Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при производстве длинномерных заготовок типа прутков и профилей из конструкционных титановых сплавов методом изотермической экструзии.
Уровень техники
Прутки и профили являются одними из наиболее востребованных для изготовления деталей силового набора и крепежа планера. Поэтому при их производстве особое внимание уделяется формированию регламентированной мелкозернистой структуры, обеспечивающей высокий уровень механических свойств, а также снижению трудоемкости и повышению выхода годного на конечном изделии.
В настоящее время в промышленности применяются следующие способы получения полуфабрикатов (прутков и профилей) из конструкционных титановых сплавов: многопереходная горячая прокатка или ковка слитков с последующим холодным волочением на необходимый размер; ковка слитка на пруток в β- и (α+β)-области с последующим прессованием в (α+β)-области. Однако прокаткой и прессованием как правило получают заготовки большого диаметра, а процесс холодного волочения, включающий в себя многократные промежуточные отжиги, обладает высокой трудоемкостью изготовления.
Из предшествующего уровня техники (патент US 7152448 B2, опубл. 26.12.2006) известен способ производства прутковых заготовок с ультрамелкозернистой структурой путем равноканального углового прессования (РКУП) по схеме «Конформ». Данный способ позволяет получать заготовки с ультрамелкозернистой структурой, которая обеспечивает высокий уровень механических свойств. Однако недостатками этого метода является необходимость в создании специального оборудования, низкая производительность процесса и целью РКУП является измельчение структуры без изменения поперечного сечения заготовки.
Известен способ получения полуфабрикатов из титановых сплавов, включающий в себя операции выплавки слитков, нагрева заготовок в рекуперативных нагревательных колодцах, прокатки слитков на блюминге, прокатки блюмов в обжимной клети крупносортового стана, прокатки заготовок на конечный профиль в клетях крупносортового стана, резки заготовок на мерные длины и охлаждения заготовок (см. Титановые сплавы. Полуфабрикаты из титановых сплавов. Александров В.К., Аношкин Н.Ф., Белозеров А.П. - М.: ВИЛС, 1996, с.177-179). Этот способ позволяет получать полуфабрикаты из титановых сплавов на прокатном стане без применения специального оборудования. Несмотря на это, недостатками такого способа являются: невозможность получения требуемой структуры в промежуточной заготовке из-за того, что деформация на всех переходах проходит в β-области, а также большие потери металла при последующей резке и обточке из-за плохого качества поверхности и геометрии катаных прутков.
Наиболее близким к предлагаемому изобретению, и взятым за прототип, является способ изготовления промежуточных заготовок из α и (α+β) титановых сплавов, представленный ОАО «ВСМПО-Ависма» (патент РФ №2217260, МКП B21J 1/04, опубл. 27.11.2003). Сущность известного изобретения заключается в следующем: производят ковку слитка на пруток за несколько переходов при температуре β-области, промежуточную ковку при температуре (α+β)-области с вытяжкой 1,25-1,75, причем на окончательных переходах ковку проводят с вытяжкой 1,25-1,35, что приводит к разрушению большеугловых границ β-зерен и равномерной структуре по всему сечению, и окончательное прессование при температуре (α+β)-области. Недостатком данного способа является невозможность получения заготовок небольшого диаметра (изобретение направлено на получение промежуточной заготовки диаметром 100-150 мм).
Раскрытие изобретения
Технической задачей, на решение которой направлено предлагаемое изобретение, является получение прутков и профилей с высокой вытяжкой (величина вытяжки 50-100).
Технический результат выражается в получении длинномерных заготовок с равномерной регламентированной мелкозернистой структурой (менее 10 мкм), в снижении трудоемкости изготовления за счет применения изотермической экструзии, а также в уменьшении количества операций.
Указанный технический результат достигается тем, что способ изготовления длинномерных заготовок из титановых сплавов включает ковку или прокатку слитка на пруток в β-области c получением преутка, резку прутка на заготовки, промежуточную ковку при температуре (α+β)-области, механическую обработку заготовок, их нагрев до температуры (α+β)-области и деформирование, при этом деформирование заготовок осуществляют путем их экструдирования в матрице из жаропрочного никелевого сплава на прессе с получением прутка или профиля, механическую обработку заготовок производят путем их обтачивания с нарезанием на боковой поверхности продольных канавок или резьбы для смазки, на поверхность механически обработанных заготовок наносят смазку и помещают их в матрицу из жаропрочного никелевого сплава, а нагрев заготовок до температуры (α+β)-области производят вместе с указанной матрицей.
