Результат интеллектуальной деятельности: СПОСОБ РАСШИРЕНИЯ ТАБАЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Область технического применения изобретения
Настоящее изобретение относится к способу расширения табачного материала и к устройству для его осуществления.
Предпосылки к созданию изобретения
Табачный материал (например, жилки) отделяют от табачных листьев, и он составляет от 20 мас.% до 30 мас.% табачных листьев. Резаные жилки (резаные средние жилки) используют в резаном табаке вместе с резаными листовыми пластинками, с которых удалены жилки, для эффективного использования табачного материала. Резаные жилки обычно получают посредством прокатывания и резания жилок. Процесс расширения осуществляют, используя резаные жилки, посредством увлажнения и сушки, для повышения заполняющей способности и воспламеняемости, и смягчения аромата дыма. Ниже рассмотрены обычный процесс расширения резаных жилок и соответствующие технологии и оборудование.
В японском патенте №4031115 раскрыты способ нанесения кондиционирующего состава на табачный материал и устройство для осуществления этого способа. Это устройство имеет конструкцию, в которой отверстие сопла присоединено к выступу, например, к полосообразному стержню, например, крыльчатки, содержащей вращаемый (ниже называемой веялкой). Согласно этому способу процесс распыления кондиционирующего состава, заключающийся в том, что распыление пара из сопла на свободно падающий табачный материал осуществляют до сушки посредством использования упомянутого выше устройства. Затем табачный материал транспортируют в зону сушки.
В патенте США №4766912 раскрыты способ расширения табачного материала и устройство для его осуществления. Это устройство содержит устройство для распыления пара и сушилку с псевдоожиженным слоем, которая содержит вибротранспортер для транспортирования табачного материала, где табачный материал транспортируют, сообщая вибрацию транспортируемому табачному материалу, и на материал наносят распылением пар через отверстия, сформированные в нижней поверхности вибротранспортера, таким образом повышая заполняющую способность табачного материала. С указанным выше патентом США сочетается патент США №2802334, в котором раскрыто устройство, содержащее замкнутый транспортирующий трубопровод, выполненный в виде вибротранспортера, имеющего впуск и выпуск, подающее устройство для подачи пара или нагретого газа в нижнюю часть этого транспортирующего трубопровода и распылительное отверстие.
Способ сушки табака, согласно которому непрерывную струйную сушку табака производят в два этапа, и устройство для его осуществления раскрыты в заявке на патент Японии (KOKAI публикация) №62-3778. (KOKAI - патентная заявка Японии, не прошедшая экспертизу. - Прим. перевод.). Согласно этой заявке табачный материал вводят в высокотемпературную газовую среду и подают в первый сепаратор через первую трубу, таким образом отделяя материал от газовой среды. Высокотемпературную газовую среду подают во вторую трубу, а отделенный табачный материал подают ниже по потоку от первого сепаратора. Табачный материал и высоктемпературную газовую среду передают во второй сепаратор через вторую трубу, и их отделяют друг от друга. Посредством такого пропуска материала и среды через две зоны сушки можно: 1) сократить время, в течение которого табачный материал непрерывно подвергают воздействию высокотемпературной газовой среды; 2) исключить чрезмерно концентрированный перегрев; и 3) повысить эффективность сушки благодаря относительной разнице скоростей, так как табачный материал ускоряют в два этапа. Также описано использование сепаратора для сокращения времени, в течение которого табачный материал и высокотемпературная газовая среда находятся в контакте друг с другом.
К сожалению, описанные выше родственные способы обладают следующими недостатками.
В японском патенте №4031115 время пропуска табачного материала и пара через устройство недостаточно для описания скорости свободного падения, недостаточна эффективная высота устройства и недостаточна скорость вращения (200 об/мин) веялки. Так как время контакта табачного материала и пара мало, то, таким образом, замачивание и набухание не осуществляются в достаточной мере. Кроме того, части веялки быстро изнашиваются, потому что веялка содержит вращаемую часть. Кроме того, табачный материал быстро обвивается вокруг вращаемой части. Обвивающийся табачный материал оказывает большое влияние на аромат дыма и физические свойства.
Описанное в патенте США №4766912 устройство для распыления пара имеет конструкцию, посредством которой материал транспортируют с использованием вибрации, и распыляют пар из отверстий в нижней поверхности вибротранспортера. Это приводит к уменьшению длительности, так как приводные части быстро обвиваются из-за вибрации. Кроме того, пар распыляют с нижней поверхности вибротранспортера посредством использования пор, имеющих диаметр, например, 0,8 мм. По этой причине поры забиваются накипью (неорганическим материалом, например, карбонатом кальция), содержащейся в паре, и мелким порошком табачного материала. Из-за такого забивания пор колеблется количество пара, таким образом, делая качество обработанного табачного материала нестабильным.
В патентной заявке Японии (KOKAI публикации) №62-3778 двухэтапный струйный процесс сушки осуществляют, используя два сепаратора, соединенных последовательно, в результате чего сушка табачного материала продвигается на каждом этапе. Однако характеристики устройства таковы, что чрезвычайно сокращено время контакта табачного материала и высокотемпературного мокрого воздуха или потока перегретого пара. Этим осложняется обеспечение достаточного смачивания или набухания табачного материала. Кроме того, табачный материал укладывают на сетку сепаратора, и он перекрывает выпускную систему. Это оказывает пагубное воздействие на непрерывную работу сепаратора.
