Результат интеллектуальной деятельности: ЛИНИЯ ПО ПРОИЗВОДСТВУ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Данное изобретение относится к производственному оборудованию для изготовления прямошовных сварных труб большого диаметра и, в частности, относится к стальной сварной трубе, диаметр которой превышает 630 мм.
Уровень техники
В настоящее время с развитием науки и технологии во всех отраслях промышленности увеличивается потребность в трубной машиностроительной продукции для транспортировки. Например, в нефтяной промышленности требуется большое количество транспортировочных труб большого диаметра, имеющих высокие характеристики, в особенности, транспортировочных труб диаметром более 630 мм. Однако отечественные и зарубежные производители стальных труб могут выпускать только транспортировочные трубы с диаметром менее 630 мм, и для производства труб диаметром менее 630 мм всегда применялся один способ. Например, некоторые зарубежные производители применяют способ гибкого формования, а некоторые другие производители стальных труб как в нашей стране, так и за рубежом, обычно применяют формование при помощи комплекта машин с валковыми клетями. В связи с этим изготовление транспортировочных труб с диаметром более 630 мм при помощи каждого из вышеупомянутых отдельных способов производства представляет собой сложную проблему для отечественных и зарубежных производителей стальных труб. В случае применения формовочной машины с валковой клетью для изготовления прямошовной сварной трубы большого диаметра формовочные валки необходимо распределять по формируемой поверхности обрабатываемого изделия. Несмотря на то, что обеспечивается хороший формующий эффект, один из внешних валков приходится выполнять массой более 10 тонн, что затрудняет изготовление и установку подобного громоздкого оборудования, приводит к необходимости больших денежных вложений, низкой производительности и нестабильности качества сварного шва. В частности, отечественные и зарубежные производители стальных труб не могут использовать оба вышеупомянутых способа для изготовления сварной трубы диаметром более 630 мм, в связи с этим пока невозможно создание производственной линии для изготовления сварной трубы диаметром более 630 мм. Для решения вышеуказанной проблемы существует острая необходимость в разработке производственной линии для изготовления прямошовной сварной трубы большого диаметра, обеспечивающей изготовление стальной сварной трубы диаметром более 630 мм.
Раскрытие изобретения
Для устранения недостатков вышеописанной технологии в настоящем изобретении разработана производственная линия для изготовления прямошовной сварной трубы большого диаметра, отличающаяся рациональной организацией рабочих операций, передовым оборудованием для каждой отдельной операции, возможностью непрерывного изготовления прямошовных сварных труб большого диаметра без применения дополнительного тяжелого оборудования, надежностью работы, высокой производительностью, стабильностью качества продукции, низкими производственными затратами, безопасностью функционирования и удобством эксплуатации.
Настоящее изобретение реализовано при помощи следующих технических решений:
линия по производству прямошовных сварных труб большого диаметра, которая размещена в соответствии с технологическим процессом изготовления прямошовных сварных труб большого диаметра, в которой линия по производству прямошовных сварных труб большого диаметра в основном содержит стол для складирования материала, подающую тележку, разматыватель, правильное устройство, машину для резки и стыковой сварки, выполненную с возможностью перемещения втулку, станок фрезерной обработки кромок, устройство для выявления дефектов стальных листов, подъемный стол, станок для формовки стальных труб, сварочное устройство, тяговое устройство, устройство термической обработки, охлаждающее устройство, калибровочный и прокатный станок с жесткими пластинами, отрезной станок для отрезания труб заданной длины и выгружающую рейку; множество заготовок в форме мотков полосы, расположенных на столе для складирования материала, доставляется при помощи подающей тележки к разматывателю; заготовки, размотанные разматывателем в полосы, при помощи захватывающего механизма правильного устройства доставляются в правильное устройство для правки; передние и задние заготовки в форме полосы свариваются машиной для резки и стыковой сварки и формируют заготовки в форме слябов для непрерывного производства; затем заготовка в форме сляба наматывается на выполненную с возможностью перемещения втулку при помощи захватывающего механизма выполненной с возможностью перемещения втулки и подается к станку фрезерной обработки кромок через выходное отверстие выполненной с возможностью перемещения втулки, станок фрезерной обработки кромок выполняет фрезеровку кромок и канавки для сварного шва по периметру заготовки, а именно по требуемой ширине сляба, и устройство выявления дефектов стальных листов проверяет наличие дефектов; прошедшая контроль заготовка в форме сляба после проверки на наличие дефектов при помощи устройства выявления дефектов стальных листов доставляется подъемным столом к станку формовки стальных труб, затем заготовка в форме стальной трубы, сформированная станком формовки стальных труб, доставляется к сварочному устройству для продольной сварки, выглаживания и выявления дефектов сварного шва; заготовка в форме стальной трубы перемещается далее при помощи тягового устройства, которое входит в состав оборудования производственной линии и расположено после сварочного устройства, и прошедшая контроль качества заготовка в форме сварной трубы после проверки на наличие дефектов сварного шва доставляется к устройству термической обработки и охлаждающему устройству; охлажденная заготовка в форме сварной трубы подается в калибровочный и прокатный станок с жесткими пластинами для придания ей размеров в соответствии со стандартами и требованиями к изделию, и затем прошедшая контроль качества заготовка в форме завершенного изделия после калибровки подается в отрезной станок для отрезания от нее трубы требуемой длины; и затем она подается к выгружающей рейке для хранения и последующего применения.
