Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ТЕКСТИЛЬНОГО МАТЕРИАЛА, ВКЛЮЧАЮЩИЙ ПРОЦЕССЫ ОБРАБОТКИ ДЛЯ ПРИДАНИЯ МАТЕРИАЛУ ЗАЩИТНЫХ И АНТИСТАТИЧЕСКИХ СВОЙСТВ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу изготовления нетканого текстильного материала, получаемого из расплава полимера, основой которого является по меньшей мере один полиолефин, причем способ содержит антистатическую обработку и обработку для придания материалу непроницаемости, в частности для изготовления защитной одежды, используемой в промышленности, а также в здравоохранении.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Для изготовления защитной одежды для широкого круга применений в промышленности, сельском хозяйстве и здравоохранении чаще всего используются нетканые текстильные материалы, изготавливаемые из непрерывных полиолефиновых нитей, получаемых из расплава и формирующих внешние слои материала, так называемые фильерные нетканые текстильные материалы (технология "спанбонд", S), в сочетании с внутренними слоями из нетканых текстильных материалов из микроволокон, получаемых с использованием раздувания расплава горячим воздухом (технология "мелтблаун", М). Как правило, такие многослойные материалы обозначают в соответствии с составляющими их слоями, например, SMS, SMMS, SSMMS и т.п.
Усиление нетканого текстильного полотна, обычно используемого для медицинских продуктов, как правило, осуществляют с помощью гравированного термокаландра, причем на поверхности каландра используется рисунок, в котором площадь зоны скрепления волокон составляет 10-25% общей площади каландра.
Такие нетканые текстильные материалы изготавливают из непрерывных волокон синтетических полимеров, чаще всего полипропилена (ПП) или полиэтилена (ПЭ).
Также известны так называемые многокомпонентные волокна, состоящие из нескольких компонентов, - это могут быть различные полимеры (например, ПП и ПЭ) или смеси, компоненты которых содержат в качестве основы один и тот же полимер и которые различаются концентрацией добавок. Известны различные типы двухкомпонентных волокон, которые различаются друг от друга конфигурацией двух компонентов в поперечном сечении волокна (например, рядом друг с другом, сердечник/оболочка, эксцентрические волокна и др.). Весовое отношение компонентов может варьироваться от 10:90 до 90:10.
Такие материалы сами по себе хорошо защищают от проникновения воды или полярных растворов. Для придания этим материалам антистатических свойств и обеспечения защиты от проникновения жидкостей с меньшим поверхностным натяжением необходимо использовать дополнительные процессы обработки. Однако процессы обработки, обеспечивающие непроницаемость и хорошие антистатические характеристики, являются антагонистическими. Например, использование антистатического агента неблагоприятно сказывается на непроницаемости готового нетканого полотна, измеренной по величине гидростатического давления. Известно несколько способов решения этой проблемы.
Например, в патенте US №4,041,203, заявка на который была подана в 1977 г. заявителями Brock и Meitner, раскрывается структура материала типа SMS и его антистатическая обработка, при которой используется антистатическое средство с высоким содержанием четвертичных аммониевых солей в сочетании с высокомолекулярным катионным фторуглеродом в водной эмульсии. Другие антистатические средства описываются, например, в патенте US №4,115,608 (1978).
Другие существенные улучшения описаны в патенте US №5,151,321, заявка на который была подана в 1992 г. компанией "Kimberly-Clark" и в котором были предложены новые сочетания средств, обеспечивающие различные сочетания процессов обработки. Текстильный материал погружают в ванну со средством, причем степень пропитки материала регулируется с помощью прижимного валика, и затем пропитанный материал высушивают в сушилке. Весь процесс изготовления текстильного материала и его обработки может быть реализован в непрерывном режиме, хотя чаще производство текстильного материала и его обработку осуществляют на разном оборудовании (процесс не является непрерывным). Предложенный способ очень чувствителен к точному выдерживанию рабочих условий: уровней рН растворов, температуры и продолжительности высушивания, и, кроме того, в этом случае потребляется очень много энергии. Недостаток предложенного способа связан с импрегнированием, то есть с процессом пропитки для осуществления необходимой степени обработки, при которой вес материала существенно увеличивается. Большое количество влаги в материале означает, что к высушиванию предъявляются высокие требования. Жидкая форма фторуглерода в материале требует выполнения дополнительной термической активации после высушивания для обеспечения необходимого конечного результата, и поэтому осуществление способа требует продолжительного времени и большого количества энергии. Таким образом, производственное оборудование непрерывного действия может работать с ограниченной скоростью или требует использования очень большой нагретой зоны активации для обеспечения условий активации для обработанного нетканого волокна в течение десятков секунд. Способ производства с раздельным выполнением операций, когда изготовление нетканого текстильного полотна и его обработка вышеуказанными средствами разделены, неэффективен технологически и экономически.
В заявке WO 2009/077889, поданной компанией "Kimberly-Clark", описывается другой подход. Вместо приготовления одной смеси активных агентов, используются две стадии обработки. Сначала формируют нетканое полотно из термопластичной смеси антистатического средства и термопластичного полимера. Затем поверхность нетканого полотна подвергают высокоэнергетической обработке, и на поверхность фильерного нетканого материала наносят фторсодержащее средство с использованием процесса осаждения мономера. Этот процесс может включать испарение жидкого фторсодержащего средства в вакуумной камере с последующим осаждением газообразного фторсодержащего средства на поверхность фильерного нетканого материала и обработкой поверхности излучением. Способ очень сложен, он требует специального оборудования и потребляет много энергии.
