Результат интеллектуальной деятельности: КОЛЬЦО ПСЕВДООЖИЖАЮЩЕГО СОПЛА ДЛЯ СВАРКИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Устройства, описанные здесь, относятся к псевдоожижающим соплам, а конкретнее, к псевдоожижающим соплам, предназначенным для простой замены.
УРОВЕНЬ ТЕХНИКИ
Псевдоожижающие сопла используются для направления текучих сред вверх через слой частиц, вызывая то, что, по меньшей мере, некоторые из частиц становятся суспендированными в текучей среде. Это вызывает взаимодействие между частицами и/или текучими средами, вызывая увеличение химических реакций.
Часто эти реакции являются экзотермическими, создающими тепло. Псевдоожижающее сопло имеет тенденцию подвергаться коррозии, становиться засоренным и изнашиваться после значительного использования. Таким образом, псевдоожижающие сопла должны обслуживаться или заменяться после конечного времени работы.
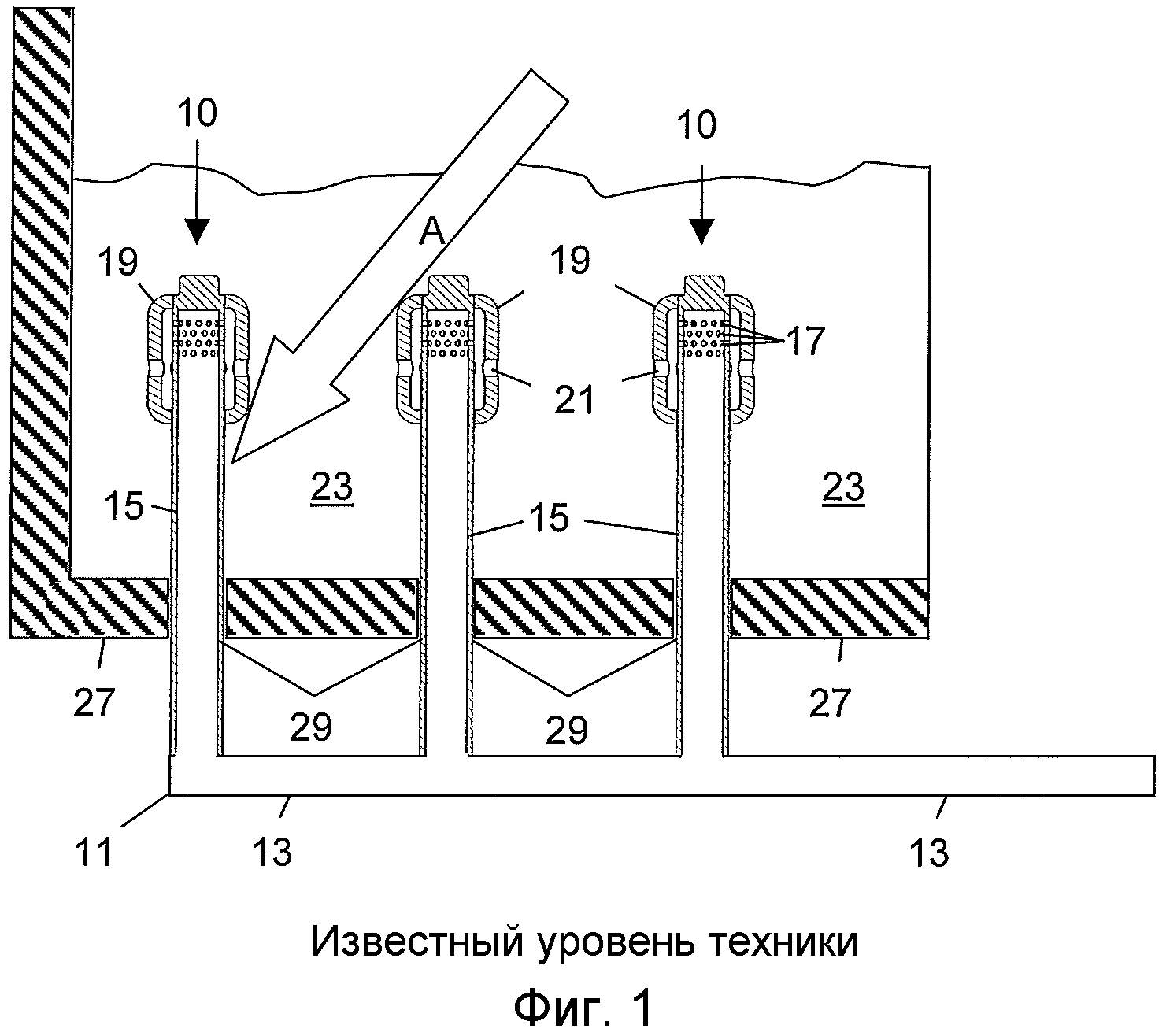
Фиг.1 показывает известные в уровне техники псевдоожижающие сопла 10 в псевдоожижающем слое 23 реактивных частиц. Текучая среда, например воздух или горючие газы, обеспечены посредством по меньшей мере одного пленума или подводящей трубы 11, имеющей горизонтальную секцию 13 под дном 27 слоя. Подводящая труба 11 поворачивает вверх и имеет вертикальную секцию 15, которая проходит через отверстия 29 дна в дне 27 слоя.
