Результат интеллектуальной деятельности: СПОСОБ АЛИТИРОВАНИЯ ПОВЕРХНОСТИ С ПРЕДВАРИТЕЛЬНЫМ ОСАЖДЕНИЕМ СЛОЯ ПЛАТИНЫ И НИКЕЛЯ
Вид РИД
Изобретение
Настоящее изобретение относится к способу осаждения покрытия алитированием на подложку.
Покрытия на основе алюминия, называемые "алитирующими покрытиями", используются для защиты поверхности деталей, работающих при высоких температурах и в окисляющих средах. Такое покрытие может также служить связывающим слоем для сцепления другого защитного покрытия, если такое защитное покрытие лучше сцепляется с алитирующим покрытием, чем с поверхностью самой детали.
Например, такие детали используются в турбореактивных двигателях, таких как двигатели самолета. Эти детали, в частности, являются лопатками или сопловыми аппаратами турбин.
Эти детали изготавливаются, например, из суперсплавов на основе никеля.
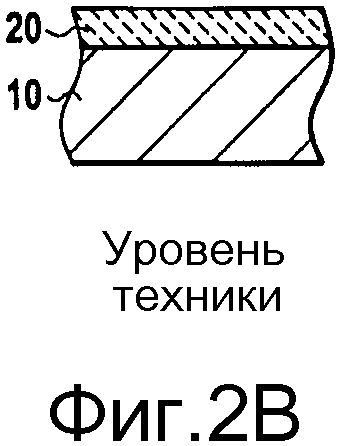
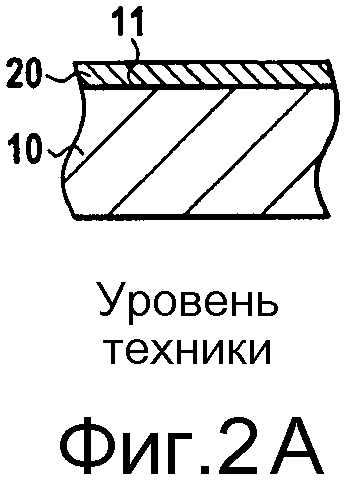
Чтобы выполнить нанесение покрытия алитированием на такой суперсплав, сначала на поверхность 11 этого суперсплава, который является подложкой 10, осаждают слой платины 20. Этот этап изображен на фигуре 2A.
Затем осуществляют термодиффузионную обработку, предназначенную для диффузии никеля из суперсплава 10 в слой платины 20, а также платины в суперсплав 10. Этот этап изображен на фигуре 2B. Эта диффузия позволяет, таким образом, довести никель до свободной поверхности слоя платины 20. Такая термодиффузионная обработка делается в вакуумной камере при высокой температуре, например 1100°C, в течение двух часов.
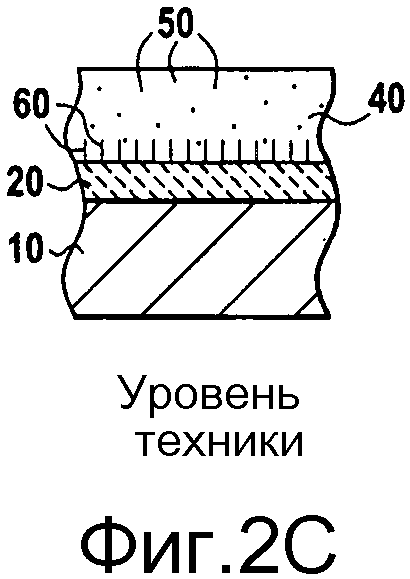
Затем осуществляют термохимическую обработку алитированием, которая приводит к осаждению слоя алюминия 40 на слой платины 20. Этот этап изображен на фигуре 2C. После этого осаждения в слое алюминия 40 образуются соединения PtAl2 50, которые диспергированы в упомянутом слое алюминия. Этап диффузии важен для того, чтобы предотвратить образование большого количества PtAl2, который затем группируется с образованием на поверхности слоя алюминия 40 пластинок, которые уменьшают эффективность защиты. Фактически, вследствие этого этапа диффузии, никель, который продиффундировал в слой платины 20, диффундирует в слой алюминия 40, где он образует соединения NiAl 60, которые снижают образование PtAl2 и, следовательно, риск образования пластинок PtAl2 на поверхности слоя алюминия 40.
Отрицательной стороной этого используемого в настоящее время способа является то, что диффузионная обработка слоя платины является долгой и дорогостоящей.
Данное изобретение направлено на устранение этого недостатка.
Цель изобретения состоит в том, чтобы предложить такой способ осаждения покрытия алитированием на подложку, стоимость и продолжительность которого уменьшены по сравнению с текущим способом.