Целью настоящего изобретение является разработка способа изготовления нетканого текстильного материала, обладающего хорошими защитными и антистатическими свойствами, в котором устранены недостатки известных технических решений и который обеспечивает непрерывность изготовления такого материала.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении предлагается способ, в котором полиолефиновый полимер, подходящий для формирования волокон, смешивают с первой добавкой, способной модифицировать характеристику поверхности и содержащей функциональный компонент, способной мигрировать сквозь массу полимера; затем полученную смесь используют для формирования по меньшей мере одного слоя нетканого текстильного материала с использованием технологии формирования волокон из расплава; и, прежде чем будет завершен процесс миграции первой добавки и стабилизации окончательных защитных свойств на поверхности волокон, на слой наносят вторую добавку, способную модифицировать антистатические свойства материала, после чего полученный нетканый текстильный материал выдерживают при определенной температуре и относительной влажности в течение времени, достаточного для миграции первой добавки к поверхности и изменений на поверхности второй добавки.
Предлагаемый в настоящем изобретении способ изготовления нетканого текстильного материала включает:
i) обеспечение смеси полимеров, основу которой составляет полиолефиновый
полимер, подходящий для формирования волокон;
ii) обеспечение первой добавки, способной модифицировать характеристику
поверхности и способной мигрировать сквозь массу полимера;
iii) перемешивание полимеров и первой добавки;
iv) формирование из смеси волокон, которые могут быть двухкомпонентными волокнами, и нетканого текстильного материала из полученных волокон;
v) обеспечение второй добавки, способной модифицировать характеристику поверхности и способной прилипать к поверхности волокон;
vi) нанесение второй добавки на поверхность волокон нетканого текстильного
материала;
vii) выдерживание определенной температуры и относительной влажности в течение времени, достаточного для изменений второй добавки на поверхности и миграции к поверхности первой добавки;
причем изменения второй добавки происходят по меньшей мере частично до стабилизации характеристики поверхности, вызываемой первой добавкой.
Для окончательных свойств нетканого текстильного материала, получаемого при осуществлении способа по настоящему изобретению, существенным является то, что после выполнения указанных стадий выполняется кондиционирование этого нетканого текстильного материала при температуре по меньшей мере 10°С, предпочтительно по меньшей мере 20°С, и относительной влажности по меньшей мере 20%, предпочтительно 60%.
Также для способа по настоящему изобретению существенным является то, что вторую добавку наносят в форме раствора, предпочтительно в форме водного раствора. Первую добавку выбирают из группы, состоящей из соединений, содержащих фторуглерод, воск и оксид кремния, и вторую добавку выбирают из группы, содержащей карбоксильные группы или их соли, сульфатные группы, алкилсульфаты или алкилгликоэфирсульфаты, сульфонаты, алкилсульфонаты, алкилбензольные сульфонаты, алкилфосфаты, алкилфенилфосфаты, соли алкиламинов, четвертичные аммониевые соли, соли алкилпиридинов или алкиламинокарбоновые кислоты.
Что касается исходных материалов, то существенным для изобретения является то, что полимер, подходящий для формирования волокон, представляет собой смесь термопластичных полимеров, содержащих по меньшей мере 70 вес.% термопластичного полиолефина, который может быть, например, полимером или сополимером полипропилена или полиэтилена.
Существенным для способа является то, что миграция первой добавки к поверхности волокон и изменения второй добавки на поверхности волокон происходят при температуре по меньшей мере 10°С и относительной влажности по меньшей мере 25% в течение по меньшей мере 5 часов.
Достоинством изобретения является сочетание добавки, которая улучшает защитные свойства текстильного материала, и жидкого поверхностно-активного вещества, который обеспечивает антистатические свойства материала. В этом случае обеспечивается возможность эффективного управления конечными свойствами материала, чтобы можно было получить материал с высокими защитными и антистатическими свойствами или, для менее требовательных применений, материал с высоким уровнем антистатических свойств и невысоким уровнем защитных свойств, или материал с высоким уровнем защитных свойств и невысоким уровнем антистатических свойств.
Пропитывание, необходимое для предлагаемого способа, составляет 5-25%, что представляет лишь часть степени пропитывания, необходимого для известных способов, и, соответственно, можно использовать разные способы нанесения, с помощью увлажняющего валика, распыления и т.п., к тому же при низких температурах на высокой скорости поточной линии, так что способ подходит для непрерывного процесса изготовления и обработки текстильного материала.
Способ по настоящему изобретению устраняет необходимость в термической активации материала, так что применение способа не только повышает производительность производства, но также может обеспечивать экономию энергии.
Изобретение устраняет в значительной степени недостатки известных способов, особенно необходимость прерывания процесса обработки нетканого текстильного материала, необходимость использования для обработки материала тепловой энергии, обеспечивающей активацию осуществляемой обработки, и в то же время изобретение обеспечивает возможность независимого управления процессами обработки для получения антистатических и защитных свойств (отталкивание в отношении спирта). Изобретение обеспечивает также изготовление материала как в непрерывном режиме, так и с перерывом, если задержка между изготовлением волокон, содержащих первую добавку, и нанесением второй добавки не превышает 12 часов.