Предпочтительно для экструдирования применяют неразъемную литую матрицу из жаропрочного никелевого сплава.
Предпочтительно экструдирование осуществляют путем углового прессования.
Предпочтительно экструдирование производят на гидравлическом прессе с нагревательной установкой.
Предпочтительно экструдирование осуществляют с коэффициентом вытяжки более 50.
Предпочтительно экструдирование осуществляют со скоростью деформации 10-3 - 10-4 с-1.
Краткое описание чертежей
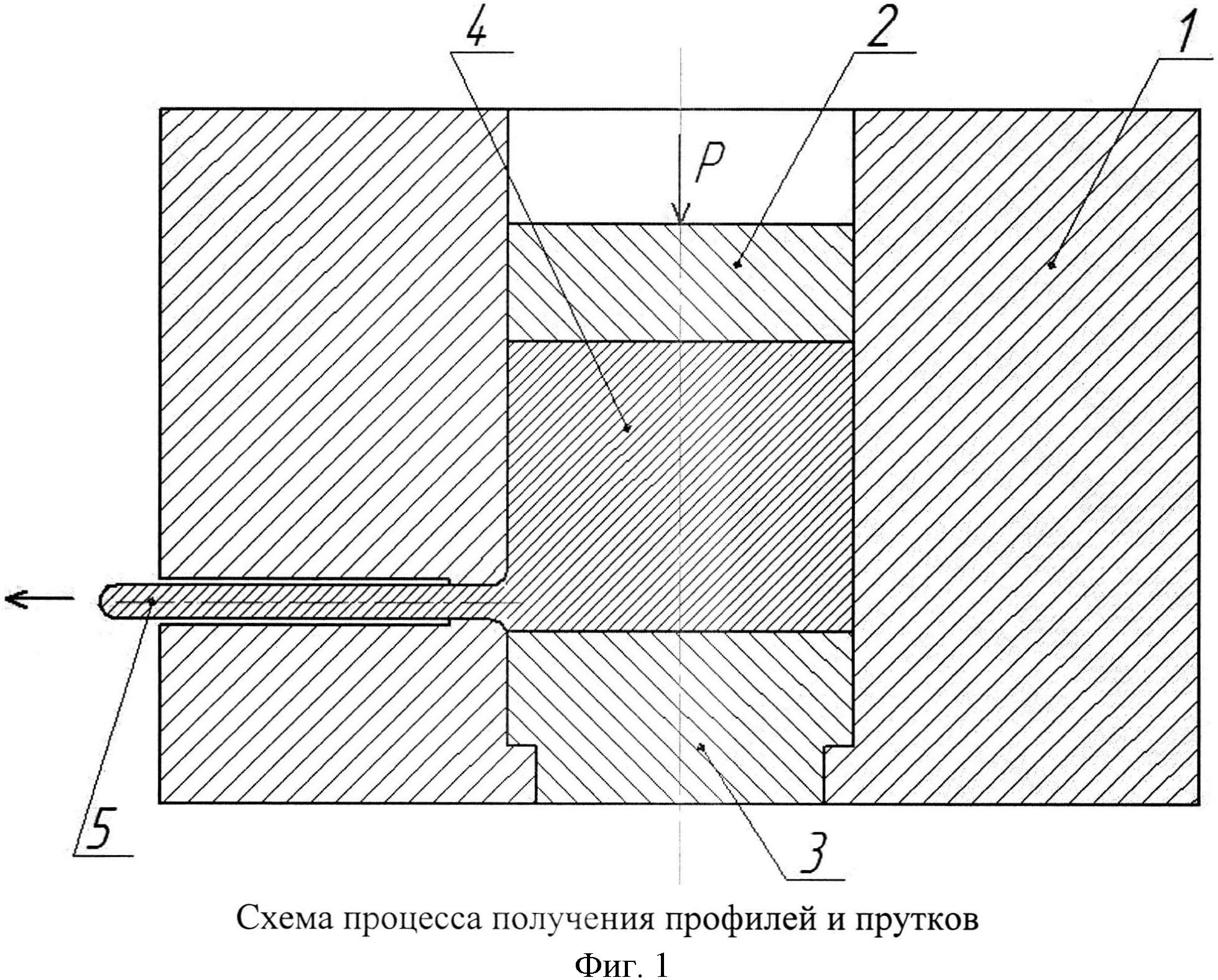
На фигуре 1 представлена схема процесса получения профилей и прутков.
