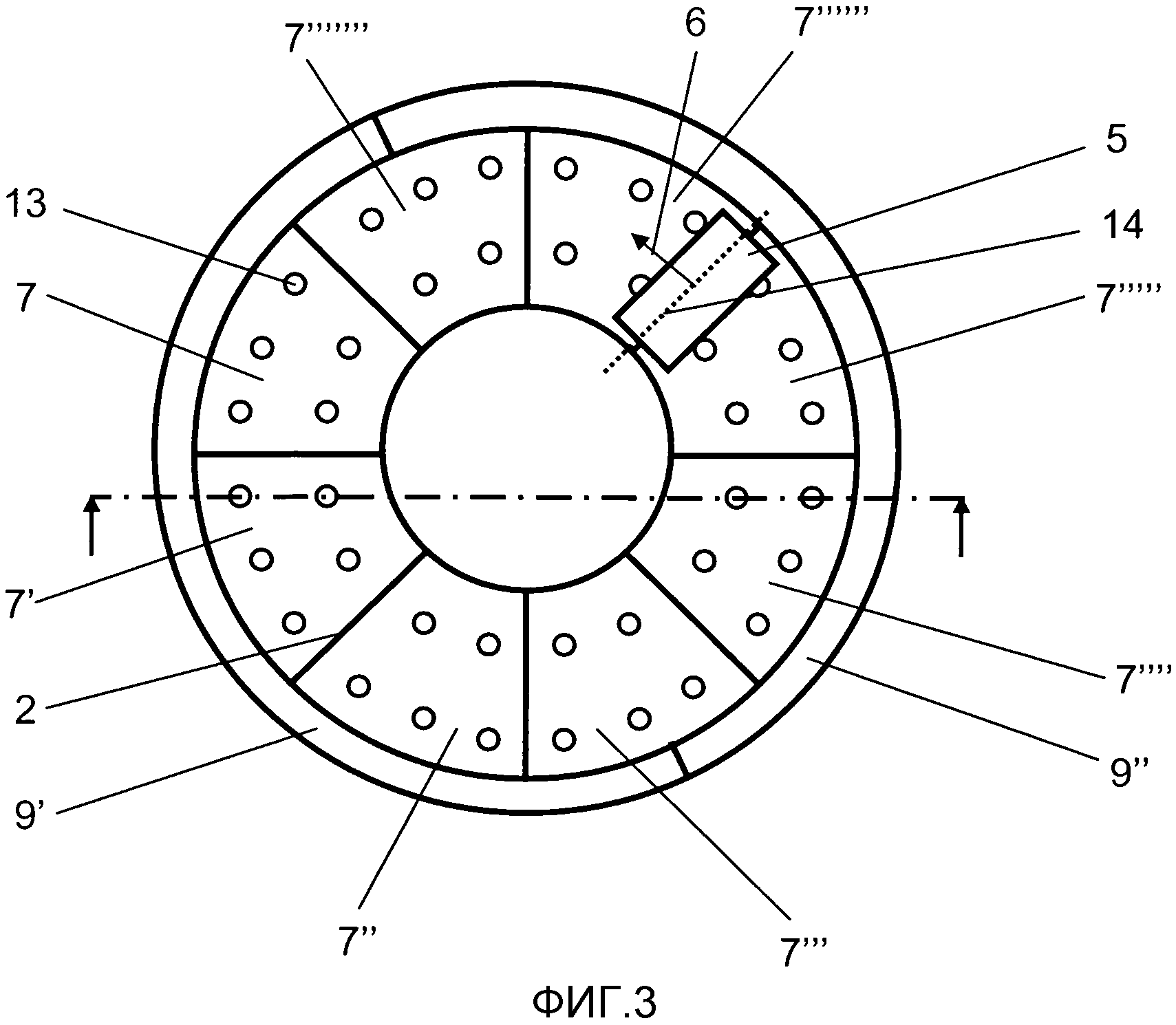
фиг.3: вид сверху составной круглой матрицы, снабженной расположенным под ней составным опорным устройством в прессе-грануляторе с вращающимся роликом,
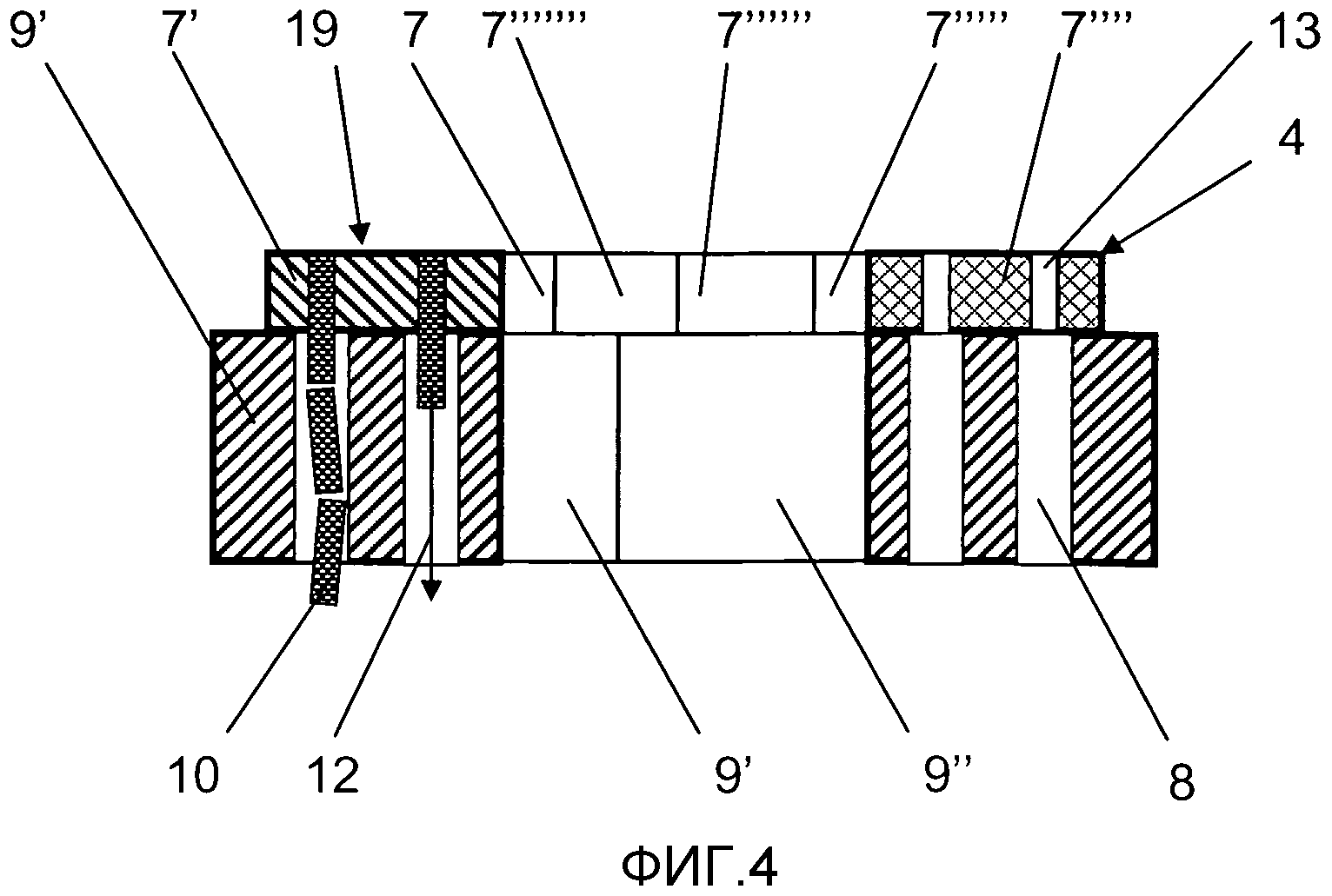
фиг.4: сечение составной матрицы и составного опорного устройства по линии сечения, указанной на фиг.3,
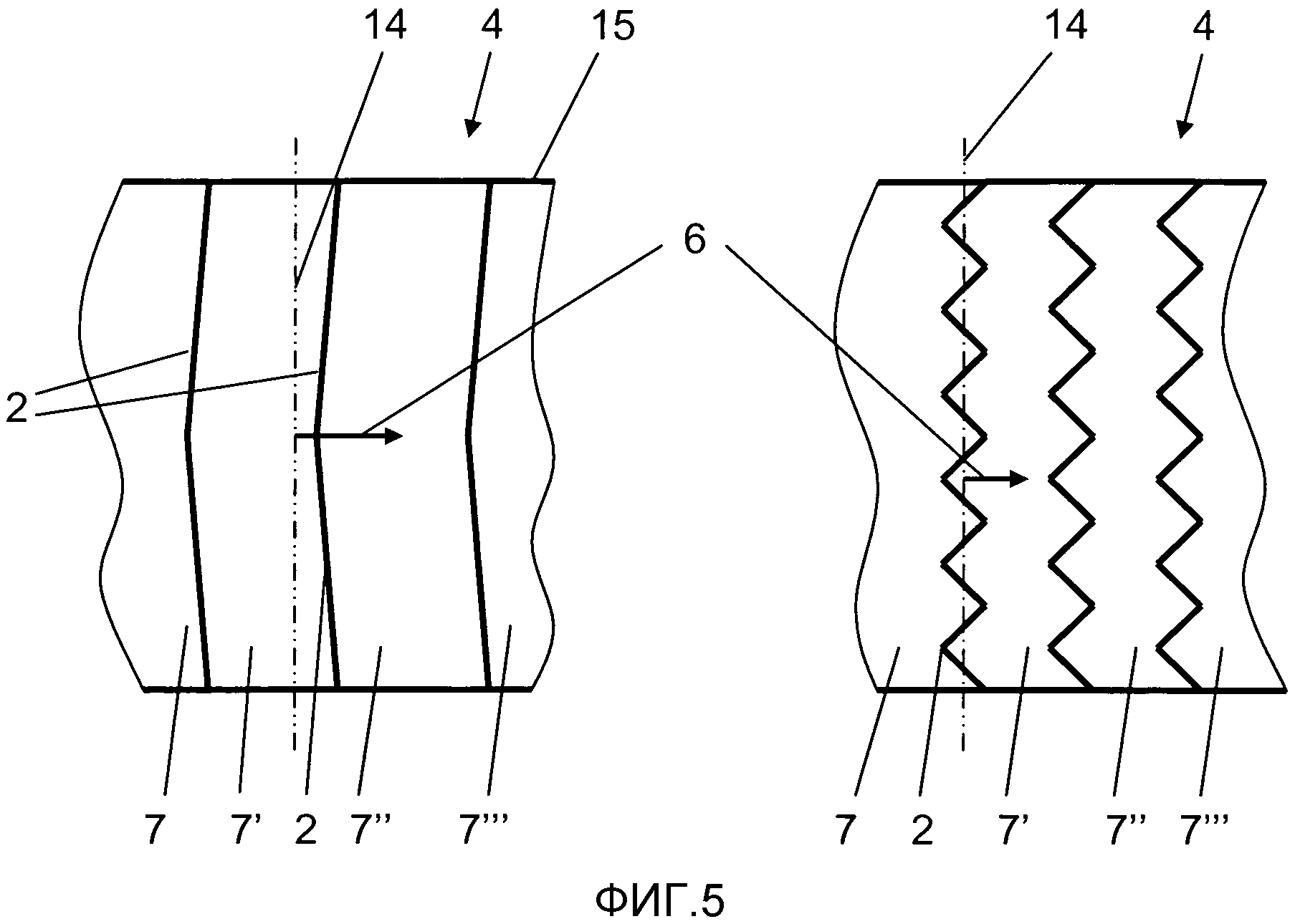