Сущность изобретения
Настоящим изобретением создан способ расширения табачного материала, пригодный для повышения заполняющей способности табачного материала, по сравнению с обычными способами.
Настоящим изобретением создано устройство для расширения табачного материала, пригодное для повышения заполняющей способности табачного материала, по сравнению с обычными способами, и имеющее простую конструкцию, на котором можно осуществлять непрерывную обработку, и которое обладает большой долговечностью.
Согласно первому аспекту настоящего изобретения создан способ расширения табачного материала, включающий этапы: замачивания и обработки вызывающей набухание табачного материала посредством введения табачного материала в контакт с потоком водяного пара при температуре от 100°C до 160°C, и сушки замоченного, набухшего табачного материала посредством введения табачного материала в контакт с потоком перегретого водяного пара при более высокой температуре, чем температура водяного пара.
Согласно второму аспекту настоящего изобретения создано устройство для расширения табачного материала, содержащее: первый циклон, содержащий впуск, выводящий канал и выпуск; первую трубу со стороны подачи, соединенную с впуском первого циклона; первую трубу со стороны выхлопа, соединенную с выводящим каналом первого циклона; первый блок для подачи водяного пара, соединенный с первой трубой со стороны подачи; первый блок для подачи табачного материала, соединенный с первой трубой со стороны подачи, расположенной между соединительной частью первого блока для подачи водяного пара и впуском первого циклона; второй циклон, содержащий впуск, выводящий канал и выпуск; вторую трубу со стороны подачи, соединенную с впуском второго циклона; вторую трубу со стороны выхлопа, соединенную с выводящим каналом второго циклона; нагревательный элемент, расположенный во второй трубе со стороны подачи; второй блок для подачи водяного пара, соединенный со второй трубой со стороны подачи, расположенной ниже по потоку от нагревательного элемента; второй блок для подачи табачного материала, соединенный со второй трубой со стороны подачи, расположенной между впуском второго циклона и нагревательным элементом; и транспортер, выполненный с возможностью транспортирования табачного материала, выгружаемого из выпуска первого циклона, ко второму блоку для подачи табачного материала.
Краткое описание чертежей
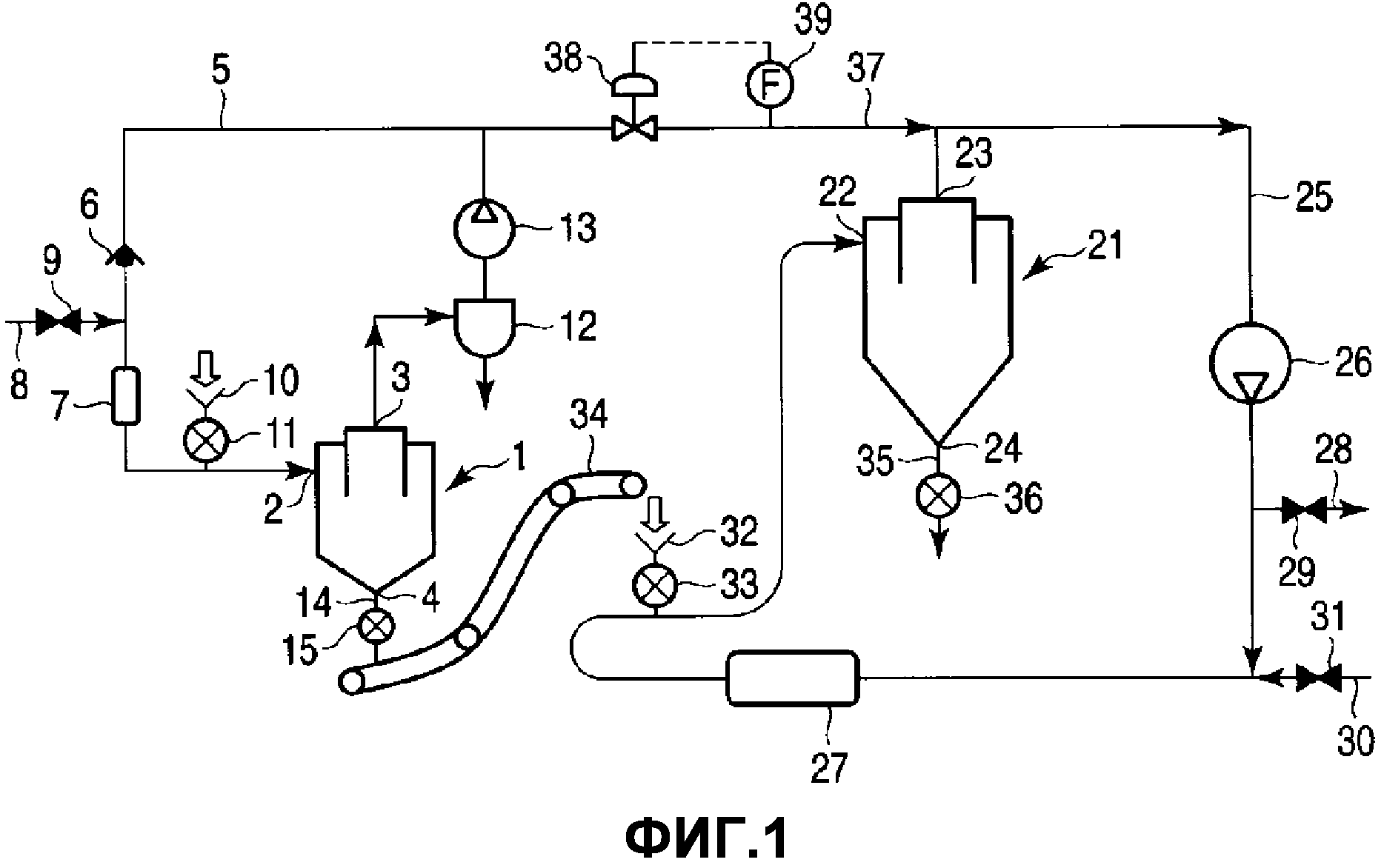
Фиг.1 - схематичный вид устройства для расширения табачного материала согласно варианту осуществления изобретения.