Применение способа, предлагаемого в настоящем изобретении, для непрерывного процесса, осуществляемого с высокой скоростью, соответствующей стандартным скоростям изготовления нетканых текстильных материалов, обеспечивает возможность изготовления материала, обладающего антистатическими свойствами (в соответствии с испытаниями текстильных материалов по стандарту EN 1149) и отталкивающей способностью в отношении спирта (в соответствии с испытаниями текстильных материалов по стандарту WSP 80.8-2005), в то время как высота водяного столба не падает ниже 20% по сравнению с таким же материалом, но без обработки.
Также предлагается применение нетканого текстильного материала, изготовленного по настоящему изобретению, в качестве защитного материала для защитной одежды, медицинской одежды, хирургических и медицинских занавесей, хирургических масок, стерильного упаковочного материала, прокладок, частей фильтров и гигиенических изделий.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В нижеприведенном подробном описании будут использоваться отраслевые сокращения, характеризующие различные конструкции нетканого текстильного материала.
Термин "нетканый текстильный материал" относится к листовому изделию из волокон, содержащему непрерывные нити или нарезанные пучки волокон синтетических полимеров, сформированных в полотно, в котором: SB - относится к нетканому текстильному материалу, изготовленному с использованием фильерной технологии ("спанбонд");
MB - относится к нетканому текстильному материалу, изготовленному с использованием технологии раздувания расплава горячим воздухом ("мелтблаун"); несколько таких полотен могут использоваться вместе для формирования многослойного нетканого текстильного материала, для которого используются следующие обозначения:
S - нетканое полотно, изготовленное с использованием технологии "спанбонд";
М - нетканое полотно, изготовленное с использованием технологии "мелтблаун"; например:
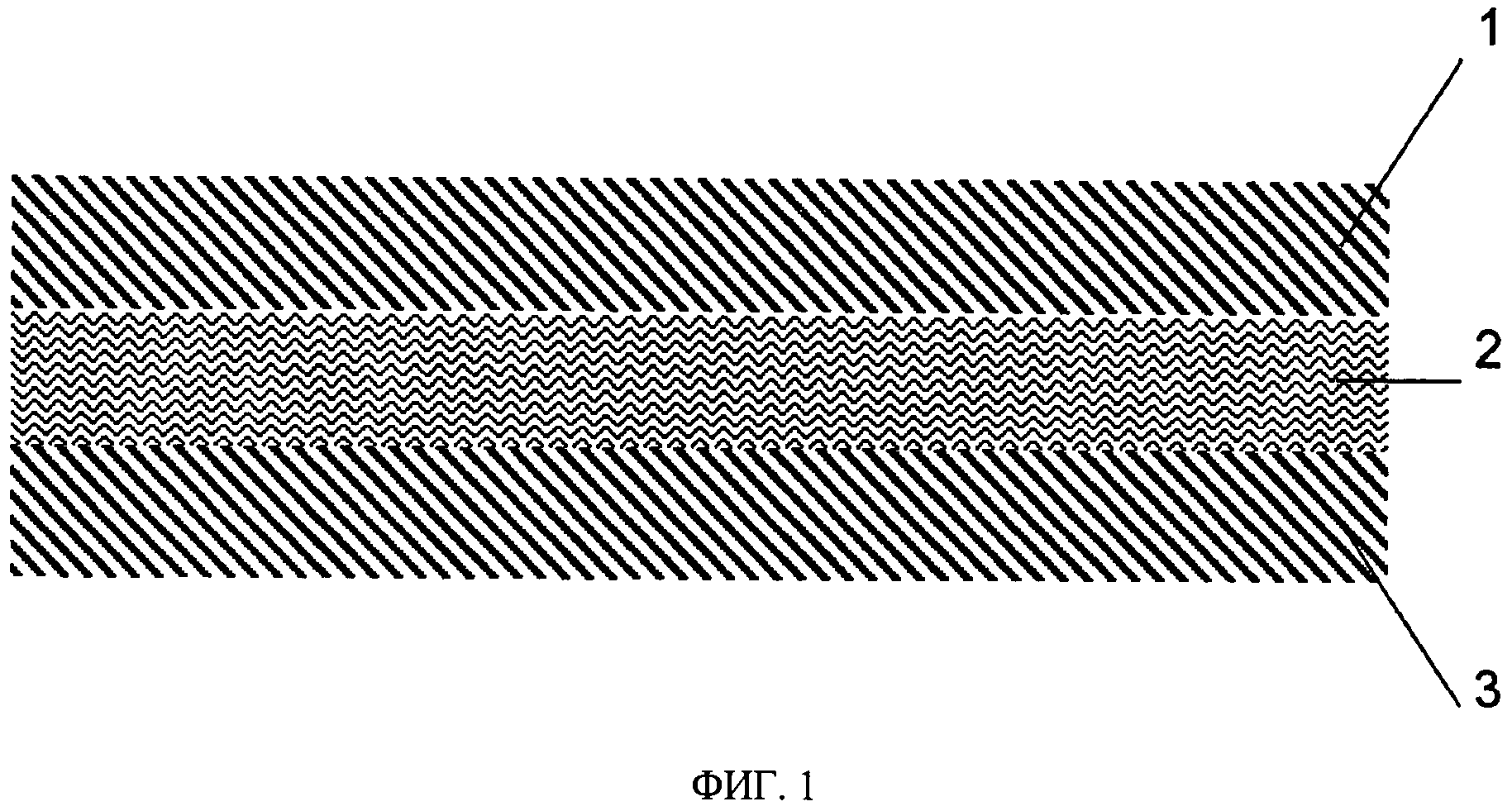
SMS - многослойный нетканый текстильный материал, в котором два внешних слоя изготовлены с использованием технологии спанбонд, и средний слой между ними изготовлен с использованием технологии раздувания расплава горячим воздухом (пример такого материала представлен на фигуре 1);
SSMMS - многослойный нетканый текстильный материал, содержащий два средних слоя материала, изготовленного с использованием технологии раздувания расплава горячим воздухом, которые с одной стороны граничат с двумя внешними слоями материала, изготовленного с использованием технологии спанбонд, и с другой стороны - с одним внешним слоем материала, также изготовленного с использованием технологии спанбонд;
BICO - нетканый текстильный материал, изготовленный из двухкомпонентного волокна.
