Результат интеллектуальной деятельности: ОСНАСТКА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ДЕТАЛИ
Вид РИД
Изобретение
Предлагаемое изобретение относится к оснастке для литья под давлением детали, в частности восковой модели.
Такая модель используется в способе литья по выплавляемым восковым моделям, в частности, для литья лопаток турбины высокого давления турбомашины, такой как турбореактивный или турбовинтовой двигатель.
Согласно этому способу отливают под давлением одну или несколько лопаток при помощи оснастки литья под давлением, содержащей полость, соответствующую форме получаемой модели. В случае если модель содержит каналы охлаждения, может быть использован стержень. В этом случае воск нагнетают в полость вокруг стержня. В дальнейшем изложении предполагается, что стержень не используется и речь идет о сплошной модели.
Полученные таким образом восковые модели сразу же монтируют группой на опору.
Затем группу погружают в керамическую ванну, называемую шликером, и вслед за этим посыпают керамической пудрой (операция покрытия). Погружение и покрытие многократно повторяют до тех пор, пока не получают достаточный керамический слой, который образует оболочку вокруг группы.
Затем воск удаляют с керамической оболочки путем обработки всего комплекта в автоклаве, где водяной пар под давлением и при высокой температуре расплавляет воск (операция удаления воска).
Затем оболочку прокаливают в печи, чтобы она могла приобрести достаточную механическую прочность и служить в качестве формы.
После этого в оболочку заливают металл, например сплав на основе никеля. После охлаждения оболочку выбивают и вслед за этим различные детали разделяют друг от друга, то есть отделяют их от общей опоры.
Затем детали зачищают от облоя, шлифуют и проверяют.
Оснастка для литья под давлением восковой модели содержит в целом два блока-полости, в которых выполнены полости, форма которых после наложения блоков-полостей, соответствует форме отливаемой детали. Один из блоков-полостей оборудован выталкивающими средствами отлитой детали, содержащими по меньшей мере один выталкиватель, перемещаемый между позицией литья, в которой он находится снаружи соответствующей полости, и позицией выталкивания, в которой он выступает внутри полости. Из уровня техники известны выталкиватели, которые могут перемещаться вдоль прямолинейной траектории.
Отливаемая деталь, например лопатка, включает в себя часть, например платформу, радиально наружная поверхность которой не плоская, а изогнутая. Также и для соответствующей восковой модели.
При выталкивании модели из полости прямолинейная траектория выталкивателей не повторяет изгиб платформы модели и вызывает деформацию этой платформы модели, что сопряжено с риском нанесения царапин или отрыва части этой платформы.
Задача изобретения состоит в том, чтобы предложить простое, эффективное и экономное решение этой проблемы.
С этой целью предлагается оснастка для литья детали, содержащая два блока-полости, в которых выполнены полости, форма которых после наложения блоков-полостей соответствует форме отливаемой детали, при этом по меньшей мере один из блоков-полостей оснащен выталкивающими средствами отлитой детали, содержащими по меньшей мере один выталкиватель, перемещаемый между позицией литья, в которой он находится снаружи соответствующей полости, и позицией выталкивания, в которой он выступает внутри полости, отличающаяся тем, что выталкиватель при перемещении между этими двумя позициями направляется по изогнутой траектории, например, в виде дуги окружности, форма которой соответствует форме части извлекаемой из полости отлитой детали.
Таким образом, эта часть детали не претерпевает повреждений во время своего извлечения из формы. В том случае, когда траектория соответствует кривизне платформы восковой модели лопатки, эта платформа не деформируется или не претерпевает повреждений во время своего извлечения из формы, что позволяет сразу же приступить к точному изготовлению лопатки и снижает ручную доработку металлической детали.
Преимущественно, выталкиватель имеет изогнутую форму.
Согласно другому признаку изобретения оба блока-полости установлены с возможностью поворота относительно друг друга вокруг оси между позицией литья, в которой оба блока-полости наложены один на другой, и позицией извлечения из формы, в которой оба блока-полости отдалены друг от друга, и при этом выталкивающие средства содержат опору выталкивателя, один конец которой установлен с возможностью поворота вокруг поворотной оси блоков-полостей, а другой конец которой оснащен выталкивателем.
