Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn
Вид РИД
Изобретение
Изобретение относится к технологии получения сверхпроводящих материалов и может быть использовано в электротехнической промышленности и других отраслях науки и техники при изготовлении сверхпроводящих магнитных систем различного назначения.
Известен способ изготовления композиционного сверхпроводящего провода на основе Nb3Sn [Металловедение и технология сверхпроводящих материалов / Под ред. С. Фоннера и Б. Шварца, пер. с англ. М.; Металлургия, 1987, с.274-289].
Недостатком этого способа изготовления является то, что при изготовлении слитков оловянной бронзы с содержанием олова выше 14 мас.% кристаллизацией в стационарной изложнице практически невозможно подавить образование в бронзе относительно крупных твердых и хрупких частиц эвтектоида. Присутствие в структуре бронзы крупных частиц эвтектоида (более 80-100 мкм) приводит к разрушению в процессе деформации бронзовых заготовок различного поперечного сечения (пруткового, трубного и т.д.). Эти частицы эвтектоида могут являться причиной разрушения и композиционных прутков, содержащих ниобиевые и бронзовые составные элементы в процессе их совместной деформации до конечного размера. Кроме того, при таком получении слитков технически очень сложно добиться равномерного распределения олова по сечению бронзового слитка, часто в слитке присутствует градиент по содержанию олова до 1-1,5 мас.%, что является нежелательным для изготовления сверхпроводников.
Способ изготовления включает индукционную печь для получения сплава Cu-Sn (оловянной бронзы) с содержанием олова до 14 мас.%, стационарную изложницу для кристаллизации сплава с получением слитка, печь для гомогенизации полученного слитка, станки для механической обработки слитков, пресс для горячего выдавливания с получением трубных или прутковых бронзовых или композиционных заготовок, волочильный и/или прокатный стан для холодной пластической деформации бронзовых или композиционных заготовок с получением элементов различного поперечного сечения (круглого, шестигранного, трапециевидного, трубного), а также печь для промежуточного отжига для снятия наклепа.
В данном способе изготовления процесс производства композиционного сверхпроводящего провода выглядит следующим образом. В индукционную печь загружают шихтовые материалы, получают из них расплав оловянной бронзы, который затем сливают в стационарную изложницу, где проводят кристаллизацию данного расплава с получением бронзового слитка. После механической обработки слитка, включающей в себя отрезку прибыльной части и обточку по боковой поверхности для удаления литейной корки, которую осуществляют на станках для механической обработки, слиток подвергают горячему выдавливанию на прессе с получением бронзовых трубных или прутковых заготовок. Последующую холодную пластическую деформацию для получения бронзовых труб или прутков различного поперечного сечения (круглого, шестигранного, трапециевидного) осуществляют прокаткой и/или волочением с использованием прокатных или волочильных станов соответственно. Для снятия наклепа, возникающего в процессе деформирования, проводят промежуточные отжиги в печи для проведения промежуточных отжигов. Затем проводят сборку полученных бронзовых труб в композиционную заготовку вместе с ниобиевыми прутками. Полученные композиционные заготовки подвергаются горячему выдавливанию на прессе в композиционный пруток и последующей холодной деформации выдавленного прутка до получения шестигранного прутка с требуемым поперечным сечением на прокатных и/или волочильных станах, с промежуточными отжигами для снятия наклепа. Далее разрезают шестигранные композиционные прутки на заготовки для повторной сборки их в композиционную заготовку. Полученные заготовки направляют на горячее выдавливание на прессе с получением композиционного прутка. Композиционный пруток деформируют на прокатных и/или волочильных станах до получения шестигранного прутка требуемого размера. Для снятия наклепа, возникающего в процессе деформирования, проводят промежуточные отжиги в печи для проведения промежуточных отжигов. В зависимости от конструкции сверхпроводящего провода таких стадий может быть до 3. На последней стадии композиционный пруток деформируют (прокаткой или волочением) до необходимого размера поперечного сечения композиционного провода и подвергают диффузионному отжигу для получения сверхпроводящего соединения Nb3Sn в композиционном проводе.