ОБЩЕЕ ОПИСАНИЕ СПОСОБА ПО НАСТОЯЩЕМУ ИЗОБРЕТЕНИЮ
Нетканый текстильный материал SB изготавливается в способе, предлагаемом в настоящем изобретении, с использованием непрерывных волокон полимера, содержащего полиолефиновые полимеры, такие как полиэтилен или полипропилен (часто указываемых как гомополимеры) или сополимер полипропилена или полиэтилена. Нити помещают случайным образом на движущуюся ленту в соответствии с заданной плотностью материала. Обычный диаметр волокон находится в диапазоне 10-50 мкм, и выход продукции в килограммах на 1 м ширины материала обычно находится в диапазоне 100-250 кг/ч/м. Плотность такого материала может быть в диапазоне от 1 г/м2 до 30 г/м2.
В стандартном, хорошо отработанном процессе изготовления нетканого текстильного материала типа SB гранулы полимера расплавляют и выдавливают сквозь вращающуюся насадку для получения несколько тонких нитей, причем в расплав могут вводиться различные технологические добавки (красители, УФ-стабилизаторы и т.п.). Для повышения отталкивающей способности в отношении воды и/или химических веществ в расплав вводят некоторое количество подходящих добавок, имеющихся на рынке, таких как фторуглеродные, и/или восковые, и/или силиконовые добавки, которые далее указываются как "первые добавки". Такие добавки описываются, например, в заявке US №2009/0203276, опубликованной 13 августа 2009 г. Действующие компоненты таких добавок способны мигрировать сквозь массу полимера к поверхности волокон. Эта диффузия добавок сквозь полимер обычно является очень медленным процессом, который начинается сразу же после получения волокон и может продолжаться несколько дней. Этот процесс можно считать закончившимся, когда концентрация добавки на поверхности волокна уже существенно не изменяется, что может определяться путем контроля характеристик поверхности, таких как отталкивающая способность в отношении алкоголя или поверхностное сопротивление. Количество такой первой добавки в массе материала зависит от типа добавки, однако специалист в данной области техники без проблем может определить оптимальный уровень, который обычно находится в диапазоне 0,5-10%. В соответствии с изобретением первую добавку перемешивают с остальным полимером до получения гомогенной смеси. В другом варианте добавка может быть распределена в массе полимера по всему поперечному сечению волокна непосредственно в процессе формирования волокон.
Могут формироваться двухкомпонентные волокна, как это хорошо известно в технике, с формированием, например, конструкции "оболочка - сердцевина" или рядом друг с другом. Добавка может вводиться в один из компонентов или в оба компонента, причем во втором случае это может быть одно вещество или разные вещества, и концентрации его могут быть одинаковыми или разными.
Способ по настоящему изобретению может быть применен к известным процессам изготовления нетканых текстильных материалов с использованием раздувания расплава горячим воздухом (мелтблаун). Стандартный процесс мелтблаун раскрывается, например, в патенте US №3,849,241, и модернизированный вариант двухкомпонентного волокна раскрывается, например, в заявке US №2009/0209540, опубликованной 21 октября, 2004 г.Обычно при использовании способа мелтблаун изготовления нетканых текстильных материалов получают волокна диаметром 0,5-20 мкм, которые иногда называют микроволокнами. Что касается процесса спанбонд, то добавки могут добавляться в массу расплава.
Следует отметить, что различие между процессами SB и MB и получаемыми в них полотнами не всегда очевидны, например, волокна спанбонд с меньшим диаметром и более высокой степенью утончения могут быть почти неотличимы от волокон мелтблаун с большим диаметром и меньшим утончением. Ниже в настоящем описании будут указываться конкретные диаметры волокон, и обычно (хотя это и не обязательно) волокна меньших диаметров получают в процессах мелтблаун, а больших диаметров - в процессах спанбонд.
Многослойные нетканые текстильные материалы обычно изготавливают на поточной производственной линии, на которой полотно типа SB изготавливают на первой стадии производства, и, соответственно, полотно типа MB изготавливают с использованием встроенного блока, и соответствующие добавки могут вводиться в расплав одного или обоих типов волокон.
Технологические стадии изготовления отдельных слоев могут объединяться произвольным образом в разной последовательности и в разных количествах. Исходный полимер, состав добавок и других веществ могут быть одинаковыми для нескольких определенных слоев или же они могут различаться для различных слоев. В настоящее время существуют производственные линии, содержащие до шести установленных последовательно производственных блоков, которые могут использоваться для изготовления нетканого текстильного материала. Как правило, блоки изготовления материала типа SB располагают в начале и в конце производственной линии, а блоки изготовления МВ-материала устанавливают в середине линии. Производственные блоки располагают в такой последовательности, которая определяется обозначением материала: SMS, SMMS, SSMMS, SSMMMS и т.п.