Предпочтительный вариант выполнения изобретения
Ниже пояснен способ расширения табачного материала согласно варианту осуществления настоящего изобретения.
Первый этап
Табачный материал замачивают и вызывают его набухание посредством введения его в контакт с потоком водяного пара при температуре от 100°C до 160°C.
В качестве табачного материала можно использовать, например, резаные жилки. Резаные жилки можно получать посредством отделения стержневидных жилок от табачных листьев, прокатывания и разрезания материала стержневидных жилок обычными способами. Более конкретно, материал стержневидных жилок увлажняют до содержания воды, например, от 15 мас.% до 50 мас.%, а предпочтительно - от 20 мас.% до 40 мас.%. Увлажненный материал стержневидных жилок прокатывают посредством использования прокатной установки, в которой расстояние между валами составляет, например, от 0,5 мм до 1,2 мм, и измельчают до ширины от 0,1 мм до 0,3 мм, таким образом, получая резаные жилки.
Так как водяной пар имеет температуру от 100°C до 160°C, то табачный материал может быть замочен, и может быть вызвано его набухание без просушивания. Температура водяного пара более предпочтительно составляет от 110°C до 150°C.
Табачный материал можно вводить в контакт с потоком водяного пара посредством, например, вращения табачного материала вместе с потоком водяного пара. Это вращение можно осуществлять посредством использования, например, циклона. Продолжительность обработки во время вращения предпочтительно составляет от 0,5 с до 5,0 с.
При введении табачного материала в контакт с потоком водяного пара при упомянутой выше температуре и в течение упомянутой выше продолжительности обработки происходит передача теплоты конденсации водяного пара табачному материалу. Благодаря такой передаче теплоты конденсации повышается содержание воды и повышается температура (температура товара) табачного материала, и смягчается текстура табака, таким образом, способствуя смачиванию и набуханию. При введении табачного материала в контакт с потоком водяного пара при упомянутой выше температуре в течение упомянутой выше продолжительности обработки замоченный, набухший табачный материал не сушат, а содержание воды в табачном материале сохраняется или повышается на 5 мас.% или менее в сравнении с содержанием воды в табачном материале до введения его в контакт с потоком водяного пара.
Второй этап
Замоченный, набухший табачный материал сушат посредством введения его в контакт с потоком перегретого водяного пара при более высокой температуре, чем температура водяного пара на первом этапе, таким образом, вызывая расширение табачного материала.
Так как перегретый водяной пар обладает более высокой температурой, чем температура водяного пара на первом этапе, то замоченный, набухший табачный материал можно эффективно сушить. Перегретый водяной пар обладает более высокой температурой, чем температура водяного пара на первом этапе, и предпочтительно имеет температуру в диапазоне от 160°C до 280°C. Например, если температура перегретого водяного пара составляет 160°C, то температуру водяного пара на первом этапе устанавливают на значении ниже 160°C, таким образом, делая температуру перегретого водяного пара более высокой, чем температура водяного пара. Температура перегретого водяного пара более предпочтительно составляет от 180°C до 270°C.
Замоченный, набухший табачный материал можно вводить в контакт с потоком перегретого водяного пара посредством использования различных существующих способов. Особенно благоприятно вращать табачный материал вместе с потоком перегретого водяного пара. Это вращение можно осуществлять посредством использования, например, циклона. Продолжительность обработки во время вращения предпочтительно составляет от 2 с до 15 с.
На упомянутом выше этапе сушки содержание воды в табачном материале может быть сокращено, например, до 3-15 мас.%.
В этом варианте осуществления табачный материал может быть повторно увлажнен после этапа сушки. Это повторное увлажнение может быть осуществлено посредством, например, нанесения воды распылением на табачный материал. Повторное увлажнение желательно производить, если содержание воды в табачном материале составляет 10 мас.% или менее.
