Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ КАТАНКИ
Вид РИД
Изобретение
Изобретение относится к области совмещенных процессов литья и обработки металлов давлением и может быть использовано для получения сплошных и полых пресс-изделий из металлов и сплавов.
Известно устройство для прессования труб (Авторское свидетельство СССР №1667979, 1991), включающее валок с ручьем и валок с выступающим гребнем, образующим калибр, на выходе из которого установлена матрица с камерой сварки и с выступающим в сторону входной части калибра рассекателем, причем на донной поверхности ручья и наружной поверхности гребня выполнены кольцевые канавки с параллельными стенками, а примыкающие к этим стенкам донные поверхности ручья и наружные поверхности гребня выполнены с образующими, наклоненными к осям вращения соответствующих валков под острыми углами, встречно обращенными для каждого из валков своими вершинами, на матрице перед питающими каналами выполнены выступы.
Однако данное устройство не позволяет достичь высоких коэффициентов вытяжки по сварочной зоне, и, как следствие, пресс-изделия имеют сравнительно низкие механические свойства в зоне сварного шва, так как размеры сварной камеры (и соответственно коэффициенты вытяжки по сварочной зоне) зависят от размеров матрицы, а последние ограничены межвалковым пространством, в котором размещена матрица, и размерами рассекателя.
Известно устройство для непрерывного литья, прокатки и прессования цветных металлов и сплавов (Патент России №73245, 2008), включающее печь-миксер, моталку, два водоохлаждаемых валка, один из которых выполнен с ручьем, а второй с выступом, расположенные в станине и образующие закрытый калибр, на выходе из которого установлена матрица с калибрующим отверстием, имеющая клиновидные полости для охлаждения. Данная установка обеспечивает непрерывность процесса, снижение энергозатрат, высокие механические свойства пресс-изделий за счет значительных степеней деформации при прессовании, варьирование размеров пресс-изделий. Однако отсутствие кристаллизатора усложняет конструкцию установки и требует согласования скоростей наклона печи и скорости вращения валков, что снижает ее производительность, так как не предоставляется возможным увеличить скорость обработки металла в валках из-за низкой скорости кристаллизации литой заготовки.
Наиболее близким по совокупности существенных признаков является устройство для непрерывного литья, прокатки и прессования цветных металлов и сплавов (Патент России 2100136, 1997), включающее печь-миксер, кристаллизатор роторного типа, валок с ручьем и валок с выступом, образующие рабочий калибр, на выходе из которого установлена матрица с калибрующим пояском. Однако данное устройство не позволяет длительно работать с высокой скоростью прессования из-за отсутствия системы интенсивного охлаждения, так как постоянное поступление расплава металла в валки ведет к перегреву валков и матрицы. Температура пресс-изделия на выходе из матрицы растет и через определенное время работы устройства это приводит к появлению температурных трещин и браку. Устройство также не позволяет получать изделия из высоколегированных сплавов, так как при их обработке требуется поддерживать высокую температуру на всем протяжении участка транспортировки металла от печи-миксера до точки начала кристаллизации.
Основной задачей изобретения является увеличение производительности, расширение технологических возможностей устройства и повышение качества пресс-изделий за счет улучшения теплоотвода.
Технический результат заключается в увеличении интенсивности отвода тепла из рабочей зоны прессования.
Поставленный технический результат достигается тем, что в устройстве для непрерывного литья, прокатки и прессования катанки, содержащем печь-миксер, закрепленные на валах валок с ручьем и валок с выступом, образующие рабочий калибр и имеющие охлаждаемые каналы, матрицу с калибрующим пояском и охлаждаемыми каналами, установленную на выходе из калибра, согласно заявленному изобретению оно снабжено установленным на выходе из матрицы оросительным устройством с патрубком для подвода хладагента и форсунками для его разбрызгивания на поверхность готового изделия, заглушками, установленными на торцах валков соосно с ними, при этом охлаждаемые каналы выполнены в валках по всей длине и расположены по окружности валка, в заглушках на части длины выполнены проточки, направляющие хладагент под углом к оси прессования, а в валах выполнены отверстия, соединенные с заглушками для подвода хладагента к заглушкам и отвода хладагента из заглушек.
Сущность изобретения поясняется графическими материалами.
