Результат интеллектуальной деятельности: СПОСОБ ПОДГОТОВКИ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК РЕЗАНИЕМ ДЛЯ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к подготовке кромок листовых заготовок для сварки встык, а именно для листовых заготовок для сварки встык листовых сварных заготовок (ЛС3), предназначенных для дальнейшей холодной листовой штамповки (ХЛШ) корпусных деталей, в том числе деталей кузова автомобиля.
Существенное влияние на качество сварных соединений ЛС3 и производительность процесса сварки встык оказывает качество кромок листовых заготовок в стыке. Качество кромок листовых заготовок определяется состоянием отрезного инструмента (режущих частей пресс-ножниц, гильотин, отрезных штампов), применяемого при холодной резке листовых заготовок (далее отрезной инструмент), и описывается следующими основными параметрами:
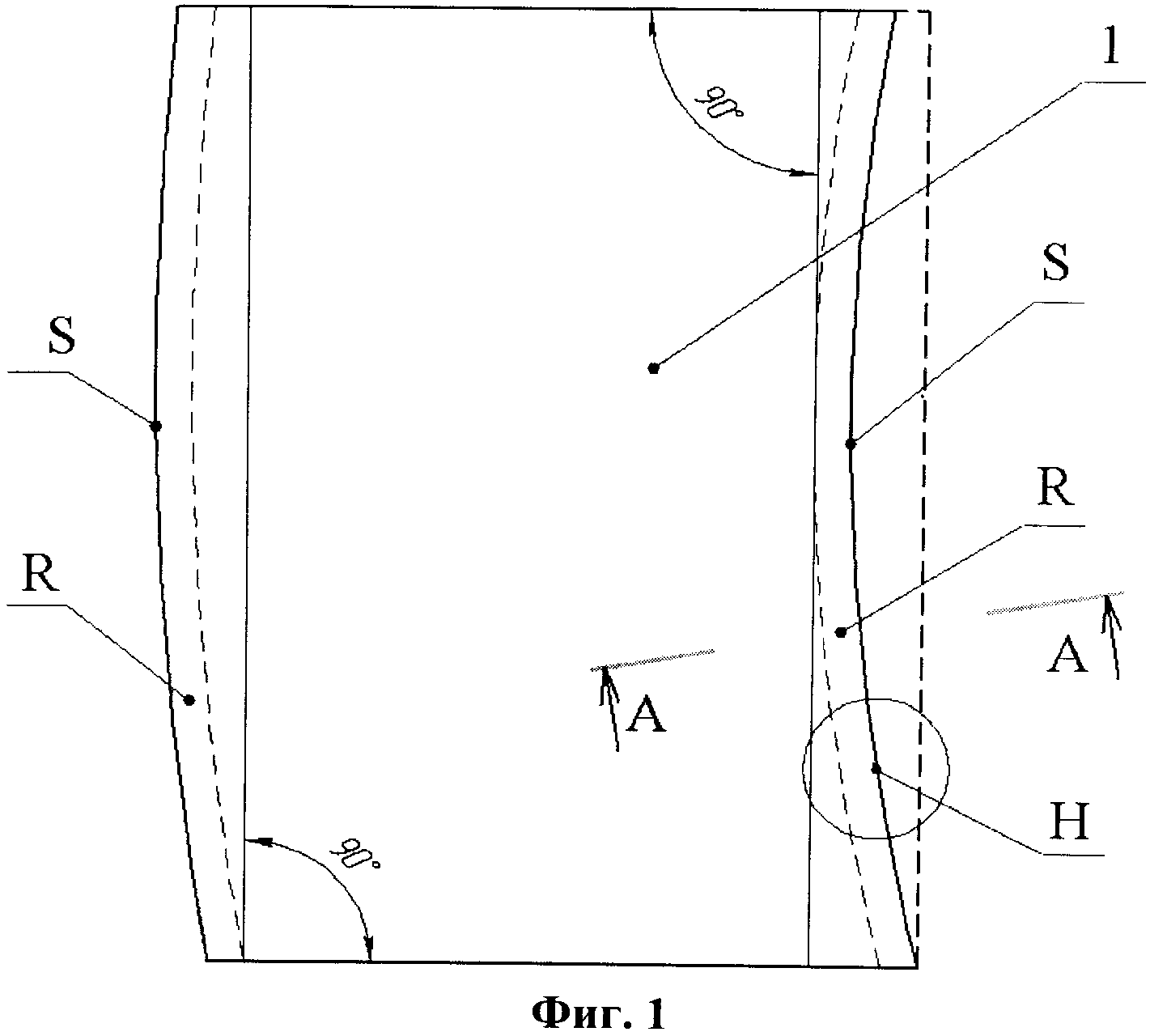
- серповидность S (фиг. 1);
- ширина участка пластической деформации профиля кромки в поперечном сечении R (фиг. 2);
- чистота поверхности Н (фиг. 3).