Известна технологическая линия для изготовления композиционного сверхпроводящего провода на основе Nb3Sn [Development of (Nb,Та)3Sn multifilamentary superconductors using osprey bronze with high tin content. / IEEE Transactions on applied superconductivity. Vol.11, No 1, March 2001].
Недостатком данной технологической линии является необходимость приобретения дорогостоящего оборудования, сложность ее эксплуатации, что приводит к увеличению стоимости получаемых композиционных сверхпроводящих проводов на основе соединения Nb3Sn, низкая производительность оборудования и длительность осуществления всего процесса получения композиционного сверхпроводящего провода.
Технологическая линия включает индукционную печь для получения расплава оловянной бронзы, герметичную камеру, в которой находятся устройство для распыления этого расплава и перемещаемая водоохлаждаемая подложка, для осаждения на нее капель расплава оловянной бронзы с получением слитка. Снаружи камеры размещено устройство для перемещения охлаждаемой подложки с напыляемым на ней слитком. Кроме того, технологическая линия содержит станки для механической обработки слитков, пресс для горячего выдавливания слитков и/или композиционных заготовок с получением трубных или прутковых заготовок, прокатный и/или волочильный стан для холодной пластической деформации бронзовых или композиционных заготовок с получением прутков различного поперечного сечения (круглого, шестигранного, трапециевидного, трубного) и печь для промежуточного отжига для снятия наклепа.
В данной технологической линии кристаллизация расплава бронзы протекает в маленьких объемах жидкого металла - в каплях, поэтому достигаются более высокие скорости кристаллизации расплава и подавляется образование крупных частиц эвтектоида. При использовании описанной технологической линии в индукционную печь загружают шихтовые материалы для получения расплава оловянной бронзы. Получают расплав расплавлением загруженных шихтовых материалов, потом этот расплав с использованием устройства для распыления распыляют в герметичной камере в неокислительной атмосфере, при этом направляют полученный поток капель на охлаждаемую подложку. Капли металла, достигая подложки, кристаллизуются на ней, образуя слиток. Затем эту подложку и нарастающий на ней слиток начинают медленно вытягивать из камеры. Полученный таким образом слиток направляют на механическую обработку, которая включает отрезку прибыльной части и обточку по боковой поверхности для удаления литейной корки. Затем осуществляют механическую обработку на станках для механической обработки. После этого обработанный слиток подвергают горячему выдавливанию на прессе с получением бронзовых трубных заготовок. Последующую холодную пластическую деформацию для получения бронзовых труб, осуществляют прокаткой и/или волочением с использованием прокатных или волочильных станов соответственно. Для снятия наклепа, возникающего в процессе холодного пластического деформирования, проводят промежуточные отжиги в печи для проведения промежуточных отжигов. Затем проводят сборку бронзовых труб в композиционную заготовку вместе с ниобиевыми прутками. Композиционную заготовку выдавливают на прессе с получением композиционного прутка. Полученный композиционный пруток подвергают холодной пластической деформации прокаткой и/или волочением на прокатных и/или волочильных станах до получения композиционного шестигранного прутка требуемого размера. Для снятия наклепа, образующегося в процессе холодной пластической деформации, композиционный пруток подвергают промежуточным отжигам в печи для снятия наклепа. Далее проводят разрезку шестигранного прутка на заготовки для повторной сборки их в композиционную заготовку, сборку этой композиционной заготовки и ее горячее выдавливание на прессе с получением композиционного прутка. Последующую холодную пластическую деформацию выдавленного композиционного прутка до получения шестигранного прутка требуемого размера проводят на прокатных и/или волочильных станах. Промежуточные отжиги прутка для снятия наклепа проводят в печи для отжигов. В зависимости от конструкции сверхпроводящего провода таких стадий может быть до 3. На последней стадии композиционный пруток деформируют до необходимого размера поперечного сечения композиционного провода и подвергают диффузионному отжигу с целью получения сверхпроводящего соединения Nb3Sn в композиционном проводе.