Вертикальная секция имеет отверстия 17 сопла, которые расположены близко к верхнему концу вертикальной секции 15. Отверстия 17 сопла могут находиться на стенках и/или на верхней части подводящей трубы 11. Обычно верхняя часть каждой вертикальной секции 15 имеет колпачок 19 сопла. Колпачок 19 сопла также имеет отверстия 21 колпачка, позволяющие текучей среде выходить из сопел 10.
Колпачок 19 сопла, отверстия 17 сопла и отверстия 21 колпачка отверстий должны периодически переналаживаться для того, чтобы удерживать их открытыми и при оптимальном диаметре отверстия для достижения надлежащей работоспособности. Если они слишком подвержены коррозии или заблокированы, они должны быть удалены и заменены.
Наиболее общие средства текущей замены заключаются в срезании колпачка 19 сопла и вертикальной секции 15 в месте на подводящей трубе ниже колпачка 19 сопла, которая обозначена стрелкой "A". Новый колпачок 19 сопла и вертикальная секция 15 должны быть приварены к оставшейся вертикальной секции 15 старой подводящей трубы 11. Это включает приваривание новой вертикальной секции 15 подводящей трубы 11 к старой оставшейся вертикальной секции 15 продольно встык. В общем трудно выравнивать трубы и удерживать их в требуемом положении, пока выполняется сварка по их периметру в ограниченной области сварки. Также, так как могут иметься сотни сопел 10, это может становиться очень времязатратным.
Так как подводящие трубы и другие конструкции расположены ниже дна 27 слоя, замена выполняется со стороны выше дна 27 слоя.
Стрелка "A" на Фиг.1 указывает на место, где вертикальная секция 15 должна быть срезана. Из-за изгиба колпачка 19 сопла и узкого разнесения сопел 10 трудно достигать этого места с помощью подходящих инструментов и оборудования. Так как доступ затруднен, еще более трудно удерживать подводящую трубу для замены в требуемом положении и в то же время приваривать трубу, следя за тем, что вокруг труб имеется непрерывный валик, предотвращающий просачивание текучей среды. Из-за этих проблем сварные швы не всегда являются оптимальными, что приводит к просачиванию и уменьшению эффективности, а время, необходимое для замены, является чрезмерным. Это приводит к дорогостоящим, продолжительным простоям.
Колпачок 17 сопла должен быть приварен к концу псевдоожижающей трубы. Недостаточный доступ для надлежащего приваривания нового колпачка может приводить к плохому сварному шву и вызывать падение колпачка.
В настоящее время имеется необходимость в псевдоожижающем сопле, которое является более простым для замены.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение описано как сопло [20] псевдоожиженного слоя с возможностью замены эффективным образом, имеющее пленум или подводящую трубу [11], имеющую вертикальную секцию [15], размещенную по существу вертикально, способную принимать и направлять текучие среды через отверстия [17] сопла на верхнем конце вертикальной секции [15], колпачок [19] сопла, имеющий форму с возможностью надеваться на верхний конец вертикальной секции [15] подводящей трубы [11], и кольцо [30, 130, 230], имеющее внутреннее отверстие [31] для приема вертикальной секции [15] подводящей трубы [11], при этом оно закреплено в требуемом месте и продолжается горизонтально наружу от вертикальной секции [15] для поддержания колпачка [19] сопла в подходящем рабочем положении.
Настоящее изобретение также может быть осуществлено как способ изготовления быстро заменяемого сопла [20] псевдоожиженного слоя, при котором обеспечивают кольцо [30, 130, 230], имеющее внутреннее отверстие [31, 131, 231], имеющее размер с возможностью приема по меньшей мере одной вертикальной секции [15] подводящих труб [11] для псевдоожиженного слоя, определяют вертикальное место на вертикальной секции [15], которое совпадает с нижней частью колпачка [19] сопла псевдоожижающего сопла, когда его должным образом устанавливают на вертикальной секции [15], надевают кольцо [30, 130, 230] на по меньшей мере одну вертикальную секцию [15], прикрепляют кольцо [30, 130, 230] к вертикальной секции [15] в определенном вертикальном месте, устанавливают колпачок [19] сопла так, что он опирается на кольцо [30, 130, 230], и прикрепляют колпачок 19 сопла к кольцу [30, 130, 230].
Настоящее изобретение также может быть осуществлено как способ быстрой замены псевдоожижающих сопел [20], имеющих колпачок [19] сопла, прикрепленный к кольцу [30, 130, 230] надетой и радиально продолжающейся от вертикальной секции [15] подводящей трубы [11], при котором скользят инструментом вдоль кольца [30, 130, 230] так, чтобы направлять инструмент к точке крепления между колпачком [19] сопла и кольцом [30, 130, 230], используют инструмент в точке крепления, чтобы освободить колпачок [19] сопла, удаляют колпачок [19] сопла, срезают верхний участок вертикальной секции [15], обеспечивают вертикальную секцию [15] для замены, поддерживают вертикальную секцию [15] для замены в подходящем положении, ориентации для сварки, приваривают вертикальную секцию [15] для замены к тому, что осталось от вертикальной секции [15], размещают колпачок [19] сопла для замены поверх вертикальной секции для замены так, что она опирается и удерживается кольцом [30, 130, 230], и прикрепляют колпачок [19] сопла для замены к кольцу [30, 130, 230].
