Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕЙ ОБОЛОЧКИ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД)
Вид РИД
Изобретение
Изобретение относится к ракетной технике, а именно к способу изготовления внутренней оболочки сопла камеры сгорания жидкостного ракетного двигателя (КС ЖРД).
Оболочки современных сопел ЖРД изготавливают бесшовными методом ротационного выдавливания. При изготовлении оболочек сопел камер сгорания ЖРД возникают проблемы свариваемости материалов. Например, внутренние оболочки стальных сопел изготавливаются из стали 12Х18Н10Т-Ш, а стыкуемые с соплом соседние блоки имеют внутреннюю оболочку из бронзы БрХ08. Бронза не сваривается с вышеуказанной сталью. По уже известной технологии к оболочке сопла приваривают переходное кольцо из материала, способного свариваться с бронзой. Изготовление самого кольца существенно увеличивает трудоемкость изготовления оболочки. Поэтому предлагается совершенно новое техническое решение.
Наиболее близким аналогом предлагаемого технического решения является способ изготовления внутренней оболочки сопла камеры сгорания жидкостного ракетного двигателя (ЖРД), включающий изготовление и приварку к внутренней оболочке переходного кольца для обеспечения свариваемости с соседним блоком из материала, не свариваемого с материалом оболочки (Гахун Г.Г. Конструкция и проектирование жидкостных ракетных двигателей, М.: Машиностроение, 1989, с.110-111).
Недостатком данного способа является необходимость приварки к внутренней оболочке сопла переходного кольца для обеспечения свариваемости с соседним блоком из материала, не свариваемого с материалом оболочки. После сварки и особенно после подварок происходит коробление профиля оболочки, что приводит к увеличению зазоров при пайке и отрицательно сказывается на качестве оболочки.
Техническим результатом, на достижение которого направлено данное изобретение, является обеспечение изготовления биметаллической внутренней оболочки с минимальной деформацией и без подварок, исключение в переходной зоне от одного материала к другому дефектов сварки за счет упрочнения сварного шва при раскатке, повышение качества и надежности внутренней оболочки сопла камеры сгорания ЖРД.
Данный технический результат достигается с помощью способа изготовления внутренней оболочки сопла камеры сгорания жидкостного ракетного двигателя (ЖРД). Способ включает ротационное выдавливание оболочки за несколько переходов. Верхнюю часть со стороны малого диаметра оболочки изготавливают из материала, предназначенного для сваривания с соседним блоком сопла. До ротационного выдавливания оболочки в плоской заготовке вырезают отверстие по диаметру соединения двух материалов. Затем в отверстие вставляют плоскую заготовку из другого материала такой же толщины, что и основная заготовка. Осуществляют сварку кольцевым швом двух материалов. Проводят зачистку сварного шва и контроль его качества, а затем выполняют ротационное выдавливание сварной заготовки и получают биметаллическую внутреннюю оболочку со стороны малого диаметра с переходной зоной от одного материала к другому.
Способ изготовления внутренней оболочки КС ЖРД поясняется чертежом.
Способ осуществляют следующим образом.
Выбирают плоскую заготовку в виде листа из материала 12Х18Н10Т-Ш. Вырезают в этой заготовке отверстие по диаметру соединения двух материалов. В отверстие вставляют плоскую заготовку из материала 1Х21Н5Т-ВД такой же толщины, что и основная заготовка. Потом осуществляют дальнейшую их сварку кольцевым швом. После сварки проводят зачистку сварного шва заподлицо и контроль его качества. Затем выполняют ротационное выдавливание уже сварной заготовки. После ротационного выдавливания получают биметаллическую внутреннюю оболочку со стороны малого диаметра с переходной зоной от одного материала к другому. Сварной шов в этой зоне практически исчезает и нет дефектов сварки.
Таким образом, предлагаемое изобретение позволяет обеспечить изготовление биметаллической внутренней оболочки с минимальной деформацией и без подварок, исключить в переходной зоне от одного материала к другому дефекты сварки за счет упрочнения сварного шва при раскатке, повысить качество и надежность внутренней оболочки сопла камеры сгорания ЖРД.