Чем меньше величина этих параметров, тем обеспечивается более плотный стык под сварку и выше качество соединения. Также при резке листовых заготовок из проката предварительно покрытых сталей происходит сползание частиц покрытия на кромку заготовки, которые затем попадают в стык. При сварке происходит испарение легкоплавких частиц покрытия, что приводит к образованию газовой пористости в металле шва.
В процессе резки листовых заготовок происходит постепенный износ отрезного инструмента, что приводит к постепенному увеличению параметров кромки и массе сползающего покрытия. Для устранения этих явлений предложен ряд способов.
Известен способ подготовки кромок путем резки на гильотинах или пресс-ножницах (Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение. 1971 г. 782 с., С. 13-33), при котором ограничивают межремонтный период эксплуатации рабочих частей отрезного инструмента, применяют отрезные штампы с двухсторонним прижимом и уменьшают до 2% от толщины листа зазор между матрицей и пуансоном. Недостатком этого способа является повышенный износ режущего инструмента и оборудования по сравнению с обычной резкой заготовок для ХЛШ, вследствие более высоких усилий и механических напряжений при работе.
Известен способ чистовой вырубки листового материала (Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение. 1971 г. 782 с., С. 33-43). Этот способ позволяет увеличить качество профиля кромки, уменьшить серповидность и шероховатость за счет создания высокого давления на заготовку и возникновения напряженного состояния объемного сжатия, которое способствует устойчивости пластической деформации и пластическому течению металла в зоне резания, в результате чего скалывающие трещины не возникают и срез образуется соответствующим 8 классу чистоты.
Недостатком этого способа является необходимость создания высокого давления на листовую заготовку путем создания противодавления или клиновых ребер на детали. Первое приводит к увеличению энергозатрат при резке, при этом межремонтный период эксплуатации рабочих частей вырубного оборудования равен стойкости оснастки как при резке на обычных штампах. Второе приводит к необходимости изменения геометрии листовой заготовки в месте ребер, что приводит к нерациональному расходу материала. И в первом и во втором способах проблема сползания частиц покрытия решается лишь частично.
Известен способ подготовки кромок листовых заготовок газолазерной резкой (ГЛР) (www.primaindustrie.com), заключающийся в обрезке неровных краев листовых заготовок, предназначенных для последующей сварки на расстояние 3…5 мм от края кромки. Недостатками этого решения являются высокая стоимость процесса ГЛР, нерациональный раскрой и потери листового металла.
Также известен способ, заключающийся в том, что листы собирают встык без зазора, зазор получают путем прорезания стыка потоком режущего газа, а сварку ведут одновременно с процессом прорезанием стыка, располагая сварочную ванну в зоне реза и размещая точку пересечений фронта плавления с осью шва на поверхности свариваемой детали на расстоянии 0,5…3,0 ширины реза от точки пересечения оси режущей струи с лицевой поверхности свариваемой детали, при этом силовое воздействие на металл сварочной ванны оказывают потоком режущего газа (Патент РФ 2158661. Ю.В. Казаков, К.Б. Корягин (НКТБ «Парсек»)).
Недостатками такого решения являются применение дорогостоящего оборудования и необходимость использования дополнительной подачи присадочной проволоки для заполнения зазора.