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Сущность изобретения, приведенная в описании предпочтительных вариантов выполнения, обозначена особенно и четко заявлена в формуле изобретения. Вышеупомянутые и другие признаки и преимущества очевидны из следующего далее подробного описания, взятого в сочетании с сопровождающими чертежами, на которых:
Фиг.1 представляет собой вид сбоку в разрезе известного в уровне техники псевдоожижающего слоя с псевдоожижающими соплами.
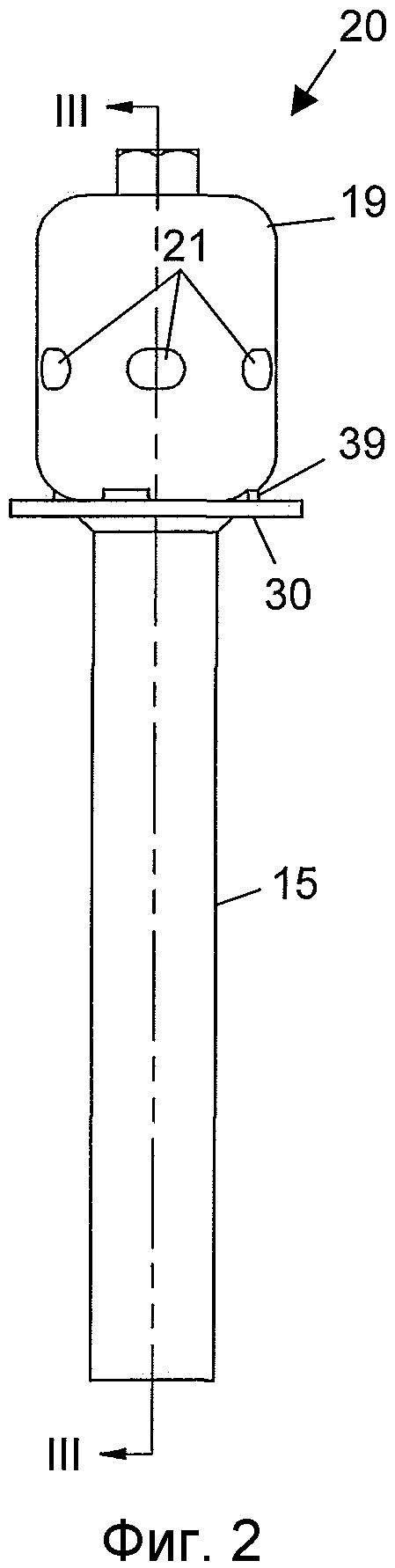
Фиг.2 представляет собой вид сбоку одного варианта выполнения псевдоожижающего сопла 20 согласно настоящему изобретению.
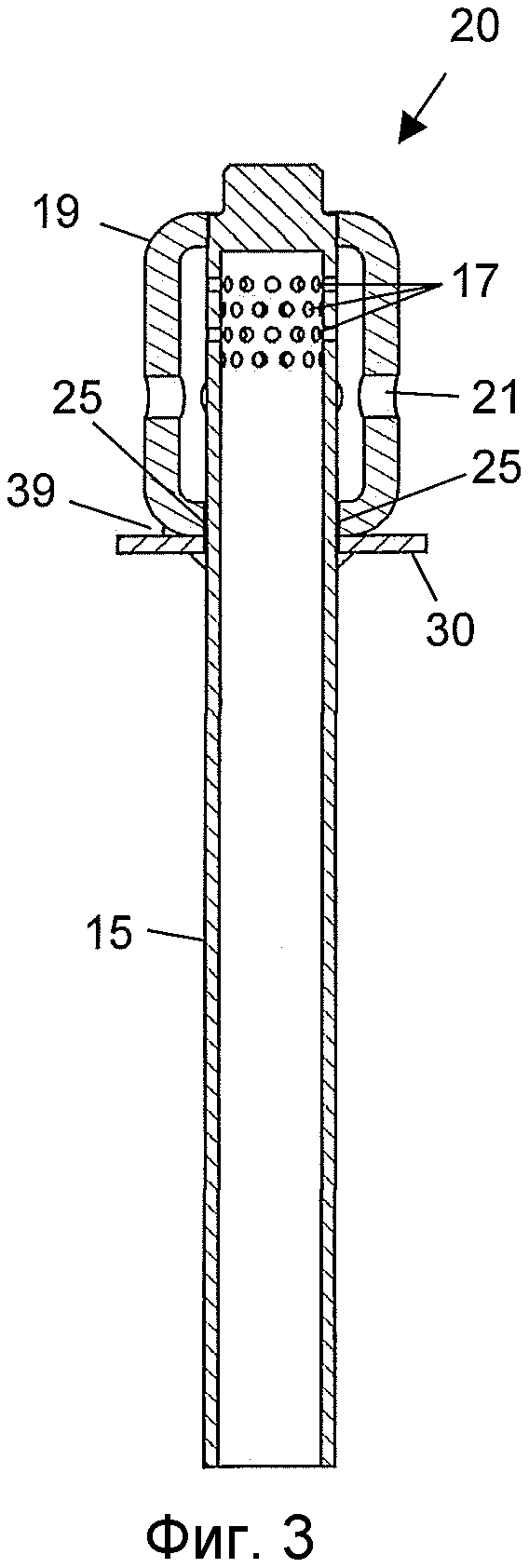
Фиг.3 представляет собой вид в разрезе псевдоожижающего сопла 20, если смотреть от линии "III"-"III" на Фиг.2.
