Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЬНОЙ СБОРКИ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ И МАКЕТ ПАКЕТА ТАРЕЛЕЙ ПОДВИЖНОГО СОЕДИНЕНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к технологии изготовления подвижных соединений в пресс-форме, и может быть использовано при изготовлении армированных амортизаторов и резинометаллических элементов.
Известны конструкции пресс-форм для изготовления подвижных соединений (см. например, патенты РФ №№2113998, 2302944 и 2351472).
Эти пресс-формы содержат формующий блок, заполняемую эластомером загрузочную камеру с перемещающимся в ней пуансоном и литниковую систему.
В формующем блоке пресс-формы размещают опорные кольца и тарели подвижного соединения с выставкой зазоров между ними при помощи фиксаторов.
В процессе изготовления, эксплуатации и обслуживания пресс-формы должна производиться многократная контрольная сборка формующего блока пресс-формы с установкой в него опорных колец и тарелей подвижного соединения и выставкой зазоров между ними при помощи фиксаторов с последующей разборкой формующего блока с извлечением опорных колец и тарелей из формующего блока.
Контрольная сборка пресс-формы при подготовке к работе является ответственной операцией, во многом определяющей качество изготовления подвижного соединения и надежность его работы.
Известен способ контрольной сборки пресс-формы для изготовления подвижного соединения, заключающийся в размещении в формующем блоке пресс-формы опорных колец и пакета тарелей подвижного соединения с выставкой зазоров между ними и в установке формующего блока в пресс-форму (см. патент РФ №2469846), наиболее близкий аналог.
При использовании известного способа контрольная сборка пресс-формы также проводится после изготовления штатных комплектующих (опорных колец и тарелей) подвижного соединения.
Однако так как общепринято, что подготовка производства, проектирование и изготовление оснастки, в том числе пресс-формы, проводятся с опережением сроков изготовления комплектующих подвижного соединения, то в известном способе невозможно на отдельных этапах изготовления пресс-формы (до изготовления комплектующих подвижного соединения) проводить контрольную сборку, что затягивает сроки аттестации изготовленной пресс-формы сдачи ее в эксплуатацию.
В случае необходимости доработки пресс-формы, выявленной по результатам контрольной сборки с применением уже изготовленных комплектующих подвижного соединения, дополнительно затягиваются сроки изготовления пресс-формы и, соответственно, сроки изготовления в ней подвижного соединения.
Кроме того, применение известного способа показало, что размещение между формообразующими кольцами формующего блока опорных колец и пакета тарелей подвижного соединения с выставкой зазоров между ними при помощи фиксаторов в процессе контрольной сборки пресс-формы является сложной и трудоемкой операцией, особенно при изготовлении крупногабаритных подвижных соединений.
После каждой контрольной сборки пресс-формы, перед последующей сборкой производится разборка собранного формующего блока, которая также является достаточно трудоемкой операцией, особенно при большом количестве тарелей подвижного соединения, повреждения которых при разборке не допускаются.
Трудоемкость известного способа существенно увеличивается в связи с тем, что в процессе изготовления пресс-формы производится контрольная сборка формующего блока для проверки собираемости формующего блока с пресс-формой, проверки правильности выполнения размеров и соответствия фактических значений допусков требуемым значениям, для проверки работоспособности системы обогрева, перед хромированием поверхностей формующего блока, а в процессе эксплуатации и обслуживания пресс-формы производится контрольная сборка формующего блока, например, при предварительном прогреве пресс-формы для контроля температурных полей и т.п.
Указанные недостатки известного способа контрольной сборки пресс-формы приводят к снижению его технологичности, повышенной трудоемкости и сложности проводимых работ, к увеличению срока изготовления пресс-формы.
Технической задачей данного изобретения является снижение трудоемкости, упрощение и повышение технологичности процесса контрольной сборки пресс-формы за счет применения макета пакета тарелей подвижного соединения, уменьшение срока изготовления пресс-формы.
Технический результат достигается тем, что в способе контрольной сборки пресс-формы для изготовления подвижного соединения, заключающемся в размещении в формующем блоке пресс-формы опорных колец и пакета тарелей подвижного соединения с выставкой зазоров между ними и установке формующего блока в пресс-форму, изготавливают макет, наружная поверхность которого соответствует конфигурации пакета тарелей подвижного соединения, размещают макет между опорными кольцами и фиксируют в требуемом положении в формующем блоке при помощи фиксаторов с зубцами, после чего производят окончательную сборку пресс-формы.
В качестве опорных колец подвижного соединения могут использоваться их имитаторы.
