Результат интеллектуальной деятельности: ТЕХНОЛОГИЧЕСКОЕ ПОЛОТНО
Вид РИД
Изобретение
Изобретение относится к производству резинотросовых конвейерных лент.
Известна брекерная прокладка, размещаемая в процессе производства конвейерной ленты между резинотросовым сердечником и обкладкой [1].
Брекерная прокладка увеличивает прочность конвейерной ленты, но не может использоваться при изготовлении резинотросовых конвейерных лент для изоляции тросов от резины сердечника на концах отрезков ленты [2], так как ее размеры не соответствуют размерам концов отрезков ленты.
Наиболее близким к заявляемому изобретению является полотно из ткани или бумаги, или пленки, изолирующее тросы от резины сердечника на концах отрезков ленты [2].
Недостатком данного полотна является сложность и высокая трудоемкость его размещения на поверхности тросов до размещения резиновой смеси в процессе производства конвейерной ленты. Сложность размещения полотна заключается в обеспечении одинакового его провисания между тросами и укрытия всех тросов конца отрезка ленты.
Целью изобретения является снижение трудоемкости и повышение качества изготовления резинотросовых конвейерных лент.
Согласно изобретению технологическое полотно содержит кусок ткани или нетканого материала, или бумаги, или пленки с продольными и поперечными кромками.
Кусок ткани в растянутом состоянии имеет форму прямоугольника или параллелограмма с острым углом между продольными и поперечными кромками 5…90°, на куске ткани параллельно продольным кромкам и на одинаковом расстоянии друг от друга закреплены гибкие валики прямоугольного или круглого сечения длиной равной или меньшей длины куска ткани, а на одной или обеих продольных кромках куска ткани закреплены крючки.