Подъемный стол представляет собой подъемный стол, выполненный с возможностью регулировки высоты при помощи винтового подъемного устройства.
Станок формовки стальных труб последовательно включает кромкогибочное устройство, формовочный станок с валковой клетью и прокатный станок с жесткими пластинами; при этом прокатный станок с жесткими пластинами включает корпус плиты и верхний горизонтальный валковый механизм, механизм регулировки верхнего горизонтального валка, скользящую опору, опорную плиту, гидравлический цилиндр, нижний горизонтальный валковый механизм, механизм регулировки нижнего горизонтального валка, боковой вертикальный валковый механизм и механизм регулировки бокового вертикального валка.
Сварочное устройство последовательно включает сварочный агрегат, выглаживающий агрегат и устройство контроля дефектов сварного шва.
Охлаждающее устройство последовательно включает роликовый стол с воздушным охлаждением и роликовый стол с водяным охлаждением.
Настоящее изобретение представляет собой линию для непрерывного производства в скоординированном процессе, начинающемся обработкой сырья и завершающемся подачей готовой сварной трубы большого диаметра, отвечающей требованиям потребителя, на выгружающую рейку в соответствии с технологическим процессом изготовления прямошовной трубы. Фактически линия непрерывного производства последовательно включает переднюю и заднюю заготовки в форме полос, заготовку в форме сляба, заготовку в форме обработанного сляба, заготовку в форме стальной трубы, заготовку в форме сварной трубы и заготовку в виде готового изделия в соответствии с различными этапами обработки заготовок. Для реализации линии непрерывного производства в скоординированном процессе сначала производят сварку подвергнутых правке передних и задних заготовок в форме полос при помощи станка для резки и стыковой сварки в единую заготовку в форме сляба для непрерывного производства для обеспечения первого требования линии непрерывного производства при помощи процесса подачи сырья. Кроме того, в процессе формовки стальной трубы применяется механизм формовки стальной трубы, включающий кромкогибочное устройство, формовочный станок с валковой клетью и прокатный станок с жесткими пластинами, поскольку обычный процесс формования стальной трубы включает постепенное формирование из двутаврового профиля поперечного сечения заготовки швеллерного профиля поперечного сечения при помощи формовочного механизма, и окончательное формирование из швеллерного профиля поперечного сечения замкнутого кругового профиля поперечного сечения. В связи с этим в результате анализа характеристик процесса формования стальной трубы в настоящем изобретении разработан процесс формования при помощи комплекта оборудования для формования прямошовной сварной трубы, последовательно включающего кромкогибочное устройство, формовочный станок с валковой клетью и прокатный станок с жесткими пластинами. Благодаря этому на различных этапах формовки рационально используются формовочные механизмы, соответствующие характеристикам формовки стальной трубы. На этапе формирования из двутаврового профиля поперечного сечения заготовки швеллерного профиля поперечного сечения применяется кромкогибочное устройство, включающее множество кромкогибочных механизмов; на этапе формирования швеллерного профиля поперечного сечения применяется формовочный станок с открытой валковой клетью в сочетании с внешним валковым устройством и внутренним валком, который включает внешнее валковое устройство, внутренний валок прижимное валковое устройство, нижний ведущий валок, поперечную балку, опорную раму, основание и нижний опорный валок; а на этапе формирования замкнутого кругового поперечного сечения применяется прокатный станок с жесткими пластинами, включающий три или более пластинчатых жестких рамы, в котором каждая пластинчатая жесткая рама включает корпус рамы, верхний горизонтальный валковый механизм, регулировочный механизм верхнего горизонтального валка, скользящую опору, опорную плиту, гидравлический цилиндр, нижний горизонтальный валковый механизм и регулировочный механизм нижнего горизонтального валка, боковой вертикальный валковый механизм и регулировочный механизм бокового вертикального валка. Соответственно обеспечивается качественная формовка сварной трубы, отвечающая требованиям к производству стальной сварной трубы с диаметром более 630 мм. В связи с этим настоящее изобретение называется «Линия производству прямошовных сварных труб большого диаметра». Для обеспечения стабильной и надежной работы настоящего изобретения в комплект оборудования производственной линии включено тяговое устройство для перемещения заготовки в форме стальной трубы вперед, установленное после устройства, осуществляющего процесс сварки.
