СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ СТРОИТЕЛЬНОЙ ДЕТАЛИ
Вид РИД
Изобретение
Изобретение относится к способу изготовления трехмерной строительной детали посредством лазерного плавления, при котором деталь изготавливается за счет последовательного упрочнения отдельных слоев упрочняемого под воздействием излучения строительного материала путем его расплавления, с другими признаками ограничительной части пункта 1 формулы изобретения.
Кроме того, изобретение относится к устройству для осуществления способа и к применению визуализирующего устройства для двух- и более мерного, преимущественно 2D- или 3D-изображения участков строительных деталей в отношении их качества, генеративно изготовленных за счет воздействия излучения на порошкообразный строительный материал.
Из WO 2007/147221 известны способ и устройство для наблюдения и контроля за селективным процессом строительства посредством лазерного плавления. Устройство для селективной лазерной обработки порошка включает в себя строительную платформу с порошковой постелью, систему нанесения порошковой поверхности на строительную платформу, и лазер, фокусированный луч которого падает на поверхность порошка, вызывая в пределах зоны плавления его расплавление. Лазерный луч направляется по поверхности порошка сканирующим устройством. Кроме того, предусмотрен детектор для регистрации электромагнитного излучения, отдаваемого поверхностью порошка или отражаемого ею и взаимодействующего с оптической системой, которая следует за лазерным лучом и подходит для ведения излучения в направлении детектора.
Детектор известного устройства выполнен таким образом, что он может регистрировать электромагнитное излучение, которое отдается подвижным участком наблюдения на поверхность порошка или отражается им, причем подвижный участок наблюдения больше минимального пятна лазерного луча. За счет этого можно зарегистрировать зону плавления, создаваемую на порошковой постели.
С помощью детектора можно определить величину расплавленной зоны, в частности длину, ширину и отношение длины к ширине. Кроме того, из электромагнитного спектра, испускаемого расплавленной зоной излучения, можно отобрать специфические части.
В основе изобретения лежит задача усовершенствования способа с признаками ограничительной части пункта 1 формулы изобретения и соответствующего устройства для его осуществления таким образом, чтобы зарегистрированные с его помощью значения можно было проще обрабатывать. Эта задача решается за счет того, что зарегистрированные для оценки качества детали значения сенсоров вместе с локализующими их в детали значениями координат записываются в память и посредством визуализирующего устройства отображаются в виде 2D- или 3D-изображения по отношению к месту их регистрации в детали.
Другими словами, задача решается за счет того, что зарегистрированные для оценки качества детали значения сенсоров вместе с локализующими их в детали значениями координат записываются в память и посредством визуализирующего устройства отображаются в виде двух- и/или более мерного изображения по отношению к месту их регистрации в детали. Сенсорное устройство может регистрировать преимущественно размер, форму и/или температуру обнаруженных в расплавленной зоне последствий точечного и/или линейного ввода энергии.
В одном предпочтительном варианте в случае 2D-изображения отображаются значения сенсоров плоскости детали, соответствующие слою, который при новом покрытии строительным материалом упрочняется под воздействием излучения. В частности, предпочтительно, если в случае 2D-изображения отображаются значения сенсоров произвольно выбираемой плоскости сечения детали, которая проходит под углом (например, под прямым углом или углом менее 30°) к постепенно упрочненному под воздействием излучения слою. В частности, плоскость сечения может произвольно выбираться как по углу, так и по положению в пределах виртуального строительного пространства на экране визуализирующего устройства подобно обычным программам 2D/3D CAD.
Далее предпочтительно, если в случае двух- и/или более мерного изображения визуально отображаются и/или выделяются исключительно значения сенсоров, представляющие участки детали, которые по сравнению, по меньшей мере, с одним устанавливаемым (предварительно определенным) заданным значением упрочнения или заданным значением температуры или заданным значением плотности имеют отличающееся, в частности меньшее, значение упрочнения или значение температуры или значение плотности. Точно так же можно помимо значения упрочнения, значения температуры или значения плотности положить в основу отображения отклонений и/или выделения также ввод заданной энергии и/или размеры расплавленной зоны.