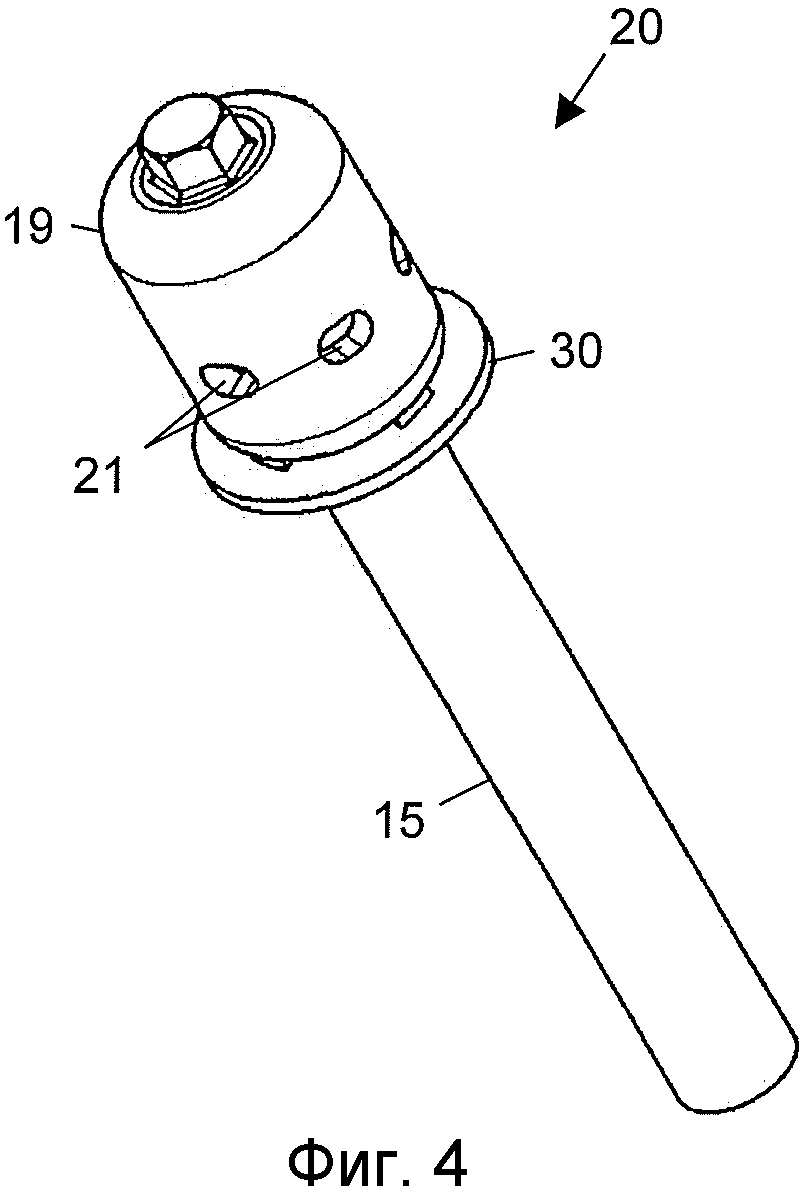
Фиг.4 представляет собой вид в перспективе псевдоожижающего сопла 20 согласно настоящему изобретению, если смотреть сверху.
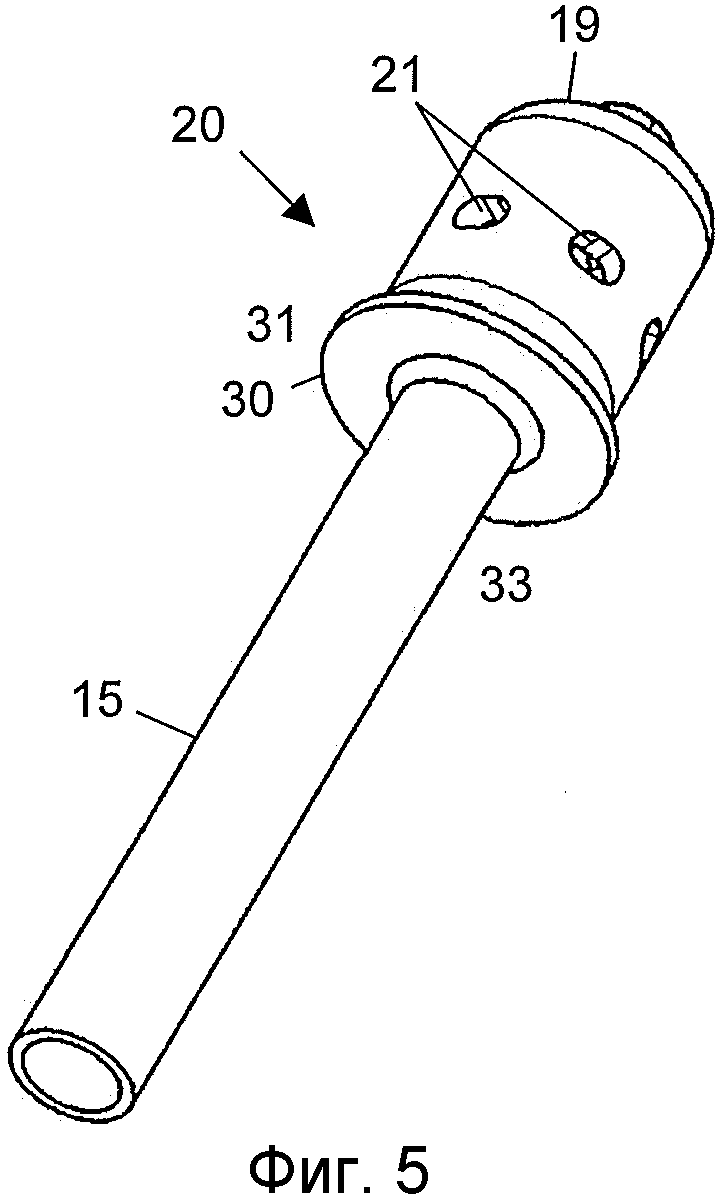
Фиг.5 представляет собой вид в перспективе псевдоожижающего сопла 20 согласно настоящему изобретению, если смотреть снизу.