По сравнению с известным уровнем техники настоящее изобретение не только имеет рациональный рабочий процесс и передовое обрабатывающее оборудование для каждой процедуры, но также обеспечивает непрерывное производство прямошовной сварной трубы большого диаметра без применения сверхтяжелого оборудования. К преимуществам настоящего изобретения также относятся надежность работы, высокая производительность, стабильность качества продукции, низкие производственные затраты, безопасность эксплуатации и удобство применения.
Краткое описание чертежей
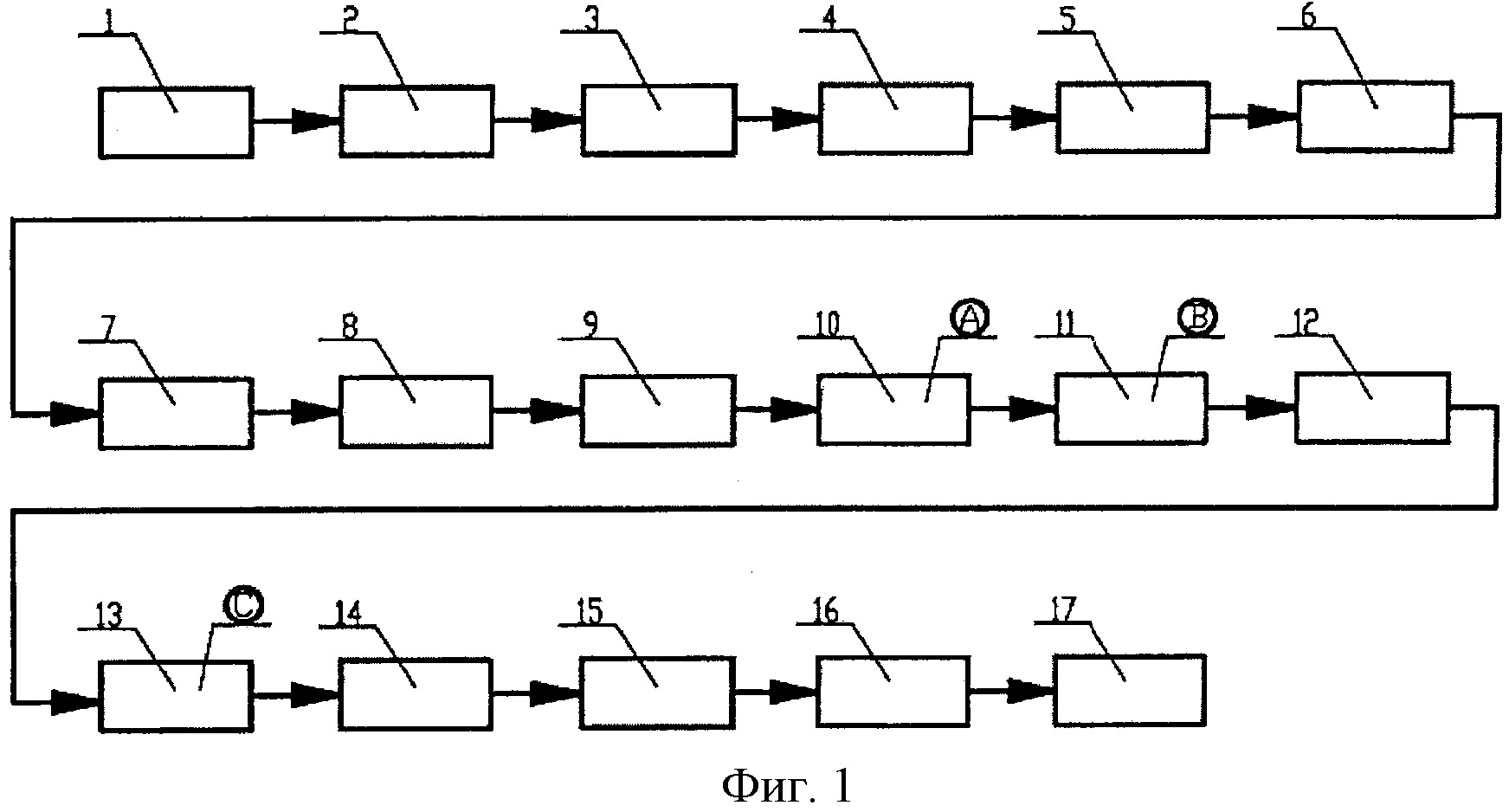
Фиг.1 - плоская блок-схема размещения обрабатывающего оборудования для каждого процесса вариантов осуществления настоящего изобретения.