Согласно способу расширения табачного материала в соответствии с вариантом осуществления, рассмотренным выше, табачный материал сначала вводят в контакт с потоком водяного пара при температуре от 100°C до 160°C. Этим обеспечивают возможность смачивания и набухания в достаточной мере текстуры табачного материала (например, резаных жилок) в состоянии, при котором содержание воды в увлажненном табачном материале сохраняют или повышают на 5 мас.% или менее, т.е. сохраняют в несушеном состоянии. Затем замоченный, набухший табачный материал сушат посредством введения его в контакт с потоком перегретого водяного пара при более высокой температуре, чем температура водяного пара на описанном выше этапе, предпочтительно - в диапазоне от 160°C до 280°C. Следовательно, можно получать расширенный табачный материал (например, расширенные резаные жилки), обладающие более высокой заполняющей способностью, чем заполняющая способность, получающаяся при непосредственной сушке увлажненного табачного материала перегретым водяным паром обычным способом. Посредством доведения содержания воды в сушеном табачном материале до уровня ниже 12 мас.% можно получать расширенный табачный материал, обладающий существенно повышенной заполняющей способностью.
Особенно, если табачный материал вводят в контакт с потоком водяного пара на этапе замачивания и обработки, вызывающей набухание, при вращении табачного материала вместе с потоком водяного пара. Этим могут быть дополнительно повышены смачиваемость и набухаемость табачного материала без его повреждения.
Кроме того, при введении табачного материала в контакт с потоком перегретого водяного пара на этапе сушки замоченный, набухший табачный материал вращают вместе с потоком перегретого водяного пара. Следовательно, можно более эффективно сушить табачный материал без его повреждения.
В варианте осуществления табачный материал (обладающий содержанием воды, например, 10 мас.% или менее) после этапа сушки дополнительно повторно увлажняют, например, повторно увлажняют до содержания воды 12 мас.%. Этим обеспечивают возможность получения расширенного табачного материала, обладающего более высокой заполняющей способностью, чем заполняющая способность, получающаяся в результате непосредственной сушки увлажненного табачного материала перегретым водяным паром таким образом, чтобы содержание воды составляло 12 мас.%. Это происходит потому, что при сушке табачного материала для того, чтобы он обладал низким содержанием воды, когда жесткость текстуры табачного материала (например, текстуры жилок) повышается, расширенное состояние может быть прочно зафиксировано, и текстура расширенного табачного материала почти не усаживается даже при повторном увлажнении материала.
Далее описано со ссылкой на фиг.1 устройство для расширения табачного материала согласно варианту осуществления.
Первый циклон 1 содержит впуск 2 в боковой стенке, выводящий канал 3 в верхней части и выпуск 4 в нижней части. Первая циркуляционная труба 5 содержит один конец, соединенный с впуском 2 первого циклона 1, и другой конец, соединенный с выводящим каналом 3 первого циклона 1.
В первой циркуляционной трубе 5 вблизи середины длины первой циркуляционной трубы 5 установлен обратный клапан 6. С помощью обратного клапана 6 обеспечивают проход потока водяного пара в первую циркуляционную трубу 5 из выводящего канала 3 к впуску 2 первого циклона 1, и предотвращают проход потока в противоположном направлении. Первый нагреватель 7 присоединен к части первой циркуляционной трубы 5, расположенной между обратным клапаном 6 и впуском 2 первого циклона 1.
Первая труба 8 для подачи водяного пара соединена с частью первой циркуляционной трубы 5, расположенной между обратным клапаном 6 и первым нагревателем 7. Первая труба 8 для подачи водяного пара содержит клапан 9 для открывания и закрывания для регулирования количества подаваемого водяного пара. Первый блок 10 для подачи табачного материала соединен через первый воздушный затвор 11 с частью первой циркуляционной трубы 5, расположенной между первым нагревателем 7 и впуском 2 первого циклона 1. Влагоотделитель 12 и вытяжной вентилятор 13 установлены в первой циркуляционной трубе 5 в указанном порядке от выводящего канала 3 первого циклона 1 к обратному клапану 6.
Выпуск 4 первого циклона 1 соединен с первой выпускной трубой 14. Второй воздушный затвор 15 установлен в первой выпускной трубе 14.
Второй циклон 21 установлен рядом с первым циклоном 1. Второй циклон 21 содержит впуск 22 в боковой стенке, выводящий канал 23 в верхней части и выпуск 24 в нижней части. Вторая циркуляционная труба 25 содержит один конец, соединенный с впуском 22 второго циклона 21, и другой конец, соединенный с выводящим каналом 23 второго циклона 21.
Циркуляционный вентилятор 26 и второй нагреватель 27, в виде нагревательного элемента, расположены во второй циркуляционной трубе 25 в указанном порядке от выводящего канала 23 к впуску 22 второго циклона 21, т.е. в направлении, в котором следует поток перегретого водяного пара. Выводящая труба 28 соединена с частью второй циркуляционной трубы 25, расположенной между циркуляционным вентилятором 26 и вторым нагревателем 27. По выводящей трубе 28 отводят поток перегретого водяного пара, проходящий во второй циркуляционной трубе 25, по необходимости. На выводящий трубе 28 установлен клапан 29 для открывания и закрывания для регулирования количества отводимого потока.