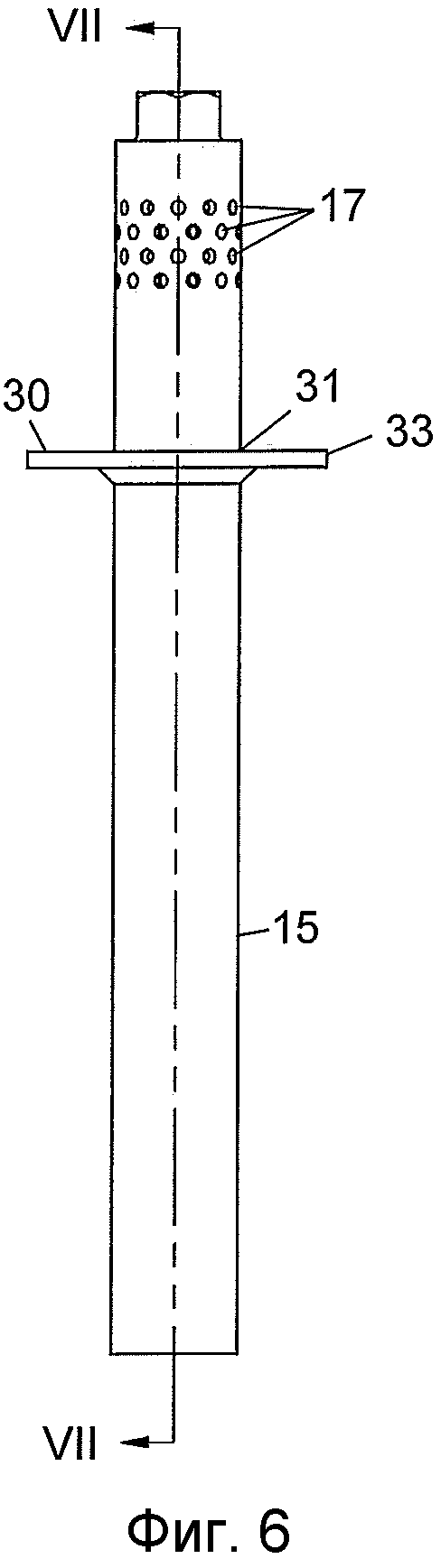
Фиг.6 представляет собой вид сбоку одного варианта выполнения псевдоожижающего сопла 20 согласно настоящему изобретению с удаленным колпачком 19 сопла.
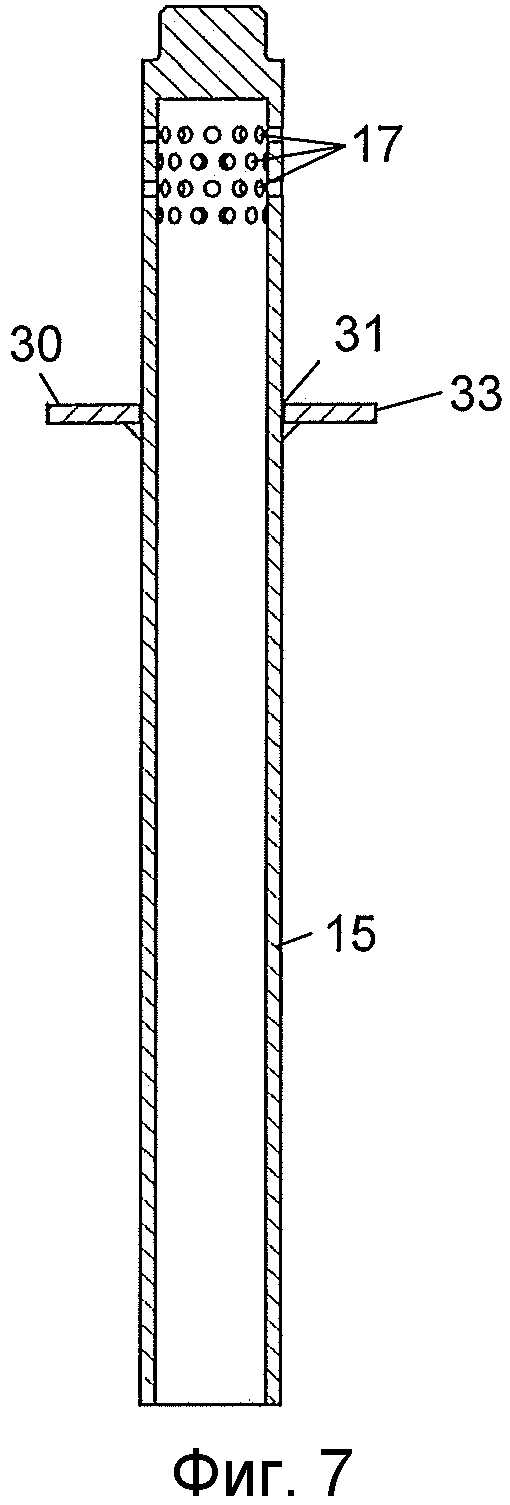
Фиг.7 представляет собой вид в разрезе псевдоожижающего сопла 20, если смотреть от линии "VII"-"VII" на Фиг.6.