Осуществление изобретения
Для изготовления заготовок применяют матрицу (фиг.1), например неразъемную литую матрицу из жаропрочного никелевого сплава с боковым отверстием, выполненным в форме профиля или прутка соответствующих размеров для выдавливания металла. Составная матрица (фиг.1) состоит из обоймы (1) и подпора (3). Нагретую до температуры экструзии исходную заготовку (4) помещают в составную матрицу, затем на заготовку устанавливают пресс-шайбу (2). Для получения экструдируемой заготовки (5) деформацию проводят в (α+β)-области, предпочтительно, при условии равенства температуры металла температуре матрицы с низкими скоростями деформирования для предотвращения деформационного разогрева. Процесс экструзии характеризуется высокой степенью вытяжки и отсутствием промежуточных отжигов, что сокращает количество необходимых операций при изготовлении заготовок.
Сущность предлагаемого изобретения заключается в следующем:
Слиток из титанового сплава подвергают ковке или прокатке на пруток при температуре в β-области, что приводит к разрушению литой структуры слитка и формированию крупнозернистой структуры в деформированном полуфабрикате. Резку на мерные заготовки осуществляют, принимая в расчет геометрию матрицы и необходимую длину конечного полуфабриката.
Мерные заготовки подвергают всесторонней ковке на прессе, например на гидравлическом прессе с нагревательной установкой, с возможностью регулировки скорости деформирования по схеме «осадка-протяжка» при температуре (α+β)-области. Прокованные мерные заготовки подвергают механической обработке до необходимого диаметра и наносят на цилиндрическую поверхность продольные канавки или резьбу. На обточенные заготовки наносят стеклосмазку по всей поверхности, помещают в литую матрицу из жаропрочного никелевого сплава и нагревают до температуры (α+β)-области. Процесс экструзии проходит на прессе, что позволяет получать мелкозернистую структуру с размером β-зерна менее 10 мкм и глобулярной α-фазой. Использование гидравлического пресса, оборудованного изотермическими установками, позволяет проводить экструзию при низких скоростях деформирования (0,05-0,1 мм/с). Особенностью процесса экструзии по данной схеме является смена направления деформирования (угловое прессование). Данный процесс экструзии является предпочтительным, но необязательным.
Пример осуществления
Слиток из сплава ВТ6 прокатали в β-области на пруток диаметром 100 мм. Далее была проведена обточка прутков на диаметр 90 мм. Прутки разрезали на мерные заготовки и нанесли канавки на их боковую поверхность в виде резьбы с шагом 1-2 мм с целью сохранения смазки в процессе прессования. Далее была проведена всесторонняя ковка заготовок на гидравлическом прессе в условиях изотермии в (α+β)-области на диаметр 65 мм с целью проработки структуры и повышения пластичности заготовки.
Полученные цилиндрические заготовки обточили на диаметр 60 мм и высоту 50 мм, поместили в литую матрицу из жаропрочного никелевого сплава и нагревали до определенных температур. Были проведены эксперименты при трех разных температурах: Tпп - 20°C, Tпп - 40°C и Tпп - 60°C.
Далее проводилась экструзия заготовки на гидравлическом прессе, оборудованном изотермической установкой, на пруток диаметром 6 мм за одну операцию. Скорость деформирования составила 0,1 мм/с.
В результате работы получены полуфабрикаты из сплава ВТ6 длиной 3-5 м с диаметром 6 мм с регламентированной мелкозернистой структурой.
Полученные результаты представлены в таблице 1.