Также известны способы (Армарего И. Дж. А., Браун Р.Х. Обработка металлов резанием. Пер. с англ. В.А. Пастунова. М.: «Машиностроение», 1977, 325 с.; Обработка металлов резанием: Справочник технолога / Под ред. А.А. Панова - М.: Машиностроение, 1988, 736 с.; патент ЕР 0711625 от 15.05.96 г.) подготовки кромок листовых заготовок для сварки фрезеровкой, при которых листовые заготовки собирают в пакет, зажимают в прижимном приспособлении и проводят фрезеровку за один или несколько проходов. При этом не регламентируется величина глубины фрезерования, что приводит к необходимости назначения глубины фрезерования с запасом. Следовательно, недостатком этих способов является повышенная трудоемкость из-за увеличенной глубины фрезерования кромок заготовок.
Задачей изобретения является сокращение трудоемкости при подготовке кромок листовых заготовок для сварки фрезеровкой.
Задача решается за счет оптимизации режимов обработки в способе подготовки кромок, заключающемся в обработке кромок листовых заготовок для сварки встык листовых сварных заготовок, предназначенных для последующей холодной листовой штамповки методом фрезерования в пакете, отличающийся тем, что глубину фрезерования пакета на 1 метр длины кромки у выбирают в соответствии с эмпирической зависимостью:
y=0,58·e0,06 N·t+0,014·N
где N - количество ходов отрезного инструмента при резке листовых заготовок из проката, тыс. ходов,
t - толщина проката, мм, при этом выравнивают листовые заготовки при сборке в пакет посредством приложения к ним механической вибрации и предварительно охлаждают обрабатываемые кромки методами криогенной обработки.