Плоские (листовые) изделия из волокон, изготовленные таким образом, обычно проходят через блок скрепления материала, содержащий скрепляющий каландр, валики которого, нагретые до заданной температуры, создают заданное давление. Один из двух скрепляющих валиков имеет на поверхности гравированный узор, сформированный из выступающих площадок, которые определяют зоны скрепления. При использовании подходящего сочетания температуры и давления валиков каландра формируется многослойный материал, состоящий из отдельных слоев, скрепленных в зонах скрепления.
На следующей производственной стадии наносят жидкую ПАВ-добавку (вторая добавка), например, с использованием валика для нанесения покрытий или путем напыления, для обеспечения на поверхности нетканого материала необходимого количества ПАВ, имеющего химическое сродство с полипропиленовыми полимерами. Количество ПАВ-добавки находится в диапазоне от 5% до 25% (раствор) или от 0,05% до 5% (сухое вещество) относительно веса нетканого текстильного материала. Характеристики получаемого материала могут регулироваться путем регулирования количества наносимой добавки. Добавку можно наносить на обе стороны или только на одну сторону материала.
В состав блока нанесения покрытия входит сушилка, в которой происходит испарение излишней воды, и активные компоненты ПАВ закрепляются на поверхности волокон. Добавка подвергается действию химической реакции или кристаллизуется, и прикрепляется к поверхности за счет ковалентных (поперечных), ионных, водородных связей, взаимодействий Ван-дер-Ваальса или за счет адгезионных сил. Предпочтительными добавками являются антистатические вещества, содержащие карбоксильные группы или их соли, сульфатные группы, алкилсульфаты или алкилгликоэфирсульфаты, сульфонаты, алкилсульфонаты, алкилбензольные сульфонаты, алкилфосфаты, алкилфенилфосфаты, соли алкиламинов, четвертичные аммониевые соли, соли алкилпиридинов или алкиламинокарбоновые кислоты.
После изготовления материал доводят до кондиционного состояния, например, путем хранения на складе в течение определенного времени при поддерживаемых параметрах среды. При таких условиях обеспечиваются положительные изменения антистатической добавки и ее фиксация на волокнах, в результате чего поверхностная проводимость материала повышается без существенного снижения его способности отталкивать воду, водные растворы и изопропиловый спирт. Специалисту в данной области техники будет ясно, что время выдерживания зависит от условий среды в помещениях хранения. Для обеспечения удовлетворительных и долговременных характеристик материала время выдерживания должно быть по меньшей мере 10 часов, предпочтительно по меньшей мере 72 часа. Для настоящего изобретения верхний предел не является существенным и обычно определяется соображениями логистики готового продукта. Температура должна быть не ниже 10°С, предпочтительно не ниже 20°С, и не должна превышать 50°С, предпочтительно 30°С. Относительная влажность должна быть не меньше 25%, предпочтительно порядка 60%. Специалисту в данной области будет понятно, что предпочтительно, чтобы поддерживались постоянные величины параметров среды, хотя допустимы некоторые отклонения температуры и относительной влажности.
Настоящее изобретение обеспечивает получение нетканых текстильных материалов, которым присуще определенное сочетание характеристик, делающее их особенно подходящими для использования в качестве защитных материалов.
В частности, полотна должны обладать хорошей способностью отталкивания спиртов. Эта характеристика может быть определена с помощью так называемой капельной пробы, описанной в способе испытаний EDANA, WSP 80.8-2005. Предпочтительно материалы имеют показатель не ниже 3, предпочтительно - не ниже 8.
Кроме того, материалы обладают высокой степенью отталкивания воды, определяемой высотой (в мм) столба воды по методике EDANA, WSP 80.6-2005. Предпочтительно эта величина должна быть не меньше 150 мм, более предпочтительно по меньшей мере 500 мм. Поскольку высота водяного столба также зависит от характеристик полотна, таких как диаметр и плотность волокон, то предпочтительно, чтобы нетканый материал, получаемый в соответствии со способом, предлагаемым в настоящем изобретении, имел высоту водяного столба, которая меньше на 50%, более предпочтительно - на 20%, по сравнению с материалом, имеющим такие же характеристики полотна, но без введения двух добавок и соответствующего кондиционирования.
Кроме того, материалы должны иметь величину поверхностного сопротивления, как оно определяется стандартом EN1149-1, не превышающую 5х10е12 Ом/м2, предпочтительно не превышающую 2,5х10е9 Ом/м2,
Введение в массу волокон первой добавки, которая повышает защитные свойства материала, и последующее нанесение на поверхность волокон второй добавки, обеспечивающей придание материалу антистатических свойств, характеризуется следующими достоинствами:
1) первая добавка, то есть, функциональный компонент, добавляемый в полимер, постепенно мигрирует через материал волокон, и к тому времени, когда будет осуществляться влажная обработка поверхностно-активным веществом, конечные защитные характеристики не будут достигнуты, и раствор, используемый для влажной химической обработки, будет лучше прилипать к волокнам нетканого текстильного материала;
2) по сравнению с традиционным нанесением функциональных компонентов с помощью влажной обработки используется меньше воды, и поэтому обеспечивается экономия воды и снижение расходов энергии, необходимой для высушивания материала;
3) введение первой добавки или ее функционального компонента в волокна при их изготовлении и снижение степени влажной химической обработки второй добавкой обеспечивает работу производственного оборудования на скоростях, примерно равных скоростям изготовления нетканого текстильного волокна (без добавок);
4) за счет разделения применения обоих функциональных компонентов обеспечивается возможность независимого регулирования антистатических характеристик и степени отталкивания спиртов;
5) введение функционального компонента в материал двухкомпонентных волокон в различных концентрациях в отдельные части композиции с последующим нанесением антистатического средства обеспечивает возможность независимого регулирования характеристик, в результате чего достигается экономия материалов.