Предпочтительно, выталкиватель приводится в действие при помощи кулачка и/или ручки.
Поворот ручки или кулачка передает движение выталкивателю.
Согласно варианту осуществления изобретения кулачок опирается на поверхность опоры выталкивателя в точке, отдаленной от поворотной оси, так, чтобы поднимать опору и выталкиватель, когда перемещается при вращении.
Предпочтительным образом, выталкивающие средства содержат два отдаленных друг от друга параллельных или концентрических выталкивателя.
Преимущественным образом, оснастка для литья под давлением содержит неподвижный нижний блок-полость и подвижный верхний блок-полость, причем выталкиватель расположен в нижнем блоке-полости.
Кроме того, по меньшей мере один из блоков-полостей может быть установлен с возможностью поворота вокруг оси посредством по меньшей мере одного подшипника, например шарикоподшипника.
Изобретение будет лучше понято и будут выявлены другие детали, признаки и преимущества изобретения при прочтении нижеследующего описания, приводимого в виде не ограничивающего примера со ссылкой на прилагаемые чертежи, на которых показаны:
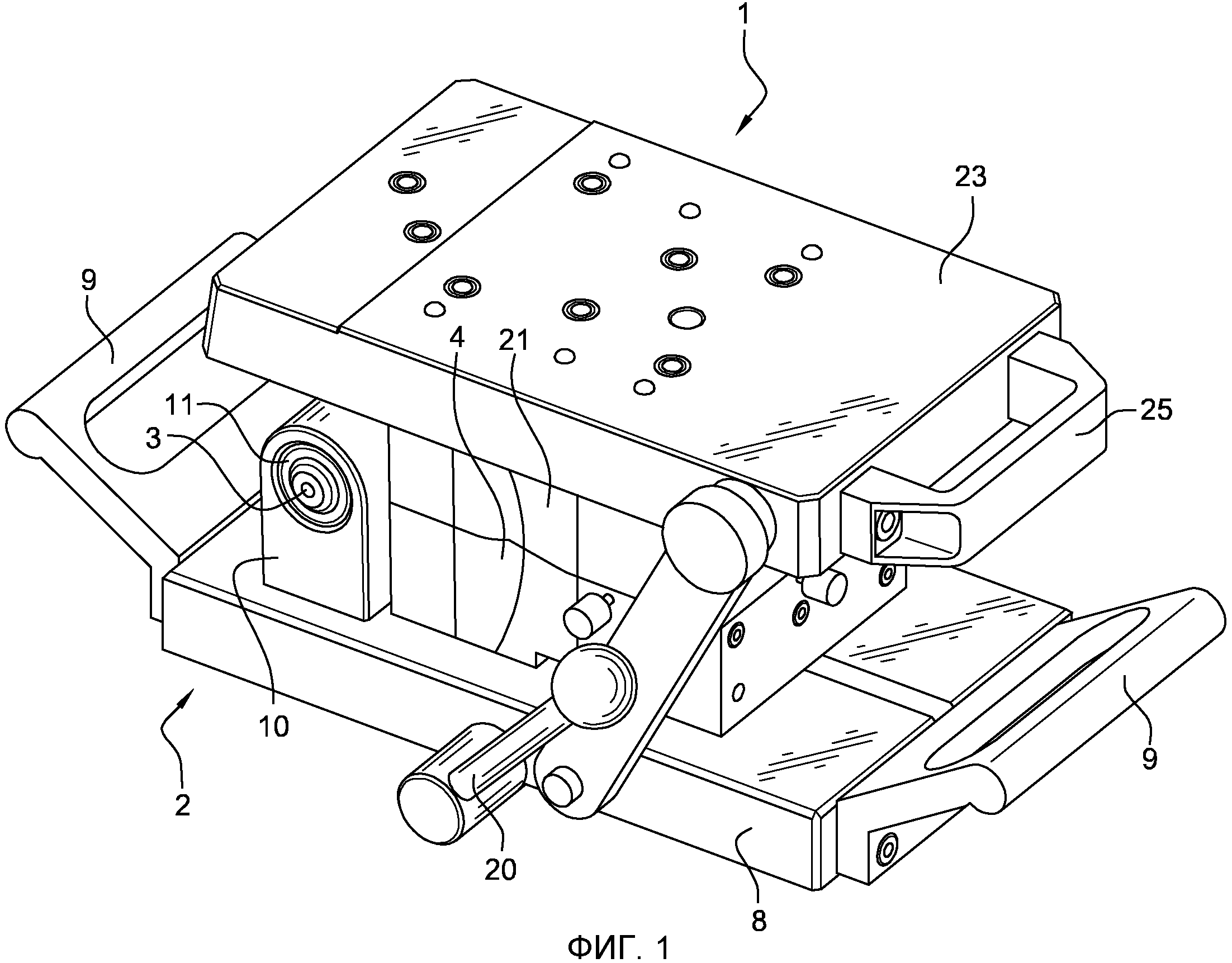
Фиг. 1 - вид в перспективе оснастки для литья под давлением детали согласно изобретению, в закрытом положении,
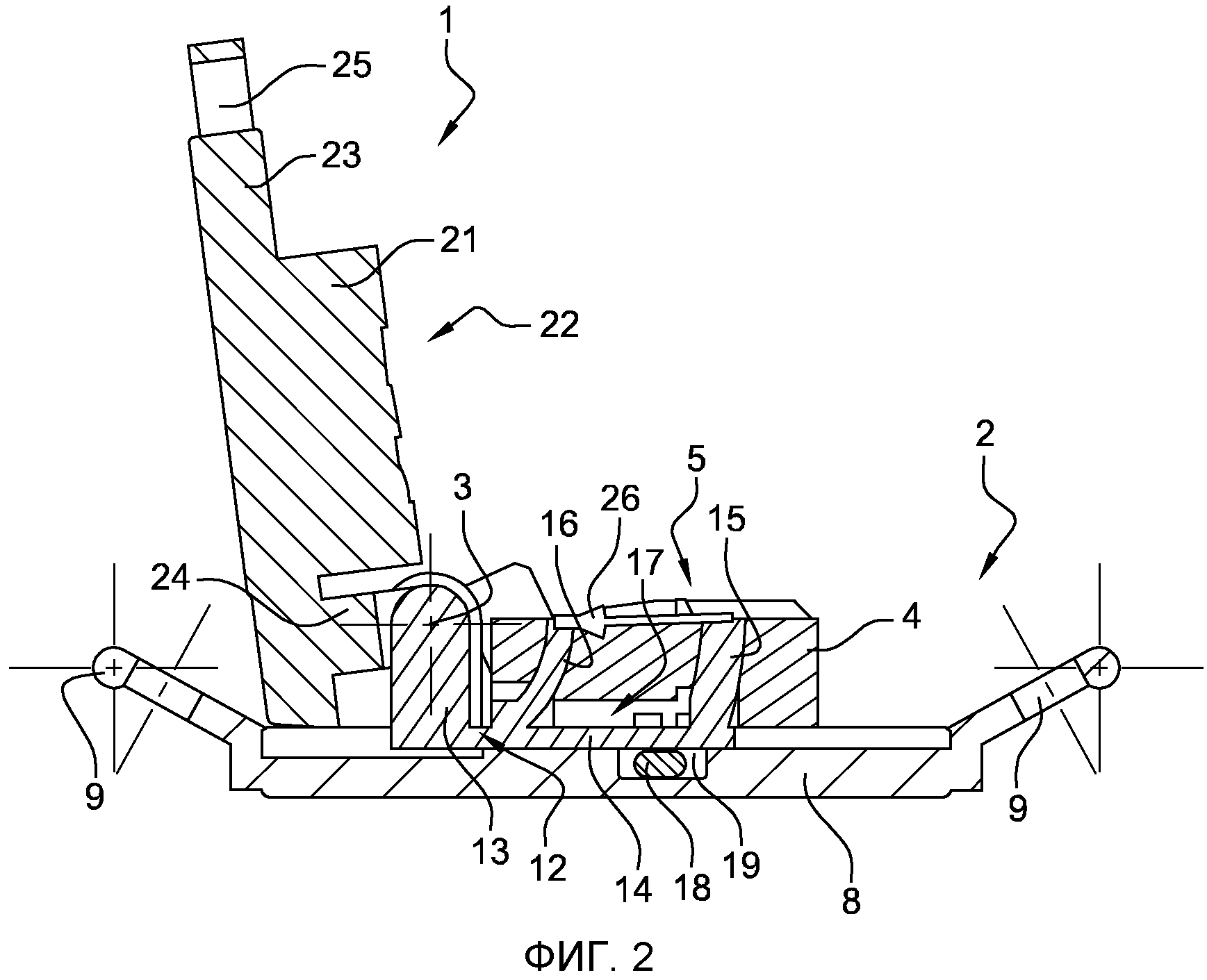
Фиг. 2 - вид в продольном разрезе и в открытом положении оснастки для литья под давлением, при этом выталкивающие средства отливки находятся в позиции литья,