В частных случаях: а) при обработке в пакете предварительно уже сваренных листовых сварных заготовок из листов разной толщины каждую вторую заготовку переворачивают и собирают перепадом толщин навстречу предыдущей заготовке, б) при обработке предварительно сваренных разнотолщинных заготовок перепад толщин заготовок в пакете компенсируют путем установки, по меньшей мере, одной прокладки толщиной, равной разнице толщин листов, составляющих эту разнотолщинную заготовку.
Сущность изобретения описывается на фигурах 4-7.
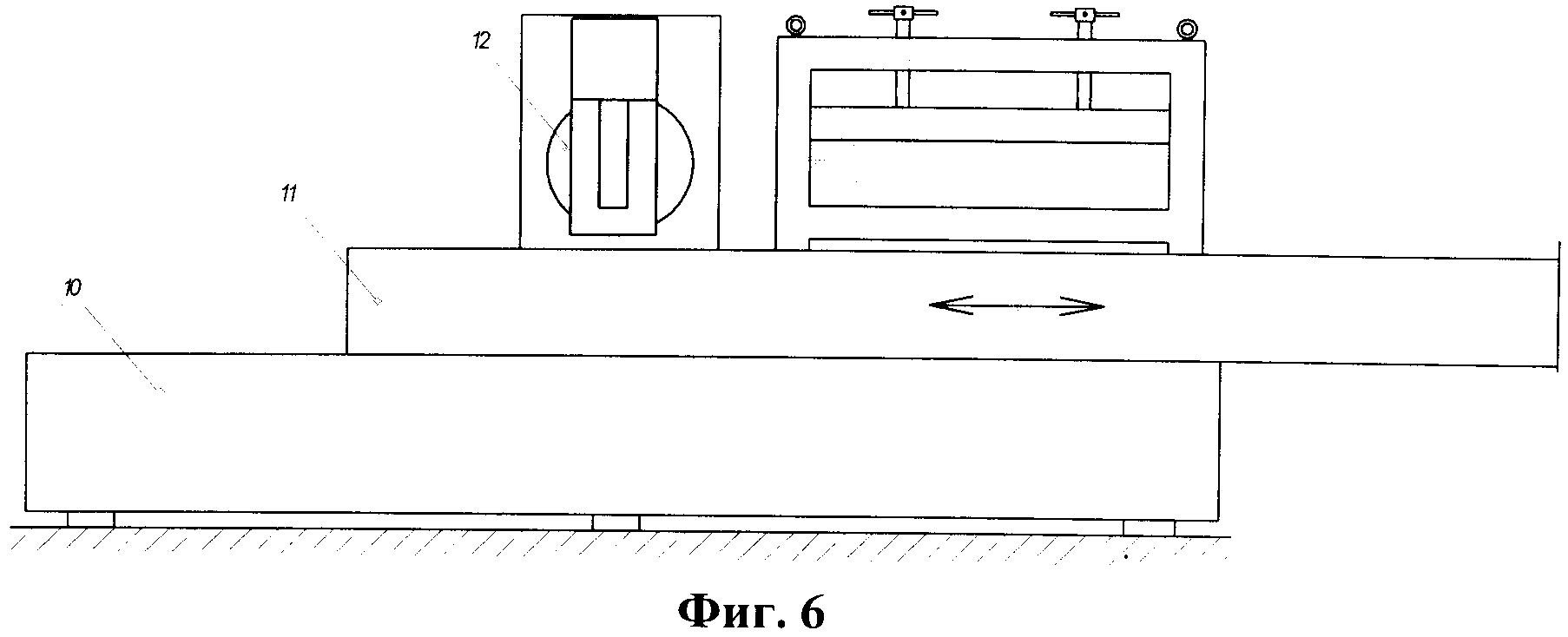
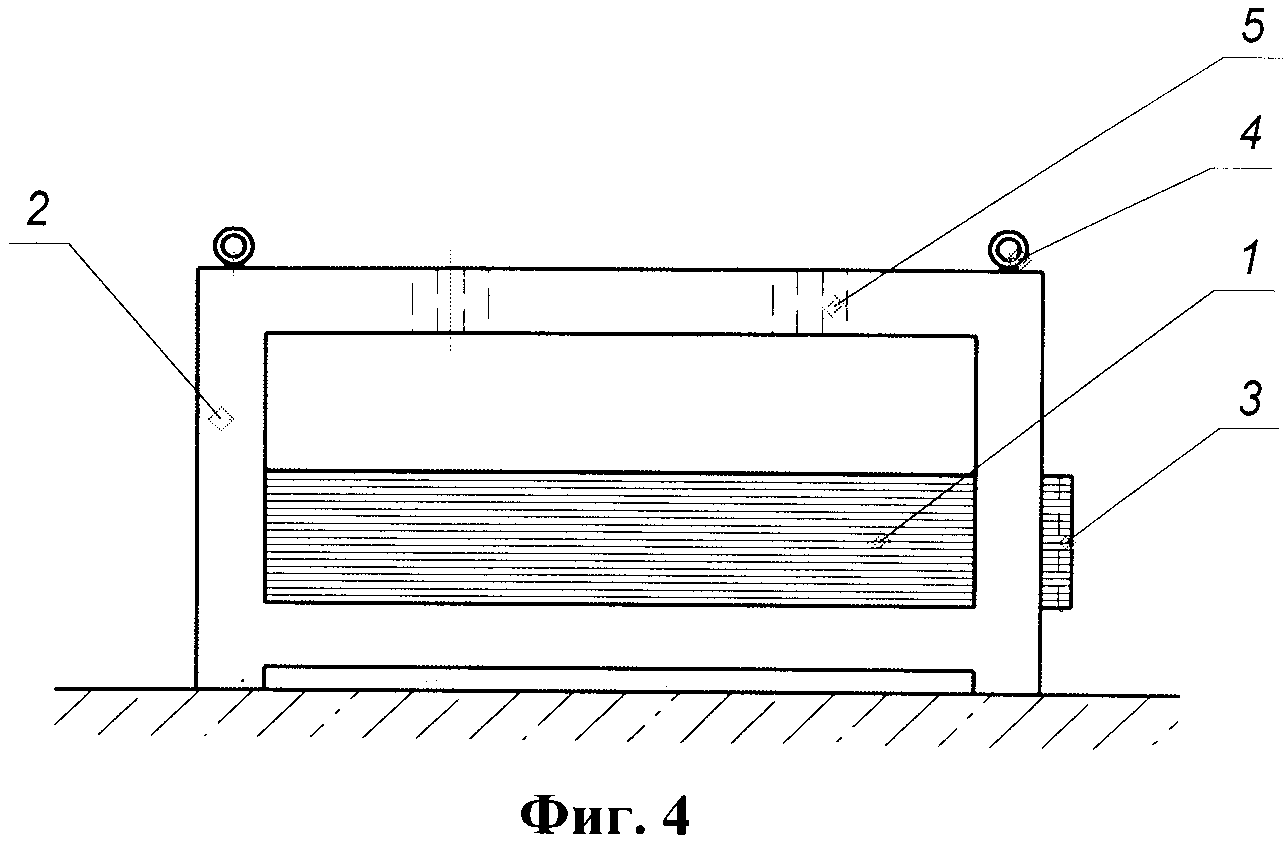
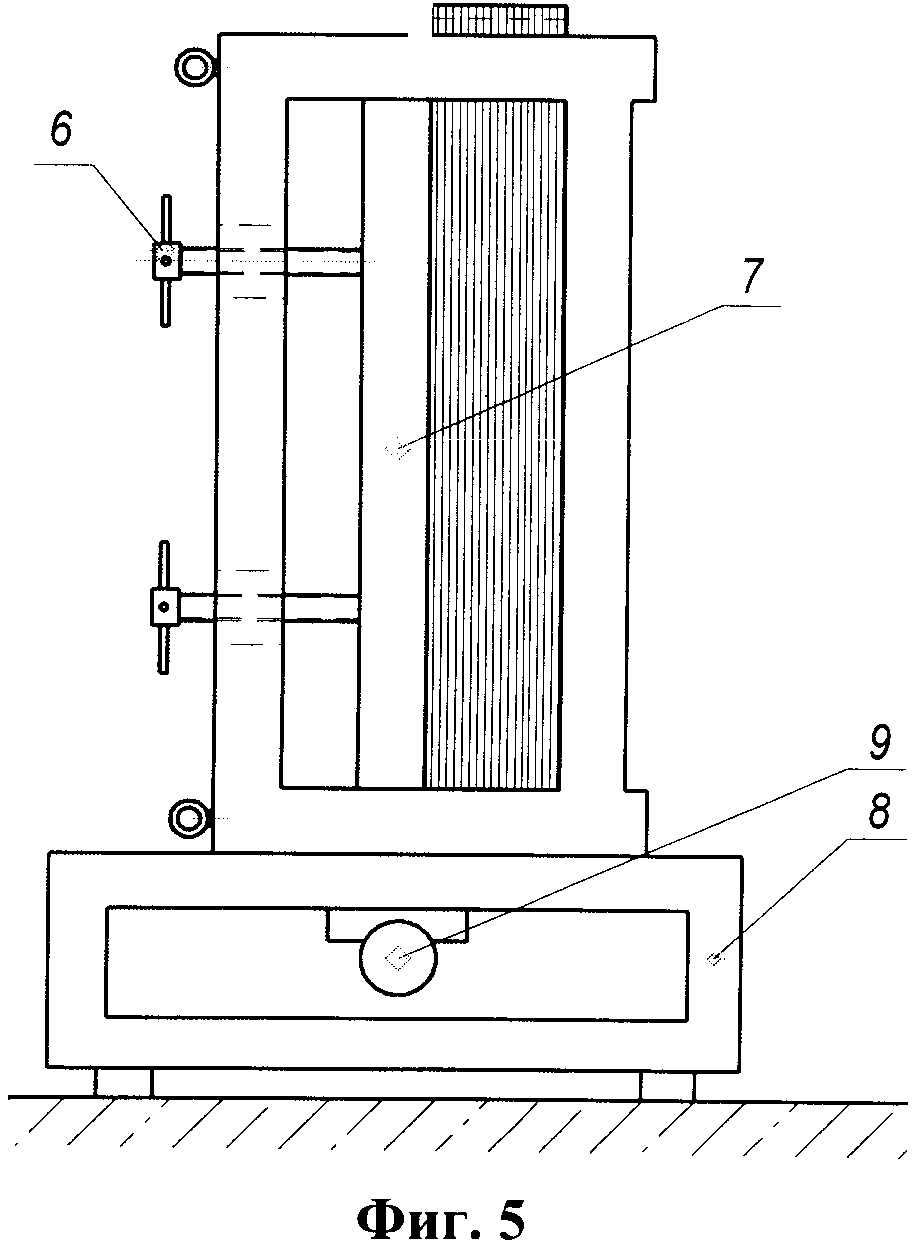
Вырезанные заготовки поз. 1 укладывают в пакет на сборочное приспособление для фрезеровки кромок поз. 2 (далее приспособление), при этом кромки заготовок для последующей обработки поз. 3 выступают из приспособления (фиг. 4). Фиксируют количество ходов отрезного инструмента на сопроводительном идентификационном документе. С целью увеличения жесткости листов в пакете и исключения смятия при обработке в пакете предварительно уже сваренных заготовок из листов разной толщины каждую вторую заготовку переворачивают и собирают перепадом толщин навстречу предыдущей заготовке. В случае если размеры заготовок разной толщины не позволяют собрать их перепадом толщин навстречу друг другу без зазора и по всей длине перепад заготовок в пакете компенсируют путем установки, по меньшей мере, одной прокладки толщиной, равной разнице толщин листов, составляющих эту заготовку из материала с