Способ изготовления внутренней оболочки сопла камеры сгорания жидкостного ракетного двигателя (ЖРД), включающий ротационное выдавливание оболочки за несколько переходов, изготовление верхней части со стороны малого диаметра оболочки из материала, предназначенного для сваривания с соседним блоком сопла, отличающийся тем, что до ротационного выдавливания оболочки в плоской заготовке вырезают отверстие по диаметру соединения двух материалов, в отверстие вставляют плоскую заготовку такой же толщины, что и основная заготовка из материала, способного свариваться с соседним блоком сопла, потом осуществляют их сварку кольцевым швом, проводят зачистку сварного шва и контроль его качества, а затем выполняют ротационное выдавливание сварной заготовки и получают биметаллическую внутреннюю оболочку со стороны малого диаметра с переходной зоной от одного материала к другому.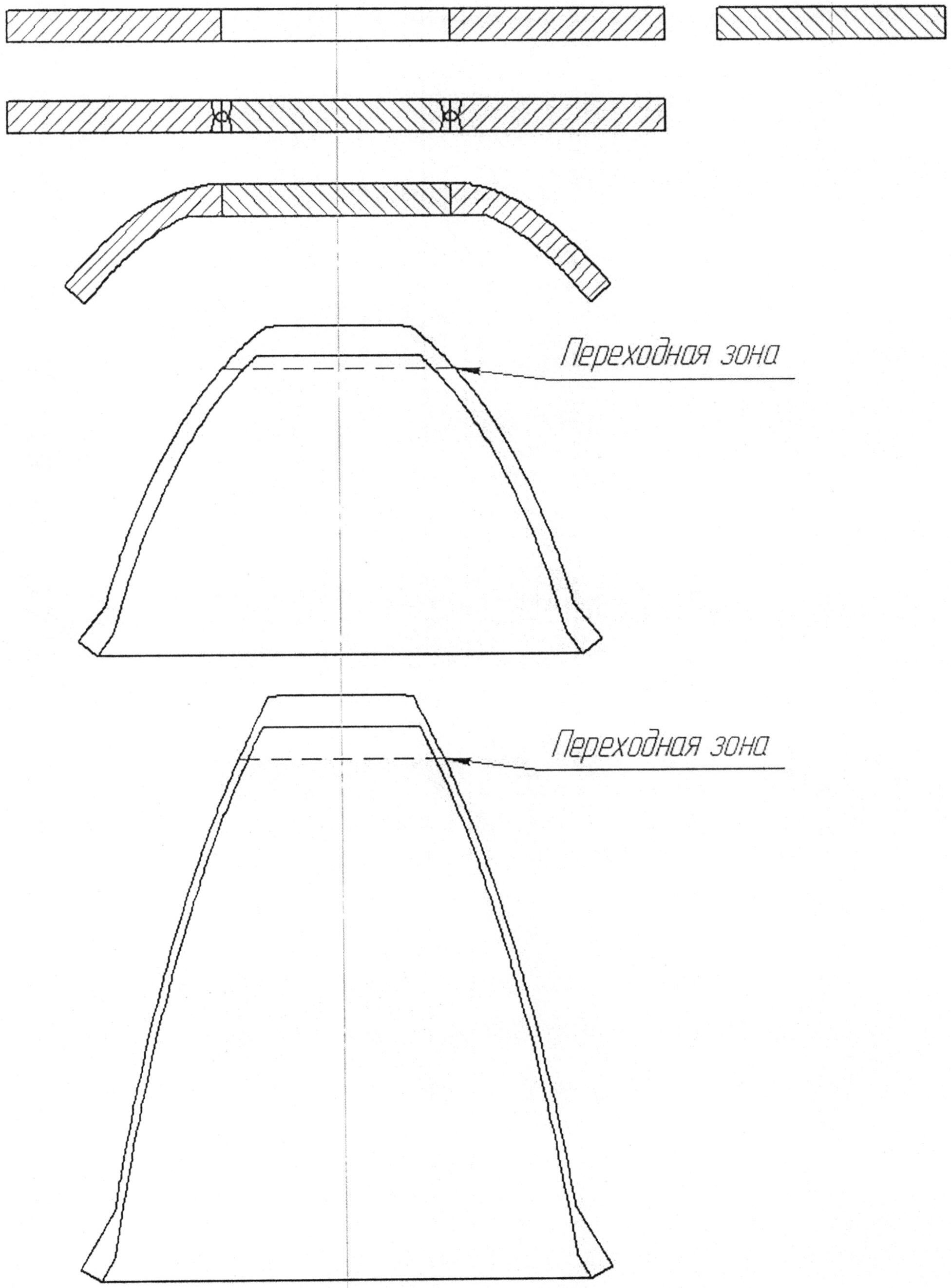
Способ и устройство для обработки прессованной детали из материала с анизотропной проводимостью
Способ эрозионно-лучевого упрочнения поверхностей металлических деталей и устройство для его использования
Адаптер для установки космических аппаратов
Способ отделения от ракеты-носителя группы космических аппаратов и устройство для его осуществления
Входное устройство насоса необъемного вытеснения
Турбонасосный агрегат
Способ ротационной вытяжки оживальных и конических изделий
Способ управления каналом частотной коррекции систем автоматического регулирования частоты и мощности газотурбинных энергетических установок при выделении на изолированный район
Способ реализации общестанционного уровня управления газотурбинными электростанциями (гтэ) с газотурбинными энергоблоками (гтэб)
Способ штамповки детали полусферической формы из труднодеформируемого титанового сплава вт6-с в одном штампе
Способ электронно-лучевой сварки кольцевых соединений титановых сплавов
Способ и устройство для обработки прессованной детали из материала с анизотропной проводимостью
Способ ротационной вытяжки оживальных и конических изделий
Способ изготовления многоэлектродного инструмента и устройство для его осуществления
Способ изготовления тонкостенных крупногабаритных оболочек оживальной формы из заготовки конусной формы из малопластичной труднодеформируемой стали внс-16 однопереходной штамповкой в штампе
Способ подготовки под пайку поверхности детали из высокопрочной стали, легированной ванадием, молибденом и вольфрамом
Способ изготовления крупногабаритного сопла камеры жидкостного ракетного двигателя (жрд)
Способ формообразования пакета деталей оживальной формы
Способ изготовления сварно-паяной конструкции крупногабаритного сопла камеры жидкостного ракетного двигателя