Гибкие валики имеют прямоугольное сечение высотой HB и шириной BB

где dT - диаметр троса, tT - расстояние между осями тросов, δП - толщина ткани.
Гибкие валики имеют круглое сечение диаметром dB
dB=dT при tT≥2dT+2δП, dB=tT-dT-2δП при tT<2dT+2δП.
Конструкция технологического полотна поясняется чертежами.
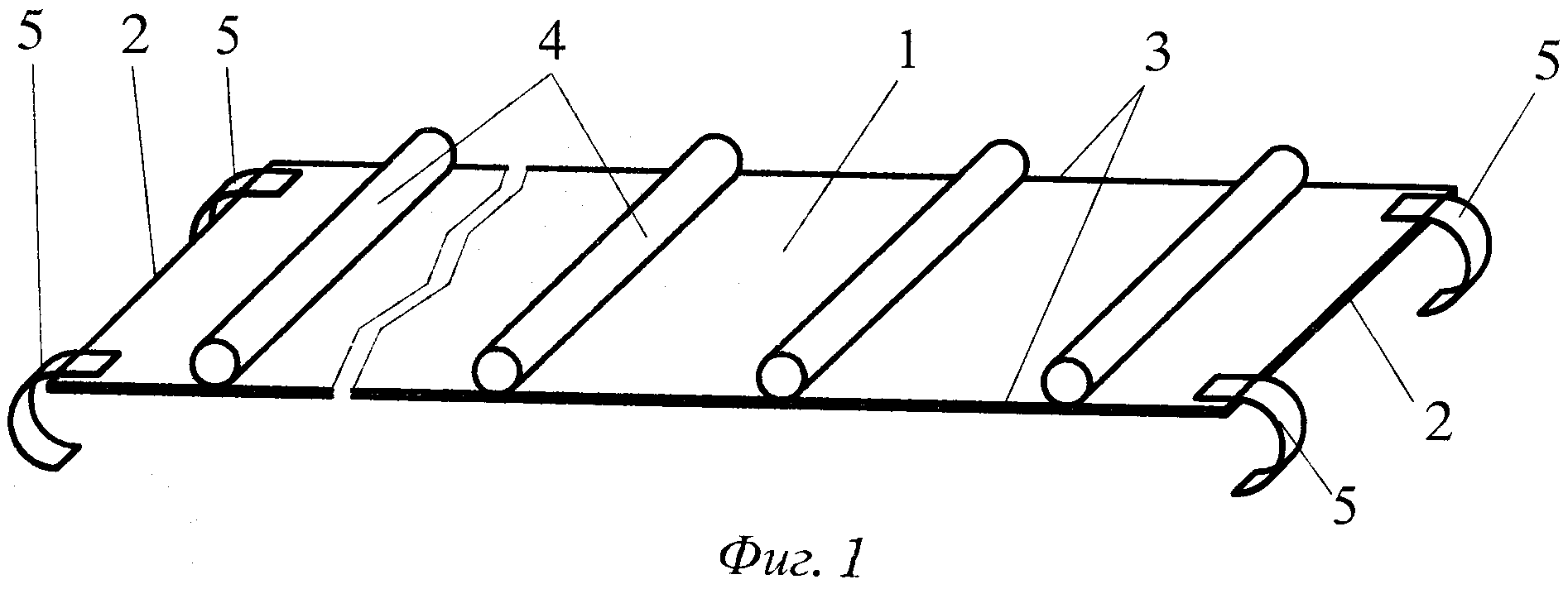
На фиг. 1 изображено технологическое полотно (изометрия);
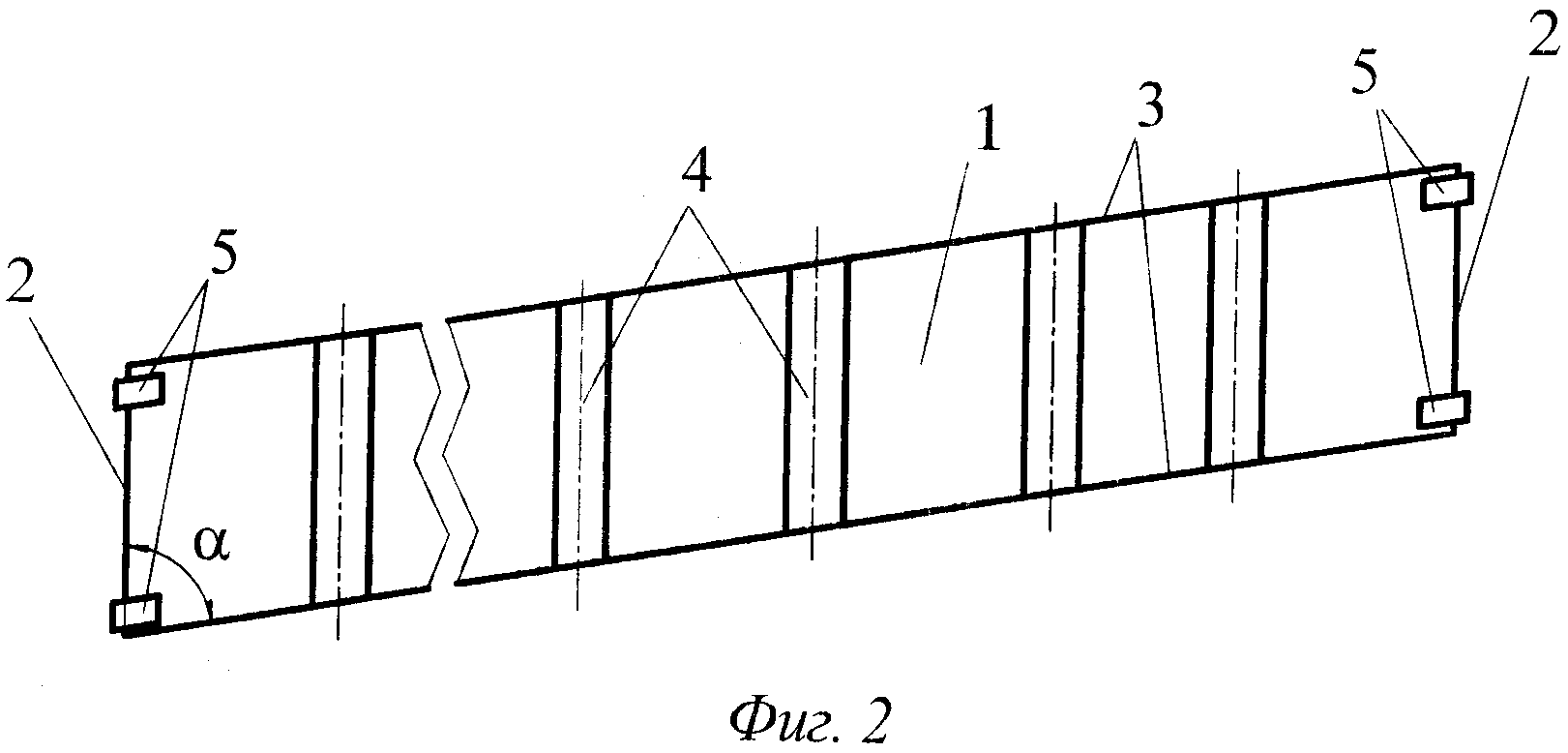
на фиг. 2 - то же (вид сверху);
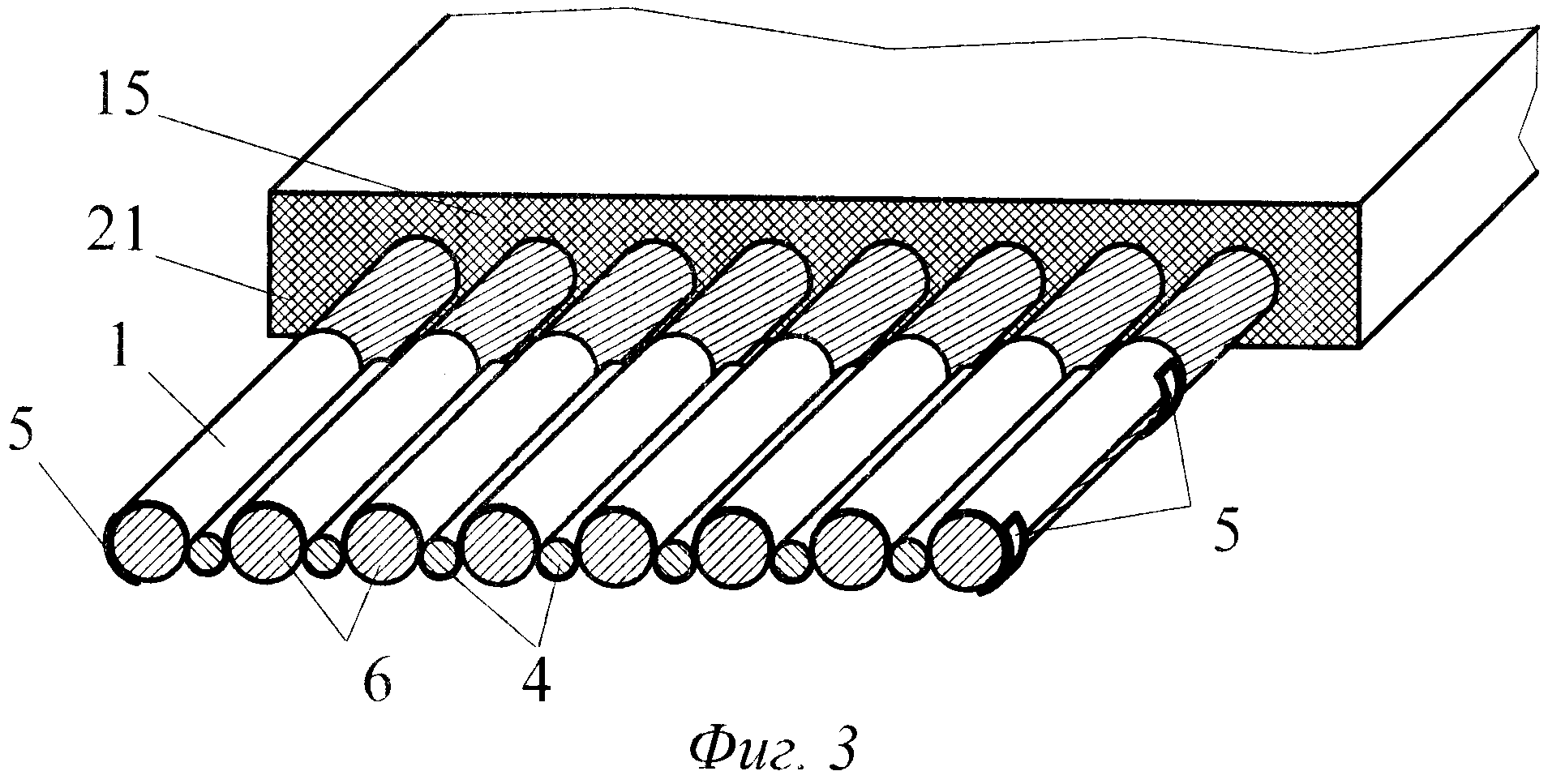
на фиг. 3 - технологическое полотно, размещенное на тросах конца отрезка ленты (изометрия);
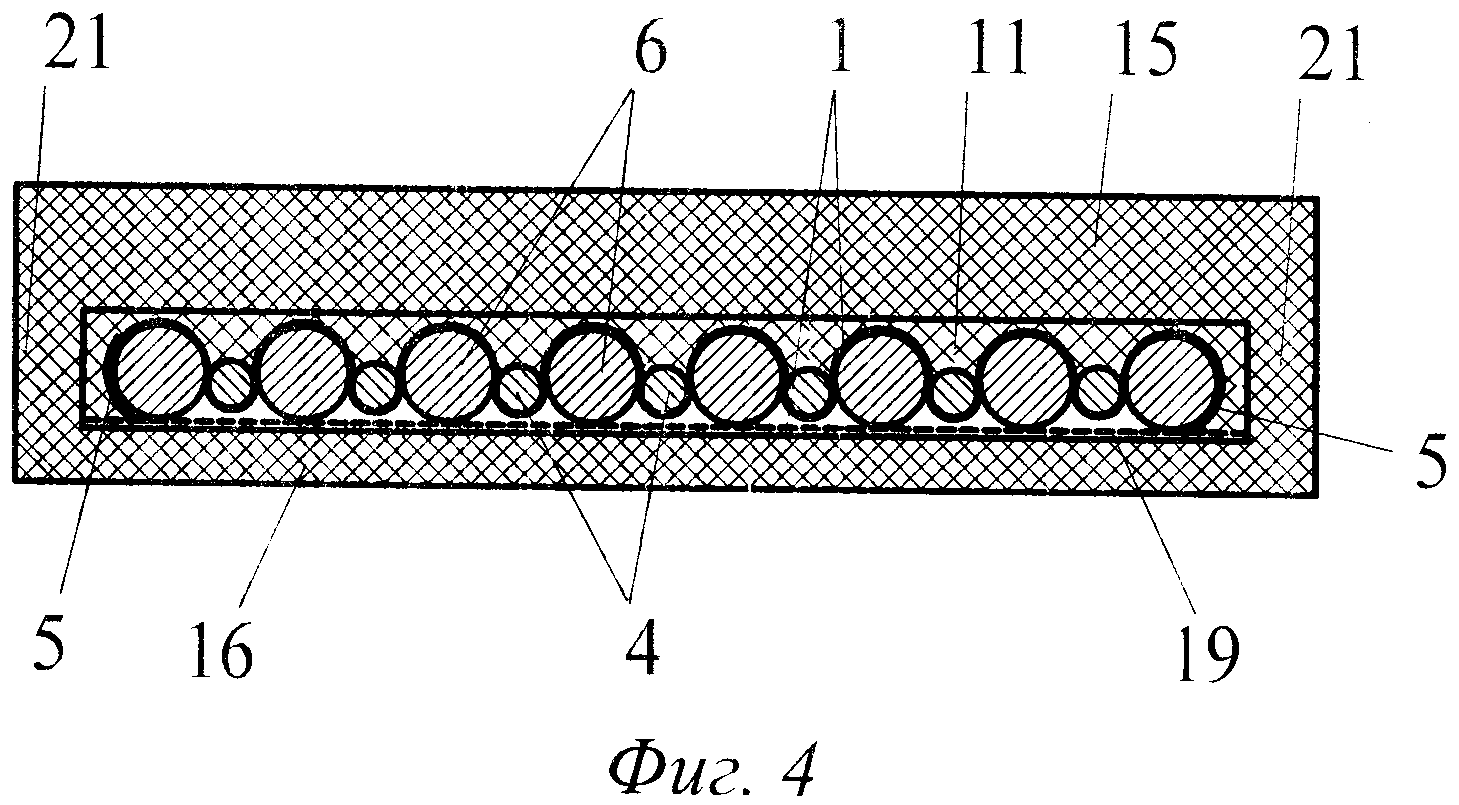
на фиг. 4 - поперечный разрез конца отрезка резинотросовой ленты с технологическим полотном на тросах;