Выделение этих зон может происходить, например, за счет целенаправленного выбора разных цветов, уровней серого, степеней пропускания и/или в отношении структурирования поверхности (вид штриховки, такой как точечная, косыми линиями под разными углами и т.д.).
Далее значения координат, локализующие значения сенсоров в детали, могут быть, по меньшей мере, частично являются координатами детали, используемыми для ее изготовления. Можно также осуществлять местонахождение или локализацию или соотнесение значений сенсоров значению координат как посредством использования значений строительных координат (информации, лежащей в основе строительного процесса), так и исключительно или дополнительно с использованием локализующих сенсоров, обнаруженных во время строительного процесса посредством дополнительных сенсоров.
В другом предпочтительном варианте соотнесение координат значениям сенсоров происходит посредством данных освещения или данных сканера. Дополнительно или в качестве альтернативы также предпочтительно, если при поверхностной регистрации всей строительной плоскости или включающего в себя сечение детали фрагмента регистрируются и соотносятся со значениями сенсоров координаты ввода энергии излучения в плоскость детали и отдельно регистрируется положение плоскости детали (координата Z).
Визуализирующие устройства используются сегодня в сочетании с рентгеном и компьютерной томографией и служат, как правило, для отображения значений сенсоров, которые на основе описанного способа регистрируются в имеющемся, т.е. готовом, теле.
В изобретении впервые применены способ визуализации и соответствующее визуализирующее устройство (программный продукт) в сочетании с генеративным способом изготовления, и изобретение используется для более удобного отображения значений, зарегистрированных во время строительного процесса в расплавленной зоне, чтобы непосредственно после изготовления и/или еще во время строительного процесса предоставить оператору такой установки лазерного плавления информацию о том, отвечают ли упрочненные слои детали предъявляемым к ней требованиям в отношении расплавления, температурной характеристики, прочности и т.д. Если генеративно изготовленная деталь окажется недостаточно прочной и когда-либо в будущем она могла бы дать потребителю повод к рекламации, то, например, архивированную информацию об истории строительства можно было бы привлечь для быстрой проверки того факта, действительно ли произошла, например, поломка инструмента в соответствии со строительными правилами или были отклонения вверх или вниз (например, диапазонов допусков). В частности, при наличии в детали филигранных структур, можно проверить, были ли настроены там степень расплавления, температурная характеристика после теплостоков, плотность детали и т.п. таким образом, чтобы поломка предотвращалась. Для будущих строительных объектов такие знания можно было бы тогда использовать для предотвращения поломки инструмента и/или отказ материала.
Если в пункте 1 речь идет о двух- или более мерном изображении, то это означает, что либо отображается двухмерная картинка визуализированных значений сенсоров, причем значения сенсоров лежат в плоскости сечения, например в плоскости детали, или в плоскости, проходящей под углом к строительной плоскости, либо в случае 3D-изображения деталь отображается как бы прозрачной и отображается коррекция качества детали на основе полученных значений сенсоров и коррелированных с ними значений координат, например значений строительных координат.
В усовершенствование изобретения можно в случае 2D-или 3D-изображения визуально отфильтровать исключительно значения сенсоров, представляющие участки детали, которые имеют отличающуюся от устанавливаемой заданной степени упрочнения, в частности меньшую, степень упрочнения. То же относится, разумеется, к изображениям, например, температуры плавления, плотности и т.п.
При этом оптимизированное значение может отображаться в виде первого цвета, первого уровня серого и/или первой поверхностной структуры, а значения, отличающиеся от этого оптимизированного значения вниз или вверх, могут отображаться в разных цветах в отношении уровня серого или поверхностной структуры (например, вид штриховки). Это позволяет наблюдателю такого 2D- или 3D-изображения сразу же получить информацию о том, оптимально ли протекал процесс строительства или деталь при определенных условиях имеет слабые места.