Задачей, на решение которой направлено предлагаемое изобретение, является упрощение способа изготовления композиционного сверхпроводящего провода на основе соединения Nb3Sn, а также упрощение технологической линии для его изготовления путем сокращения технологического передела, снижения трудоемкости процесса и сокращения количества образующихся отходов в процессе производства, исключение разрушения, как бронзовых элементов, так и самого композиционного проводника в процессе деформирования.
Способ изготовления композиционного сверхпроводящего провода на основе соединения Nn3Sn, включающий получение бронзовых литых трубных и/или прутковых заготовок в печи непрерывного литья оловянной бронзы с содержанием олова 12-17 мас.%, их гомогенизационный отжиг при температуре 500-750°C, формирование первой композиционной заготовки путем размещения в чехле из сплава Cu-Sn, нарезанных на определенные длины и прошедших осветляющее травление прутков из сплава Cu-Sn и ниобиевых прутков, с последующим ее вакуумированием и заваркой, выдавливание первой композиционной заготовки на прессе при температуре нагрева контейнера и матрицы 350-500°C с получением композиционного прутка первой композиционной заготовки, деформацию композиционного прутка первой композиционной заготовки на прокатном и/или волочильном стане со скоростью менее 20 м/мин с промежуточными отжигами в печи при температуре 400-550°C в неокислительной атмосфере для снятия наклепа после деформации 5-50% с получением композиционных прутков круглого или шестигранного сечения, формирование второй композиционной заготовки путем размещения, нарезанных на определенные длины и прошедших осветляющее травление композиционных прутков в чехле, выполненном из высокочистой меди, внутри которого размещен диффузионный барьер из ниобия с танталовыми вставками с последующим вакуумированием и заваркой, выдавливание второй композиционной заготовки на прессе при температуре нагрева контейнера и матрицы 350-500°C с получением композиционного прутка второй композиционной заготовки, деформацию композиционного прутка второй композиционной заготовки на прокатном и/или волочильном стане со скоростью менее 20 м/мин с промежуточными отжигами в печи при температуре 400-550°C в неокислительной атмосфере для снятия наклепа после деформации 5-50% с получением композиционного провода требуемого поперечного сечения и его диффузионный отжиг для получения сверхпроводящего соединения Nb3Sn при 550-700°C в течение 100-600 ч.
В частном варианте гомогенизационный отжиг бронзовых литых трубных и/или прутковых заготовок и промежуточный отжиг для снятия наклепа осуществляют в вакууме.
В другом частном варианте гомогенизационный отжиг бронзовых литых трубных и/или прутковых заготовок и промежуточный отжиг для снятия наклепа осуществляют в защитной атмосфере, например, в смеси газов N2+H2, аргоне.
Для решения поставленной задачи, предложена технологическая линия для изготовления композиционного сверхпроводящего провода на основе соединения Nb3Sn, которая включает последовательно расположенные печь непрерывного литья оловянной бронзы для получения бронзовых литых трубных и/или прутковых заготовок, печь для гомогенизационного отжига бронзовых литых трубных и/или прутковых заготовок, пресс для выдавливания композиционных заготовок, прокатный и/или волочильный стан с набором фильер для деформирования бронзовых или композиционных труб или прутков с получением труб круглого поперечного сечения или прутков круглого или шестигранного сечения, печь для промежуточного отжига для снятия наклепа и печь для диффузионного отжига композиционного провода.
В частном варианте печь непрерывного литья оловянной бронзы снабжена фильерой, выполненной из медного сплава.
В другом частном варианте печь непрерывного литья оловянной бронзы снабжена фильерой, выполненной из графита.
В другом частном варианте печь непрерывного литья оловянной бронзы снабжена электромагнитным индуктором для перемешивания расплава.