Для осуществления способа применяют макет пакета тарелей подвижного соединения, выполненный в виде кольца, поверхности которого соответствуют конфигурации пакета тарелей подвижного соединения, на торцах кольца выполнены кольцевые выемки, глубина которых не менее длины зубцов фиксаторов, при этом кольцевые буртики, образованные в зонах выемок, идентичны концевым частям крайних тарелей подвижного соединения.
Макет пакета тарелей подвижного соединения может состоять из двух полуколец, сопряженных между собой в вертикальной плоскости с возможностью перемещения относительно друг друга.
Использование макета, наружная поверхность которого соответствует конфигурации пакета тарелей с выставленными между ними зазорами, позволяет проводить контрольную сборку формующего блока пресс-формы на стадии подготовки производства до изготовления тарелей подвижного соединения.
Кроме того, использование макета позволяет существенно упростить процесс сборки формующего блока и пресс-формы в целом за счет возможности осуществления многократной максимально упрощенной сборки формующего блока пресс-формы без проведения сложных и трудоемких операций по установке ряда тарелей и выставке зазоров между ними при размещении между опорными кольцами.
Выполнение на боковых поверхностях макета пакета тарелей кольцевых выемок, глубина которых не менее длины зубцов фиксаторов, позволяет фиксировать пакет в требуемом положении при сборке только крайними зубцами фиксаторов, при этом остальные зубцы фиксаторов располагаются в кольцевых выемках, что облегчает процесс фиксации макета при обеспечении требуемой точности и прочности закрепления.