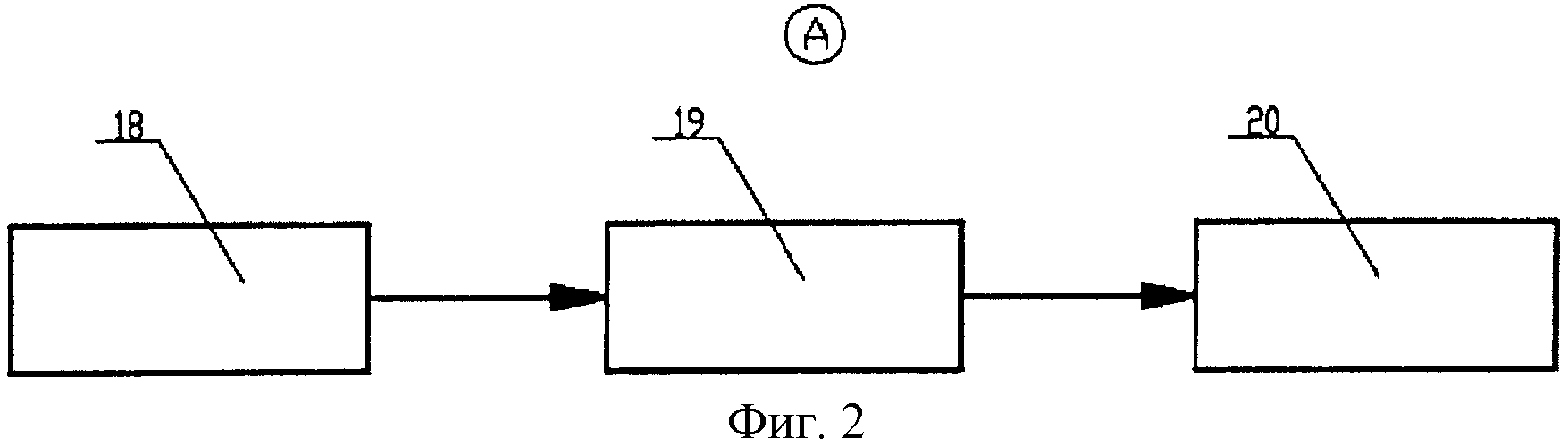
Фиг.2 - увеличенная блок-схема части А Фиг.1.
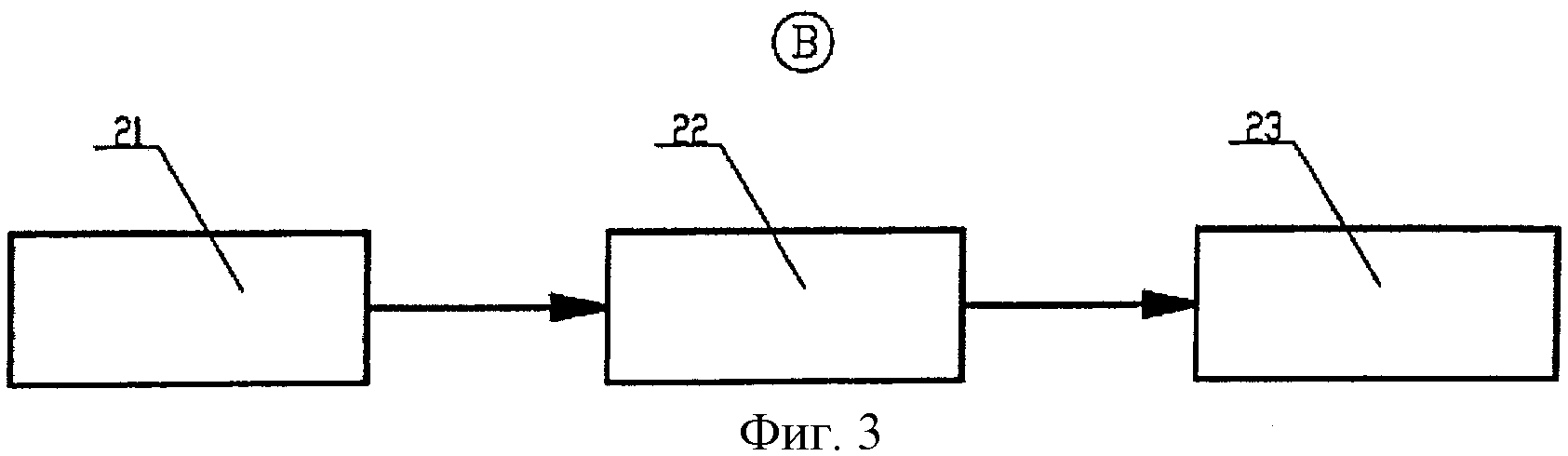
Фиг.3 - увеличенная блок-схема части В Фиг.1.