В другом частном варианте в качестве печи непрерывного литья оловянной бронзы, использована печь непрерывного горизонтального литья.
В другом частном варианте в качестве печи непрерывного литья оловянной бронзы, использована печь непрерывного вертикального литья.
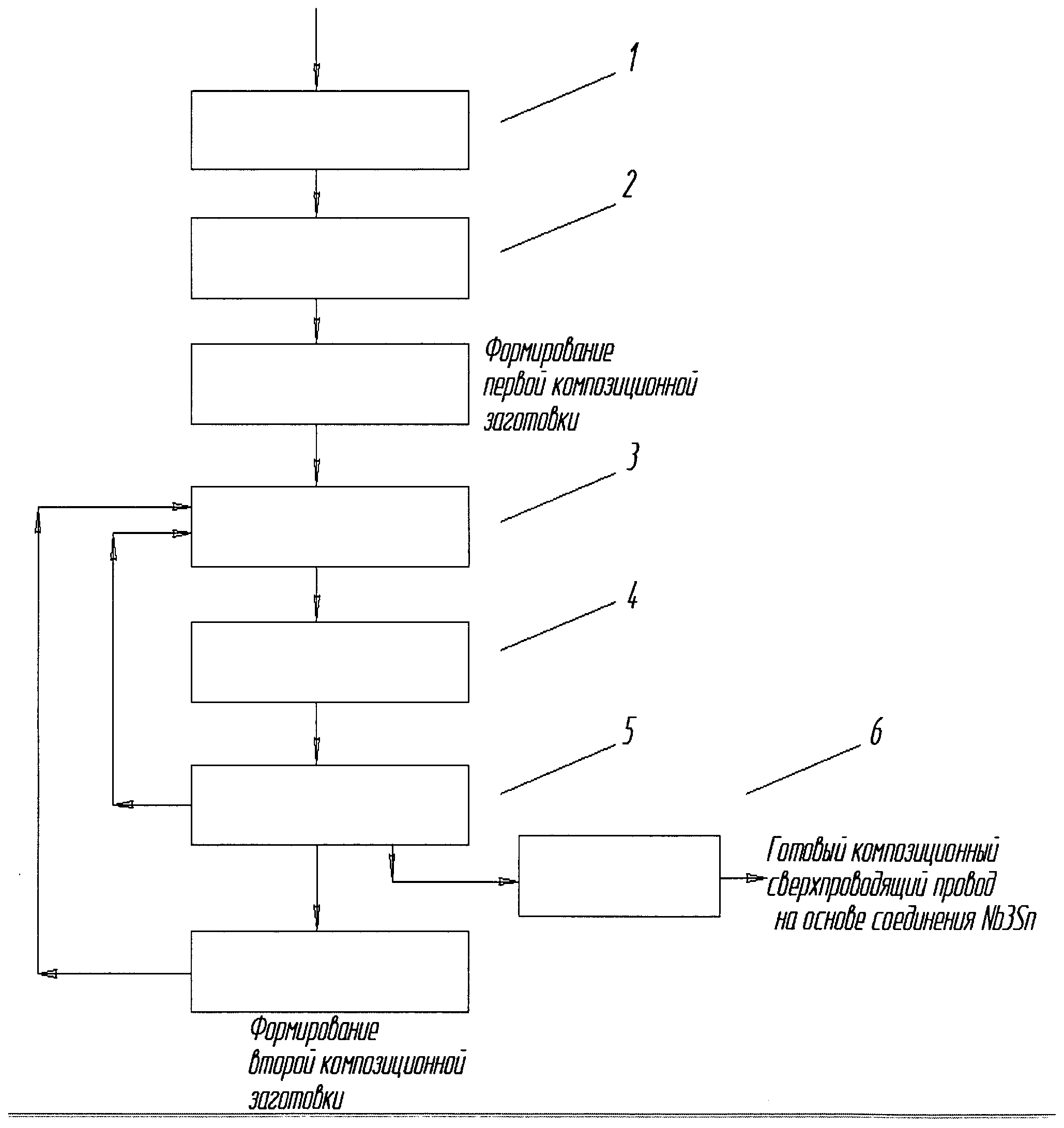
Предлагаемая технологическая линия представлена на фигуре, где:
1 - печь непрерывного литья сплава Cu-Sn (оловянной бронзы) с содержанием олова 12-17 мас.%, для получения бронзовых литых трубных или прутковых заготовок;
2 - печь для гомогенизационного отжига бронзовых литых трубных и/или прутковых заготовок;
3 - пресс для выдавливания композиционных заготовок;
4 - прокатный и/или волочильный стан;
5 - печь для промежуточного отжига для снятия наклепа;
6 - печь для диффузионного отжига для получения сверхпроводящего соединения Nb3Sn.