ПРИМЕРЫ КОНСТРУКЦИЙ НЕТКАНОГО ТЕКСТИЛЬНОГО МАТЕРИАЛА ПО НАСТОЯЩЕМУ ИЗОБРЕТЕНИЮ
Примеры используемых материалов:
Примеры добавок, которые могут использоваться для улучшения защитных свойств, в особенности высокой отталкивающей способности к воде и к спиртам, то есть могут использоваться в качестве первой добавки:
|
Примеры средств для влажной химической обработки, которые могут использоваться для обеспечения антистатических свойств материала, то есть могут использоваться в качестве второй добавки:
поверхностно-активное вещество 1 водный раствор Lurol ASY, Goulston Technologies; концентрация 5%;
поверхностно-активное вещество 2 водный раствор Statexan, Noveon; концентрация 5%.
Примеры изготовления нетканых текстильных материалов по настоящему изобретению:
Пример 1
Нетканый текстильный материал из волокон (нитей), получаемых из расплава, состоящий из трех функциональных волоконных слоев с общей плотностью 34 г/м2, в котором первый функциональный слой 1 состоит из непрерывных волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), с добавкой А; второй функциональный слой 2 состоит из микроволокон диаметром 0,5-15 мкм, полученных по технологии мелтблаун из смеси полипропилена, имеющей показатель текучести расплава порядка 600 - 1500 (например, Moplen HL 508), с добавкой С; третий функциональный слой 3 состоит из волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), с добавкой А; причем производительность установки составляла 408 кг/м/час, для скрепления волокон использовался растровый каландр, импрегнирование осуществлялось на поточной линии с использованием поверхностно-активного вещества (ПАВ) 1 с помощью увлажняющего валика, с последующим высушиванием с использованием барабанной сушилки. Задержка между формированием волокон и нанесением ПАВ не превышала 1 минуты. Затем материал выдерживали в течение 5 дней в кондиционирующем хранилище, в котором поддерживалась температура в диапазоне 10-30°С, и влажность воздуха не опускалась ниже 60%.
Пример 2
Нетканый текстильный материал из волокон (нитей), получаемых из расплава, состоящий из трех функциональных волоконных слоев с общей плотностью 45 г/м2, в котором первый функциональный слой 1 состоит из непрерывных волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), голубого цвета (например, концентрат CC10035377BG), с добавкой А; второй функциональный слой 2 состоит из микроволокон диаметром 0,5-15 мкм, полученных по технологии мелтблаун из смеси полипропилена, имеющей показатель текучести расплава порядка 600 - 1500 (например, Moplen HL 508), с добавкой С; третий функциональный слой 3 состоит из волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), с добавкой А; причем производительность установки составляла 408 кг/м/час, для скрепления волокон использовался растровый каландр, импрегнирование осуществлялось на поточной линии с нанесением ПАВ 2 с помощью увлажняющего валика, с последующим высушиванием с использованием барабанной сушилки. Задержка между формированием волокон и нанесением ПАВ не превышала 1 минуты. Затем материал выдерживали в течение 5 дней в кондиционирующем хранилище, в котором поддерживалась температура в диапазоне 10-30°С, и влажность воздуха не опускалась ниже 60%.
Пример 3
Нетканый текстильный материал из волокон (нитей), получаемых из расплава, 30 состоящий из трех функциональных волоконных слоев с общей плотностью 60 г/м2, в котором первый функциональный слой 1 состоит из непрерывных волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой В пониженной концентрации; второй функциональный слой 2 состоит из микроволокон диаметром 0,5-15 мкм, полученных по технологии мелтблаун из смеси полипропилена, имеющей показатель текучести расплава порядка 600-1500 (например, Moplen HL 508), зеленого цвета (например, концентрат Remafin Green PP63076209-ZT), с добавкой D; третий функциональный слой 3 состоит из волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой В пониженной концентрации; причем производительность установки составляла 408 кг/м/час, для скрепления волокон использовался растровый каландр, импрегнирование осуществлялось на поточной линии с нанесением ПАВ 2 с помощью увлажняющего валика, с последующим высушиванием с использованием барабанной сушилки. Задержка между формированием волокон и нанесением ПАВ не превышала 1 минуты. Затем материал выдерживали в течение 5 дней в кондиционирующем хранилище, в котором поддерживалась температура в диапазоне 10-30°С, и влажность воздуха не опускалась ниже 60%.