Образованные в зонах выемок кольцевые буртики, идентичные концевым частям крайних тарелей подвижного соединения, позволяют установить фиксаторы с расположением их крайних зубцов с наружной и внутренней сторон буртиков, и тем самым выставить зазоры между опорными кольцами и макетом при обеспечении его надежного закрепления и полной имитации установки пакета подвижного соединения в формующий блок пресс-формы.
Использование имитаторов в качестве опорных колец подвижного соединения позволяет проводить контрольную сборку формующего блока пресс-формы на стадии подготовки производства до изготовления штатных опорных колец.
Выполнение макета пакета тарелей подвижного соединения, состоящего из двух полуколец, сопряженных между собой в вертикальной плоскости с возможностью перемещения относительно друг друга, позволяет упростить процесс размещения макета за счет возможности поочередной установки полуколец со смещением, в случае необходимости, до выставки при помощи фиксаторов с зубцами зазоров между опорными кольцами и наружной поверхностью макета.
Разработанная совокупность технологических операций, проводимых в строго определенной последовательности, с применением дополнительно изготовленных имитаторов опорных колец и специально разработанного макета, имитирующего пакет тарелей с выставленными между ними зазорами, в натуральную величину, позволяет наилучшим образом осуществить контрольную сборку формующего блока пресс-формы при ее подготовке к работе и тем самым обеспечить снижение трудоемкости и повышение качества проводимых работ.
Сущность способа поясняется чертежом.
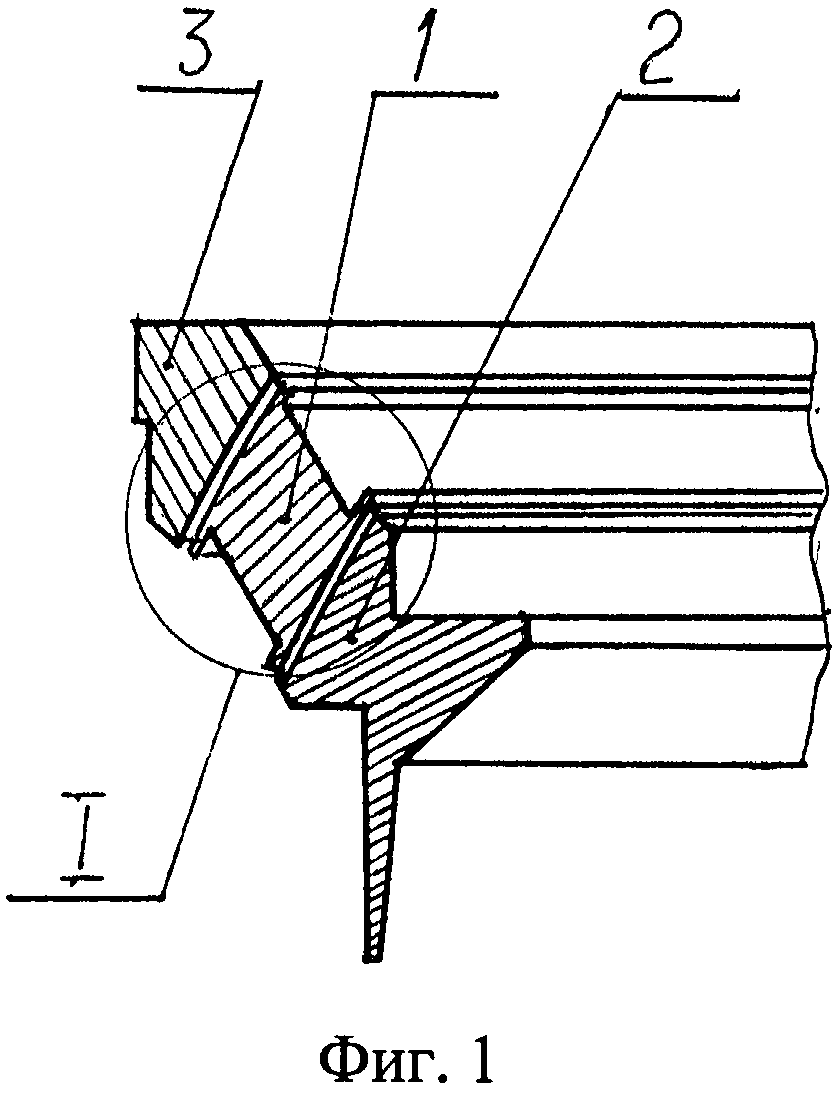
На фиг.1 приведена схема расположения макета между имитаторами опорных колец подвижного соединения.
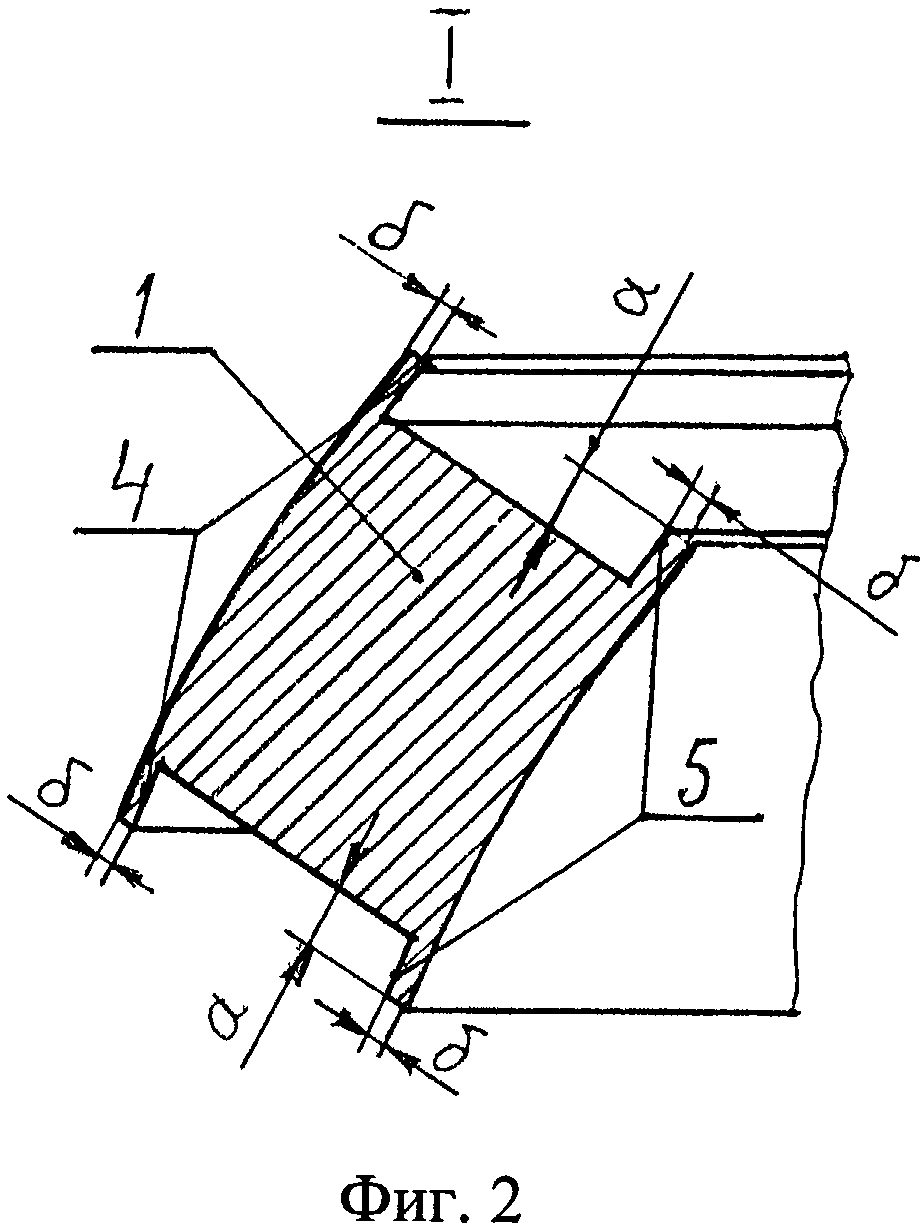
На фиг.2 приведено поперечное сечение макета подвижного соединения.