Эта цель достигается благодаря тому, что способ включает следующие этапы:
(a) осаждают слой, содержащий платину и по меньшей мере 35% никеля, на поверхность подложки,
(b) на этот слой осаждают алюминиевое покрытие.
Благодаря такой последовательности, общая продолжительность способа осаждения покрытия алитированием уменьшается, так как больше нет никакого этапа диффузии. Кроме того, общая стоимость способа осаждения покрытия алитированием уменьшается, так как осаждение покрытия, содержащего платину и никель, может быть выполнено с использованием известных и недорогих методов.
Изобретение будет лучше понято, а его преимущества проявятся более ясно после прочтения следующего подробного описания одного варианта реализации, показанного в качестве неограничивающего примера. В описании приводятся ссылки на приложенные чертежи, на которых:
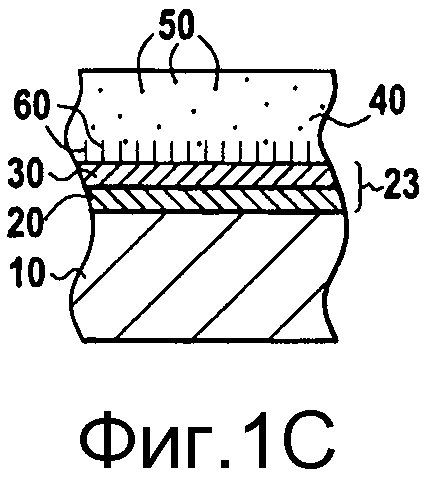
- фигуры 1A, 1B и 1C иллюстрируют этапы способа осаждения покрытия алитированием по изобретению,
- фигуры 2A, 2B и 2C иллюстрируют этапы способа осаждения покрытия алитированием согласно уровню техники.
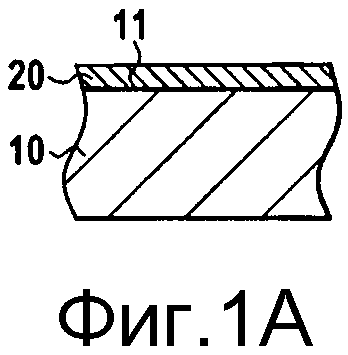
Как схематически показано на фигуре 1A, рассматривается деталь, у которой вся поверхность или ее часть должна быть защищена покрытием алитированием. Эта деталь таким образом составляет подложку 10.
Слой 23, содержащий платину и по меньшей мере 35% никеля, осаждают на поверхность 11 подложки 10. Это осаждение может быть осуществлено электролизом, например, выдержкой подложки 10 в электролитической ванне, содержащей соли платины и соли никеля.
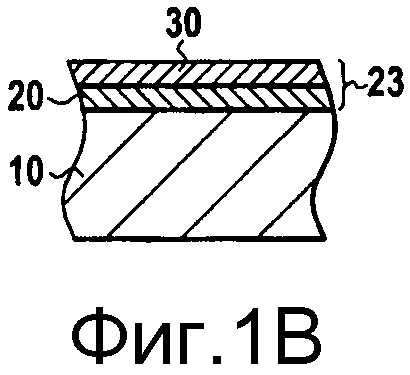
Ниже описан частный вариант реализации, в котором слой 23 состоит из первого слоя 20, содержащего платину, и второго слоя 30, содержащего никель.
Сначала известным способом, например электролизом, на поверхность 11 подложки 10 осаждают слой платины 20 (первый слой) (этап (a), Фиг.1A). Таким образом, подложку 10 выдерживают в электролитической ванне, содержащей соли платины, при этом упомянутая подложка служит одним электродом (катодом), и между этим электродом и другим электродом (анодом) из платины пропускают ток. В результате платина постепенно осаждается на подложке.
Толщина этого слоя платины составляет, например, приблизительно от 5 мкм до 10 мкм.
Заблаговременно можно осуществить подготовку этой поверхности 11, предназначенную для получения лучшего сцепления слоя платины 20 с упомянутой поверхностью 11. Эта подготовка заключается, например, в придании поверхности шероховатости, так чтобы сформированные таким образом выступы (рельеф) служили в качестве мест сцепления для слоя платины 20.
Такая подготовка поверхности также может быть осуществлена в более общем случае осаждения слоя 23 (состоящего из слоя платины 20 и слоя никеля 30) на поверхность 11.
Никакой диффузионной обработки этого слоя платины 20 не осуществляют.
Как схематически показано на фигуре 1B, на слой платины 20 осаждают слой никеля 30 (второй слой) (этап (b), фигура 1B).
Осаждение этого слоя никеля 30 осуществляется, например, известным методом электролиза. Покрываемую деталь погружают в электролитическую ванну, содержащую соли никеля, причем упомянутая деталь служит электродом (катодом), и между упомянутым электродом и другим электродом (анодом) из никеля пропускают ток. В результате на деталь постепенно осаждается никель.