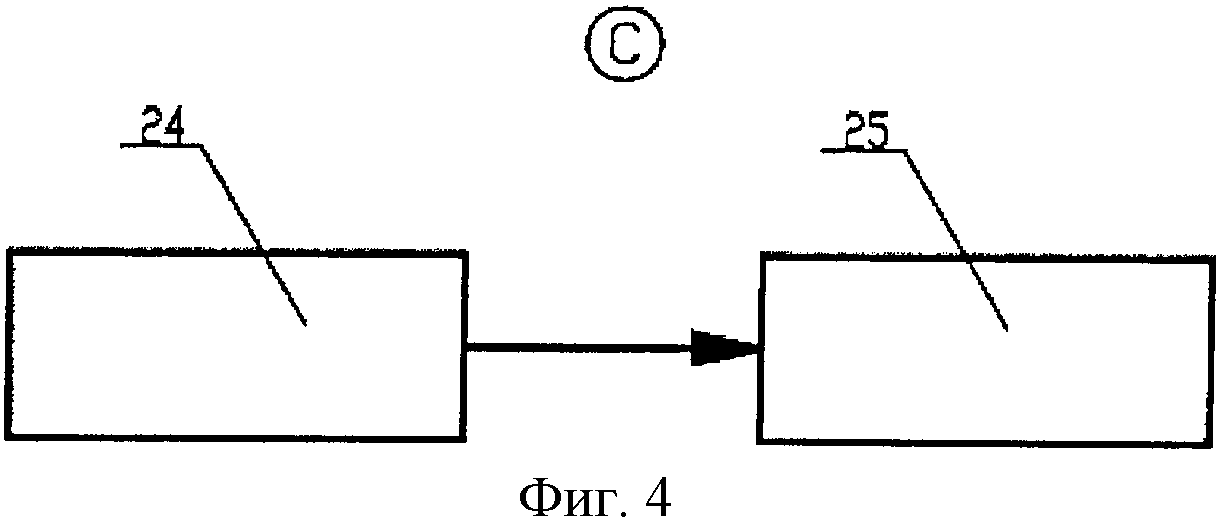
Фиг.4 - увеличенная блок-схема части С Фиг.1.
На фигурах:
1 - стол для складирования материала; 2 - подающая тележка; 3 - разматыватель; 4 - правильное устройство; 5 - машина резки и стыковой сварки; 6 - выполненная с возможностью перемещения втулка; 7 - станок фрезерной обработки кромок; 8 - устройство для выявления дефектов стальных листов; 9 - подъемный стол; 10 - станок для формовки стальных труб; 11 - сварочное устройство; 12 - тяговое устройство; 13 - устройство термической обработки; 14 - охлаждающее устройство; 15 - калибровочный и прокатный станок с жесткими пластинами; 16 - отрезной станок для отрезания труб заданной длины; 17 выгружающая рейка; 18 - кромкогибочное устройство; 19 - формовочный станок с валковой клетью; прокатный станок с жесткими пластинами; 21 - сварочный агрегат; 22 - выглаживающий агрегат; 23 - устройство контроля дефектов сварного шва; роликовый стол с воздушным охлаждением; роликовый стол с водяным охлаждением.