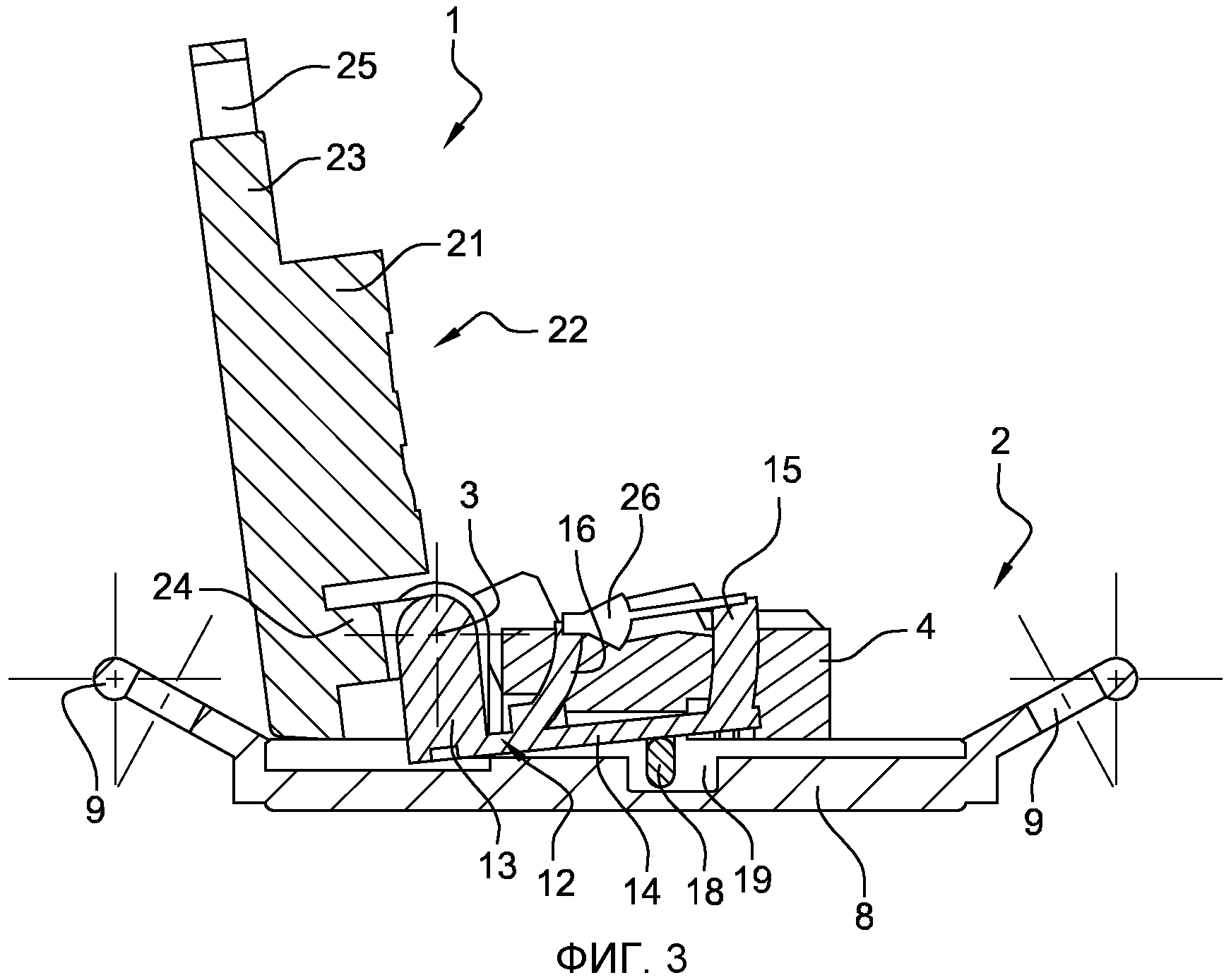
Фиг. 3 - вид, соответствующий фиг. 2, с выталкивающими средствами в позиции выталкивания,
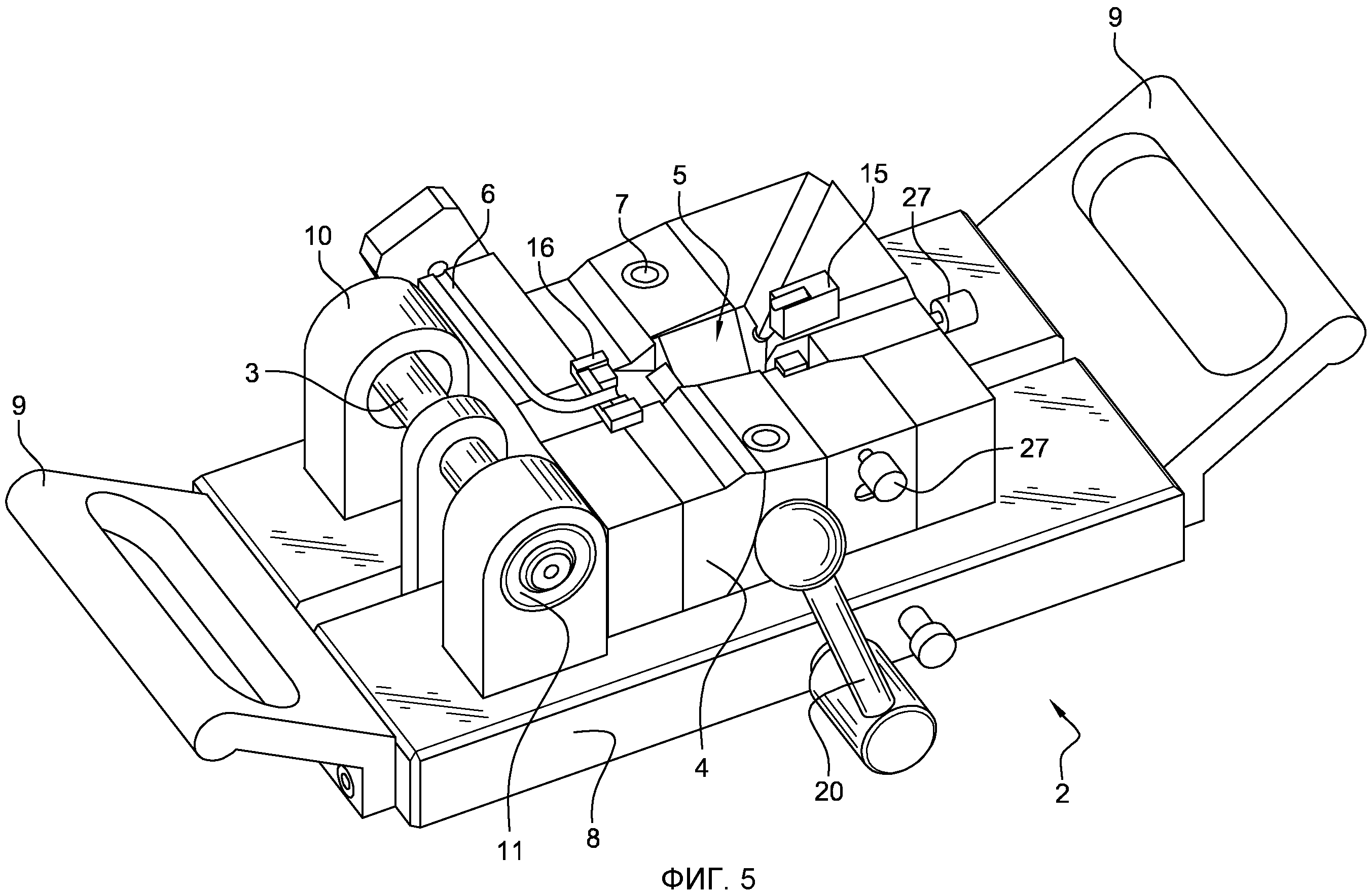
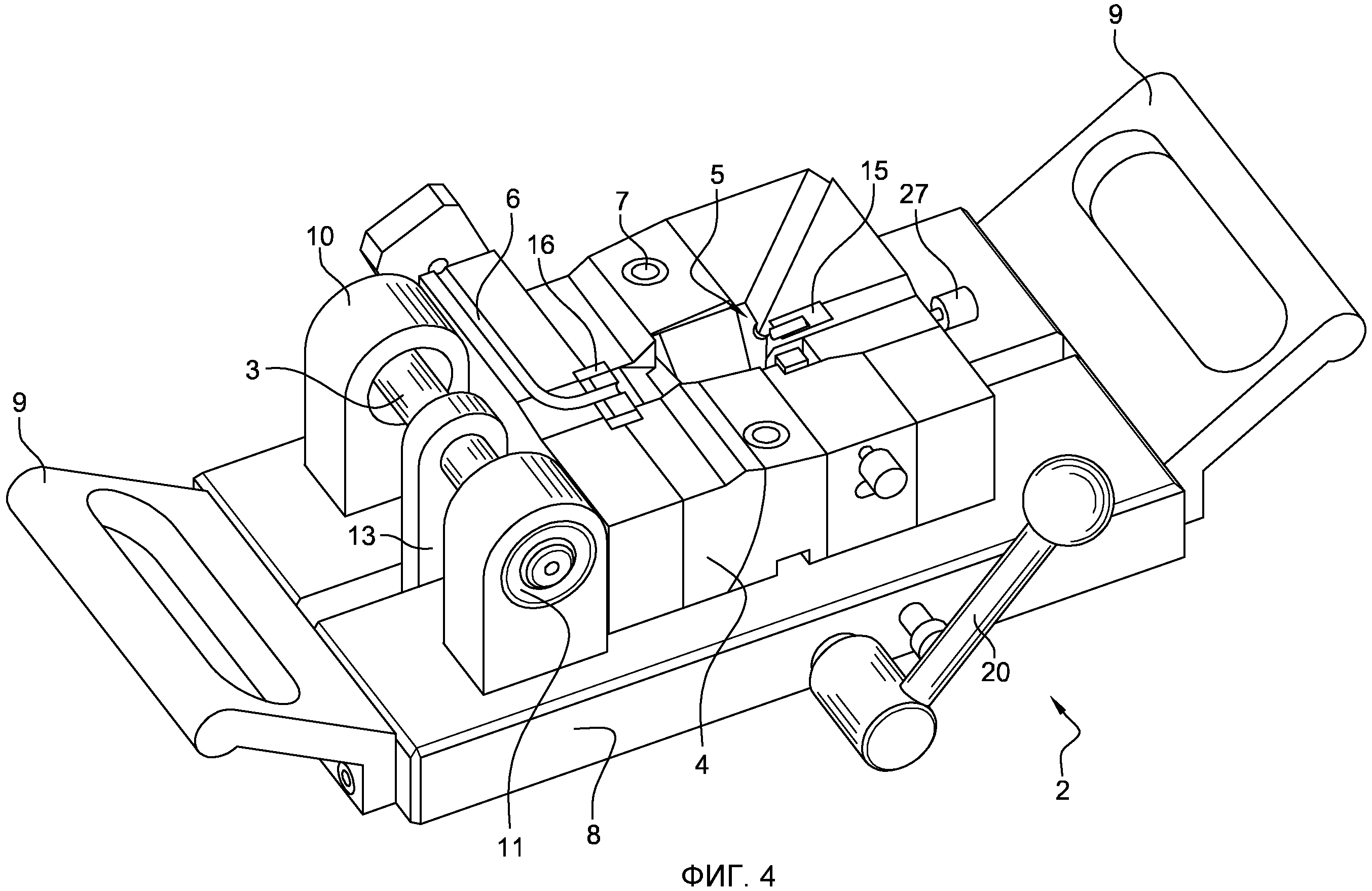
Фиг. 4 и 5 - вид в перспективе с изображением нижней части формы с выталкивающими средствами соответственно в позиции литья и в позиции выталкивания.