Преимущество способа по изобретению состоит в том, что осаждение слоя платины 20, а затем слоя никеля 30 может быть проделано последовательно в той же самой установке. Это экономит время. Кроме того, эти осаждения могут быть проделаны при низкой температуре и давлении окружающей среды, что дешевле, чем диффузионная обработка, используемая в уровне техники (этап, иллюстрированный на фигуре 2B), так как эта диффузионная обработка должна выполняться под вакуумом при высокой температуре.
Затем осуществляют осаждение на слой никеля 30 слоя алюминия 40 (этап (c), фигура 1C). Это осаждение выполняется, например, методом термохимического осаждения алюминия из паровой фазы (chemical vapor deposition или CVD). Помещают подложку 10, покрытую слоем платины 20 и слоем никеля 30, в камеру, в которую вводят атомы алюминия в газовой фазе, эти атомы алюминия осаждаются на слой никеля 30. Это осаждение проводят при высокой температуре, например, приблизительно 1100°C, в течение 6 часов.
Полезно, чтобы в упомянутой камере предварительно был установлен вакуум, например, в 400 миллибар и 1100 миллибар.
Этот вакуум позволяет улучшить качество осаждения алюминия, в особенности однородность упомянутого осаждения.
Вследствие присутствия слоя никеля 30, атомы никеля диффундируют прямо из упомянутого слоя никеля 30 в слой алюминия 40, где они образуют соединения NiAl 60, которые снижают образование соединений PtAl2 50, и, следовательно, риск образования пластинок PtAl2 на поверхности слоя алюминия 40.
Кроме того, такое снижение образования PtAl2 более эффективно, чем в способе согласно уровню техники, поскольку в слой алюминия 40 диффундирует больше атомов никеля. Фактически, слой никеля 30, который находится в контакте со слоем алюминия 40, состоит почти на 100% из никеля в случае осаждения электролизом.
Вообще, слой никеля 30 содержит достаточно никеля, так чтобы слой 23, который составлен из слоя платины 20 и слоя никеля 30 (или единственный слой, содержащий платину и никель), содержал по меньшей мере 35% никеля.
В противоположность этому, в уровне техники слой, контактирующий со слоем алюминия 40, содержит как атомы платины, так и атомы никеля. Однако фазовые диаграммы Ni-Pt-Al показывают, что соединения NiAl образуются гораздо легче, чем соединения PtAl2, поскольку поверхность, на которой осажден упомянутый слой алюминия 40, содержит больше чем 35 атомных % никеля.
Кроме того, в отличие от способа согласно уровню техники, подложка 10 не обязательно должна содержать никель, так как никель, предназначенный диффундировать в слой алюминия 40, поступает из слоя никеля 30, который осажден на слое платины 20, который был осажден на упомянутую подложку 10. Способ по изобретению может поэтому использоваться на любой подложке 10, а не только на суперсплавах на основе никеля. Например, способ по изобретению может использоваться на любом суперсплаве.
После осаждения слоя алюминия 40 можно осадить на этот слой другой материал, например, керамический тепловой барьер, когда покрытая таким образом деталь предназначена для высокотемпературных применений.
Модуль турбины для газотурбинного двигателя, компрессор, соединенный с указанным модулем, и газотурбинный двигатель
Выпускной коллектор для рабочих газов в летательном аппарате, способ работы выпускного коллектора и газотурбинный двигатель
Задняя часть турбореактивного двигателя самолета, турбореактивный двигатель и самолет
Выпускной коллектор для рабочих газов, образующий горизонтальное колено в летательном аппарате, способ осуществления работы выпускного коллектора и газотурбинный двигатель, содержащий указанный коллектор
Выпускной коллектор для рабочих газов, образующий колено, в летательном аппарате, способ осуществления работы выпускного коллектора и газотурбинный двигатель, содержащий указанный коллектор
Способ нанесения покрытия на покрытую карбидом кремния подложку
Способ и устройство изготовления керамических литейных стержней для лопаток газотурбинных двигателей
Способ нанесения покрытия из оксида алюминия на подложку, покрытую карбидом кремния
Способ и установка для использования вихревых токов для неразрушающего контроля с автоматической калибровкой
Устройство для контроля прямолинейных полостей вихревыми токами
Система впрыска топлива для камеры сгорания турбомашины, содержащей кольцевую стенку с сужающимся внутренним профилем
Держатель трубы для отвода воздуха в турбогенераторе
Лопатка турбомашины, содержащая накладку, защищающую торец лопатки
Инструмент для отвинчивания соединительной гайки модульного ротора газотурбинного двигателя
Способ сборки приводного силового гидроцилиндра и приводной силовой гидроцилиндр
Отвинчивающая инструментальная оснастка и способ отвинчивания соединительной гайки
Способ изготовления компонента с истираемым покрытием