фиг.5: упрощенное изображение возможных стыковых кромок матричных сегментов, служащих для улучшения качения ролика,
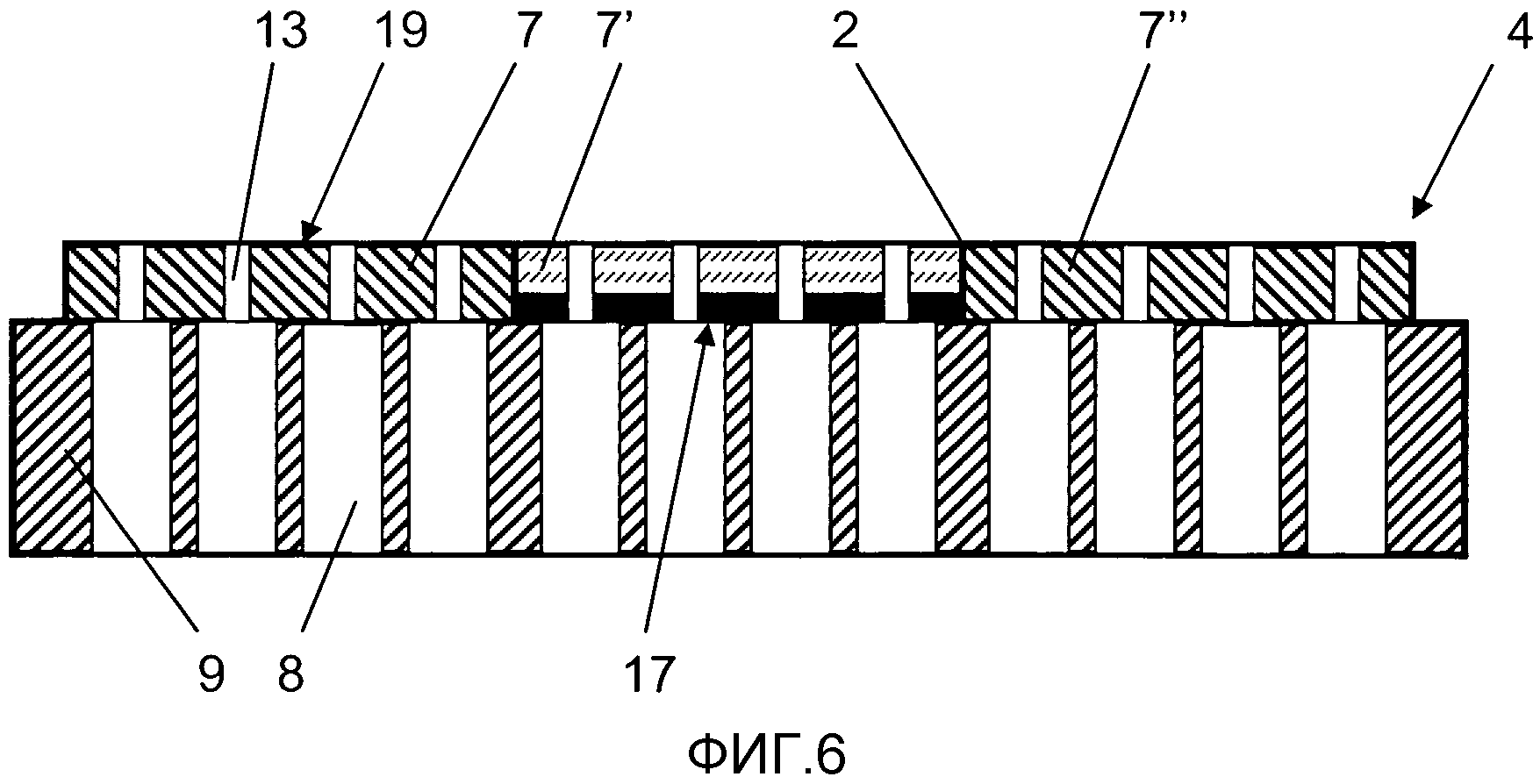
фиг.6: сечение составной матрицы с матричными сегментами различной высоты, и
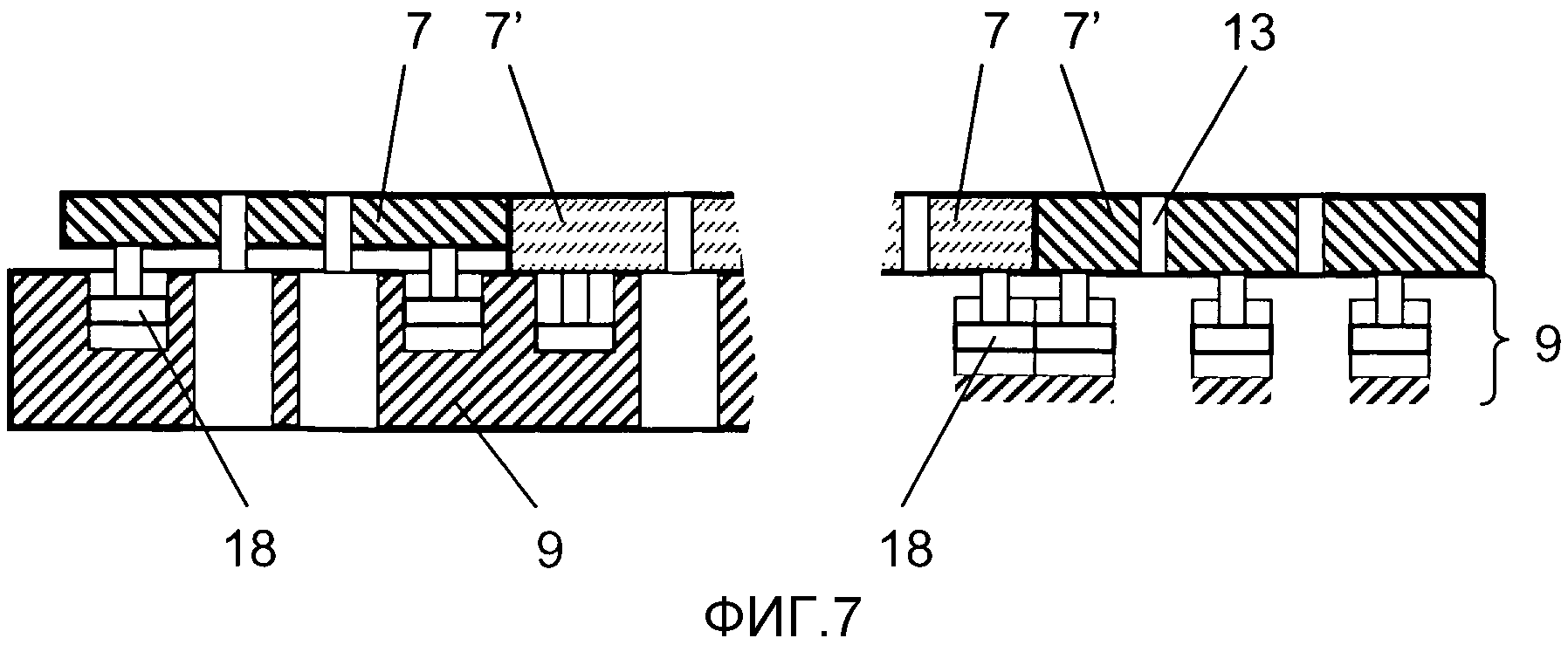
фиг.7: упрощенное изображение опорного устройства (слева), снабженного активно движущимися и юстируемыми установочными приспособлениями, или опорного устройства (справа), образованного из нескольких активно движущихся и юстируемых установочных приспособлений, для матричных сегментов или матрицы.
На фиг.1 показан вид сверху прямоугольной составной плоской матрицы 4, которая уложена на опорное устройство 9. По матрице 4 обкатывается ролик 5, и/или матрица 4 вместе с опорным устройством 9 движется, реверсируя слева направо и обратно. На чертеже изображено именно движение вправо в направлении 6 качения. Матрица 4 в соответствии с чертежом состоит из шести матричных сегментов 7, 7' … 7''''', которые, будучи соответственно повернуты на 180° друг относительно друга, расположены на стыковых кромках 2. Угловое расположение стыковых кромок 2 под углом 16 к линии 14 качения ролика 5 позволяет ему мягко обкатываться по матрице 4. При этом неважно, движется ли матрица 4 или движется ролик 5, и/или ролик 5 дополнительно к этому направлению движения снабжен еще собственным приводом для собственного вращения. В матрице 4 имеются отверстия 13, которые предпочтительно соответствуют проемам 8 опорного устройства 9. Конечно, возможно, чтобы один проем 8 большего размера соответствовал нескольким отверстиям 13, как пазовый проем 8, изображенный на фиг.1 слева вверху.