Пример 4
Нетканый текстильный материал из волокон (нитей), получаемых из расплава, состоящий из трех функциональных волоконных слоев с общей плотностью 34 г/м2, в котором первый функциональный слой 1 состоит из непрерывных двухкомпонентных волокон типа "сердцевина/оболочка" диаметром 10-50 мкм. Весовое отношение сердцевина/оболочка находилось в широком диапазоне (например, 50:50). (1.1) Оболочка получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой В, (1.2) сердцевина получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой В пониженной концентрации; второй функциональный слой 2 состоит из микроволокон диаметром 0,5-15 мкм, полученных по технологии мелтблаун из смеси полипропилена, имеющей показатель текучести расплава порядка 600-1500 (например, Moplen HL 508), зеленого цвета (например, концентрат Remafin Green PP63076209-ZT), с добавкой D; третий функциональный слой 3 состоит из двухкомпонентных волокон типа "сердцевина/оболочка" диаметром 10-50 мкм. Весовое отношение сердцевина/оболочка находилось в широком диапазоне (например, 70:30). (3.1) Оболочка получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafln Green PP63076210-ZT), с добавкой В, (3.2) сердцевина получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой В пониженной концентрации; причем производительность установки составляла 408 кг/м/час, для скрепления волокон использовался растровый каландр, импрегнирование осуществлялось на поточной линии с нанесением ПАВ 2 с помощью увлажняющего валика, с последующим высушиванием с использованием барабанной сушилки. Задержка между формированием волокон и нанесением ПАВ не превышала 1 минуты. Затем материал выдерживали в течение 5 дней в кондиционирующем хранилище, в котором поддерживалась температура в диапазоне 10-30°С, и влажность воздуха не опускалась ниже 60%.
Пример 5
Нетканый текстильный материал из волокон (нитей), получаемых из расплава, состоящий из трех функциональных волоконных слоев с общей плотностью 45 г/м2, в котором первый функциональный слой 1 состоит из непрерывных волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), голубого цвета (например, концентрат CC10035377BG), с добавкой А; второй функциональный слой 2 состоит из микроволокон диаметром 0,5-15 мкм, полученных по технологии мелтблаун из смеси полипропилена, имеющей показатель текучести расплава порядка 600-1500 (например, Moplen HL 508), с добавкой С; третий функциональный слой 3 состоит из волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), с добавкой А; причем производительность установки составляла 408 кг/м/час, и для скрепления волокон использовался растровый каландр. Затем полученный материал сворачивали в рулон и импрегнировали на другой установке с нанесением ПАВ 2 с помощью увлажняющего валика, с последующим высушиванием с использованием барабанной сушилки. Задержка между формированием волокон и нанесением ПАВ составляла примерно 4 часа. Затем материал выдерживали в течение 5 дней в кондиционирующем хранилище, в котором поддерживалась температура в диапазоне 10-30°С, и влажность воздуха не опускалась ниже 60%.
Пример 6
Нетканый текстильный материал из волокон (нитей), получаемых из расплава, состоящий из трех функциональных волоконных слоев с общей плотностью 60 г/м2, в котором первый функциональный слой 1 состоит из непрерывных волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой Е; второй функциональный слой 2 состоит из микроволокон диаметром 0,5-15 мкм, полученных по технологии мелтблаун из смеси полипропилена с показателем текучести расплава порядка 600 - 1500 (например, Moplen HL 508), зеленого цвета (например, концентрат Remafin Green PP63076209-ZT), с добавкой F; третий функциональный слой 3 состоит из волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT); причем производительность установки составляла 408 кг/м/час, для скрепления волокон использовался растровый каландр, импрегнирование осуществлялось на поточной линии с нанесением ПАВ 2 с помощью увлажняющего валика, с последующим высушиванием с использованием барабанной сушилки. Задержка между формированием волокон и нанесением ПАВ не превышала 1 минуты. Затем материал выдерживали в течение 5 дней в кондиционирующем хранилище, в котором поддерживалась температура в диапазоне 10-30°С, и влажность воздуха не опускалась ниже 60%.
Пример 7
Нетканый текстильный материал из волокон (нитей), получаемых из расплава, состоящий из трех функциональных волоконных слоев с общей плотностью 34 г/м2, в котором первый функциональный слой 1 состоит из непрерывных двухкомпонентных волокон типа "два компонента рядом друг с другом" диаметром 10-50 мкм. Весовое отношение двух компонентов в волокне находилось в широком диапазоне (например, 60:40). (1.1) Одна сторона волокна получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425) с добавкой А, вторая сторона волокна получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой А пониженной концентрации; второй функциональный слой 2 состоит из микроволокон диаметром 0,5-15 мкм, полученных по технологии мелтблаун из смеси полипропилена, имеющей показатель текучести расплава порядка 600-1500 (например, Moplen HL 508), зеленого цвета (например, концентрат Remafin Green PP63076209-ZT), с добавкой С; третий функциональный слой 3 состоит из двухкомпонентных волокон типа "два компонента рядом друг с другом" диаметром 10-50 мкм. Весовое отношение двух компонентов в волокне находилось в широком диапазоне (например, 60:40). (1.1) Одна сторона получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425) с добавкой А, (1.2) вторая сторона получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой А пониженной концентрации; причем производительность установки составляла 408 кг/м/час, для скрепления волокон использовался растровый каландр, импрегнирование осуществлялось на поточной линии с нанесением уменьшенного количества ПАВ 2 с помощью увлажняющего валика, с последующим высушиванием с использованием барабанной сушилки. Задержка между формированием волокон и нанесением ПАВ не превышала 1 минуты. Затем материал выдерживали в течение 5 дней в кондиционирующем хранилище, в котором поддерживалась температура в диапазоне 10-30°С, и влажность воздуха не опускалась ниже 60%.