Вторая труба 30 для подачи водяного пара соединена с частью второй циркуляционной трубы 25, расположенной между соединительной частью выводящей трубы 28 и вторым нагревателем 27. Вторая труба 30 для подачи водяного пара содержит клапан 31 для открывания и закрывания, для регулирования количества подаваемого водяного пара. Второй блок 32 для подачи табачного материала соединен через третий воздушный затвор 33 с частью второй циркуляционной трубы 25, расположенной между вторым нагревателем 27 и впуском 22 второго циклона 21. Транспортер 34 содержит один конец, расположенный вблизи первой выпускной трубы 14 первого циклона 1, и другой конец, расположенный вблизи второго блока 32 для подачи табачного материала. С помощью транспортера 34 транспортируют табачный материал, выгружаемый из первого циклона 1, ко второму блоку 32 для подачи табачного материала.
Выпуск 24 второго циклона 21 соединен со второй выпускной трубой 35. Четвертый воздушный затвор 36 установлен во второй выпускной трубе 35.
Часть первой циркуляционной трубы 5, расположенная вблизи вытяжного вентилятора 13, соединена соединительной трубой 37 с частью второй циркуляционной трубы 25, расположенной вблизи выводящего канала 23 второго циклона 21. В соединительной трубе 37 установлен мембранный клапан 38. Манометр 39 соединен с частью соединительной трубы 37, расположенной между мембранным клапаном 38 и второй циркуляционной трубой 25. Проходом мембранного клапана 38 управляют на основании величины давления (на основании сигнала, определяемого давлением), определенной с помощью манометра 39.
Ниже описан процесс осуществления способа расширения табачного материала с использованием устройства для расширения табачного материала, представленного на фиг.1 и описанного выше.
Сначала готовят табачный материал (например, резаные жилки). Резаные жилки получают посредством увлажнения материала стержневидных жилок таким образом, чтобы содержание воды в них составляло от 15 мас.% до 50 мас.% (базисная величина содержания воды); прокатывания увлажненного материала посредством использования прокатной установки, в которой расстояние между валами составляет от 0,5 мм до 1,2 мм, и режут прокатанный материал на <частицы> шириной от 0,1 мм до 0,3 мм.
Осушенный насыщенный водяной пар подают распылением из первой трубы 9 для подачи водяного пара в первую циркуляционную трубу 5 при манометрическом давлении от 1 бара до 7 бар. Следует отметить, что поток водяного пара нагревают с помощью первого нагревателя 7, установленного на первой циркуляционной трубе 5, по необходимости. Затем упомянутые выше резаные жилки непрерывно подают из первого блока 10 для подачи табачного материала в первую циркуляционную трубу 5 через первый воздушный затвор 11. Посредством привода вытяжного вентилятора 13, включаемого заранее, резаные жилки транспортируют вместе с потоком водяного пара при температуре от 100°C до 160°C из первой циркуляционной трубы 5 в первый циклон 1 и вращают вместе с потоком водяного пара. В этом состоянии содержание воды в резаных жилках равно или больше на 5 мас.% содержания воды в них до подачи, т.е. резаные жилки в достаточной мере замочены и набухли. Продолжительность циркуляции в первой циркуляционной трубе 5 и вращения в первом циклоне 1 составляет предпочтительно, например, от 0,5 с до 5,0 с.
После вращения резаные жилки отделяют от потока водяного пара. Отделенные, резаные жилки выгружают через первую выпускную трубу 14, соединенную с первым выпуском 14 первого циклона 1 на транспортер 34 через второй воздушный затвор 15. С другой стороны, поток водяного пара выпускают из первого выводящего отверстия 3 первого циклона 1 в первую циркуляционную трубу 5 посредством привода вытяжного вентилятора 13, и направляют к первому впуску 2. При такой циркуляции потока водяного пара воду, сконденсировавшуюся в потоке водяного пара, сливают, используя влагоотделитель 12.
Замоченные, резаные жилки транспортируют ко второму блоку 32 для подачи табачного материала с помощью транспортера 34 и подают табачный материал во вторую циркуляционную трубу 25 через третий воздушный затвор 33. Насыщенный водяной пар подают распылением из второй трубы 30 для подачи водяного пара во вторую циркуляционную трубу 25 и нагревают, пропуская через второй нагреватель 27, таким образом, создавая поток перегретого водяного пара, имеющего более высокую температуру, чем температура водяного пара, подаваемого в первый циклон 1, попадающую в диапазон от 160°C до 280°C. Посредством привода циркуляционного вентилятора 26, включаемого заранее, замоченные, резаные жилки, подаваемые во вторую циркуляционную трубу 25, транспортируют вместе с потоком перегретого водяного пара из второй циркуляционной трубы 25 во второй циклон 21, где они вращаются вместе с потоком перегретого водяного пара. В этом состоянии замоченные, резаные жилки сушатся и расширяются. Продолжительность циркуляции во второй циркуляционной трубе 25 и вращения во втором циклоне 21 предпочтительно составляет, например, от 2 с до 15 с.