механическими свойствами, равными свойствам материала обрабатываемых заготовок. Приспособление с заготовками устанавливают на вибростол поз. 8 и проводят выравнивание заготовок в пакете путем приложения механической вибрации от вибратора поз. 9, зажимают заготовки плитой поз. 7, посредством установленных в приспособлении винтами поз. 6 в гайках поз. 5 (фиг. 5). Приспособление устанавливают на стол поз. 11 фрезерного станка поз. 10, выравнивают относительно хода фрезы поз. 12 и фиксируют на столе (фиг. 6). С целью улучшения обрабатываемости кромки заготовок в ряде случаев предварительно охлаждают методами криогенной обработки путем установки на кромки заготовок охлаждающего устройства или смачивают их охлаждающим веществом. Глубину фрезерования на 1 метр длины обработки у выбирают в соответствии с эмпирической зависимостью:
y=0,58·e0,06 N·t+0,014·N
где N - количество ходов отрезного инструмента предшествующей резки заготовок из листового проката с рулона, тыс.ходов,
t - толщина листа, мм.
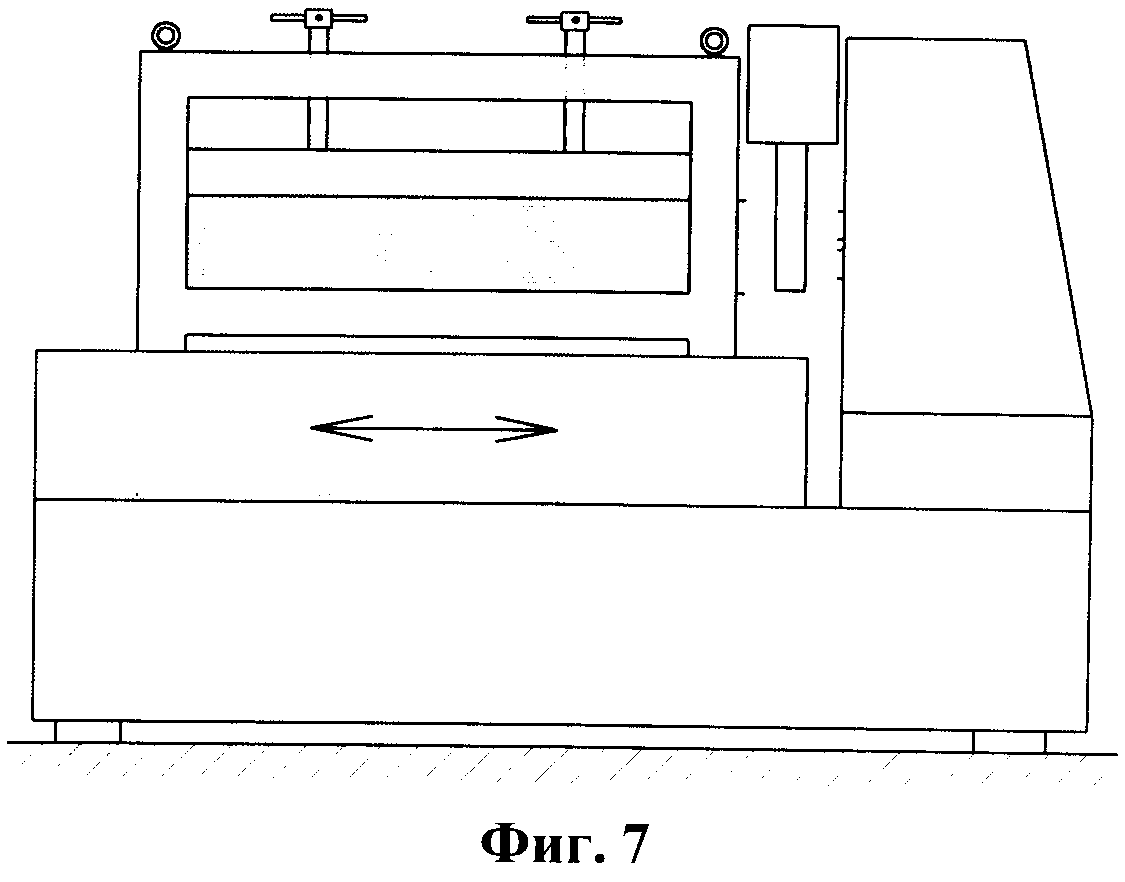
При длине обработки более 1 м глубина обработки увеличивается пропорционально длине. По величине глубины фрезерования и толщины пакета листовых заготовок рассчитывают режимы резания и корректируют программу обработки на станке: скорость подачи, высоту фрезы, скорость вращения, глубину снятия за проход. С применением установленных режимов проводят фрезерование одной стороны пакета. После обработки проводят контроль прямолинейности и профиля кромки путем визуального осмотра при увеличении ×10 кромок заготовок в пачке. После