Значения координат, которые локализуют значения сенсоров в детали, могут являться значениями строительных координат, используемыми для изготовления детали. Эти значения являются значениями, которые привлекаются для ведения лазерного луча по поверхности порошка, и которые определяют координату Z в отношении номера слоя. Можно также заново получить значения координат, которые локализуют значения сенсоров в детали, при регистрации последних, т.е. сканировать подходящим методом имеющуюся как раз для упрочнения поверхность детали и записать в память значения, соответствующие месту упрочнения в слое (место ввода энергии в порошковую постель). Это может происходить за счет того, что либо осуществляется поверхностная регистрация всей строительной плоскости, либо регистрируется только ее представляющий интерес фрагмент, содержащий участок детали.
В рамках изобретения также предусмотрено, что значения сенсоров регистрируются не непосредственно в момент ввода энергии, а дополнительно или в качестве альтернативы со смещением по времени после него. Если, например, температура в расплавленной зоне регистрируется в момент Т0 (при вводе энергии), а затем, например, через 0,5, 1, 1,5 с. и т.п. после этого, то это позволяет сделать из таких визуализируемых значений сенсоров выводы о тепловом потоке в детали в процессе строительства, чтобы, например, в случае очень филигранных внутренних участков детали избежать явлений перегрева. Такие способы регистрации со смещением по времени применяются, например, в микроскопии в виде метода Sampling Microscope.
Устройство для осуществления способа включает в себя помимо обычных компонентов установки лазерного плавления с сенсорным устройством согласно WO 2007/147221 A1 дополнительно память, в которую записываются зарегистрированные для оценки качества детали значения сенсоров вместе с локализующими их в детали координатами, и связанное с запоминающим устройством визуализирующее устройство, посредством которого запомненные значения сенсоров могут отображаться, например, в виде цветного или с градацией серой шкалы 2D- или 3D-изображения по отношению к месту их регистрации в детали.
Изобретение более подробно поясняется ниже на примере его осуществления со ссылкой на чертежи, на которых изображают:
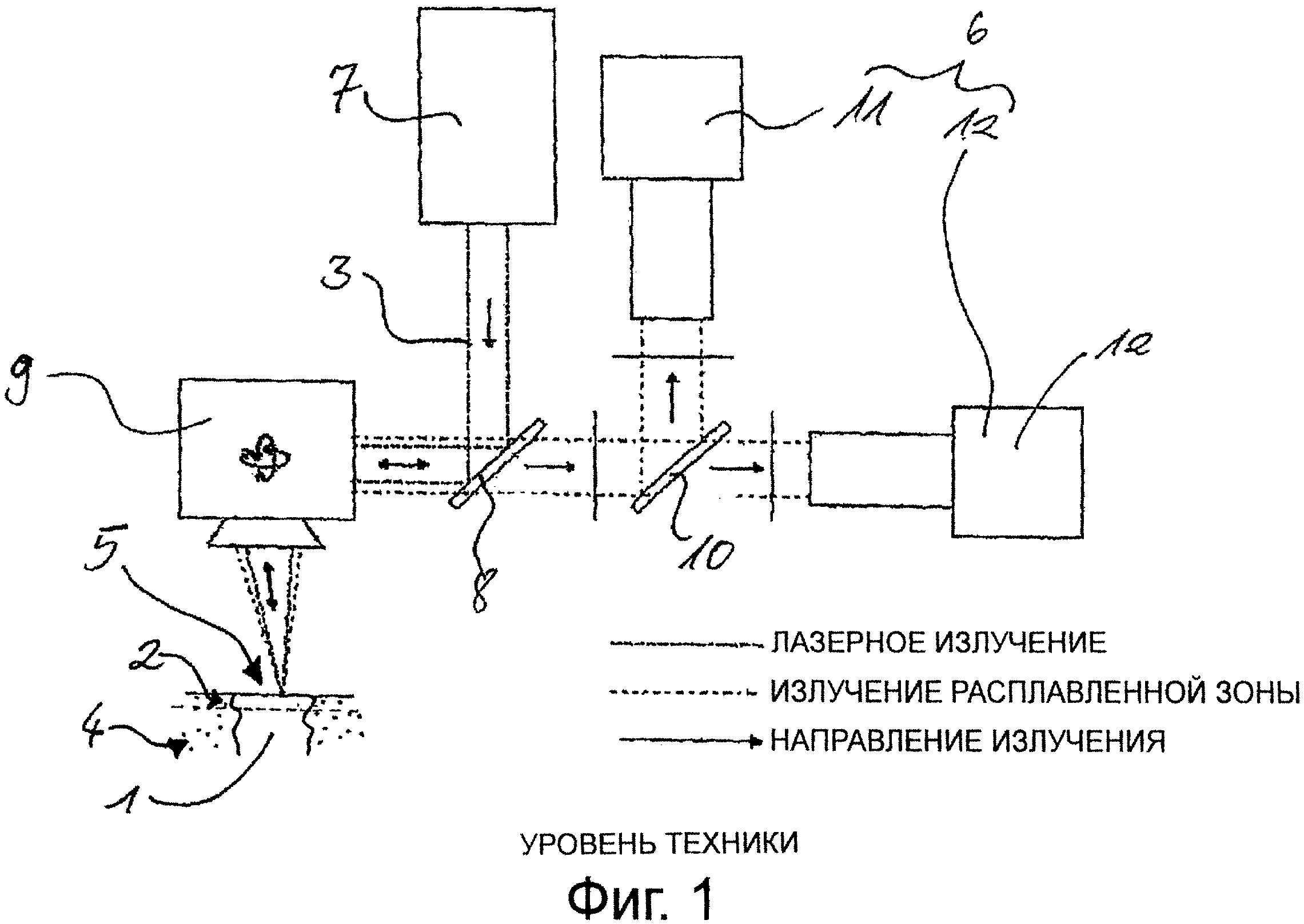
фиг.1 - схематичный вид коаксиальной системы контроля за процессом с использованием двух векторов в соответствии с уровнем техники;
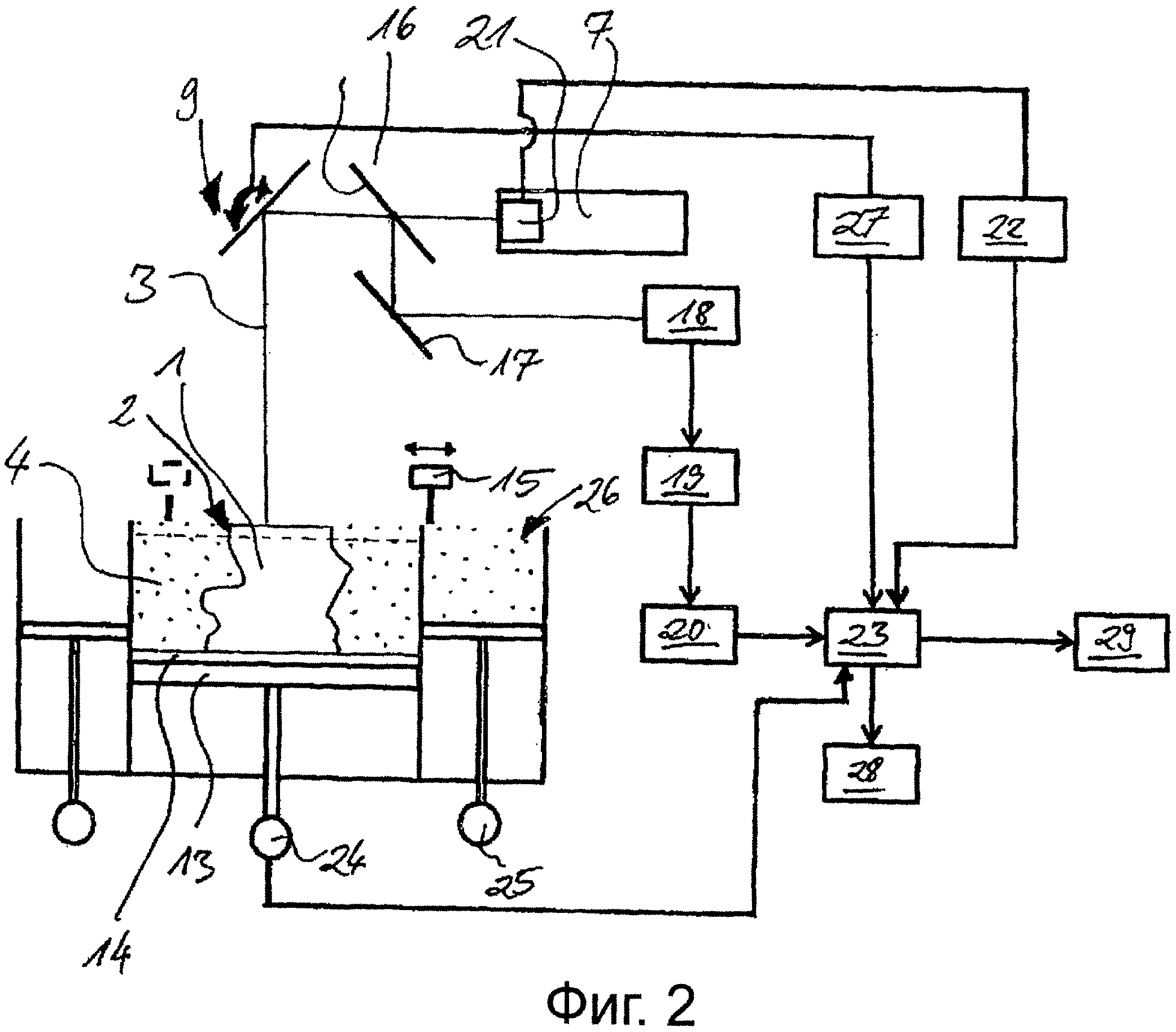
фиг.2 - схематичный вид типичной селективной лазерной технологической установки с предложенными средствами для регистрации и обработки значений сенсоров;
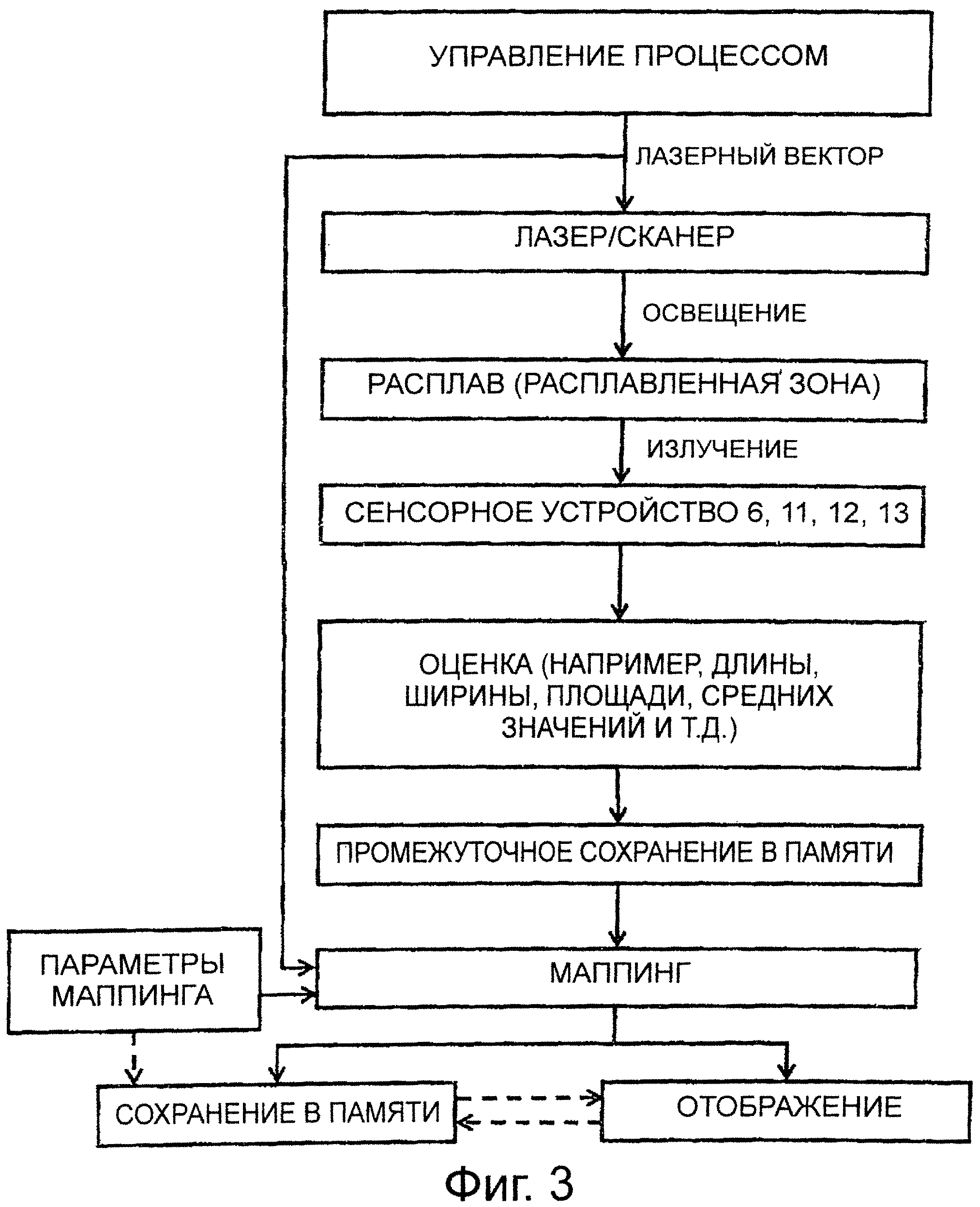
фиг.3 - блок-схему основных этапов предпочтительного предложенного способа.
На фиг.1 представлено устройство, известное из уровня техники, посредством которого реализуется способ изготовления трехмерной детали 1 лазерным плавлением. Деталь 1 образуется в результате последовательного упрочнения отдельных слоев 2 (обозначены штриховой линией) упрочняемого под воздействием излучения 3 строительного материала 4 путем его расплавления. Образованная за счет точечного или линейного ввода энергии расплавленная зона 5 регистрируется сенсорным устройством 6 (например, камерой 11 и фотодиодом 12) в отношении ее размера, формы и/или температуры, и результирующие значения сенсоров используются для оценки качества детали.
В соответствии с представленным на фиг.1 уровнем техники излучение 3 создается лазерным источником 7 (лазером). Затем оно отклоняется с помощью полуотражающего зеркала 8 и с помощью сканера 9 преимущественно с фокусирующей линзой направляется на упрочняемый слой 2 строительного материала 4. Созданное в расплавленной зоне 5 излучение проходит этот путь в противоположном направлении, проникая по прямой через полуотражающее зеркало 8, в результате чего оно попадает на светоделитель 10 и, один раз отклоняясь, направляется к первому детектору, преимущественно камере 11, а проникая по прямой через светоделитель 10, - ко второму детектору, например фотодиоду 12.
На фиг.2 представлено усовершенствование известной из уровня техники системы. Деталь 1 выполняется на строительном участке на регулируемой по высоте опоре 13 с использованием основания 14 послойно (см. слой 2) в постели порошкообразного строительного материала 4. Покрывающее устройство 15 транспортирует его из дозирующей камеры 26 на строительный участок.