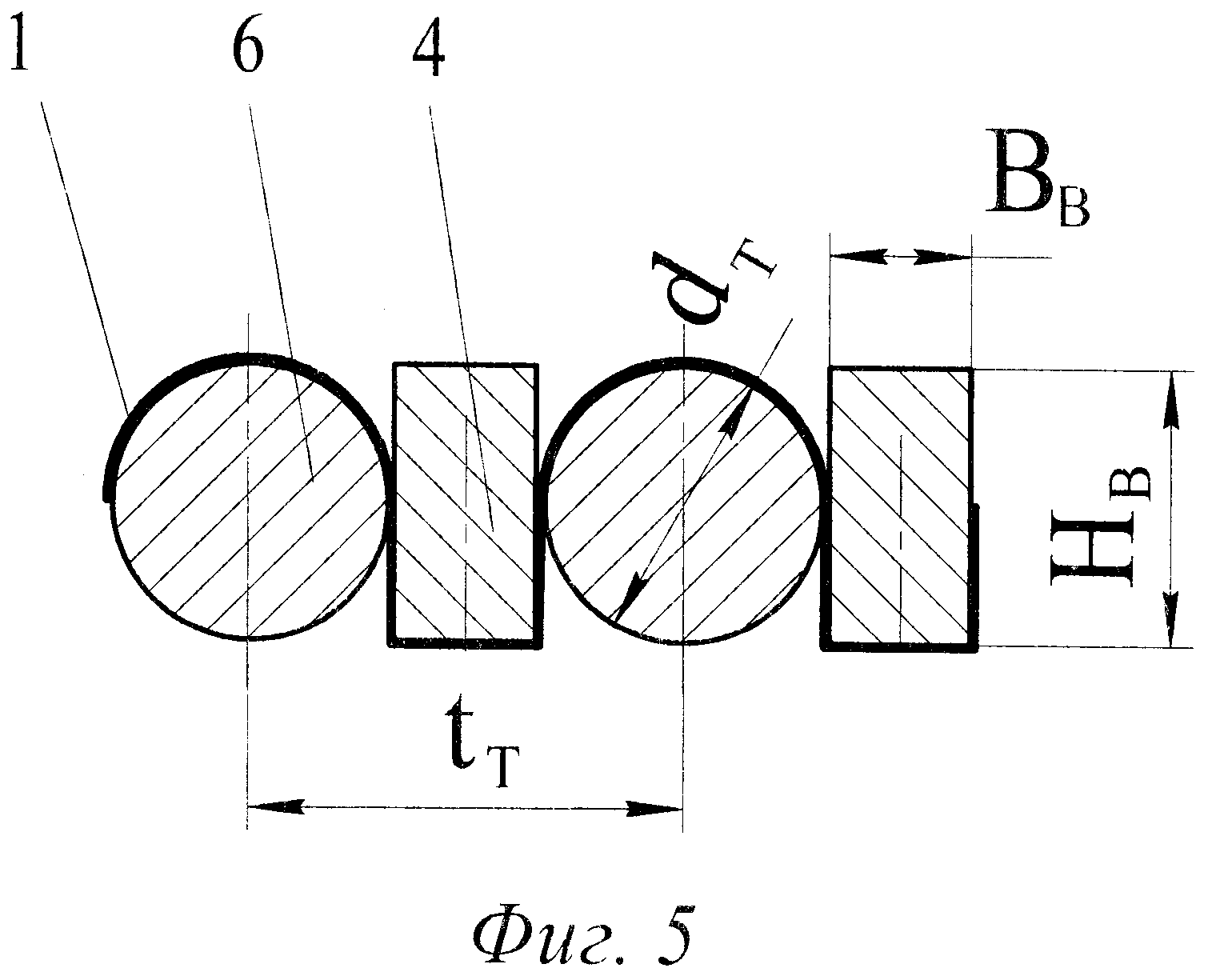
на фиг. 5 - фрагмент поперечного разреза конца отрезка резинотросовой ленты с валиками прямоугольного сечения;
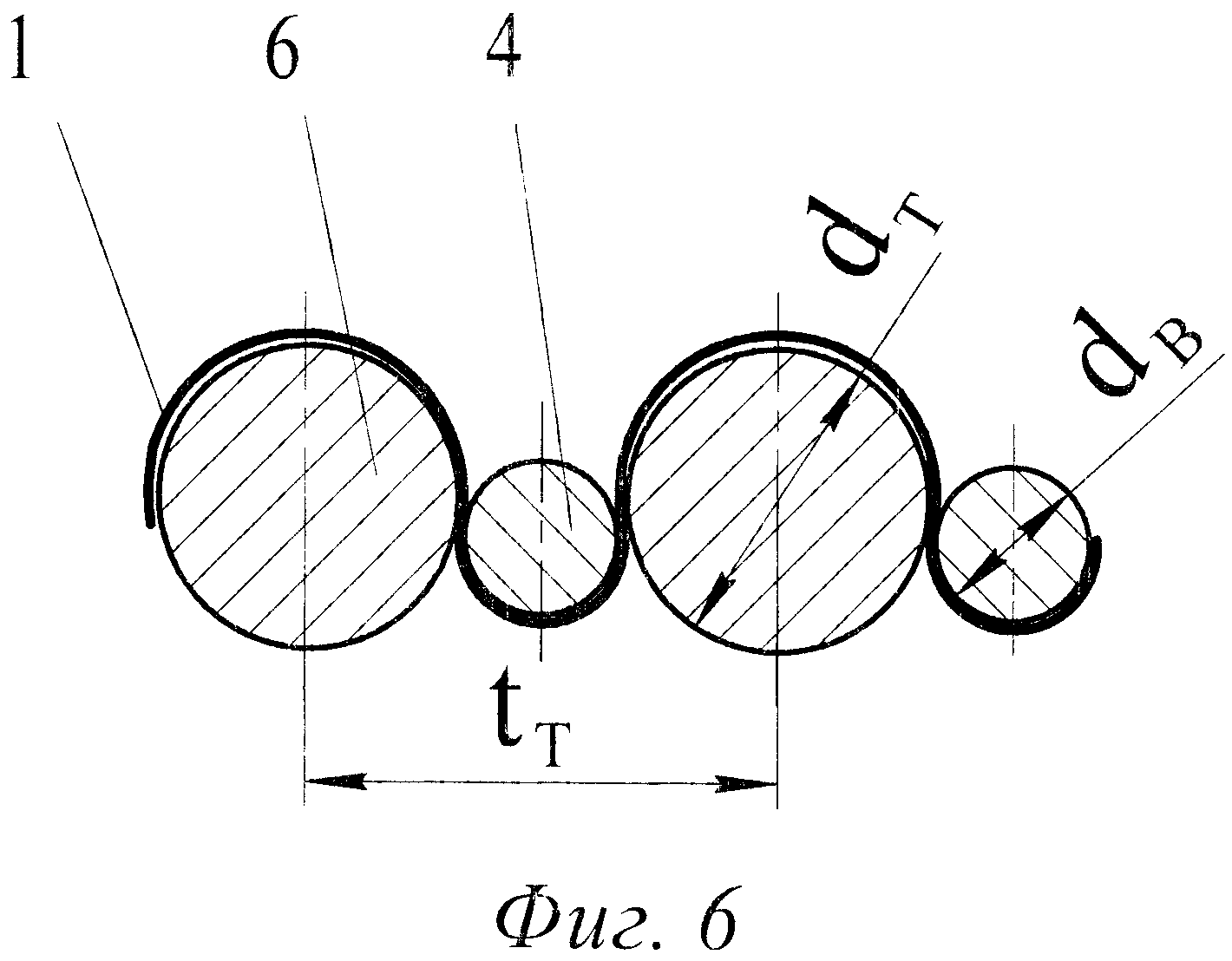
на фиг. 6 - фрагмент поперечного разреза конца отрезка резинотросовой ленты с валиками круглого сечения при tT<2dT+2δП;
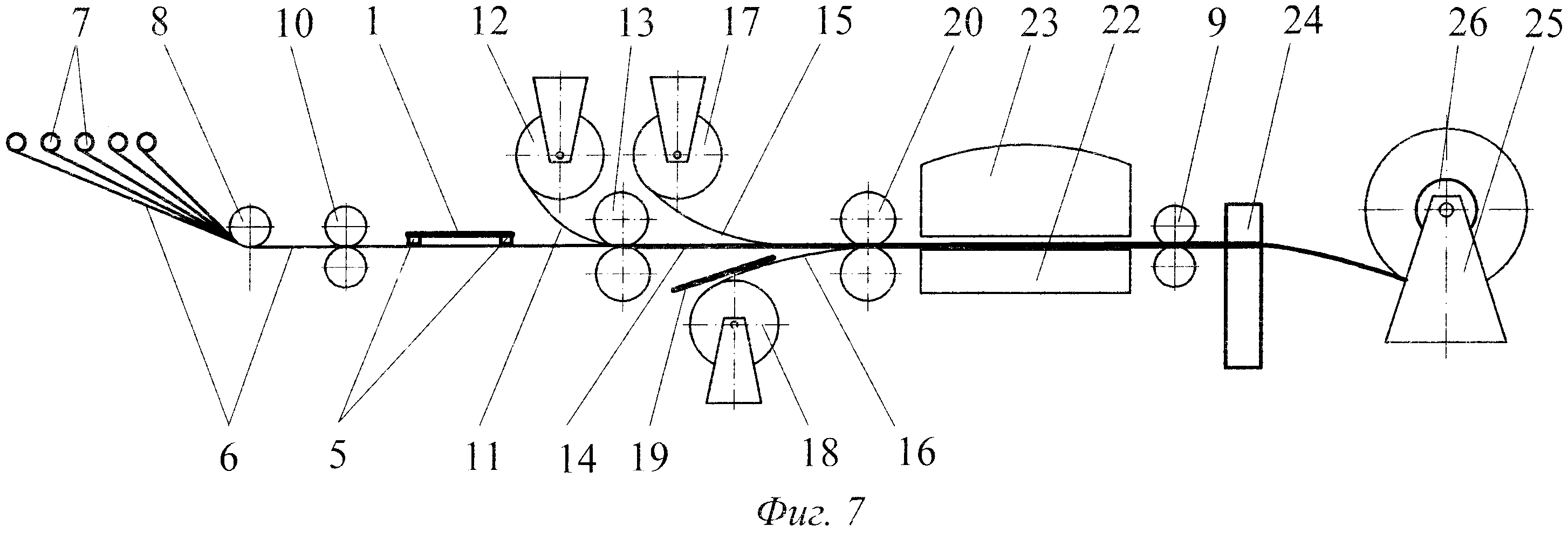
на фиг. 7 - схема размещения оборудования для изготовления резинотросовой ленты;
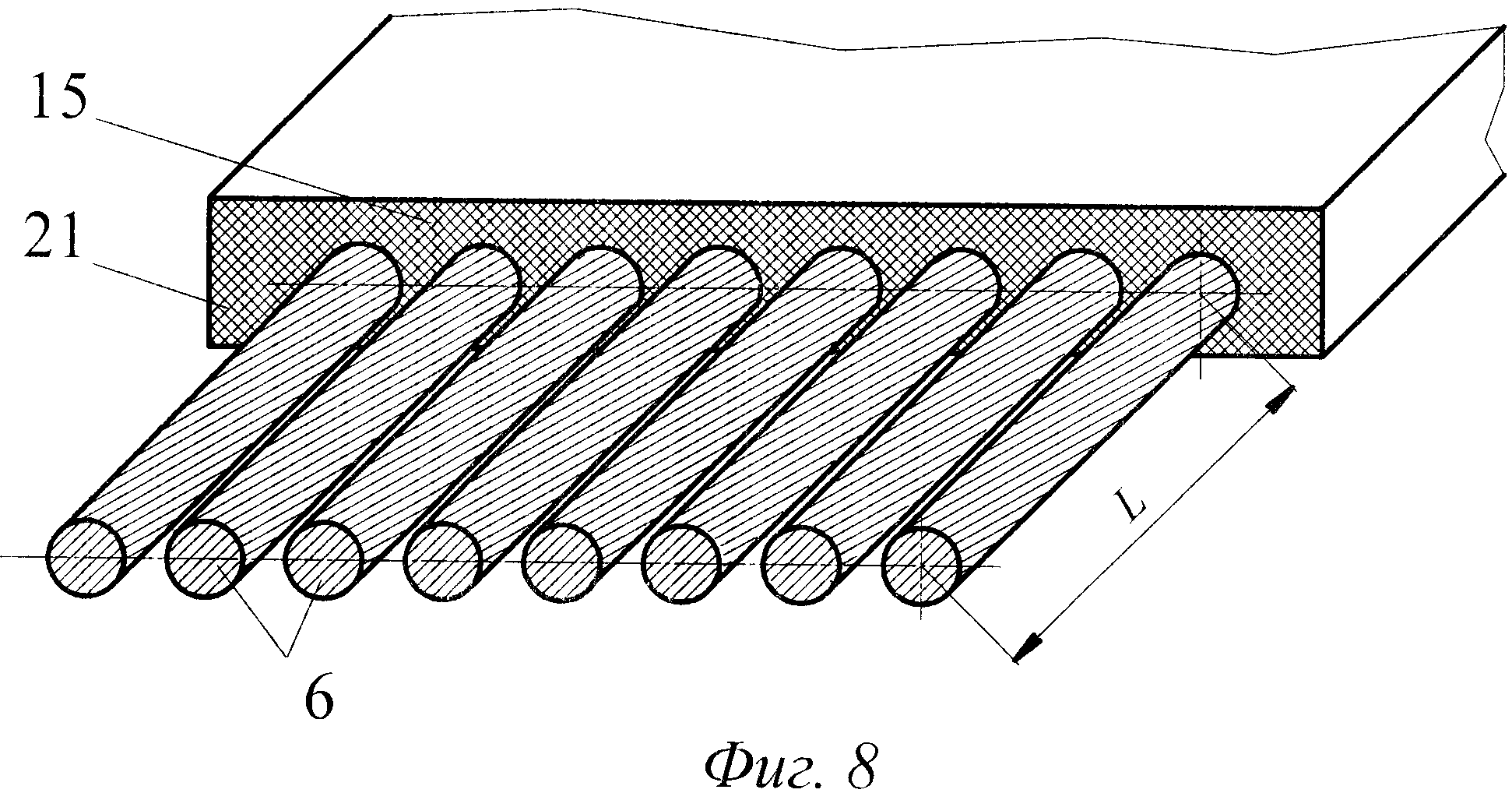
на фиг. 8 - конец отрезка резинотросовой ленты после удаления верхней и нижней обкладок, бортов (изометрия).
Технологическое полотно состоит из куска ткани 1 (или нетканого материала, или бумаги, или пленки), имеющего в растянутом состоянии форму прямоугольника или параллелограмма с острым углом α между продольными 2 и поперечными 3 кромками, равным 5…90°.