На фигурах 1-5 показана заявляемая оснастка для литья под давлением, которая содержит верхнюю часть 1 и нижнюю часть 2, установленные с возможностью поворота относительно друг друга вокруг оси 3.
В частности, нижняя часть 2 содержит блок-полость 4 по существу прямоугольной формы, в котором выполнена полость 5 и канал 6 для литья под давлением, видные лучше на фиг. 4 и 5, и прикреплена при помощи винта 7 на нижнем плоском и удлиненном основании 8, также прямоугольной формы. Оба противоположных конца основания 8 снабжены ручками 9. Основание 8 содержит, кроме того, два боковых ушка 10, расположенные с одной и другой стороны средней продольной плоскости и образующие оправу, внутри которой находится ось 3. Далее, ось 3 направляется двумя шарикоподшипниками 11, установленными в ушках 10, и она перпендикулярна указанной средней плоскости.
Нижняя часть 2 содержит выталкивающие средства отлитой детали, содержащие по существу L-образную опору 12, содержащую первую часть 13, конец которой установлен на поворотной оси 3, и по существу перпендикулярную первой части 13 вторую часть 14, от которой проходят первый и второй выталкиватели 15, 16 изогнутой формы. Первый выталкиватель 15 проходит от свободного конца второй части 14, а второй выталкиватель 16 проходит между первым выталкивателем 15 и первой частью 13. В частности, выталкиватели 15, 16 выполнены в форме дуги окружности, центром которой служит поворотная ось 3. Выталкивающие средства проходят в указанной средней плоскости.
Нижний блок-полость 4 содержит два изогнутых отверстия, дополняющие по форме выталкиватели, которые проходят в них, связанные с нижней пустотелой зоной 17 (фиг. 2). Эта зона, а также изогнутые отверстия обеспечивают поворот выталкивающих средств в определенном угловом интервале, как это описано в дальнейшем изложении.
Кулачок 18 помещен в отверстии 19 основания, под опорой 12 выталкивающих средств, при этом кулачок 18 связан с тягой, проходящей через основание 8 и конец которой оснащен ручкой 20. Поворот ручки 20 приводит к повороту кулачка 18, так что он перемещается между позицией литья, в которой кулачок полностью помещен в основании 8, и позицией выталкивания, в которой он выступает из основания 8 и давит на нижнюю поверхность опоры 14, чтобы повернуть ее вокруг оси 3.
При этом выталкивающие средства перемещаются между позицией литья, в которой выталкиватели 15, 16 находятся снаружи полости 5 и полностью помещены в блок-полость (фиг. 2 и 4), и позицией выталкивания, в которой выталкиватели выступают кверху внутри полости (фиг. 3 и 5).
Верхняя часть 1 оснастки для литья под давлением также содержит, в свою очередь, блок-полость 21, в котором выполнена полость 22, закрепленный на верхнем основании 23. Это основание содержит два ушка 24, расположенные с одной и с другой стороны средней продольной плоскости основания 23, образуя оправу, которая установлена на оси 3. В частности, каждое ушко 24 верхнего основания 23 установлено между первой частью 13 опоры 12 выталкивающих средств и одним из ушек 10 нижнего основания 8.
Конец верхнего основания 23, отдаленный от оси поворота 3, оснащен ручкой 25.
Ниже описывается более детально способ литья восковой модели лопатки 26.