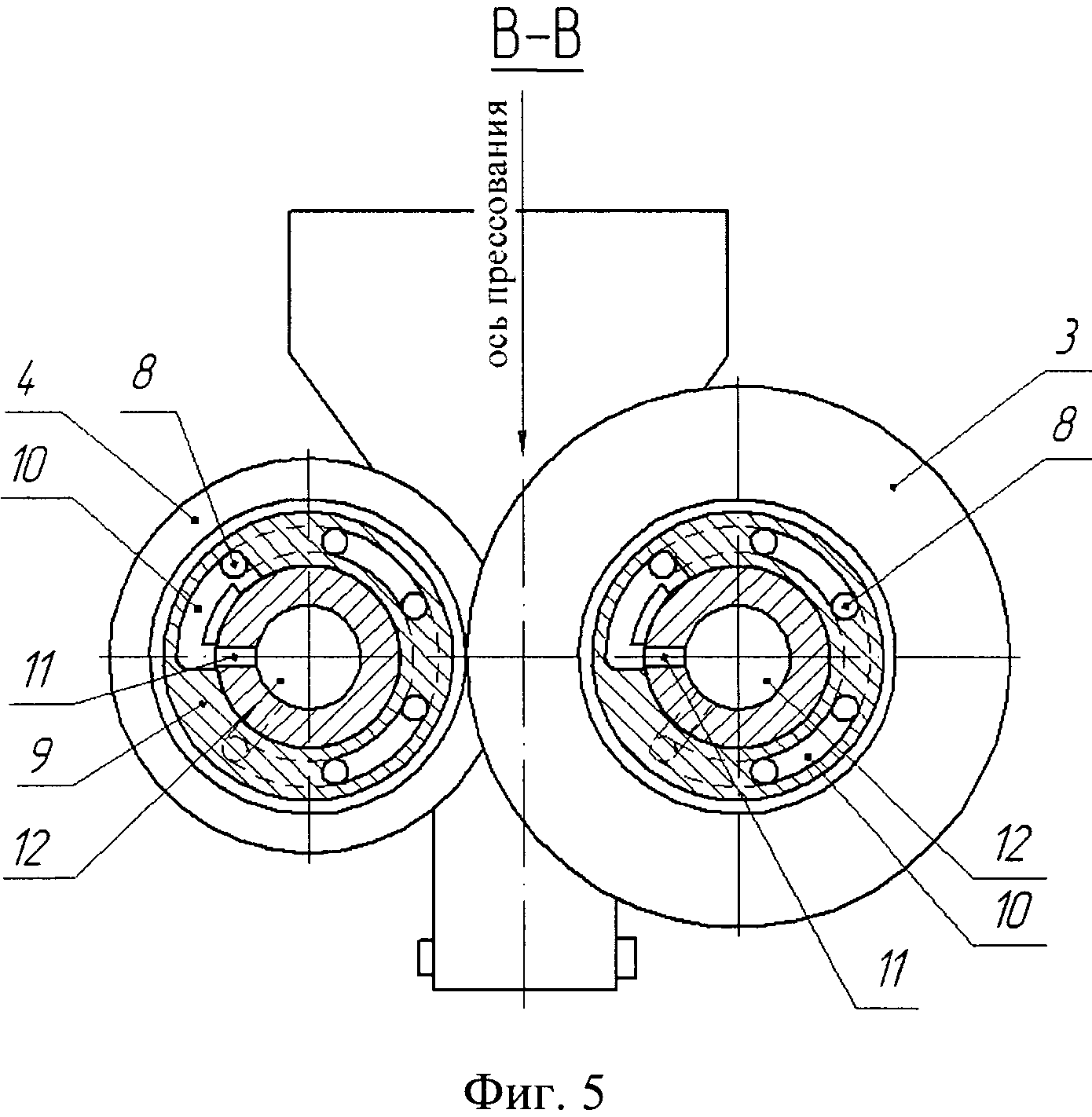
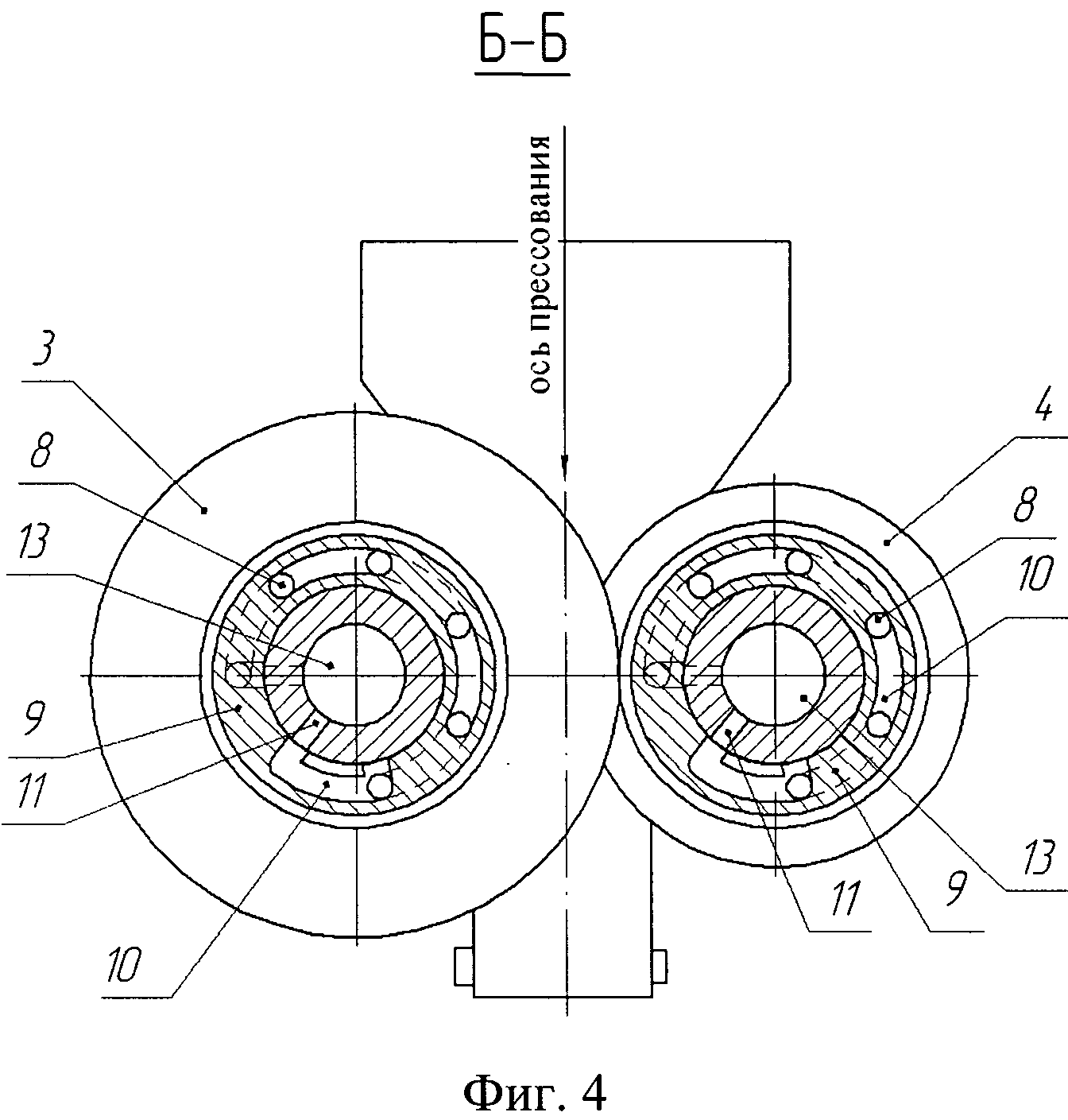
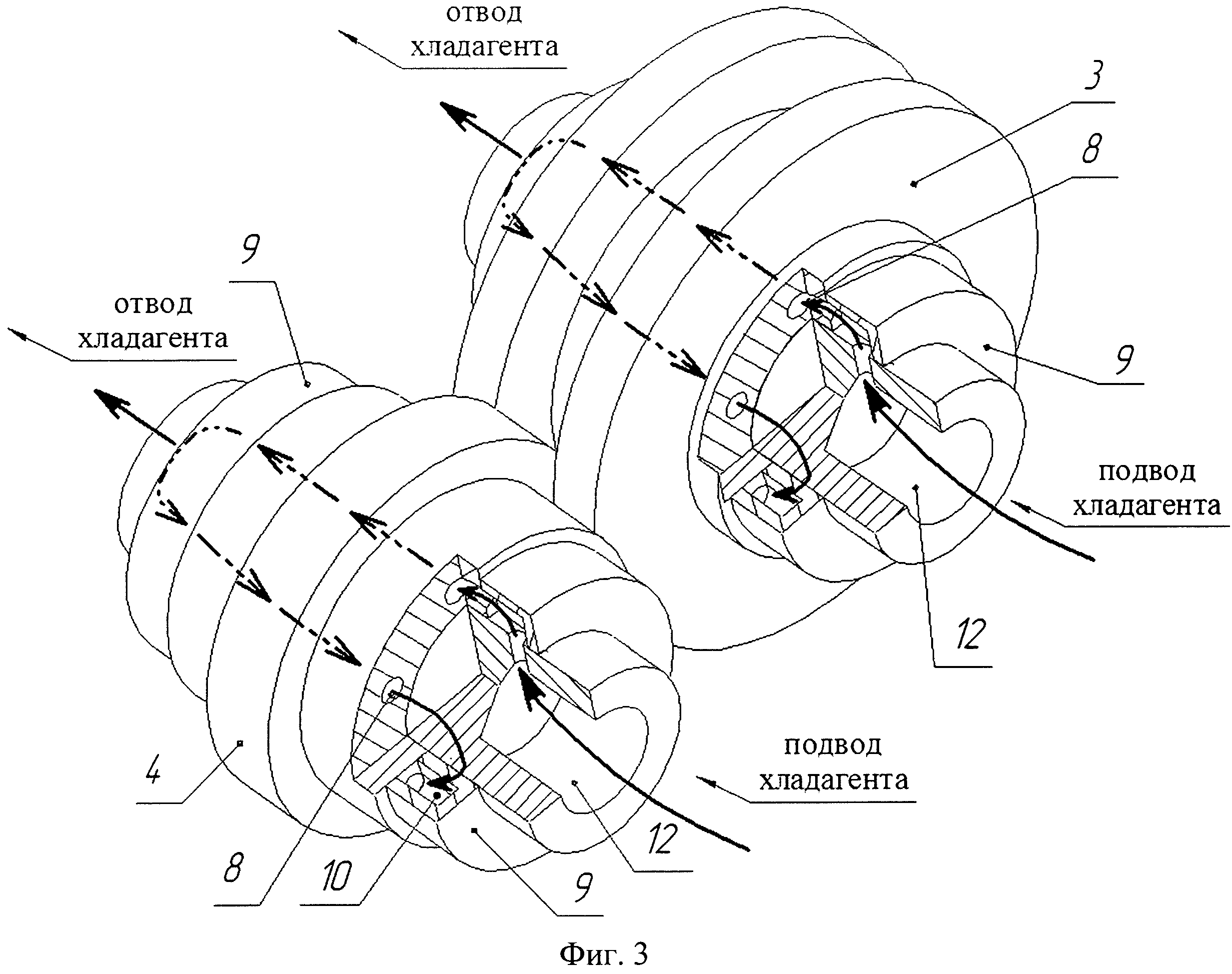
На фиг. 1 показан общий вид устройства в разрезе во время осуществления процесса непрерывного литья, прокатки и прессования катанки, на фиг. 2 - продольный разрез валков А-А, на фиг. 3 - валки с валами в изометрии с разрезом указан пути движения хладагента, на фиг. 4 - поперечный разрез Б-Б заглушек по каналам охлаждения спереди, а на фиг. 5 - поперечный разрез В-В заглушек по каналам охлаждения сзади.