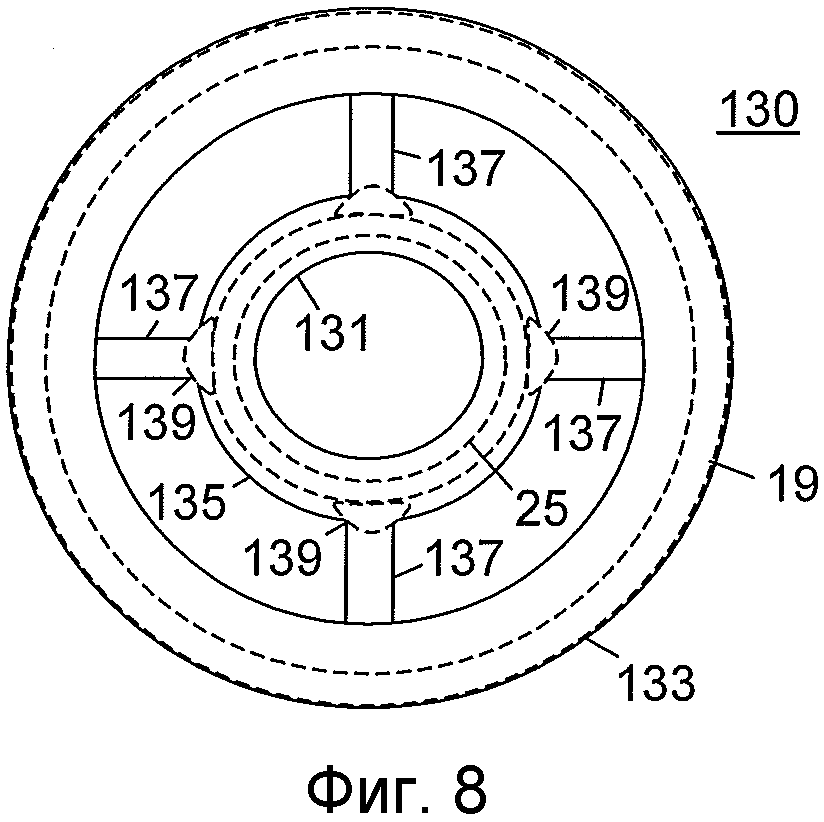
Фиг.8 представляет собой вид сверху другого варианта выполнения кольца согласно настоящему изобретению.
Фиг.9 представляет собой вид сверху другого варианта выполнения кольца согласно настоящему изобретению.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Так как имеются многочисленные сопла для замены в псевдоожижающем слое, экономия даже небольшого количества времени/усилия на замену каждого сопла приравнивается к значительному уменьшению времени простоя и большой экономии затрат. Было определено, что если было бы средство удержания колпачка сопла для замены и/или вертикальной секции для замены в требуемом положении, сварка стала бы значительно более эффективной. Фигура 2 показывает настоящее изобретение, включающее кольцо 30 сопла, надетое и приваренное к вертикальной секции 15 подводящих труб 11. Кольцо 30 приварено в месте, соответствующем нижней части колпачка 19 сопла.
Далее при замене колпачка 19 сопла и внутренней вертикальной секции 15 они могут быть срезаны в месте, где колпачок 19 сопла соответствует кольцу 30. Вертикальная секция 15 для замены может опираться на кольцо 30 и может быть легко приварена сбоку или под углом сверху.
Также колпачок может быть размещен поверх новой вертикальной секции 15 и опираться на кольцо 30. Далее он удерживается в подходящем для сварки положении. Он может быть полностью приварен или только прихвачен временной сваркой в нескольких местах вокруг нижней части колпачка 19 сопла, где он соответствует кольцу 30. Это будет позволять легко удалять колпачок 19 сопла во время следующей замены посредством простого разрезания прихваточных швов.
Кольцо 30 для сварки обеспечивает более простую установку и удаление колпачка 19 сопла. Это делает возможным выполнение простой процедуры сварки для сварки новых головок псевдоожижающего сопла поверх сопел для облегчения процедуры замены псевдоожижающего сопла.
Кольцо 30 также предотвращает падение колпачка 19 сопла в псевдоожиженный слой, если сварные швы повреждаются из-за вибрации, термического удара и других эффектов.