В соответствии с фиг.2 биомасса 1 во время производства насыпается на матрицу и продавливается обкатывающимся роликом 5 в отверстия 13 в направлении 12 пропускания. При этом на обкатываемой поверхности 19 после прохождения ролика 5 может образовываться остаточный слой 11. После прохождения через отверстия 13 у выхода из отверстий 13 на стороне 20 поверхности образуются жгуты или гранулы 10, которые подлежат последующей обработке или дальнейшей транспортировке.
На фиг.3 изображен один из альтернативных вариантов осуществления пресса-гранулятора 3, в котором теперь используются вращающиеся ролики 5 и круглая матрица 4, состоящая из нескольких расположенных подобно кускам пирога матричных сегментов 7-7'''''''. Здесь также опорное устройство образует основание для предпочтительно тонкой матрицы 4, которая состоит из нескольких матричных сегментов 7-7'''''''. В случае расположенных подобно кускам пирога матричных сегментов 7-7''''''' в том же варианте осуществления также существует простая возможность непосредственной замены поврежденных частей матрицы и ремонта во время эксплуатации. Предпочтительно для этого по меньшей мере один матричный сегмент 7-7''''''' хранится в области пресса-гранулятора 3 и в случае необходимости заменяет поврежденный матричный сегмент после его извлечения.
На фиг.4 снова показан вид сечения, при этом в другом варианте осуществления опорное устройство 9, 9' выполнено составным, но снабжено проемами 8, служащими для пропускания гранул 10 в направлении 12 пропускания.
На фиг.5 в качестве примера показано несколько возможностей соединения матричных сегментов 7-7''''''' таким образом, чтобы линия 14 качения ролика 5 не была идентична ориентации стыковых кромок 2. Для этого стыковая кромка может быть выполнена, как видно слева на этой фигуре, в виде кромки, имеющей форму стрелки. При этом ролик 4 с его линией 14 качения обкатывает стыковую кромку 2 не толчками, а по более длинной области. С правой стороны изображено зигзагообразное соединение между несколькими матричными сегментами 7-7'''. Здесь также очевидно, что, например, матричный сегмент 7' может быть без затруднений поднят и заменен на такой же или идентичный матричный сегмент.
При неодинаковой высоте матричных сегментов после продолжительного износа и процессов полирования или шлифования оптимальная обкатываемая поверхность 19 больше не обеспечивается. Чтобы все-таки иметь возможность использования этих матричных сегментов, в соответствии с фиг.6 возможно, чтобы под более тонкий матричный сегмент 7' укладывался промежуточный слой 17, который выравнивает разность высот смежных матричных сегментов 7 и 7''.
На фиг.7 показан один из альтернативных вариантов осуществления, в котором в опорном устройстве 9 расположены установочные приспособления 18, которые у матричного сегмента 7' с первоначальной высотой втянуты, а у матричного сегмента 7 меньшей высоты соответственно выдвинуты, чтобы обеспечить ровную обкатываемую поверхность 19. Для улучшения равномерного перехода усилий между установочными приспособлениями 18 и матричными сегментами здесь могут быть также предусмотрены промежуточные слои, служащие для распределения усилий. С правой стороны опорное устройство 9 выполнено не в виде плоской опоры, как на предыдущих фигурах, а образуется из нескольких установленных установочных приспособлений 18, через которые матричные сегменты опираются как бы на гидравлическую подушку.
