Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРУЕМОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к способам получения штамповок из двухфазных титановых сплавов, и может найти применение в авиационной промышленности и машиностроении.
Изделия из высокопрочных титановых сплавов являются высоконагруженными и должны обеспечивать при высоких прочностных характеристиках высокие значения вязкости разрушения и трещиностойкости. Такое сочетание свойств возможно при формировании в штамповках β-рекристаллизованной структуры.
Подобная структура в штамповках формируется при деформации при температурах выше температуры полного полиморфного превращения (Тп.п.). Однако в штамповках, полученных по этой технологии, формируется крупное рекристаллизованное зерно. Для деталей, работающих в условиях знакопеременных нагрузок, необходимо формирование структуры с размером зерна менее 10 мкм, что позволит получать высокие значения циклической прочности.
Известен способ обработки титановых сплавов с целью снижения роста трещин в (α+β) титановом сплаве, содержащем значительное количество β-фазы и более 3% молибдена, включающий следующие операции:
- ковка выше температуры β превращения (Тп.п.) со степенью деформации, достаточной для последующей рекристаллизации;
- охлаждение материала ниже температуры β превращения (Тп.п.) со скоростью 11-55°C/мин;
- упрочняющая термообработка, включающая закалку с температуры на 27-82°C ниже Тп.п. и старение (патент США №4543132, опубл. 24.09.1985). Приведенный процесс позволяет уменьшить размер рекристаллизованного β-зерна за счет высокой скорости охлаждения из β-области, проводить обработку за один нагрев и снизить трудоемкость изготовления заготовок.
Однако технологический процесс имеет существенные недостатки: связанная с большим градиентом температур заготовка-штамп, неравномерность деформации, образование зон затрудненной деформации, длительный нагрев при температурах β-области и повышенное газонасыщение поверхностных слоев металла. Это требует увеличения припуска на механическую обработку и сопровождается снижением коэффициента использования металла. Кроме того, высокая скорость деформации при ковке также сопровождается образованием зон интенсивного течения металла и неравномерностью структуры, что приводит к снижению механических свойств и их стабильности в изделиях.
Известен способ получения деформированных заготовок с рекристаллизованной структурой с максимальным размером β-зерна менее 0,5 мм (Патент США №5026520, опубл. 25.06.1991).
Способ включает:
- нагрев заготовки от температуры Тп.п до Тп.п +45°C;
- деформацию на прессе в штампах, нагретых до температуры, близкой к температуре заготовки (изотермическая штамповка) с промежуточной выдержкой 4-10 мин;
- изотермическую выдержку при температуре, близкой к температуре нагрева штампа и заготовки в течение времени, достаточного для прохождения полной первичной рекристаллизации, но недостаточного для дальнейшего роста зерна;
- закалку (ускоренное охлаждение) заготовки после удаления из пресса до температуры ниже температуры полного полиморфного превращения для предотвращения дальнейшего роста зерна и получения микроструктуры с размером β-зерна менее 0,5 мм (500 мкм).
Способ позволяет избежать длительного отжига после деформации при температуре выше полного полиморфного превращения для получения рекристаллизованной структуры за счет проведения изотермической выдержки от 4 до 10 минут непосредственно после деформации, что позволяет получать размер зерна менее 0,5 мм и снизить толщину газонасыщенного слоя штамповки.
Недостатками способа является нагрев исходной заготовки в β-области (выше Тп.п.), что сопровождается значительным ростом исходного зерна и не позволяет получать мелкозернистую структуру в штамповке. Кроме того, недостатком рассмотренного способа является необходимость механической обработки для удаления газонасыщенного поверхностного слоя, образующегося при нагреве и изотермической выдержке в β-области, что приводит к снижению коэффициента использования металла.
Другим недостатком способа является и высокая трудоемкость, связанная с необходимостью проведения длительной промежуточной выдержки (4-10 минут) в процессе деформации. При этом суммарное время выдержек может составлять 10-20 минут.