Пример 8
Нетканый текстильный материал из волокон (нитей), получаемых из расплава, состоящий из трех функциональных волоконных слоев с общей плотностью 45 г/м2, в котором первый функциональный слой 1 состоит из непрерывных волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), голубого цвета (например, концентрат CC10035377BG), с добавкой А; второй функциональный слой 2 состоит из микроволокон диаметром 0,5-15 мкм, полученных по технологии мелтблаун из смеси полипропилена, имеющей показатель текучести расплава порядка 600-1500 (например, Moplen HL 508), с добавкой С; третий функциональный слой 3 состоит из волокон диаметром 10-50 мкм, полученных по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), с добавкой А; причем производительность установки составляла 408 кг/м/час, и для скрепления волокон использовался растровый каландр. Затем полученный материал сворачивали в рулон и импрегнировали на другой установке с нанесением уменьшенного количества ПАВ 2 с помощью увлажняющего валика (сначала с одной стороны, затем с другой стороны), с последующим высушиванием с использованием барабанной сушилки. Задержка между формированием волокон и нанесением ПАВ составляла примерно 8 часа. Затем материал выдерживали в течение 5 дней в кондиционирующем хранилище, в котором поддерживалась температура в диапазоне 10-30°С, и влажность воздуха не опускалась ниже 60%.
Пример 9
Нетканый текстильный материал из волокон (нитей), получаемых из расплава, состоящий из трех функциональных волоконных слоев с общей плотностью 34 г/м2, в котором первый функциональный слой 1 состоит из двухкомпонентных волокон типа "сердцевина/оболочка" диаметром 10-50 мкм. Весовое отношение сердцевина/оболочка находилось в широком диапазоне (например, 80:20). (1.1) Оболочка получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой В, (1.2) сердцевина получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой В пониженной концентрации; второй функциональный слой 2 состоит из двухкомпонентных микроволокон типа "два компонента рядом друг с другом" диаметром 0,5-15 мкм, полученных по технологии мелтблаун из смеси полипропилена, имеющей показатель текучести расплава порядка 600-1500 (например, Moplen HL 508), зеленого цвета (например, концентрат Remafin Green PP63076209-ZT), с добавкой D, причем концентрация добавки и цвет в отдельных компонентах волокна варьируются; третий функциональный слой 3 состоит из двухкомпонентных волокон типа "сердцевина/оболочка" диаметром 10-50 мкм. Весовое отношение сердцевина/оболочка находилось в широком диапазоне (например, 70:30). (3.1) Оболочка получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой В, (3.2) сердцевина получена по технологии спанбонд из смеси полипропилена, имеющей показатель текучести расплава порядка 10-30 (например, Mosten NB 425), зеленого цвета (например, концентрат Remafin Green PP63076210-ZT), с добавкой В пониженной концентрации; причем производительность установки составляла 408 кг/м/час, для скрепления волокон использовался растровый каландр, импрегнирование осуществлялось на поточной линии с нанесением уменьшенного количества ПАВ 2 с помощью увлажняющего валика, с последующим высушиванием с использованием барабанной сушилки. Задержка между формированием волокон и нанесением ПАВ не превышала 1 минуты. Затем материал выдерживали в течение 5 дней в кондиционирующем хранилище, в котором поддерживалась температура в диапазоне 10-30°С, и влажность воздуха не опускалась ниже 60%.
Вышеуказанные отдельные функциональные слои 1-3 нетканого текстильного материала могут состоять из одного или нескольких слоев.
Сравнительный образец, в соответствии с патентом US №5151321, обрабатывали водным раствором, содержащим 0,7% Pirefin FCN компании Dr.Boehme (в настоящее время Dyestar), 1,5% Synthacid FCT компании Dr.Boehme, 4,4% Pluvion K77 компании Dr.Boehme и 4,4% Pluvioperl TEC компании Dr.Boehme, при этом уровень рН устанавливали равным 4,3, и температуру поддерживали на уровне 20°С. Обеспечивалась степень пропитки 100%, и обработанную ткань подвергали действию температуры 135°С в течение 60 секунд.
В Таблице 1 приведены характеристики образцов материалов, изготовленных в соответствии с вышеописанными Примерами, и сравнительного образца.
|
В Таблице 2 приведены характеристики выбранных материалов перед кондиционированием.
|
* Давление воды - 60 мбар.
** Величину поверхностного сопротивления измеряли на той стороне, на которую наносили кондиционирующее средство.
Промышленная применимость изобретения
Способ, предлагаемый в настоящем изобретении, может использоваться для производства нетканых текстильных материалов типа SMS или других типов с другими сочетаниями отдельных слоев, содержащих по меньшей мере один SB-компонент и/или МВ-компонент, с использованием оборудования, обеспечивающего изготовление нетканых текстильных материалов из расплава. Такие нетканые текстильные материалы особенно подходят для производства защитной одежды и других защитных средств, используемых в промышленности, а также в здравоохранении, хотя их использование не ограничивается только указанными областями.
Нетканое полотно и способ его изготовления
Изделие(я) с мягким нетканым полотном
Изделие(я) с мягким нетканым полотном
Изделие(я) с мягким нетканым полотном
Ватка, содержащая извитые двух- или многокомпонентные волокна, и способ её изготовления
Нетканое полотно и способ его изготовления
Изделие(я) с мягким нетканым полотном
Изделие(я) с мягким нетканым полотном
Изделие(я) с мягким нетканым полотном
Ватка, содержащая извитые двух- или многокомпонентные волокна, и способ её изготовления