фрезеровки на приспособление с пакетом заготовок устанавливается кронштейн 13 с полиуретановой прокладкой 14 (фиг. 7) для защиты обработанных кромок от деформирования при транспортировке и хранении, снимается со станка и перемещается на линию для сварки или склад для складирования.
Этот способ обеспечивает более высокую производительность за счет выбора оптимальной глубины фрезерования кромок заготовок в пакете.
Недостатком данного способа является введение корректировок программы фрезеровки и выполнение расчетов, однако эти затраты незначительны по сравнению с достигаемым эффектом.
Техническим результатом изобретения является повышение производительности подготовки кромок листовых заготовок методом фрезерования в пакете за счет выбора оптимальной глубины фрезерования кромок заготовок.
В качестве примера использования разработанного способа показана операция подготовки кромок листов из стали 08Ю, собранных в пакет на фрезерном станке 67К25ПФ-20. Для подготовки кромок образцы заготовок толщиной 1,0 мм длиной 1000 мм собирают в пакет по 80 штук, зажимают в приспособление и проводят фрезеровку цилиндрической стороной вертикальной многозубой фрезы. С учетом установленных требований к геометрии свариваемых кромок заготовок (5 класс чистоты поверхности, точность геометрии до 0,01 мм на 1000 мм длины) выбраны следующие режимы фрезерования:
1) глубина обработки 0,58 мм первого пакета при новых частях вырубного оборудования и 1,05 мм для пакета после 8000 ходов;
2) диаметр фрезы 45 мм, длина 110 мм;
3) скорость вращения шпинделя 160 об/мин;
4) скорость подачи 63 мм/мин;