Подвергавшиеся вращению резаные жилки (расширенные резаные жилки) отделяют от потока перегретого водяного пара. Отделенные, расширенные резаные жилки выгружают и собирают, через четвертый воздушный затвор 36, из второй выпускной трубы 35, соединенной со вторым выпуском 24 второго циклона 1. С другой стороны, поток перегретого водяного пара выпускают из второго выводящего канала 23 второго циклона 21 во вторую циркуляционную трубу 25 посредством привода циркуляционного вентилятора 26 и направляют ко второму впуску 22.
Содержание воды в полученных расширенных, резаных жилках составляет от 3 мас.% до 15 мас.%. Кроме того, заполняющая способность расширенных резаных жилок составляет от 5,8 см3/г до 7,5 см3/г. Таким образом, при сравнении с заполняющей способностью (4,5 см3/г) не сушеных, резаных жилок непосредственно после резания, заполняющая способность может быть повышена приблизительно на 30-70%.
При увлажнении и сушке резаных жилок, как это описано выше, проходом мембранного клапана 38, установленного в соединительной трубе 37, управляют на основании величины давления (на основании сигнала, определяемого давлением), определенной с помощью манометра 39, и требуемое количество водяного пара, проходящего через первую циркуляционную трубу 5, подается во вторую циркуляционную трубу 25 через соединительную трубу 37 и используется как часть перегретого водяного пара.
Следует отметить, что на этапе сушки резаных жилок, осуществляемом посредством использования системы второго циклона 21 и второй циркуляционной трубы 25, если содержание воды становится, например, 10 мас.% или менее, то резаные жилки могут быть повторно увлажнены хорошо известным способом, например, распылением воды.
В устройстве для расширения табачного материала согласно варианту осуществления, как пояснено выше, табачный материал (например, резаные жилки) замачивают и сушат посредством использования первого и второго циклонов 1 и 21, и первой и второй циркуляционных труб 5 и 25, соответственно, соединенных с первым и вторым циклонами 1 и 21. Этим обеспечивают возможность увеличения объема контактов между резаными жилками и потоком водяного пара или потоком перегретого водяного пара, без повреждения резаных жилок. Следовательно, можно эффективно смачивать и вызывать набухание резаных жилок и эффективно сушить резаные жилки после этого. Соответственно можно получать расширенные резаные жилки, обладающие повышенной заполняющей способностью.
Кроме того, первый и второй циклоны 1 и 21, и первая и вторая циркуляционные трубы 5 и 25, входящие в состав устройства для расширения, обладают чрезвычайно упрощенной конструкцией, в которой не требуется использование вращаемых частей или сит, в отличие от обычных устройств, и, следовательно, обладают большой долговечностью. Этим обеспечивают возможность непрерывного замачивания и сушки резаных жилок.
Кроме того, при соединении первой и второй циркуляционных труб 5 и 25 трубой 37, водяной пар, циркулирующий в первой циркуляционной трубе 5, можно эффективно использовать в качестве части перегретого водяного пара во второй циркуляционной трубе 25, и этим можно обеспечить энергосберегающую работу устройства.
Ниже более подробно описаны Примеры осуществления настоящего изобретения со ссылкой на устройство для расширения табачного материала, представленное на фиг.1.
Сравнительный пример 1
В Примере 1 этап сушки осуществляли, используя систему второго циклона и второй циркуляционной трубы, представленных на фиг.1.
Сначала материал стержневидных жилок, полученный посредством смешивания 70 мас.% табака дымовой сушки и 30 мас.% табака типа Берлей, увлажняли для достижения содержания воды 37 мас.% посредством способа, известного специалистам в данной области, например, распылением воды или водяного пара. Эти стержневидные жилки прокатывали посредством использования пары валов, расстояние между которыми составляло 0,8 мм, и измельчали, получая частицы шириной 0,2 мм, таким образом подготавливая резаные жилки в качестве табачного материала.
Подавали насыщенный водяной пар с расходом 40 кг/ч из второй трубы 30 для подачи водяного пара во вторую циркуляционную трубу 25 (диаметр - около 100 мм, длина - около 22 м), и нагревали во время пропуска через второй нагреватель 27. Увлажненные резаные жилки непрерывно подавали с расходом 25 кг/ч (в расчете на увлажненную массу) из второго блока 32 для подачи табачного материала во вторую циркуляционную трубу 25 через третий воздушный затвор 33. В этом состоянии поток водяного пара, понуждаемый к циркуляции во второй циркуляционной трубе 25, представлял собой насыщенный водяной пар, обладающий содержанием пара 90 об.% (поток почти перегретого водяного пара), скоростью потока 25 м/с, атмосферным давлением и температурой 260°C. Посредством привода циркуляционного вентилятора 26, включаемого заранее, увлажненные резаные жилки подавали вместе с потоком перегретого водяного пара из второй циркуляционной трубы 25 во второй циклон (диаметр - около 460 мм, эффективная высота сепаратора - 1,4 м), сушили и обеспечивали их расширение посредством вращения вместе с потоком перегретого водяного пара. Продолжительность обработки во время вращения составляла 5 с.
Сравнительные примеры 2 и 3
Увлажненные, резаные жилки сушили и обеспечивали их расширение, исполняя те же процедуры, что и в Примере 1, за исключением того, что температура потока перегретого водяного пара, циркулировавшего вместе с увлажненными резаными жилками во второй циркуляционной трубе 25, составляла 230°C и 210°C.