Наиболее близким к предлагаемому изобретению является способ получения штамповок с рекристаллизованной структурой с размером зерна 10-30 мкм, взятый в качестве прототипа (патент RU 2246556 C1, опубл. 20.02.2005).
Способ включает нагрев заготовки до Тп.п - (10-30)°C, деформацию в два этапа с переменной скоростью в штампах, нагретых до температуры выше Тп.п. на 10-30°C. При этом на первом этапе деформация проводится со скоростью, достаточной для разогрева заготовки до температуры штампа (т.е. выше Тп.п. на 10-30°C), а на втором этапе со скоростью 10-2-10-4 с-1 и степенью деформации 10-30% и изотермической выдержкой в штампе в течение 0,5-1,5 минут. Охлаждение заготовки проводят ускоренно (закалка).
Технология по способу, известному из прототипа, позволяет получать штамповки с однородной рекристаллизованной структурой и высоким КИМ.
Недостатком способа, известного из прототипа, является то, что при использовании предложенного способа не может быть получена рекристаллизованная структура с размером β-зерна менее 10 мкм.
Также недостатком способа, известного из прототипа, является увеличение времени технологического цикла с использованием дорогостоящего оборудования за счет изотермической выдержки в штампе, а также необходимость использования специального оборудования для ускоренного охлаждения (закалки) заготовок после деформации.
Технической задачей предлагаемого изобретения является создание способа получения деформированных заготовок из титановых сплавов, с мелкозернистой структурой.
Техническим результатом предлагаемого способа является формирование в деформированной заготовке однородной рекристаллизованной структуры с размером β-зерна 5-9 мкм и высокой циклической прочностью в термически упрочненном состоянии. Другим техническим результатом предлагаемого способа является снижение времени технологического цикла изготовления деформированной заготовки.
Для достижения поставленного технического результата предложен способ получения деформированной заготовки из титанового сплава, включающий нагрев заготовки ниже температуры полного полиморфного превращения, ее деформацию в нагретом штампе в два этапа с переменной скоростью и термическую обработку заготовки, причем деформацию в нагретом штампе проводят на первом этапе со скоростью, не превышающей скорость, обеспечивающей разогрев заготовки до температуры ниже полного полиморфного превращения, а на втором этапе деформацию проводят со скоростью, обеспечивающей формирование рекристаллизованной структуры с размером β-зерна 5-9 мкм.
Предпочтительно нагрев исходной заготовки проводить на 25-35°C ниже температуры полного полиморфного превращения. Предпочтительно на первом этапе деформацию проводить со скоростью не ниже 7х10-2 с-1 , но не превышающей скорость, обеспечивающую разогрев заготовки до температуры полного полиморфного превращения минус 30°C и степенью деформации не менее 80%.
Предпочтительно на втором этапе деформацию проводить со скоростью 10-3-10-4 с-1 и степенью деформации 7-9%.
Предпочтительно нагрев штампов проводить на 25-35°C ниже температуры полного полиморфного превращения исходной титановой заготовки.
Возможно охлаждение заготовки проводить непосредственно после деформации с нерегламентированной скоростью.
Возможно для получения в изделиях высокой прочности проводить термическую обработку деформированной заготовки.
Предлагаемый способ позволяет снизить время технологического цикла по сравнению со способом-прототипом за счет исключения изотермической выдержки в штампе.
Охлаждение заготовки непосредственно после деформации с нерегламентированной скоростью позволяет отказаться от использования специального оборудования для закалки за счет нерегламентированной скорости охлаждения после деформации.
Примеры осуществления
Для примеров осуществления способов изготовления деформированной заготовки из титановых сплавов выбран высокопрочный титановый сплав ВТ22 с температурой полного полиморфного превращения (Тп.п.), равной 870°C, из которого изготовлена деформированная заготовка типа «диск» диаметром 250 мм. В качестве исходной заготовки использовали деформированный пруток диаметром 100 мм с размером β-зерна 80 мкм.