На куске ткани 1 параллельно продольным кромкам 2 и на одинаковом расстоянии друг от друга закреплены гибкие валики 4 прямоугольного или круглого сечения. Гибкие валики 4 неразъемно соединены с куском ткани 1 клеем или нитями, или скобами. Гибкие валики 4 имеют одинаковую длину, равную или меньшей длины куска ткани 1. На фиг. 1 и фиг. 2 показаны валики 4 длиной, равной длине куска ткани 1.
Для гибких валиков 4 прямоугольного сечения высота ΗB и ширина ΒB сечения определяются формулами:
HB=dT-δП, ВВ=tT-dT-2δП,
где dT - диаметр троса, tT - расстояние между осями тросов, δП - толщина ткани (фиг. 5).
Для гибких валиков 4 круглого сечения (фиг. 6) диаметр dB сечения определяется формулами:
dB=dT при tT≥2dT+2δП, dB=tT-dT-2δП при tT<2dT+2δП.
На одной или обеих продольных кромках 2 куска ткани 1 закреплены крючки 5. (Технологическое полотно с крючками 5, закрепленными на одной продольной кромке 2 куска ткани 1, на чертежах не показано)
Технологическое полотно используют при изготовлении резинотросовых конвейерных лент следующим образом.
Тросы 6 разматывают со шпуль 7 и пропускают через роликовую гребенку 8, обеспечивая эквидистантное расположение тросов 6 с заданным шагом tT в одной плоскости. Тросы 6 натягивают с помощью натяжного 9 и тормозного 10 устройств (фиг. 7).
До наложения на тросы 6 резиновой смеси 11 на тросы 6 накладывают технологическое полотно для изоляции тросов 6 от резиновой смеси 11. Технологическое полотно накладывают так, чтобы кусок ткани 1 располагался сверху тросов 6, и гибкие валики 4 были размещены между тросами 6. Крючки 5 одной или обеих продольных кромок 2 куска ткани 1 цепляют за крайние тросы 6 (фиг. 3).
Затем резиновую смесь 11 из рулона 12 подают к тросам 6 и продавливают через валки 13, обеспечивая размещение резиновой смеси 11 между тросами 6 и формирование резинотросового каркаса 14. В месте наложения технологического полотна тросы 6 не контактируют с резиновой смесью 11.
Далее резинотросовый каркас 14 соединяют с верхней 15 и нижней 16 обкладками, разматываемыми из рулонов 17 и 18. Между резинотросовым каркасом 14 и нижней обкладкой 16 в месте наложения технологического полотна размещают нижний отрезок ткани 19 (или нетканого материала, или бумаги, или пленки), изолирующий тросы 6 от нижней обкладки 16.
Затем резинотросовый каркас 14 вместе с верхней 15 и нижней 16 обкладками, технологическим полотном и нижним отрезком ткани 19 продавливают через валки 20.