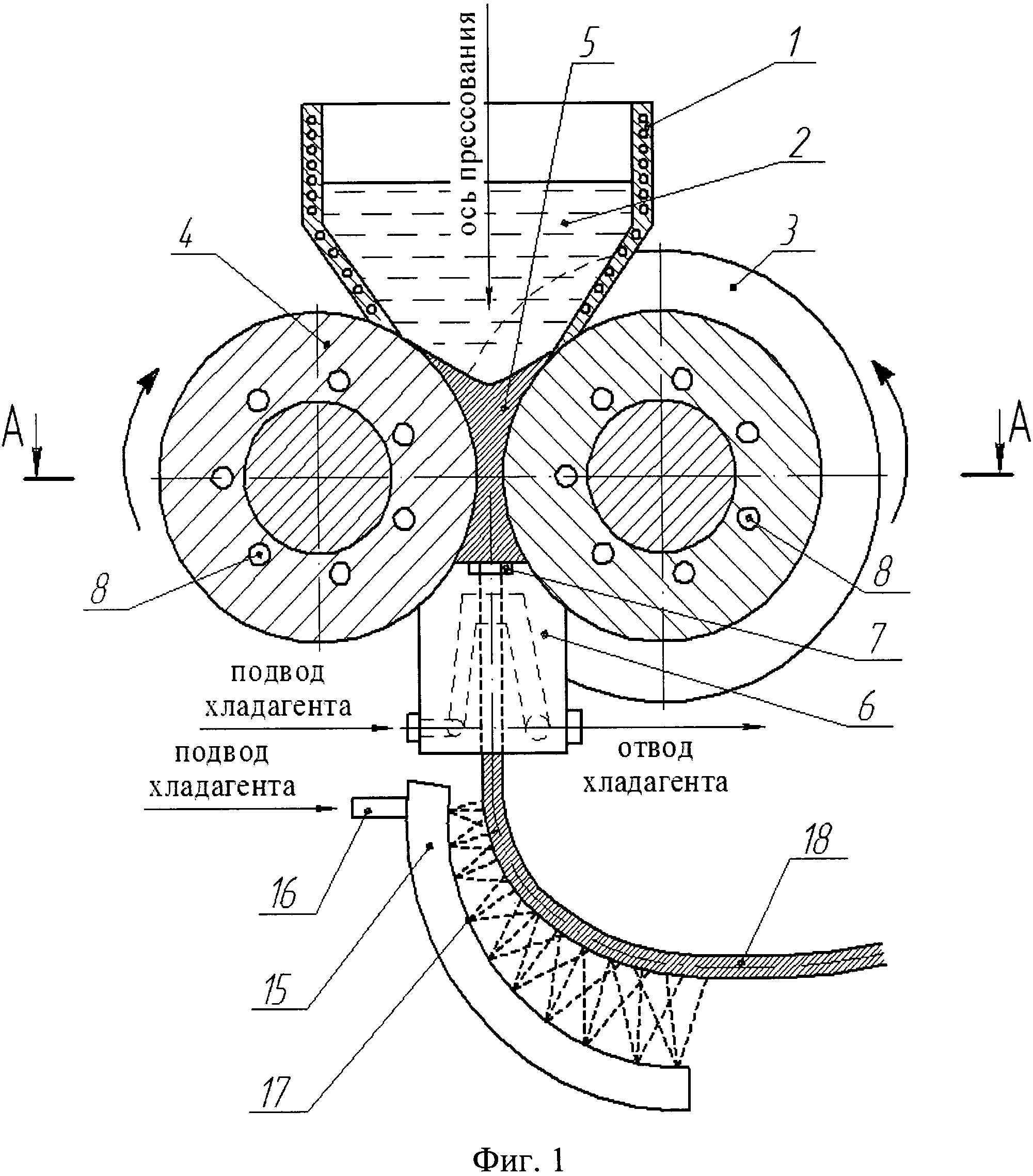
Заявляемое устройство для непрерывного литья, прокатки и прессования катанки включает печь-миксер 1 с расплавом 2, валок 3 с ручьем и валок 4 с выступом, образующие рабочий калибр 5, перекрытый на выходе матрицей 6 с калибрующим пояском 7. Для увеличения интенсивности отвода тепла в процессе прессования в валке 3 с ручьем и в валке 4 с выступом имеются каналы 8 для перемещения хладагента, которые выполнены по окружности валка 3 с ручьем и валка 4 с выступом, с торцов валков установлены заглушки 9 с проточкам 10, создающие направленное движение хладагента под углом к оси прессования для максимального отвода тепла при первичном охлаждении. Подвод и отвод хладагента к заглушкам 9 обеспечивается с помощью отверстий 11 через подводящие 12 и отводящие 13 отверстия вала 14. На выходе из матрицы 6 установлено дополнительное оросительное устройство 15, выполнение в виде коллектора с подводящим патрубком 16 и форсунками 17. Хладагент через форсунки 17 попадает непосредственно на пресс-изделие 18, обеспечивая вторичное охлаждение.
Устройство работает следующим образом. На фиг. 1 показано, как расплавленный металл 2 из печи-миксера 1 подается на поверхность валков 3 и 4, при этом начинается его кристаллизация. Одновременно с подачей расплава из печи-миксера 1 подается хладагент в охлаждаемые каналы, расположенные в матрице 6 и валах 14 валка 3 с ручьем и валка 4 с выступом, см. фиг. 2. Далее закристаллизовавшийся металл захватывается валками 3 и 4, деформируется в закрытом калибре между валками 3 и 4 и выдавливается по оси прессования через рабочий канал матрицы 6 с калибровочным пояском 7 в виде изделия - катанки 18, которая сматывается на моталку (на фигурах не показана). При этом хладагент с помощью оросительного устройства 15 подается на катанку, охлаждая ее.