Пример 4
В Примере 4 использовали описанное выше устройство для расширения табачного материала, представленное на фиг.1.
Готовили увлажненные, резаные жилки (содержание воды - 37 мас.%, ширина - 0,2 мм) таким же образом, как и в Примере 1.
Насыщенный водяной пар под манометрическим давлением 5 бар подавали распылением с расходом около 20 кг/ч из сопла (диаметр - 3 мм) первой трубы 8 для подачи водяного пара в первую циркуляционную трубу 5 (диаметр - около 250 мм, длина - около 0,6 м), установленную в горизонтальном положении. Увлажненные, резаные жилки непрерывно подавали с расходом 36 кг/ч (в расчете на увлажненную массу) из первого блока 10 для подачи табачного материала в первую циркуляционную трубу 5 через первый воздушный затвор 11. В этом состоянии поток водяного пара, циркулировавший в первой циркуляционной трубе 5, был насыщенным водяным паром, имеющим температуру 125°C. Посредством привода циркуляционного вентилятора 13, включаемого заранее, увлажненные резаные жилки подавали вместе с потоком водяного пара из первой циркуляционной трубы 5 в первый циклон 1 (диаметр - около 50 мм, эффективная высота сепаратора - около 0,75 м) и замачивали, и обеспечивали их набухание посредством вращения вместе с потоком водяного пара. Продолжительность пропуска через первую циркуляционную трубу 5 и первый циклон 1 (продолжительность обработки - 1,5 с) составляла около 1,8 с. Содержание воды в замоченных, резаных жилках составляло 39 мас.%, т.е. оно повысилось на 2 мас.% в сравнении с содержанием воды (37 мас.%) в момент увлажнения материала.
Затем увлажненные, резаные жилки, выгруженные из первого циклона 1, непрерывно подавали во вторую циркуляционную трубу 25 посредством использования транспортера 34 и второго блока 32 для подачи табачного материала, и сушили, и обеспечивали расширение с помощью потока перегретого водяного пара посредством использования второй циркуляционной трубы 25 и второго циклона 21 при тех же условиях, при которых выполняли Пример 1, описанный выше. Следует отметить, что температура перегретого водяного пара составляла 270°C.
Примеры 5, 6
Увлажненные, резаные жилки сушили и обеспечивали их расширение таким же образом, как и в Примере 4, за исключением того, что температура потока перегретого водяного пара, циркулировавшего вместе с увлажненными, резаными жилками во второй циркуляционной трубе 25, составляла 240°C и 220°C.
Полученные расширенные, резаные жилки в Примерах 1-6 хранили (согласовывали) в камере при постоянной температуре и постоянной влажности, где температура составляла 22,0°C, а относительная влажность - 60%, в течение недели, таким образом, получая равновесное содержание воды. Затем измеряли заполняющую способность.
Заполняющая способность определяет заполняющую способность скрошенного табака в пригодной для курения форме сигареты. Эти измерения проводили, используя для измерений <сигареты марки> DD-60A, изготовленные немецкой компанией Borgwaldt. Эксперимент проводили посредством повторного измерения заполняющей способности расширенных, резаных жилок пять раз и вычисляли среднее значение.
Кроме того, около 2 г расширенных, резаных жилок укладывали в бюксы и сушили в течение одного часа в термокамере с естественной конвекцией при температуре 100°C. Затем вычисляли содержание воды в расширенных, резаных жилках по разнице масс до и после сушки и получали среднее значение по пяти точкам.
В Таблице 1, приведенной ниже, показаны значения заполняющей способности и содержания воды в расширенных, резаных жилках в каждом из Примеров 1-6.
|
Как показано в Таблице 1, заполняющая способность повышена (улучшена) на 1,0 см3/г или более в каждом из Примеров 4-6, в которых увлажненные резаные жилки замачивали с использованием водяного пара при температуре 125°C до сушки с использованием потока перегретого водяного пара, при сравнении с Примерами 1-3, в которых увлажненные, резаные жилки не замачивали с использованием потока водяного пара до сушки с использованием потока перегретого водяного пара. Заполняющая способность, равная 1,0 см3/г или более, как это описано выше, эквивалентна приблизительно 20%, если она представлена соотношением. Так как заполняющая способность необработанных резаных жилок до сушки (после увлажнения и разрезания) составляла 4,5 см3/г, соотношение расширения, увеличенное до 62%, например, в Примере 4, указывает на то, что способ расширения является очень хорошим.
Пример 7
В Примере 7 использовали описанное выше устройство для расширения табачного материала, представленное на фиг.1.
Готовили увлажненные, резаные жилки (содержание воды - 37,0 мас.%, ширина - 0,2 мм) таким же образом, как и в Примере 1.
Увлажненные резаные жилки замачивали и обеспечивали их набухание посредством использования первой циркуляционной трубы 5 и первого циклона 1 при тех же условиях, как и в Примере 4. Содержание воды в замоченных, резаных жилках составляло 39,0 мас.%, т.е. было повышено на 2 мас.% в сравнении с содержанием воды (37,0 мас.%) при увлажнении материала.