5) за проход выполняется обработка на всю глубину.
Ковш для проведения сфероидизирующего модифицирования расплава чугуна легкими лигатурами и его разливки
Стенд для испытания коробки передач транспортного средства
Способ малоотходной однорядной вырубки заготовок из рулона листового материала (варианты)
Способ графитизирующего модифицирования серого чугуна в процессе заполнения литейных форм из ковша
Способ вытяжки крупногабаритной детали сложной формы (варианты)
Способ управления мотор-генератором
Винтовой нагнетатель
Блок питания бортсети автомобиля
Способ многооперационной вытяжки осесимметричной детали из листовой заготовки на прессах простого действия или многопозиционном прессе-автомате
Испытательный стенд для исследовательских и доводочных работ по оценке влияния внешнего воздействия дождя на виброакустику автомобиля
Штамп для вытяжки, формовки и правки детали с ребрами жесткости (варианты)
Ковш для проведения сфероидизирующего модифицирования расплава чугуна легкими лигатурами и его разливки
Стенд для испытания коробки передач транспортного средства
Способ малоотходной однорядной вырубки заготовок из рулона листового материала (варианты)
Способ графитизирующего модифицирования серого чугуна в процессе заполнения литейных форм из ковша
Способ вытяжки крупногабаритной детали сложной формы (варианты)
Способ управления мотор-генератором
Винтовой нагнетатель
Блок питания бортсети автомобиля
Способ многооперационной вытяжки осесимметричной детали из листовой заготовки на прессах простого действия или многопозиционном прессе-автомате