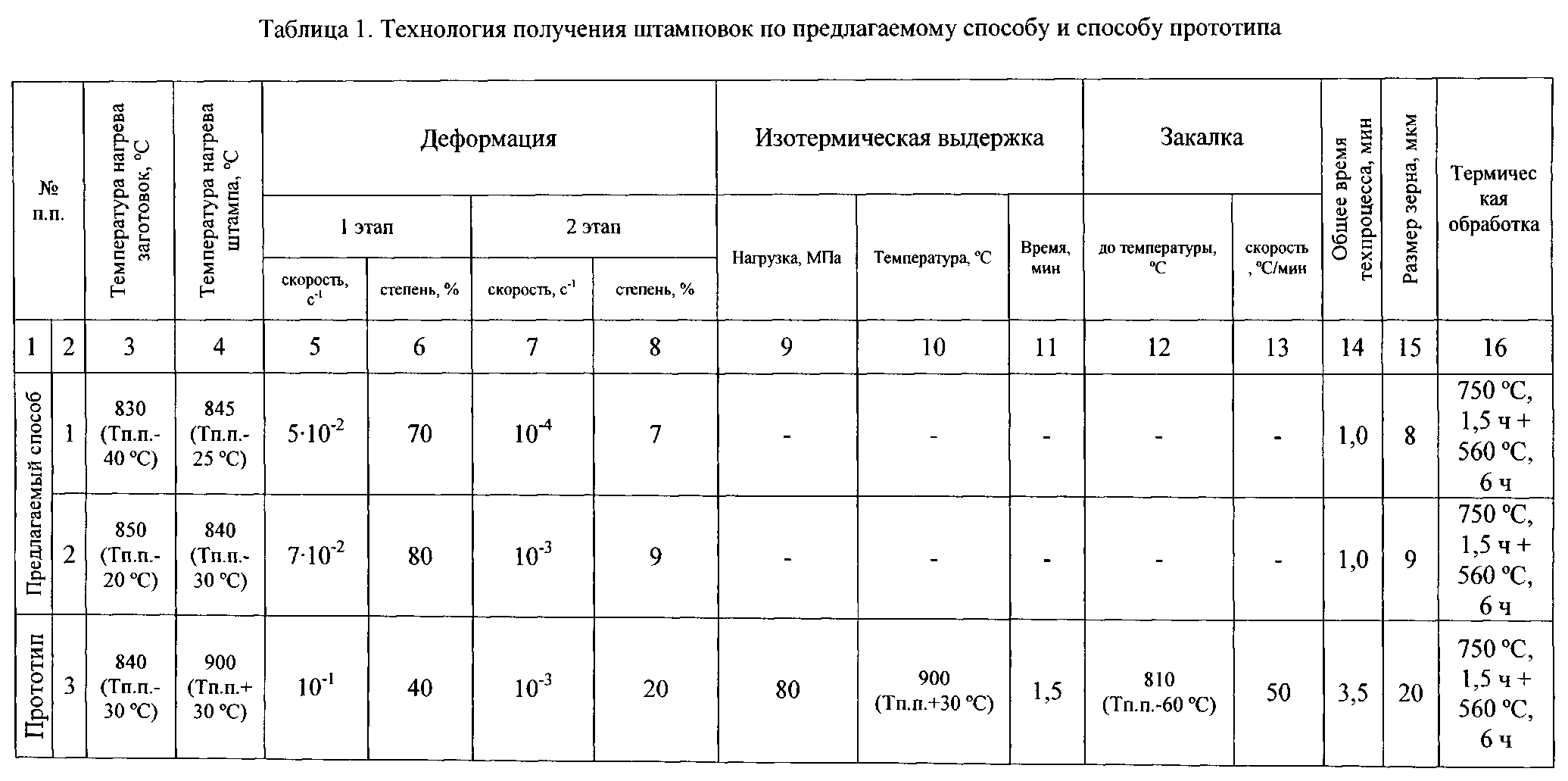
В известном уровне технического решения (способ-прототип) способ осуществлялся по следующей технологии в соответствии с таблицей 1, пример 3.