В случае если модель 26 содержит полую часть, такую как контур охлаждения, керамический стержень (не показан) устанавливают в полость 5 нижнего блока-полости 4, при этом стержень может быть позиционирован при помощи упоров и закреплен, как это общеизвестно, натяжным винтом 27.
Затем оснастку для литья под давлением закрывают, то есть верхняя и нижняя части 1, 2 поворачиваются, так что оба блока-полости 21, 4 налагаются друг на друга и, следовательно, обе полости 22, 5. Форма полостей 5, 22, расположенных теперь одна напротив другой, соответствует форме отливаемой детали 26. В частности, полости 5, 22 определяют форму лопатки, включая лопасть и платформу. Платформа по меньшей мере касательно зоны, образованной полостью 5 нижнего блока-полости 4, имеет изогнутую форму, сечение которой имеет форму дуги окружности с центром на поворотной оси 3.
Пресс (не показан) давит затем на каждую из наружных поверхностей оснований 8, 23 и в полости 5, 22 по каналу 6 литья под давлением нагнетается воск, после чего охлаждается, так что затвердевает и образует восковую модель лопатки 26 (фиг. 2 и 3).
Вслед за этим оснастку для литья под давлением раскрывают поворотом верхней части вокруг оси (фиг. 2).
Чтобы вытолкнуть восковую модель 26 из полости 5 нижнего блока-полости 4, приводят в действие ручку 20 так, что поворачивается кулачок и, следовательно, выталкивающие средства. При этом выталкиватели 15, 16 перемещаются по криволинейной траектории, форма которой соответствует форме платформы, точнее форме зоны, извлекаемой из полости 5.
Таким образом, исключается возможное ухудшение качества или деформация платформы. Гарантируется также, что полученная литьем по выплавляемым восковым моделям лопатка, согласно вышеописанному способу, соответствует техническим требованиям.
Оснастка для литья под давлением описана здесь в случае литья восковой модели 26, но может быть использована для литья других типов деталей с целью решения той же технической проблемы, то есть исключить повреждение деталей при извлечении их из формы.
Турбовинтовой двигатель и устройство управления для ориентирования лопаток вентилятора турбовинтового двигателя
Лопатка турбомашины с четной или нечетной дополняющей геометрией и способ ее изготовления
Способ алитирования поверхности с предварительным осаждением слоя платины и никеля
Дегазация мартенситной нержавеющей стали перед переплавом под слоем шлака
Средство блокировки кольцевого уплотнителя на диске турбины газотурбинного двигателя, диск турбины газотурбинного двигателя, кольцевой уплотнитель контура охлаждения лопаток, модуль турбины газотурбинного двигателя и газотурбинный двигатель
Камера сгорания турбомашины с центробежным компрессором без дефлектора
Способ изготовления металлической вставки для защиты передней кромки из композитного материала
Устройство для изготовления корпуса, выплненного из композитного материала, и способ изготовления, использующий такое устройство
Компрессор для двигателя, в частности, турбореактивного двигателя летательного аппарата, снабженный системой отбора воздуха
Способ ремонта лопатки из титана путем лазерной наплавки и умеренного hip прессования
Газотурбинный двигатель, имеющий статорную ступень лопаток с изменяемым углом установки с независимым управлением
Турбовинтовой двигатель и устройство управления для ориентирования лопаток вентилятора турбовинтового двигателя
Лопатка турбомашины с четной или нечетной дополняющей геометрией и способ ее изготовления
Способ алитирования поверхности с предварительным осаждением слоя платины и никеля
Дегазация мартенситной нержавеющей стали перед переплавом под слоем шлака
Средство блокировки кольцевого уплотнителя на диске турбины газотурбинного двигателя, диск турбины газотурбинного двигателя, кольцевой уплотнитель контура охлаждения лопаток, модуль турбины газотурбинного двигателя и газотурбинный двигатель
Камера сгорания турбомашины с центробежным компрессором без дефлектора
Способ изготовления металлической вставки для защиты передней кромки из композитного материала
Устройство для изготовления корпуса, выплненного из композитного материала, и способ изготовления, использующий такое устройство
Компрессор для двигателя, в частности, турбореактивного двигателя летательного аппарата, снабженный системой отбора воздуха