Фиг.2 представляет собой вид сбоку одного варианта выполнения вертикальной секции 15 подводящей трубы 11 и кольца 30 для сварки псевдоожижающего сопла 20 согласно настоящему изобретению. Показана вертикальная секция 15 подводящей трубы 11. Кольцо 30 приварено к вертикальной секции 15 в нижней части колпачка 19 сопла в таком месте, что когда колпачок 19 сопла опирается на кольцо 30, он находится в подходящем рабочем положении относительно вертикальной секции 15. Колпачок 19 сопла прикреплен к кольцу 30 предпочтительно с использованием маленьких сварных швов в нескольких местах, называемых "прихваточными швами" 39. Они легко накладываются и легко удаляются.
Отверстия 21 колпачка окружают колпачок 19 сопла, позволяя текучим средам, обеспеченным в колпачке 19 сопла, выходить в псевдоожижающий слой.
Фиг.3 представляет собой вид в разрезе подводящей трубы и кольца для сварки, если смотреть от линии "III"-"III" на Фиг.2. Здесь отношение колпачка 19 сопла, кольца 30 и вертикальной секции 15 может быть более отчетливо видно. Если только колпачок 19 сопла должен быть заменен, тогда могут быть разрезаны прихваточные швы, удерживающие колпачок 19 сопла. Колпачок 19 сопла надевается на вертикальную секцию 15 и опирается на кольцо 30, закрепляя его до сварки.
Если и колпачок 19 сопла, и верхняя часть вертикальной секции 15 должны быть заменены, тогда колпачок 19 сопла будет удален и верхняя часть вертикальной секции 15 будет срезана до кольца 30. Оборудование, например дисковая пила, может быть размещено на верхней поверхности кольца30. Во время срезания дисковая пила или шлифовальный круг имеет возможность скользить вдоль верхней поверхности кольца 30 внутрь, создавая чистую, срезанную параллельно кольцу поверхность. Это обеспечивает плоское основание, на которое помещается вертикальная секция 15 для замены, также имеющая соответствующий плоский конец. Вертикальная секция 15 для замены помещается на поверхность кольца, позволяющую ей находиться в подходящем для сварки положении. Плоский срез обеспечивает чистый и надежный сварной шов соответствующей вертикальной секции 15.
Фиг.4 представляет собой вид в перспективе псевдоожижающего сопла 20 согласно настоящему изобретению, если смотреть сверху. Показаны колпачок 19 сопла с отверстиями 21 колпачка, кольца 30 и вертикальная секция 15.
Фиг.5 представляет собой вид в перспективе псевдоожижающего сопла 20 согласно настоящему изобретению, если смотреть снизу. Она показывает лучший вид кольца 30, которое имеет дискообразную форму в этом варианте выполнения. Однако имеются другие варианты выполнения, которые также подпадают под объем охраны настоящего изобретения, которые описаны более подробно ниже.
Фиг.6 представляет собой вид сбоку одного варианта выполнения псевдоожижающего сопла 20 согласно настоящему изобретению с удаленным колпачком 19 сопла. Когда заменяется колпачок 19 сопла, этот вид показывает, как колпачок легко размещается на верхней части вертикальной секции 15 без отклонений и удерживается кольцом 30 в подходящем для сварки положении.
Фиг.7 представляет собой вид в разрезе псевдоожижающего сопла 20, если смотреть от линии "VII"-"VII" на Фиг.6. Диаметр вертикальной секции 15 этого варианта выполнения является постоянным и в связи с этим не имеет каких-либо внешних продолжений, кроме кольца 30, которое может быть использовано для удерживания колпачка сопла на его подходящем для сварки месте вдоль вертикальной секции 15. Без кольца 30 подходящее место вдоль вертикальной секции 15 должно быть измерено, и колпачок 19 сопла должен быть закреплен на измеренном месте дополнительным оборудованием для сварки. Так как сопла размещены очень близко друг к другу, это будет очень трудным и времязатратным. Ошибочные измерения и перемещения до сварки потребуют доработки, которая значительно увеличит требуемое время.
Фиг.8 представляет собой вид сверху другого варианта выполнения кольца 130 согласно настоящему изобретению. В этом варианте выполнения она похожа на кольцо 30, но включает открытые области. Имеется внешнее кольцо 133, соединенное с втулкой 135 опорами 137. Втулка 135 имеет центральное отверстие 131, имеющее размер с возможностью приема вертикальной секции 15. Втулка 135 прикреплена к вертикальной секции 15. Пунктирные линии, наиболее близкие к центру, обозначают отверстие 25 колпачка, а две внешние линии обозначают внутреннюю и внешнюю стенки самого широкого участка колпачка 19 сопла. Колпачок 19 сопла приварен прихваточным швом к втулке 135 и опорам 137, удерживающим колпачок 19 сопла в требуемом положении.
При замене колпачка 19 сопла внешнее кольцо 133 и опоры 137 действуют в качестве направляющих для пилы для разрезания прихваточных швов. Они также действуют в качестве опоры для вертикальной секции 15 для замены и колпачка 19 для замены во время сварки.