В предложенной технологической линии по изготовлению композиционного сверхпроводящего провода на основе соединения Nb3Sn для получения расплава оловянной бронзы в печь непрерывного литья сплава Cu-Sn (оловянной бронзы) 1 загружают шихту, состоящую из меди и олова. В печи происходит получение расплава и его кристаллизация с получением бронзовой литой заготовки требуемого поперечного сечения (круглого, шестигранного, трапециевидного, трубного), которую непрерывно вытягивают из печи через фильеру, изготовленную из меди в случае легирования бронзы или графита для нелегированной бронзы.
При этом для модифицирования структуры и для повышения максимально достижимой плотности критического тока в композиционном сверхпроводнике, возможно, проводить легирование расплава такими элементами как Ti, Zr, Mg, Mn и т.д. В зависимости от направления вытягивания бронзовой литой заготовки могут использоваться печи вертикального или горизонтального литья.
При расчете режимов вытягивания бронзовой литой заготовки следует учитывать несколько взаимосвязанных факторов, которые влияют на качество получаемой заготовки. Это температура расплава перед разливкой, скорость вытягивания заготовки из печи, шаг вытягивания, конструкция печи, интенсивность вторичного охлаждения заготовки, размер и форма поперечного сечения бронзовой литой заготовки, состав атмосферы над зеркалом расплава, состав покровного флюса и т.д. Для оловянной бронзы с содержанием олова 12 мас.% и выше температура расплава перед сливом должна быть в интервале 1000-1300°C. Скорость вытягивания бронзовой литой заготовки определяют исходя из конкретных геометрических размеров литой заготовки и необходимости получения равномерной структуры с выделениями эвтектоида не более 80 мкм. Скорость вытягивания может составлять от 5 до 100 мм/мин. Таким образом, получают бронзовую литую заготовку с размером и формой поперечного сечения, которые требуются для сборки композиционной заготовки.
В случае необходимости, полученные бронзовые литые заготовки подвергают гомогенизирующему отжигу в гомогенизационной печи 2, а затем холодной пластической деформации прокаткой и/или волочением на прокатных и/или волочильных станах 4 с промежуточными отжигами для снятия наклепа в печи 5 для получения заготовок требуемого поперечного сечения (круглого, шестигранного, трапециевидного, трубного). Затем осуществляют разрезку полученных заготовок требуемого поперечного сечения на мерные длины. Далее проводят осветляющее травление полученных бронзовых заготовок и ниобиевых прутков. Затем проводят сборку осветленных бронзовых и ниобиевых прутков в бронзовый чехол, который предварительно подвергают осветляющему травлению. Потом осуществляют вакуумирование и заварку изготовленной первой композиционной заготовки. Далее проводят горячее выдавливание, с получением композиционного прутка на прессе 3, а затем холодную пластическую деформацию выдавленного композиционного прутка волочением на волочильных станах 4 с промежуточными отжигами для снятия наклепа при температуре 400-550°C в печи для промежуточных отжигов 5 до получения шестигранного композиционного прутка требуемого размера. После этого проводят разрезку шестигранного композиционного прутка на заготовки. Полученные композиционные прутки подвергают осветляющему травлению. Затем проводят их сборку путем размещения композиционных прутков в чехле, выполненном из высокочистой меди, внутри которого размещен диффузионный барьер из ниобия с танталовыми вставками. Все компоненты предварительно подвергаются осветляющему травлению. После этого полученную вторую композиционную заготовку подвергают вакуумированию и заварке. Далее проводят горячее выдавливание данной композиционной заготовки на прессе 3 с получением композиционного прутка и последующую холодную деформацию на волочильных станах 4 с промежуточными отжигами для снятия наклепа при температуре 400-550°C в печи для промежуточных отжигов 5 до получения композиционного провода требуемого размера и формы сечения.
