Результат интеллектуальной деятельности: МАШИНА ДЛЯ ИЗГИБА ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к металлургическому производству, а также может быть использовано в машиностроении при изготовлении изделий деформацией изгиба или реализации изгиба для правки изделий - устранения их кривизны.
Известны устройства для изгиба проката, например труб, содержащие нажимную матрицу, см. например патент Японии по заявке N2-75419, 63-227271, МКИ В21Д7 от 1990 г.
Устройство содержит зажимные приспособления в виде матриц и гибочный штамп.
Однако эта конструкция весьма сложна и не обеспечивает качественной правки при изгибе.
Более качественную правку обеспечивают роликоправильные машины, содержащие опорные и нажимные ролики, см. Семененко Ю.Л. «Отделка профилей и труб давлением». М.: Металлургия, 1972, 232 с.
Заготовку располагают на опорных роликах и нагружают при перемещении нагрузочных роликов.
Известны также устройства, в которых нагрузочные ролики совершают движение по замкнутой траектории совместно с заготовкой, см. журнал «Сталь» №3, 1980, стр.222.
Но в этих устройствах изгибающие моменты являются переменными по длине деформируемой заготовки, что снижает точность размеров заготовок после их деформации.
Ближайшим аналогом заявленного изобретения является устройство по патенту Японии 61-141246, заявка 2-45926, 1990. МКИ 21Д 1/05, 1990 г.
Оно содержит опорные ролики и гибочные ролики, установленные с возможностью перемещения в вертикальном направлении.
Имеются приводы для перемещения указанных гибочных роликов, что позволяет регулировать прогибы.
Однако точность размеров изделия, подвергаемого вальцовке или правке, низкая ввиду того, что изгибающие моменты существенно изменяются по длине деформируемых заготовок.
Поэтому и кривизна деформируемой заготовки изменяется по ее длине, а следовательно, точность размеров низкая.
Предлагаемая конструкция машины имеет целью решение технической задачи - повышение качества заготовок, а именно точности их размеров после изгиба. Данная задача решается за счет того, что два гибочных ролика установлены на балке, опертой на шарнир с возможностью вращения относительно оси указанного шарнира, опертого на ползун, соединенный с приводом перемещения указанной балки, при этом расстояния от оси шарнира до осей обоих гибочных роликов равны.
Кроме того, предложена конструкция машины, снабженная дополнительной балкой, расположенной параллельно основной балке, опертой на шарнир, соединенной своим приводом и на указанной дополнительной балке установлены два гибочных ролика.
Кроме того, предусмотрена конструкция, в которой два гибочных ролика, установленные на балке, опертой на шарнир, снабжены индивидуальными приводами вращения.
Данные отличительные признаки не определены современным уровнем техники, не являются очевидными и обладают существенными отличиями от известных конструкций.
Устройство иллюстрируется чертежами: фиг. 1. При этом на фиг. 1 показан общий вид гибочной машины, на фиг. 2 - эпюра изгибающих моментов, обосновывающая реализацию повышения качества - точности размеров деформируемых при изгибе заготовок.
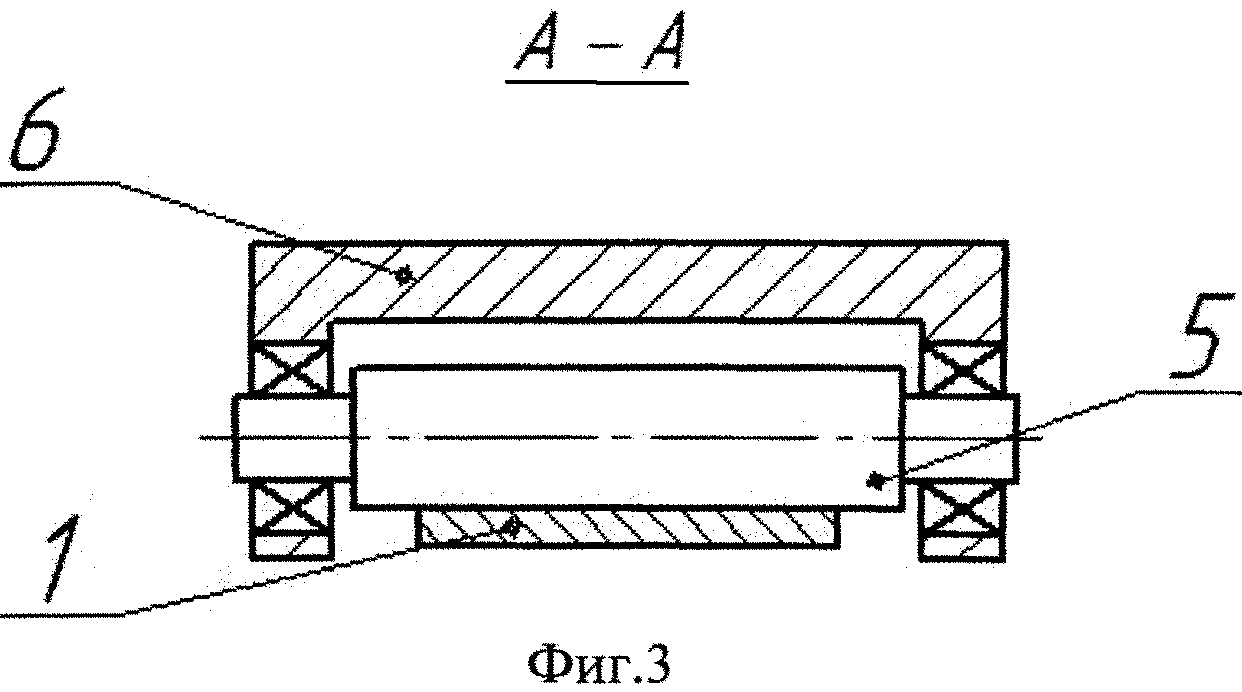
На фиг. 3 показан разрез по А-А, т.е. - по оси гибочного ролика, а на фиг. 4 - вариант, в котором гибочные ролики снабжены приводами вращения.