На чертежах не показан другой пример осуществления, служащий для оптимизации рисунка расположения отверстий на обкатываемой поверхности 19 при экстремальных усилиях и/или при большом количестве отверстий 13. Для этого отверстия 13 в области стыковой кромки 2 матричного сегмента 7, 7', … с целью образования упорядоченного рисунка расположения отверстий на обкатываемой поверхности 19 располагаются под углом внутри этого матричного сегмента 7, 7', … таким образом, чтобы в области стыковой кромки 2 не происходило соприкосновения с опорным устройством 9. Другими словами, это означает, что проходящие по существу от одной стороны поверхности к другой стороне поверхности отверстия 13 на крае матричного сегмента при неизменном рисунке расположения отверстий расположены под углом от обкатываемой поверхности 19 в направлении соседних отверстий 13. При этом повышается возможная область опоры для опорного устройства 9 на стыковых кромках 2 с нижней стороны матричных сегментов. Но проходящие под углом отверстия 13 не ограничены этой областью или этим применением.
Также на чертежах не показана одна из альтернатив фиксации положения и/или пространства регулирования матрицы 4 относительно опорного устройства 9. Это может быть по меньшей мере одна направленная вверх смонтированная или принадлежащая несущей плите 9 боковая стенка опорного устройства 9, которые, если их несколько, располагаются на одинаковых расстояниях. Эта боковая стенка может быть при этом выполнена как единое целое с опорным устройством и представлять собой возвышение или выпуклость. Альтернативно возможен был бы L-образный профиль, который охватывает матрицу, по меньшей мере, в наружной области.
Боковая стенка практичным образом служит для ограничения наполняемой области или, соответственно, обкатываемой поверхности 19 биомассы. Другой альтернативой фиксации опорного устройства и матрицы друг относительно друга могли бы быть два соответствующих друг другу глухих отверстия в матрице 4 и несущей плите 9.
Вставленная туда распорная втулка обладает в этой связи тем преимуществом, что могут без труда восприниматься тепловые расширения матрицы или неточности посадки, без срезания этой распорной втулки, в противоположность пальцу. Небольшое смещение также благоприятным образом не ухудшает результат гранулирования, так как за счет больших, чем отверстия, проемов автоматически компенсируются минимальные смещения или несоблюдение точных размеров.
Существует принципиальное стремление изготовлять матрицы предпочтительно из стандартной стали. Особенно подходящей для этого является, например, так называемая резцовая сталь, такая как X46Cr13 (1.4034), которая, обладая мартенситной структурой и будучи нержавеющей, представляет собой хороший компромисс коррозионной стойкости, срока службы и склонности к хрупкому разрушению.
Пресс-гранулятор 3 предпочтительно предназначен для изготовления гранул 10 из биомассы 1, применяемых для каминов, грилей и т.п., но может также, конечно, надлежащим образом применяться и в других областях.
Перечень ссылочных позиций
1 Биомасса
2 Стыковая кромка
3 Пресс-гранулятор
4 Матрица
5 Ролик
6 Направление обкатывания
7 Матричный сегмент
8 Проем
9 Опорное устройство
10 Гранулы
11 Остаточный слой
12 Направление пропускания
13 Отверстия
14 Линия качения
15 Кромки поз.7
16 Угол
17 Промежуточный слой
18 Установочное приспособление
19 Обкатываемая поверхность
20 Сторона поверхности
Пресс-гранулятор для изготовления гранул
Пресс-гранулятор для изготовления гранул
Установка для изготовления армированных волокнами прессованных изделий и способ эксплуатации установки для изготовления армированных волокнами преcсованных изделий
Пресс-гранулятор для изготовления гранул
Пресс-гранулятор для изготовления гранул
Состоящая из колосников решетка для сжигания и способ монтажа колосников в решетке и демонтажа из нее
Способ и установка для изготовления плит материалов и устройство для уплотнения узких сторон пакета прессуемого материала
Пресс-гранулятор для изготовления гранул
Пресс-гранулятор для изготовления гранул
Установка для изготовления армированных волокнами прессованных изделий и способ эксплуатации установки для изготовления армированных волокнами преcсованных изделий
Пресс-гранулятор для изготовления гранул
Пресс-гранулятор для изготовления гранул
Состоящая из колосников решетка для сжигания и способ монтажа колосников в решетке и демонтажа из нее
Способ и установка для изготовления плит материалов и устройство для уплотнения узких сторон пакета прессуемого материала