На последней стадии проводят диффузионный отжиг в печи 6 с целью получения сверхпроводящего соединения Nb3Sn.
Примеры осуществления изобретения.
Пример 1.
Изготовление композиционного сверхпроводящего провода на основе соединения Nb3Sn с получением бронзовых шестигранных прутков с размером между параллельными гранями 5,45 мм методом полунепрерывного литья. Процесс изготовления композиционного сверхпроводящего провода на основе соединения Nb3Sn начинают с получения сплава Cu-Sn заданного состава. Для этого берут чистые шихтовые материалы: медь марки М0б и олово 01 ПЧ. Шихту рассчитывают исходя из содержания по олову равному 14 мас.%. Затем в печь непрерывного горизонтального литья 1 загружают эту шихту. После загрузки шихту нагревают (индукционным способом) до температуры 1200°C и расплавляют. Полученный расплав выдерживают в течение 40 минут. После выдержки расплав разогревают до температуры 1250°C в течение ~10 минут. По истечении этого времени расплав перемешивают с использованием электромагнитного индуктора и начинают вытягивание литой шестигранной прутковой заготовки с размером между параллельными гранями 5,45 мм через фильеру, выполненную из графита. Материалом затравки для начала вытягивания служит пруток бронзы по ГОСТ 613-79. Используют вытягивание с различными скоростями (от 8 мм/мин до 20 мм/мин). Таким образом, получают литую шестигранную прутковую заготовку с размером между параллельными гранями 5,45 мм. Затем ее подвергают 12-ти часовому гомогенизирующему отжигу при температуре 700°C в вакууме в печи для гомогенизации 2. Затем осуществляют разрезку полученной литой бронзовой заготовки на шестигранные прутки требуемой длины. Далее проводят осветляющее травление полученных бронзовых шестигранных прутков и ниобиевых шестигранных прутков того же размера. Затем проводят сборку осветленных бронзовых и ниобиевых прутков в бронзовый чехол, который предварительно подвергают осветляющему травлению. Потом осуществляют вакуумирование и заварку собранной первой композиционной заготовки. Далее проводят горячее выдавливание с получением композиционного прутка на прессе 3, а затем холодную пластическую деформацию выдавленного композиционного прутка волочением на волочильных станах 4 с промежуточными отжигами при температуре 400-550°C в неокислительной атмосфере для снятия наклепа после деформации 5-50% в печи для промежуточных отжигов 5 до получения шестигранного композиционного прутка требуемого размера. После этого проводят разрезку шестигранного композиционного прутка на заготовки. Полученные композиционные прутки подвергают осветляющему травлению. Затем проводят их сборку путем размещения композиционных прутков в чехле, выполненном из высокочистой меди, внутри которого размещен диффузионный барьер из ниобия с танталовыми вставками. Все компоненты предварительно подвергаются осветляющему травлению. После этого полученную вторую композиционную заготовку подвергают вакуумированию и заварке. Далее проводят горячее выдавливание данной композиционной заготовки на прессе 3 с получением композиционного прутка и последующую холодную деформацию на волочильных станах 4 с промежуточными отжигами при температуре 400-550°C в неокислительной атмосфере для снятия наклепа после деформации 5-50% в печи для промежуточных отжигов 5 до получения композиционного провода требуемого размера и формы сечения. На последней стадии проводят диффузионный отжиг в печи 6 с целью получения сверхпроводящего соединения Nb3Sn.