Нагрев заготовки проводили до температуры 840°C (Тп.п. - 30°C). Деформацию проводили за два этапа в штампах, нагретых до температуры 900°C (Тп.п. титановой заготовки +30°C). На первом этапе деформацию проводили со скоростью 10-1 с-1 и степенью деформации 40%. На втором этапе деформацию проводили со скоростью 10-3 с-1 и степенью деформации 20%.
После окончания деформации штамповку подвергали выдержке под нагрузкой 80 МПа при температуре нагрева штампов (900°C) в течение 1,5 мин.
Охлаждение заготовки проводили закалкой до температуры 810°C со скоростью 50°C/мин обдувкой штамповки системой конвекции воздуха (вентиляторами).
В способе, осуществленном по известному уровню технического решения, получены следующие технические результаты.
Общее время технологического процесса составило 3,5 мин.
В образцах, вырезанных из различных зон штамповки, размер β-зерна составил 20 мкм.
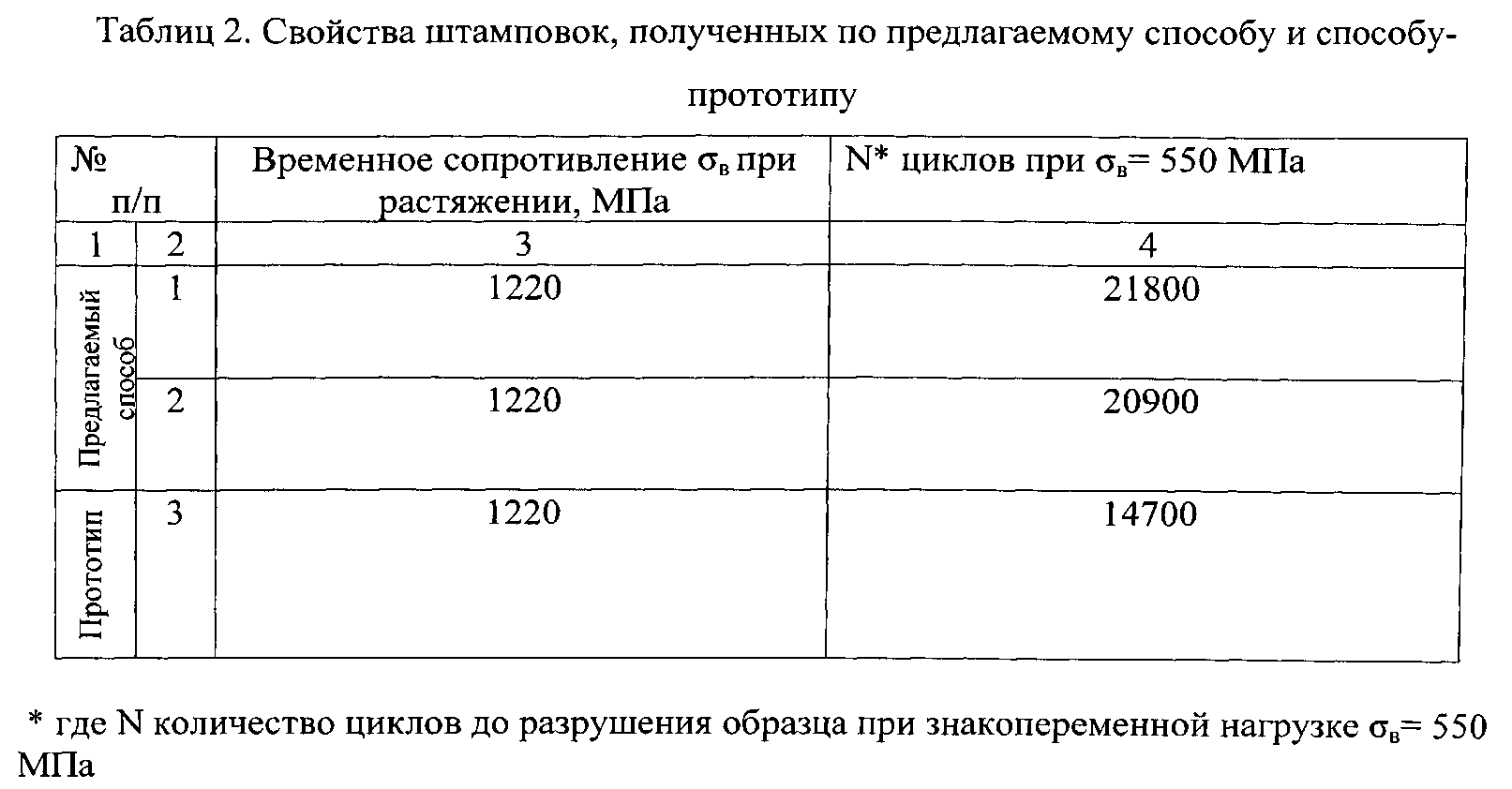
Механические свойства образцов, изготовленных после термической обработки штамповки, составили σв=1220 МПа, N циклов при σв=550 МПа составило 14700 (таблица 2).