Приняты следующие обозначения: 1 - заготовка, кривизну которой следует изменить в процессе деформации изгиба, 2 и 3 - опорные ролики, 4 и 5 - гибочные ролики, установленные на балке 6, фиг. 1, опертой на шарнир 7. Балка может перемещаться в вертикальном направлении с помощью привода гидравлического цилиндра 8. Цилиндр укреплен на станине 9. Направляющая втулка 10 обеспечивает ориентацию штока цилиндра привода и является ограничителем угла поворота балки 6, фиг. 1.
Вариант конструкции с дополнительной балкой 11 показан на фиг. 4. Эта балка установлена параллельно балке 6, на шарнир 12 и снабжена гибочными роликами 13, 14. Имеется привод в виде гидравлического цилиндра 15 для перемещения дополнительной балки, фиг. 4. В этом варианте конструкции предусмотрена и вторая пара дополнительных опорных роликов 16, 17.
В варианте конструкции с приводными гибочными роликами, они снабжены приводами в виде гидравлических двигателей 18, установленных так же, как и гибочные ролики, на балке, опертой на шарнир.
Устройство работает следующим образом. Заготовку 1 можно подвергать изгибу, без ее перемещения в процессе изгиба. В этом случае ее размещают на опорных роликах 2 и 3, фиг. 1. После этого изгиб заготовки осуществляют гибочными роликами 4, 5, установленными на балке 6, перемещая эту балку в вертикальном направлении.
Существенно, что балка 6 установлена с возможностью вращения относительно оси шарнира 7, что обеспечивает равенство усилий на обоих гибочных роликах - 5 (усилие P1) и 6 (усилие Р2).
При равенстве расстояний от оси шарнира 7 до осей гибочных роликов 4 и 5: а 1=а 2=а усилия на роликах 4 и 5 равны Р1=Р2=Р, независимо от колебаний толщины заготовки 1, ее механических свойств, начальной кривизны и других факторов.
Привод в виде гидравлического цилиндра 8, укрепленного на станине 9, обеспечивает движение штока в направляющих 10 и нагружение деформируемой заготовки 1 гибочными роликами 4 и 5. Если сначала с заготовкой 1 соприкоснется только один из роликов 4 или 5, то балка 6 будет поворачиваться на оси 7 пока не будет обеспечено равновесие рычага, т.е. условие P1=Р2=Р.
Такой режим изгиба создает в деформируемой заготовке 1 эпюру изгибающих моментов с постоянной величиной момента М на большей части длины заготовки, см. фиг. 2.
Этот момент равен М=Pℓ1; и из его постоянства следует, что постоянным на этом участке будет и кривизна заготовки 1. При изгибе одним роликом, как это делают обычно, эпюра изгибающих моментов имеет форму «треугольника» - момент равен нулю на опорах заготовки и равен 0,25 Рℓ - в середине длины балки, (где ℓ - расстояние между опорными роликами).
Не улучшает точности использование двух (или большего числа) гибочных роликов, поскольку из-за погрешностей формы и размеров заготовки невозможно обеспечить одновременный контакт с ней различных гибочных роликов и их равномерную нагрузку. Но в конструкции по фиг. 1 равенство усилий на гибочных роликах обеспечено за счет того, что они установлены на балке 6, имеющей возможность вращения относительно оси шарнира 7, (при движении балки с помощью цилиндра 8).
В некоторых случаях используют знакопеременный изгиб заготовок большой длины, перемещая их через систему опорных и гибочных роликов, причем гибочные ролики совершают возвратно-поступательное движение. Это реализуется при поперечном изгибе заготовки 1 при движении вниз гибочных роликов 4, 5, фиг. 4 с балкой 6 от привода - гидравлического цилиндра 8, а затем балка 6 с роликами 4, 5 перемещается вверх. При этом вверх перемещаются также ролики 13, 14 с траверсой 11 (установленной на оси 12).
При движении обоих балок 6 и 11 вверх изгиб реализуют ролики 13, 14 с помощью привода - гидравлического цилиндра 15. В некоторых случаях деформацию легче осуществить, если гибочные ролики выполнены приводными, например с приводом в виде гидродвигателей 18. Процесс изгиба с обеспечением постоянной величины изгибающего момента на большей части длины заготовки, между опорными роликами, обеспечивает существенное повышение точности размеров при изгибе заготовок. Возможно применение устройства для изгиба прямолинейных заготовок для придания им необходимой кривизны и для выпрямления криволинейных заготовок в процессах правки, например после прокатки, для повышения их качества.
Способ изготовления полых цилиндрических изделий
Дисковая фреза
Ковочная машина для деформирования концевых участков криволинейных труб
Способ изготовления тонкостенных изделий
Способ изготовления полых цилиндрических изделий
Способ изготовления полых заготовок с внутренними выступами
Способ изготовления полых цилиндрических изделий
Дисковая фреза
Ковочная машина для деформирования концевых участков криволинейных труб
Способ изготовления тонкостенных изделий
Способ изготовления полых цилиндрических изделий
Способ изготовления полых заготовок с внутренними выступами