Осуществление изобретения
На Фиг.1-4 показаны варианты осуществления настоящего изобретения, которое представляет собой линию по производству прямошовных сварных труб, диаметр которых составляет 711 мм, и скомпоновано в соответствии с технологическим процессом изготовления прямошовной сварной трубы большого диаметра, в котором линия по производству прямошовных сварных труб большого диаметра в основном содержит стол 1 для складирования материала, подающую тележку 2, разматыватель 3, правильное устройство 4, машину 5 для резки и стыковой сварки, выполненную с возможностью перемещения втулку 6, станок 7 фрезерной обработки кромок, устройство 8 для выявления дефектов стальных листов, подъемный стол 9, станок 10 для формовки стальных труб, сварочное устройство 11, тяговое устройство 12, устройство 13 термической обработки, охлаждающее устройство 14, калибровочный и прокатный станок 15 с жесткими пластинами, отрезной станок 16 для отрезания труб заданной длины и выгружающую рейку 17; множество заготовок в форме мотков полосы, расположенных на столе 1 для складирования материала, доставляется при помощи подающей тележки 2 к разматывателю 3; заготовки, размотанные разматывателем 3 в полосы, при помощи захватывающего механизма правильного устройства 4 доставляются в правильное устройство 4 для правки; передние и задние заготовки в форме полосы свариваются машиной 5 для резки и стыковой сварки и формируют заготовки в форме слябов для непрерывного производства; затем заготовка в форме сляба наматывается на выполненную с возможностью перемещения втулку 6 при помощи захватывающего механизма выполненной с возможностью перемещения втулки 6 и подается к станку 7 фрезерной обработки кромок через выходное отверстие выполненной с возможностью перемещения втулки 6, станок 7 фрезерной обработки кромок выполняет фрезеровку кромок и канавки для сварного шва по периметру заготовки, а именно по требуемой ширине сляба, и устройство выявления дефектов стальных листов проверяет наличие дефектов; прошедшая контроль заготовка в форме сляба после проверки на наличие дефектов при помощи устройства 8 выявления дефектов стальных листов доставляется подъемным столом к станку формовки стальных труб при помощи подъемного стола 9, затем заготовка в форме стальной трубы, которая сформирована станком 10 формовки стальных труб, подается к сварочному устройству 11 для продольной сварки, выглаживания и выявления дефектов сварного шва; заготовка в форме стальной трубы перемещается далее при помощи тягового устройства 12, которое входит в комплект оборудования производственной линии и расположено после сварочного устройства 10, и прошедшая контроль качества заготовка в форме сварной трубы после проверки на наличие дефектов сварного шва доставляется к устройству 13 термической обработки и охлаждающему устройству 14; охлажденная заготовка в форме сварной трубы подается в калибровочный и прокатный станок 15 с жесткими пластинами для придания ей размеров в соответствии со стандартами и требованиями к изделию, и затем прошедшая контроль качества заготовка в форме завершенного изделия после калибровки подается в отрезной станок 16 для отрезания от нее трубы требуемой длины; и затем она подается к выгружающей рейке 17 для хранения и последующего применения.
Подъемный стол 9 представляет собой подъемный стол, выполненный с возможностью регулировки высоты при помощи винтового подъемного устройства.
Станок 10 формовки стальных труб, как показано на Фиг.2, последовательно включает кромкогибочное устройство 18, формовочный станок 19 с валковой клетью и прокатный станок 20 с жесткими пластинами; при этом кромкогибочное устройство 18 включает множество кромкогибочных механизмов, формовочный станок с открытой валковой клетью, объединенный с внешним валковым устройством и внутренним валком включает внешнее валковое устройство, внутренний валок, прижимное валковое устройство, нижний ведущий валок, поперечную балку, опорную раму, основание и нижний опорный валок; прокатный станок с жесткими пластинами включает три или более пластинчатых жестких рам, в которых каждая из пластинчатых жестких рам включает корпус рамы, верхний горизонтальный валковый механизм, регулировочный механизм верхнего горизонтального валка, скользящую опору, опорную плиту, гидравлический цилиндр, нижний горизонтальный валковый механизм и регулировочный механизм нижнего горизонтального валка, боковой вертикальный валковый механизм и регулировочный механизм бокового вертикального валка.
Сварочное устройство, как показано на Фиг.3, последовательно включает сварочный агрегат 21, выглаживающий агрегат 22 и устройство 23 контроля дефектов сварного шва.
Охлаждающее устройство, как показано на Фиг.4, последовательно включает роликовый стол 24 с воздушным охлаждением и роликовый стол 25 с водяным охлаждением.
Способ управления рисоваркой и рисоварка