Затем замоченные резаные жилки, выгруженные из первого циклона 1, непрерывно подавали во вторую циркуляционную трубу 25 посредством использования транспортера 34 и второго блока 32 для подачи табачного материала, и сушили, и обеспечивали расширение с помощью потока перегретого водяного пара (температура - 270°C) посредством использования второй циркуляционной трубы 25 и второго циклона 21 при тех же условиях, что и в Примере 1, описанном выше.
Затем расширенные, резаные жилки повторно увлажняли посредством распыления воды, чтобы содержание воды составляло 12,5 мас.%.
Пример 8
Замоченные, резаные жилки сушили и обеспечивали их расширение таким же образом, как и в Примере 7, за исключением того, что температура потока перегретого водяного пара, циркулировавшего вместе с замоченными, резаными жилками во второй циркуляционной трубе 25, составляла 250°C. Затем расширенные, резаные жилки повторно увлажняли посредством распыления воды, чтобы содержание воды составляло 12,5 мас.%.
Полученные, расширенные резаные жилки (после сушки) из Примеров 7 и 8 хранили (согласовывали) в камере при постоянной температуре и постоянной влажности, где температура составляла 22,0°C, а относительная влажность - 60%, в течение недели, таким образом, получая равновесное содержание воды. Затем измеряли заполняющую способность тем же способом, как и в Примерах 1-6, описанных выше. Кроме того, заполняющую способность повторно увлажненных, расширенных, резаных жилок измеряли тем же способом, как и в Примерах 1-6, описанных выше.
Кроме того, содержание воды в расширенных, резаных жилках (после сушки) было получено тем же способом, как и в Примерах 1-6, описанных выше.
В Таблице 2, приведенной ниже, показаны результаты.
|
Как показано в Таблице 2, в каждом из Примеров 7 и 8, в которых увлажненные, резаные жилки были замочены с использованием потока водяного пара при температуре 125°C до сушки с использованием потока перегретого водяного пара и были повторно увлажнены после сушки, заполняющая способность уменьшилась только на около 4% от заполняющей способности сушеных, резаных жилок (до повторного увлажнения).
Заполняющая способность повторно увлажненных, резаных жилок в каждом из Примеров 7 и 8, как это описано выше, была более высокой, чем заполняющая способность расширенных, резаных жилок (после сушки) в Примере 3, являющимся сравнительным примером. При расширении резаных жилок для достижения содержания воды 12 мас.% заполняющая способность может быть значительно повышена в Примерах 7 и 8, в которых увлажненные, резаные жилки замачивали с использованием потока водяного пара до сушки с использованием потока перегретого водяного пара, и содержание воды 12 мас.% было достигнуто посредством повторного увлажнения после сушки, в сравнении со способом достижения содержания воды 11 мас.% посредством только сушки увлажненных, резаных жилок, как в Примере 3.
Кроме того, сравнение заполняющей способности повторно увлажненных, резаных жилок в каждом из Примеров 7 и 8 с заполняющей способностью расширенных, резаных жилок в Примере 1 показывает, что заполняющая способность повторно увлажненных, резаных жилок в каждом из Примеров 7 и 8 была более высокой, чем заполняющая способность расширенных, резаных жилок в Примере 1 (см. Таблицу 1), в котором увлажненные резаные жилки сушили, чтобы они обладали содержанием воды 5,4 мас.%, посредством только сушки. Это показывает, что при замачивании увлажненных, резаных жилок с использованием потока водяного пара с предварительно определенной температурой до сушки увлажненных, резаных жилок с использованием потока перегретого водяного пара, как предложено в настоящем изобретении, заполняющая способность может быть повышена, даже если повторное увлажнение для повышения содержания воды осуществлять после сушки, в более значительной степени, чем это имеет место при выполнении обычного способа, когда производят только сушку увлажненных, резаных жилок.
Пачка с язычковой крышкой
Способ изготовления табачного полотна, способ изготовления сигарет, содержащих табачное полотно, и сигарета
Способ и устройство для изготовления оберточной бумаги для сигарет
Упаковка выдвижного типа с шарнирной крышкой
Сигаретная пачка
Спиросоединения и их фармацевтическое применение
Оберточная бумага с низкой воспламеняемостью и способ и машина для ее получения
Машина и способ производства слаботлеющего полотна и способ производства слаботлеющей оберточной бумаги, используемой для сигарет
Сигаретный фильтр с капсулой и сигарета с таким фильтром
Трубка для вдыхания аромата
Пачка с язычковой крышкой
Способ изготовления табачного полотна, способ изготовления сигарет, содержащих табачное полотно, и сигарета
Способ и устройство для изготовления оберточной бумаги для сигарет
Упаковка выдвижного типа с шарнирной крышкой
Сигаретная пачка
Спиросоединения и их фармацевтическое применение
Оберточная бумага с низкой воспламеняемостью и способ и машина для ее получения
Машина и способ производства слаботлеющего полотна и способ производства слаботлеющей оберточной бумаги, используемой для сигарет
Сигаретный фильтр с капсулой и сигарета с таким фильтром
Трубка для вдыхания аромата