На фиг. 3 показано, что для увеличения интенсивности охлаждения подаваемого расплавленного металла 2 в валах 3 и 4 через входное отверстие 12 и боковое 11 подается хладагент в заглушки 9, где через проточки 10 хладагент направляется под углом к оси прессования, проходя отверстия 8, отбирая тепло от валов 3 и 4, попадает в заглушки 9, проходя проточки 10 и выходя из отверстий 11, удаляется из зоны охлаждения через отверстие 13 (фиг. 4, 5).
Охлаждаемые каналы 8 в валке 3 с ручьем и валке 4 с выступом выполнены по окружности, где количество, угол наклона к оси прессования и размер каналов 8 определяется из условия, в соответствии с которым количество тепла, которое необходимо отвести от валков, пропорционально площади контактирующей поверхности с горячим металлом и разности температуры хладагента на входе и выходе из валка.
Отвод тепла из рабочей зоны прессования производится методом конвекции при прохождении хладагента по каналам матрицы 6 и валков 3, 4. Переданную теплоту можно определить с помощью следующего уравнения:
Q=A·α·(T1-T2) Вт/К·м2,
где Q - переданная теплота в Вт, А - поверхность, участвующая в теплопередачи в м2, α - коэффициент теплоотдачи, T1 и Т2 - верхний и нижний уровень температуры в градусах Кельвина. Применение вышеуказанной формулы позволяет разработать модели технологического процесса и создать опытную установку для непрерывного литья, прокатки и прессования цветных металлов и сплавов для различной производительности и формы.
Созданная конструкция устройства для непрерывного литья, прокатки и прессования изготовлена и испытана в промышленных условиях на алюминиевом заводе компании РУСАЛ. Полученные изделия имеют форму прутка круглого сечения с диаметром 9,5 и 15 мм. Устройство для непрерывного литья, прокатки и прессования обеспечивает интенсивный отвод тепла из зоны прессования катанки, тем самым увеличивая производительность процесса прессования и высокое качество пресс-изделий. Свойства полученной катанки отличаются от свойств катанки, полученных на устройстве прототипе более высокой пластичностью, но низкой механической прочностью, при этом электросопротивление остается на прежнем уровне. Высокая пластичность полученного прутка обеспечивает при производстве из него проволоки высокую скорость волочения и более редкий отжиг для снятия нагартованности. При этом прочность проволоки наращивается до требуемой, с сохранением низкого электросопротивления, которое при частом отжиге обычно вырастает. Полученная катанка на устройстве для непрерывного литья, прокатки и прессования имеет высокий потенциал для производства проволоки из новых сплавов с новыми свойствами по прочности и электросопротивлению.