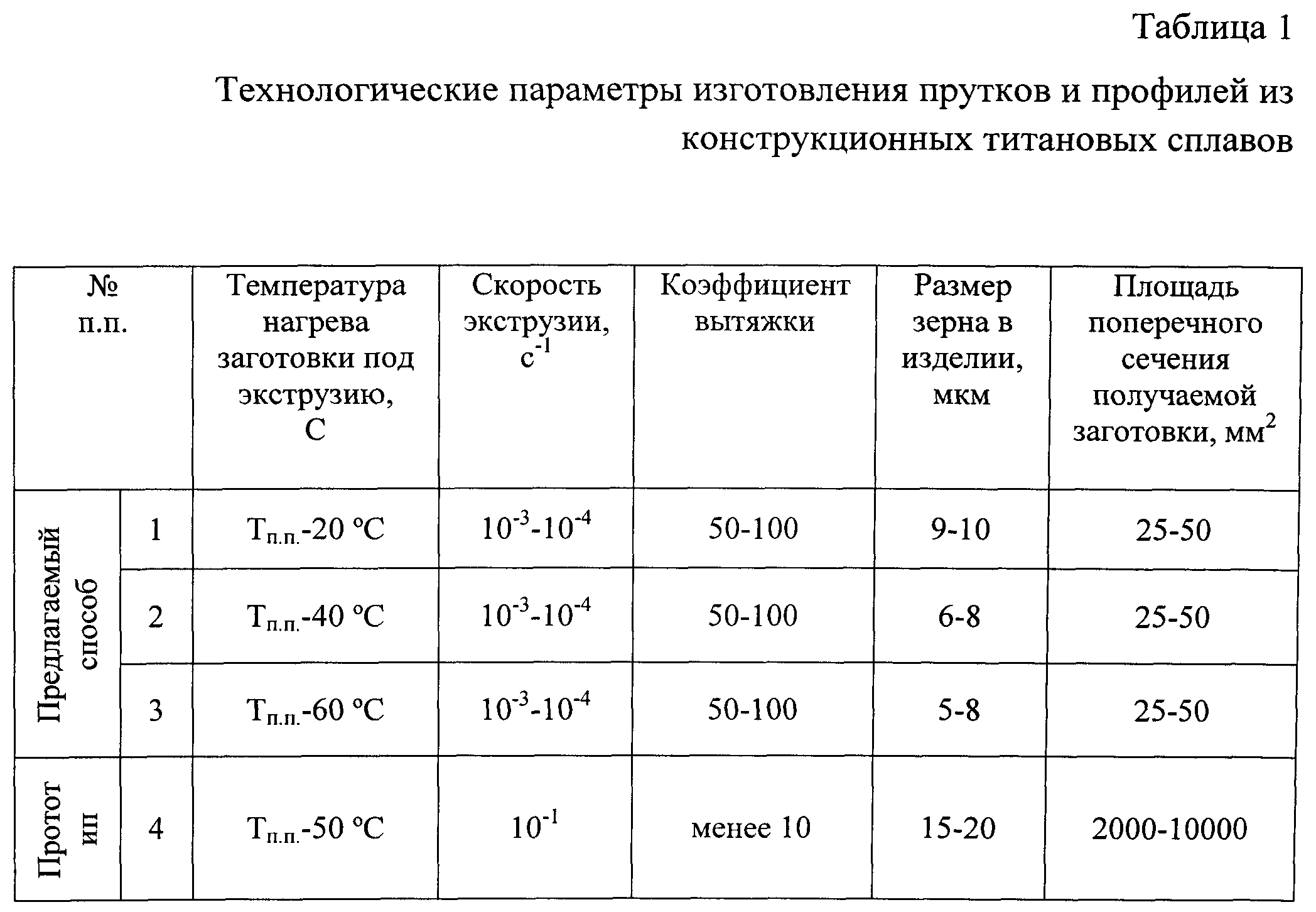
Из таблицы видно, что по сравнению с прототипом предлагаемый способ изготовления длинномерных заготовок обеспечивает получение регламентированной структуры с размером зерна менее 10 мкм.
Защитное покрытие
Сплав на основе интерметаллида nial и изделие, выполненное из него
Защитное технологическое покрытие для бериллия
Способ изготовления многослойной панели
Устройство для пропитки волокнистого длинномерного материала связующим
Состав для покрытия
Способ получения полуфабрикатов из высокопрочных никелевых сплавов
Защитное технологическое покрытие
Способ производства литейных жаропрочных сплавов на основе никеля
Способ производства безуглеродистых литейных жаропрочных сплавов на основе никеля
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него