Согласно предлагаемому изобретению примеры осуществления проводились по режимам, приведенным в таблице 1 пп.1-2.
Пример 1 (таблица 1 п.1).
Нагрев заготовки проводили до температуры 830°C (Тп.п. - 40°C). Деформацию проводили за два этапа в штампах, нагретых до температуры 845°C (Тп.п. титановой заготовки - 25°C). На первом этапе деформацию проводили со скоростью 5·10-2 с-1 и степенью деформации 70%. На втором этапе деформацию проводили со скоростью 10-4 с-1 и степенью деформации 7%. Охлаждение заготовки проводили с нерегламентированной скоростью на спокойном воздухе.
Получены следующие технические результаты.
Для примера 1 общее время технологического процесса составило 1,0 мин.
В образцах, вырезанных из различных зон штамповки, размер β-зерна составил 8 мкм.
Механические свойства образцов, изготовленных после термической обработки штамповки, σв=1220 МПа, N циклов при σв=550 МПа составило 21800 (таблица 2).
Пример 2 (таблица 1 п.2).
Нагрев заготовки проводили до температуры 850°C (Тп.п. - 20°C). Деформацию проводили за два этапа в штампах, нагретых до температуры 840°C (Тп.п. титановой заготовки -30°C). На первом этапе деформацию проводили со скоростью 7·10-2 с-1 и степенью деформации 80%. На втором этапе деформацию проводили со скоростью 10-3 с-1 и степенью деформации 9%. Охлаждение заготовки проводили с нерегламентированной скоростью на спокойном воздухе.
Получены следующие технические результаты.
Для примера 2 общее время технологического процесса составило 1,0 мин.
В образцах, вырезанных из различных зон штамповки, размер β-зерна составил 9 мкм.
Механические свойства образцов, изготовленных после термической обработки штамповки, σв=1220 МПа, N циклов при σв=550 МПа составило 20900 (таблица 2).
Как видно из приведенных данных, предлагаемое техническое решение по сравнению с известным техническим решением позволяет снизить общее время технологического процесса 2-3,5 раза (с 3,5 до 1,0-1,5 мин), уменьшить размер β-зерна с 20 до 5-9 мкм и в термически обработанном состоянии увеличить количество циклов до разрушения образца при знакопеременной нагрузке σв=550 МПа (N) с 14700 до 20900-21800 циклов.
Препрег и изделие, выполненное из него
Сплав на основе интерметаллида nial и изделие, выполненное из него
Сплав на основе титана и изделие, выполненное из него
Жаропрочный свариваемый сплав на основе никеля и изделие, выполненное из него
Защитное технологическое покрытие для сталей и сплавов
Способ получения литейных жаропрочных сплавов на никелевой основе
Способ получения высокотемпературного волокна на основе оксида алюминия
Защитное технологическое покрытие для сталей и сплавов
Связующее для получения антифрикционных изделий, препрег и изделие, выполненное из него
Установка для нанесения защитных покрытий
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него