Пример 2.
Изготовление композиционного сверхпроводящего провода на основе соединения Nb3Sn с получением бронзовых прутков диаметром 6,5 мм методом полунепрерывного литья. Процесс изготовления композиционного сверхпроводящего провода на основе соединения Nb3Sn начинают с получения сплава Cu-Sn-Ti заданного состава. Для этого берут чистые шихтовые материалы: медь марки М0б, олово 01 ПЧ и сплав титана ВТ 1-00. Шихту рассчитывают исходя из содержания по олову равному 15 мас.% и титана 0,25 мас.%. Затем в печь непрерывного горизонтального литья 1 загружают эту шихту. После загрузки шихту нагревают (индукционным способом) до температуры 1200°C и расплавляют. Полученный расплав выдерживают в течение 40 минут. После выдержки расплав разогревают до температуры 1250°C в течение ~10 минут. По истечению этого времени расплав перемешивают с использованием электромагнитного индуктора и начинают вытягивание литой прутковой заготовки через фильеру, выполненную из медного сплава. Материалом затравки для начала вытягивания служит пруток бронзы по ГОСТ 613-79. Используют вытягивание с различными скоростями (от 8 мм/мин до 20 мм/мин). Таким образом, получают литую прутковую заготовку диаметром 6,5 мм. Затем ее подвергают 12-ти часовому гомогенизирующему отжигу в вакууме при температуре 700°C в печи для гомогенизации 2. Далее эту заготовку подвергают холодной пластической деформации волочением на волочильном стане 4 с получением шестигранника с расстоянием между параллельными гранями 5,45 мм с промежуточными отжигами для снятия наклепа при температуре 400-550°C, проводимыми в печи для промежуточных отжигов 5, проводят разрезку на шестигранные прутки требуемой длины. Далее проводят осветляющее травление полученных бронзовых шестигранных прутков и ниобиевых шестигранных прутков того же размера. Затем проводят сборку осветленных бронзовых и ниобиевых прутков в бронзовый чехол, который предварительно подвергают осветляющему травлению. Потом осуществляют вакуумирование и заварку собранной первой композиционной заготовки. Далее проводят горячее выдавливание с получением композиционного прутка на прессе 3, а затем холодную пластическую деформацию выдавленного композиционного прутка волочением на волочильных станах 4 с промежуточными отжигами при температуре 400-550°C в неокислительной атмосфере для снятия наклепа после деформации 5-50% в печи для промежуточных отжигов 5 до получения шестигранного композиционного прутка требуемого размера. После этого проводят разрезку шестигранного композиционного прутка на заготовки. Полученные композиционные прутки подвергают осветляющему травлению. Затем проводят их сборку путем размещения композиционных прутков в чехле, выполненном из высокочистой меди, внутри которого размещен диффузионный барьер из ниобия с танталовыми вставками. Все компоненты предварительно подвергаются осветляющему травлению. После этого полученную вторую композиционную заготовку подвергают вакуумированию и заварке. Далее проводят горячее выдавливание данной композиционной заготовки на прессе 3 с получением композиционного прутка и последующую холодную деформацию на волочильных станах 4 с промежуточными отжигами при температуре 400-550°C в неокислительной атмосфере для снятия наклепа после деформации 5-50% в печи для промежуточных отжигов 5 до получения композиционного провода требуемого размера и формы сечения. На последней стадии проводят диффузионный отжиг в печи 6 с целью получения сверхпроводящего соединения Nb3Sn.