Выходя из лазера 7, излучение 3 после проникновения по прямой через зеркало 16 с односторонней прозрачностью направляется сканером 9 на деталь 1. Отраженное ею излучение направляется сканером 9 и полностью отражающим зеркалом 16 на дополнительное отражающее зеркало 17 и, наконец, к детектору сенсорного устройства 6, 11, 12, 18. Этот детектор передает сигнал на процессор 19, преимущественно микропроцессор, выходной сигнал которого попадает в память 20.
Лазер 7 преимущественно снабжен устройством 21 манипулирования лучом, которое выполнено, например, по типу модовой диафрагмы, решетчатого фильтра или другого оптического элемента. Управление устройством 21 осуществляется контроллером 22, управляющие данные которого, как и хранящиеся в памяти 20 данные процессора 19, объединяются в блоке 23 связи данных и/или их соотнесения. Также в блоке 23 могут накапливаться и соотноситься между собой управляющие данные сканера 9 и/или управляющие данные в отношении перемещения по высоте опоры 13 преимущественно посредством его серводвигателя 24. Разумеется, к блоку 23 могут также подаваться управляющие данные покрывающего устройства 15 и/или механизма подачи строительного материала к соответствующему слою 2 детали (это можно было бы реализовать, например, с помощью управляющих данных серводвигателя 25 дозирующей камеры 26). Между сканером 9 и блоком 23 может быть расположен также управляющий модуль 27 сканера. Накопленные в блоке 23, соотнесенные между собой данные (например, кортежи данных) могут затем обрабатываться в дополнительном блоке 28 и/или быть визуализированы посредством элемента 29 отображения. Вместо блока 28 обработки данных может быть также предусмотрен интерфейс для памяти данных. В качестве элемента отображения может использоваться экран, видеопроектор или голограмма.
Наконец, зарегистрированные для оценки качества детали значения сенсоров вместе с локализующими значения сенсоров в детали 1 значениями координат записываются в память и посредством визуализирующего устройства 29 отображаются в виде двух- и/или трехмерных изображений по отношению к месту их регистрации в детали 1.
На фиг.3 в качестве примера изображены предпочтительные этапы предложенного способа. Управление процессом воздействует на лазер 7 и/или сканер 9 и посредством лазерного вектора [n] регулирует свойства лазерного луча 3. Исходя от сканера 9, строительный материал 4 освещается, в результате чего образуется расплав или расплавленная зона 5. От нее исходит излучение, детектируемое сенсорным устройством 6, 11, 12, 18. Результат этого детектирования приводит к оценке (например, длины, ширины, площади и т.д.), которая, в свою очередь, приводит к промежуточному сохранению в памяти результата оценки. Он подвергается так называемому маппингу. В его основе лежат преимущественно определяемые/изменяемые параметры (контраст, цвет, выбор детектора, диапазоны пороговых значений и т.д.). После маппинга он отображается с помощью визуализирующего устройства 29 и/или сохраняется в памяти. При этом предпочтительно, если в основе сохранения в памяти и/или отображения также лежат параметры маппинга, т.е. также параметры маппинга сохраняются в памяти или отображаются с помощью визуализирующего устройства 29.
Перечень ссылочных позиций
1 - деталь
2 - слой
3 - излучение
4 - строительный материал
5 - расплавленная зона
6 - сенсорное устройство
7 - лазер
8 - полуотражающее зеркало
9 - сканер
10 - светоделитель
11 - камера
12 - фотодиод
13 - опора
14 - основание
15 - покрывающее устройство
16 - зеркало
17 - зеркало
18 - сенсорное устройство
19 - процессор
20 - память
21 - устройство манипулирования лучом
22 - контроллер устройства 21
23 - блок связи данных и/или их соотнесения
24 - серводвигатель опоры 13
25 - серводвигатель дозирующей камеры 26
26 - дозирующая камера
27 - управляющий модуль
28 - блок обработки данных
29 - визуализирующее устройство.