После этого резинотросовый каркас 14 вместе с верхней 15 и нижней 16 обкладками, технологическим полотном и нижним отрезком ткани 19, бортами 21 размещают на нижней плите 22 вулканизационного пресса 23, сжимают и вулканизируют. Полученную таким образом резинотросовую ленту охлаждают и разрезают на отрезки требуемой длины на отрезном станке 24. Каждый отрезок на закаточном устройстве 25 наматывают на бобину 26 и упаковывают.
Если известна длина L, на которую необходимо отделять тросы 6 от резиновой смеси 11, то используют кусок ткани 1 длиной 2L и нижний отрезок ткани 19 также длиной 2L. То есть длина каждой продольной кромки 2 куска ткани 1 имеет длину 2L. Резинотросовую ленту на отрезном станке 24 разрезают на отрезки требуемой длины по серединам кусков ткани 1. После разрезания образуются два смежных конца (длиной L каждый) двух отрезков резинотросовой ленты (фиг. 4).
Если кусок ткани 1 имеет форму параллелограмма с острым углом α между продольными 2 и поперечными 3 кромками, то нижний отрезок ткани 19 также имеет форму параллелограмма с острым углом α. В этом случае резинотросовую ленту на отрезном станке 24 разрезают на отрезки так, чтобы линия реза была параллельна поперечным кромкам 3, то есть линия реза проходит поперек тросам 6 под углом α, который может составлять от 5 до 90°.
Размеры прямоугольного или круглого сечения гибких валиков 4 обеспечивают их размещение между тросами 6 без изменения размеров поперечного сечения как резинотросового каркаса 14, так и всей резинотросовой ленты.
Закрепление гибких валиков 4 на куске ткани 1 параллельно продольным кромкам 2 на одинаковом расстоянии друг от друга обеспечивает равномерное укрытие тросов 6 куском ткани 1 в направлении, поперечном тросам 6. Использование гибких валиков 4 с длиной, равной или меньшей длины куска ткани 1, обеспечивает равномерное укрытие тросов 6 куском ткани 1 в направлении тросов 6.
Наличие крючков 5 на обеих продольных кромках 2 обеспечивает удержание куска ткани 1 на тросах 6 без сползания и оголения крайних тросов 6. При хорошем доступе рабочего к тросам 6 на оборудовании для изготовления резинотросовой конвейерной ленты возможно использование технологического полотна с крючками 5 только на одной из продольных кромок 2. В этом случае рабочий, закрепив крючки 5 на дальнем от него крайнем тросе 6, накладывает технологическое полотно на остальные тросы 6 и выравнивает кусок ткани 1, укрывая ближний к нему крайний трос 6.
Гибкость валиков 4 обеспечивает беспрепятственное наматывание резинотросовой ленты на бобину 26 и упаковку.
Для использования в ленточных конвейерах отрезки резинотросовой ленты соединяют для образования замкнутого ленточного контура.
При изготовлении соединения на концах отрезков резинотросовой ленты на длине L удаляют верхнюю обкладку 15 вместе с технологическим полотном, нижнюю обкладку 16 вместе с нижним отрезком ткани 19, а также борта 21. Поскольку на концах отрезков резинотросовой ленты тросы 6 были изолированы от резиновой смеси 11 технологическим полотном и от нижней обкладки 16 нижним отрезком ткани 19, то тросы 6 на длине L имеют свободную от резиновой смеси 11 поверхность, пригодную для изготовления соединения (фиг. 8). Таким образом, отпадает необходимость трудоемкого вырезания тросов 6 из резины. Это сокращает время и облегчает изготовление соединения концов резинотросовой ленты с использованием горячей вулканизации [3].
Технико-экономические преимущества заявляемого изобретения заключаются в снижении трудоемкости и повышении качества изготовления резинотросовых конвейерных лент, так как гибкие валики и крючки позволяют быстро и надежно разместить и зафиксировать технологическое полотно на тросах конца отрезка ленты.
Источники информации
1. Конвейерные ленты / Ф.А. Махлис, И.И. Леонов, О.Г. Карбасов, В.В. Никитин. М.: Химия, 1991. - С. 54.
2. Патент РФ №2518517, опубл. 10.06.2014.
3. Реутов А.А. Монтаж, эксплуатация и ремонт ленточных конвейеров. Брянск: Изд-во БГТУ, 2008. - С. 38-42.
Резинотросовая лента и способ ее изготовления
Многослойная лента
Способ соединения лент
Способ соединения лент
Лента изогнутого конвейера
Привод конвейера
Способ соединения концов резинотканевых лент
Привод ленточного конвейера
Ременный привод тягового каната
Промежуточный привод ленточного конвейера и способ управления им
Резинотросовая лента и способ ее изготовления
Многослойная лента
Способ соединения лент
Способ соединения лент
Лента изогнутого конвейера
Привод конвейера
Способ соединения концов резинотканевых лент
Привод ленточного конвейера
Ременный привод тягового каната
Промежуточный привод ленточного конвейера и способ управления им