Пример 3
Изготовление композиционного сверхпроводящего провода на основе соединения Nb3Sn с получением трубной заготовки диаметром 110 мм методом полунепрерывного литья. Процесс изготовления композиционного сверхпроводящего провода на основе соединения Nb3Sn начинают с получения сплава Cu-Sn заданного состава. Для этого берут чистые шихтовые материалы: медь марки М0б и олово 01 ПЧ. Шихту рассчитывают исходя из содержания по олову равному 14 мас.%. Затем в печь непрерывного горизонтального литья 1 загружают эту шихту. После загрузки шихту нагревают (индукционным способом) до температуры 1200°C и расплавляют. Полученный расплав выдерживают в течение 40 минут. После выдержки расплав разогревают до температуры 1250°C в течение ~10 минут. По истечению этого времени расплав перемешивают с использованием электромагнитного индуктора и начинают вытягивание литой трубной заготовки через фильеру, выполненную из графита. Используют вытягивание с различными скоростями (от 8 мм/мин до 20 мм/мин). Таким образом, получают литую трубную заготовку диаметром 110 мм. Затем ее подвергают 12-ти часовому гомогенизирующему отжигу при температуре 700°C в защитной атмосфере смеси газов N2+H2 в печи для гомогенизации 2. Далее проводят разрезку на трубы требуемой длины. Далее проводят осветляющее травление полученных бронзовых чехлов, бронзовых шестигранных прутков и ниобиевых шестигранных прутков такой же длины и с размером между параллельными гранями 5,45 мм. Затем проводят сборку осветленных бронзовых и ниобиевых прутков в бронзовый чехол. Потом осуществляют вакуумирование и заварку собранной первой композиционной заготовки. Далее проводят горячее выдавливание с получением композиционного прутка на прессе 3, а затем холодную пластическую деформацию выдавленного композиционного прутка волочением на волочильных станах 4 с промежуточными отжигами при температуре 400-550°C в неокислительной атмосфере для снятия наклепа после деформации 5-50% в печи для промежуточных отжигов 5 до получения шестигранного композиционного прутка требуемого размера. После этого проводят разрезку шестигранного композиционного прутка на заготовки. Полученные композиционные прутки подвергают осветляющему травлению. Затем проводят их сборку путем размещения композиционных прутков в чехле, выполненном из стабилизирующей меди, внутри которого размещен диффузионный барьер из ниобия с танталовыми вставками. Все компоненты предварительно подвергаются осветляющему травлению. После этого полученную вторую композиционную заготовку подвергают вакуумированию и заварке. Далее проводят горячее выдавливание данной композиционной заготовки на прессе 3 с получением композиционного прутка и последующую холодную деформацию на волочильных станах 4 с промежуточными отжигами при температуре 400-550°C в неокислительной атмосфере для снятия наклепа после деформации 5-50% в печи для промежуточных отжигов 5 до получения композиционного провода требуемого размера и формы сечения. На последней стадии проводят диффузионный отжиг в печи 6 с целью получения сверхпроводящего соединения Nb3Sn.
Таким образом, при осуществлении данного изобретения существенно сокращается технологическая линия для изготовления композиционного сверхпроводящего провода на основе Nb3Sn, снижается трудоемкость процесса производства и исключается необходимость в дорогостоящем оборудовании.
Способ корпусирования отражательной линии задержки
Пороговый датчик инерционного типа
Способ удаления перенапылённых углеводородных слоёв
Устройство для электрического соединения внутрикамерных компонентов с вакуумным корпусом термоядерного реактора
Устройство для крепления модуля бланкета на вакуумном корпусе термоядерного реактора
Электроизоляционный заливочно-пропиточный компаунд
Дифференциальный измерительный преобразователь
Высокотемпературный гафнийсодержащий сплав на основе титана
Способ изготовления плоских изделий из гафнийсодержащего сплава на основе титана
Способ получения слитков сплава на основе титана
Способ изготовления композитных проводов
Плоский металлический образец для механических испытаний
Способ измерения удельного электрического сопротивления металлического образца в процессе его растяжения
Теплостабилизированный сверхпроводник
Сверхпроводящий композиционный провод на основе nbsn