Устройство для непрерывного литья, прокатки и прессования катанки, содержащее печь-миксер, закрепленные на валах валок с ручьем и валок с выступом, образующие рабочий калибр и имеющие охлаждаемые каналы, матрицу с калибрующим пояском и охлаждаемыми каналами, установленную на выходе из калибра, отличающееся тем, что оно снабжено установленным на выходе из матрицы оросительным устройством с патрубком для подвода хладагента и форсунками для его разбрызгивания на поверхность готового изделия, заглушками, установленными на торцах валков соосно с ними, при этом охлаждаемые каналы выполнены в валках по всей длине и расположены по окружности валка, в заглушках на части длины выполнены проточки, направляющие хладагент под углом к оси прессования, а в валах выполнены отверстия, соединенные с заглушками для подвода хладагента к заглушкам и отвода хладагента из заглушек.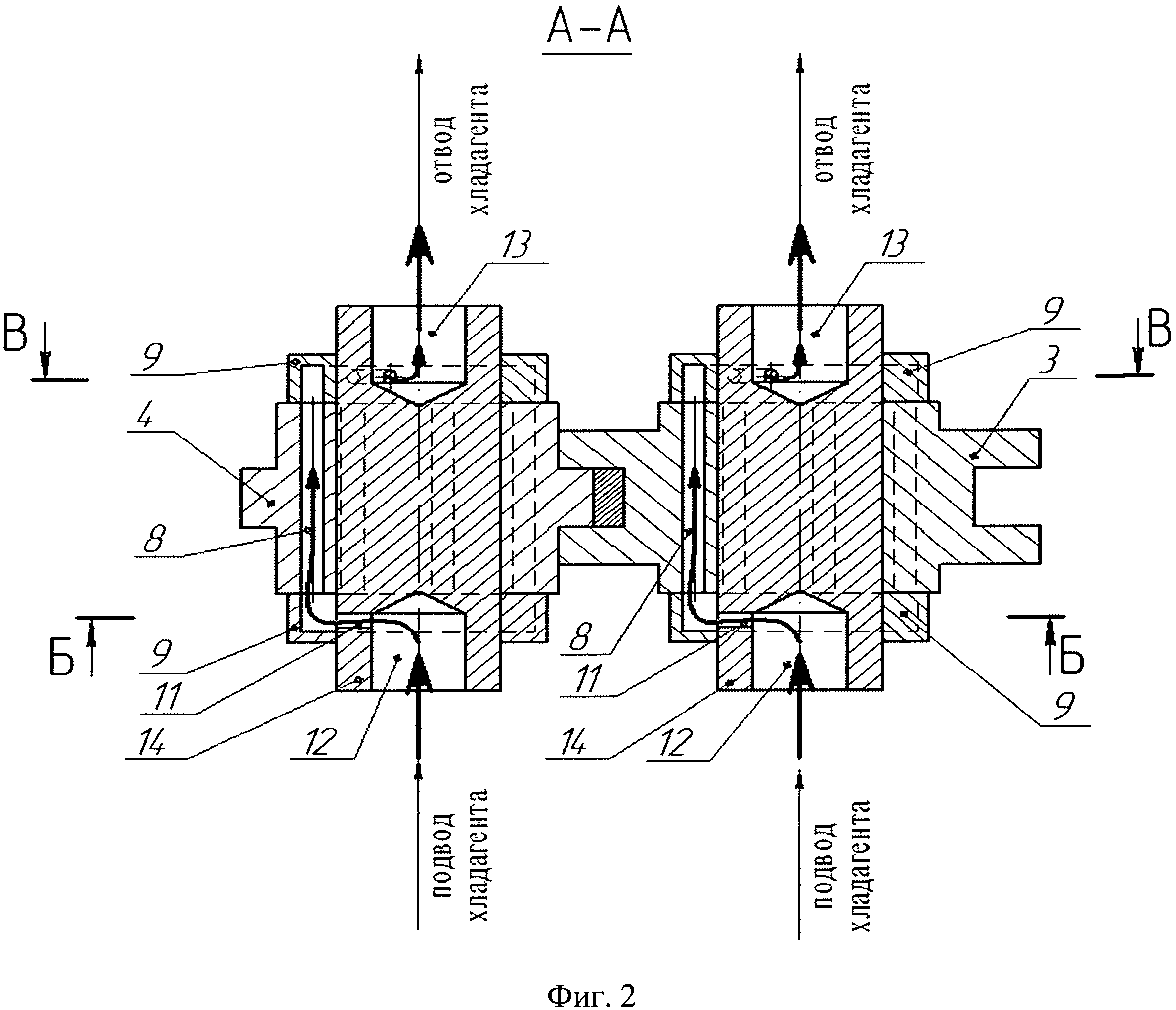
Устройство для определения токораспределения по анодам алюминиевого электролизера
Способ очистки технического кремния
Аппарат для разделения парожидкостных смесей
Ошиновка анодная алюминиевого электролизера с обожженными анодами
Устройство для аэрации жидкости
Ошиновка для алюминиевых электролизеров большой мощности
Способ и шихта для получения азотированного силикомарганца в дуговой руднотермической электропечи
Способ получения металлургического глинозема (варианты)
Получение скандийсодержащего концентрата и последующее извлечение из него оксида скандия повышенной чистоты
Проводниковый алюминиевый сплав и изделие из него
Устройство для определения токораспределения по анодам алюминиевого электролизера
Способ очистки технического кремния
Аппарат для разделения парожидкостных смесей
Ошиновка анодная алюминиевого электролизера с обожженными анодами
Устройство для аэрации жидкости
Ошиновка для алюминиевых электролизеров большой мощности
Способ и шихта для получения азотированного силикомарганца в дуговой руднотермической электропечи
Кристаллизатор для литья алюминиевых слитков
Нагреватель защищенного типа
Кристаллизатор для вертикального литья слитков из алюминия и алюминиевых сплавов