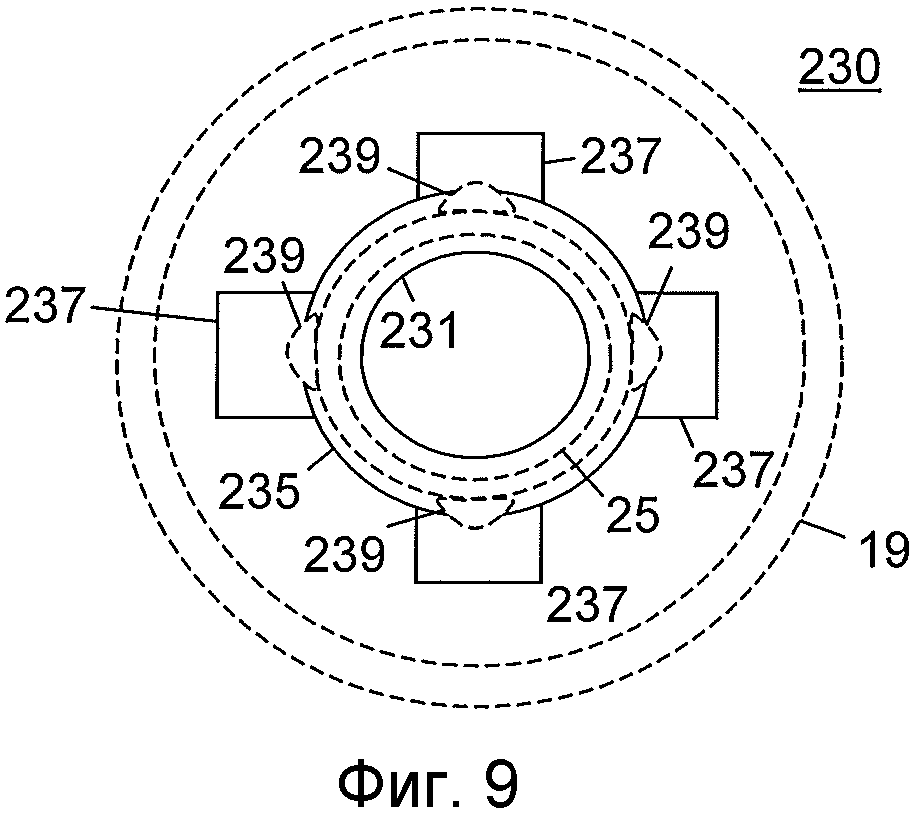
Фиг.9 представляет собой вид сверху другого варианта выполнения кольца 230 согласно настоящему изобретению.
В этом варианте выполнения кольцо 230 не должно иметь дискообразной формы, но должно продолжаться наружу достаточно, чтобы удерживать колпачок 19 в таком положении, что он может быть приварен при установке. Кольцо 230 имеет втулку 235, имеющую опоры 237, направленные наружу от втулки 235. Отверстие 25 колпачка имеет размер, поддерживаемый втулкой 235 и/или опорами 237. Прихваточные швы 239 прикрепляют колпачок 19 сопла к втулке 235 и опорам 237.
В связи с этим имеются несколько преимуществ использования кольца 30, которое определено настоящим изобретением.
Эта конструкция обеспечивает удаление колпачка и очистку сопла воздухом, и последующую повторную установку без удаления подводящей трубы от дна.
Эта конструкция обеспечивает простое удаление колпачка от трубы разрезанием сверху сварного шва на границе колпачок/кольцо. Конструкция также обеспечивает повторную установку колпачка на кольцо сверху с помощью сварки.
Скорость обслуживания псевдоожижающего сопла будет значительно увеличена, что приведет к сокращению времени простоя пользователя.
Колпачок будет менее подвержен падению трубы сопла за счет лучшего доступа для сварки.
Несмотря на то, что изобретение описано со ссылкой на примерные варианты выполнения, специалисту в этой области техники должно быть понятно, что могут быть выполнены различные изменения, и вместо его элементов могут быть использованы эквивалентные без отклонения от объема охраны изобретения. В дополнение, многие преобразования будут оценены по достоинству специалистом в этой области техники для адаптации особого инструмента, ситуации или материала к замыслам изобретения без отклонения от его существующего объема охраны. В связи с этим предполагается, что изобретение не ограничено особым вариантом выполнения, раскрытым в качестве наилучшего варианта, предусмотренного для осуществления этого изобретения, но что изобретение будет включать все варианты выполнения, попадающие в пределы объема охраны приложенной формулы изобретения.
Газотурбинный узел и соответствующий способ работы
Способ работы электростанции комбинированного цикла с когенерацией и электростанция комбинированного цикла для реализации этого способа
Осевой компрессор
Лопатка турбины и ротор турбины
Датчик частичных разрядов для устройства оперативного контроля высоковольтной изоляции
Способ обеспечения частотной характеристики парогазовой электростанции
Способ изготовления трехмерного изделия
Способ работы газовой турбины с последовательным сгоранием и газовая турбина для осуществления указанного способа
Способ управления электростанцией с комбинированным циклом
Переходная часть камеры сгорания, трубчатая камера сгорания, газотурбинный двигатель и способы его модернизации и бороскопической инспекции
Способ и устройство для регулирования помпажа газотурбинного двигателя
Газотурбинный узел и соответствующий способ работы
Способ работы электростанции комбинированного цикла с когенерацией и электростанция комбинированного цикла для реализации этого способа
Осевой компрессор
Лопатка турбины и ротор турбины
Датчик частичных разрядов для устройства оперативного контроля высоковольтной изоляции
Способ обеспечения частотной характеристики парогазовой электростанции
Способ изготовления трехмерного изделия
Способ работы газовой турбины с последовательным сгоранием и газовая турбина для осуществления указанного способа
Способ управления электростанцией с комбинированным циклом