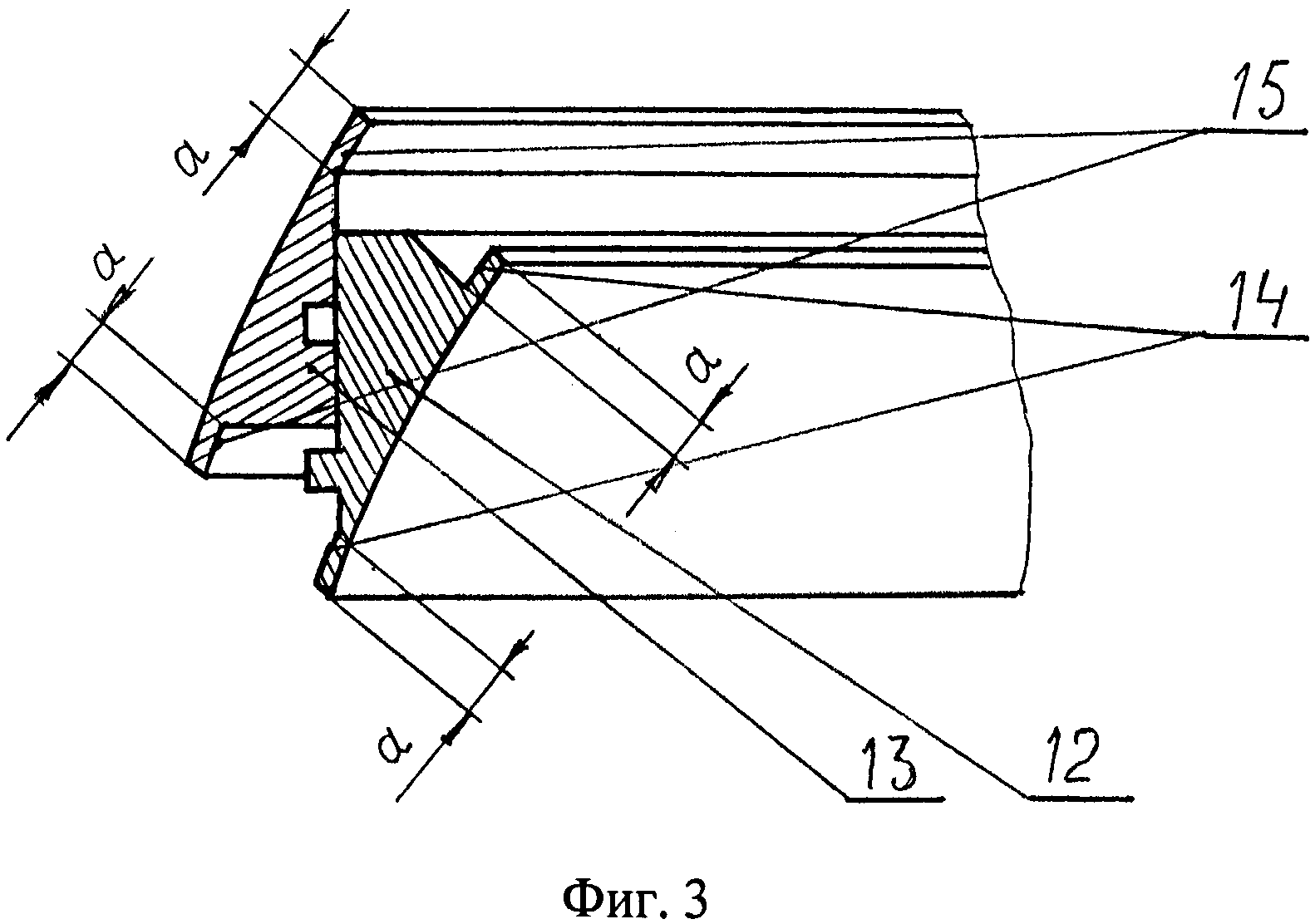
На фиг.3 приведен макет подвижного соединения, выполненный из двух полуколец.
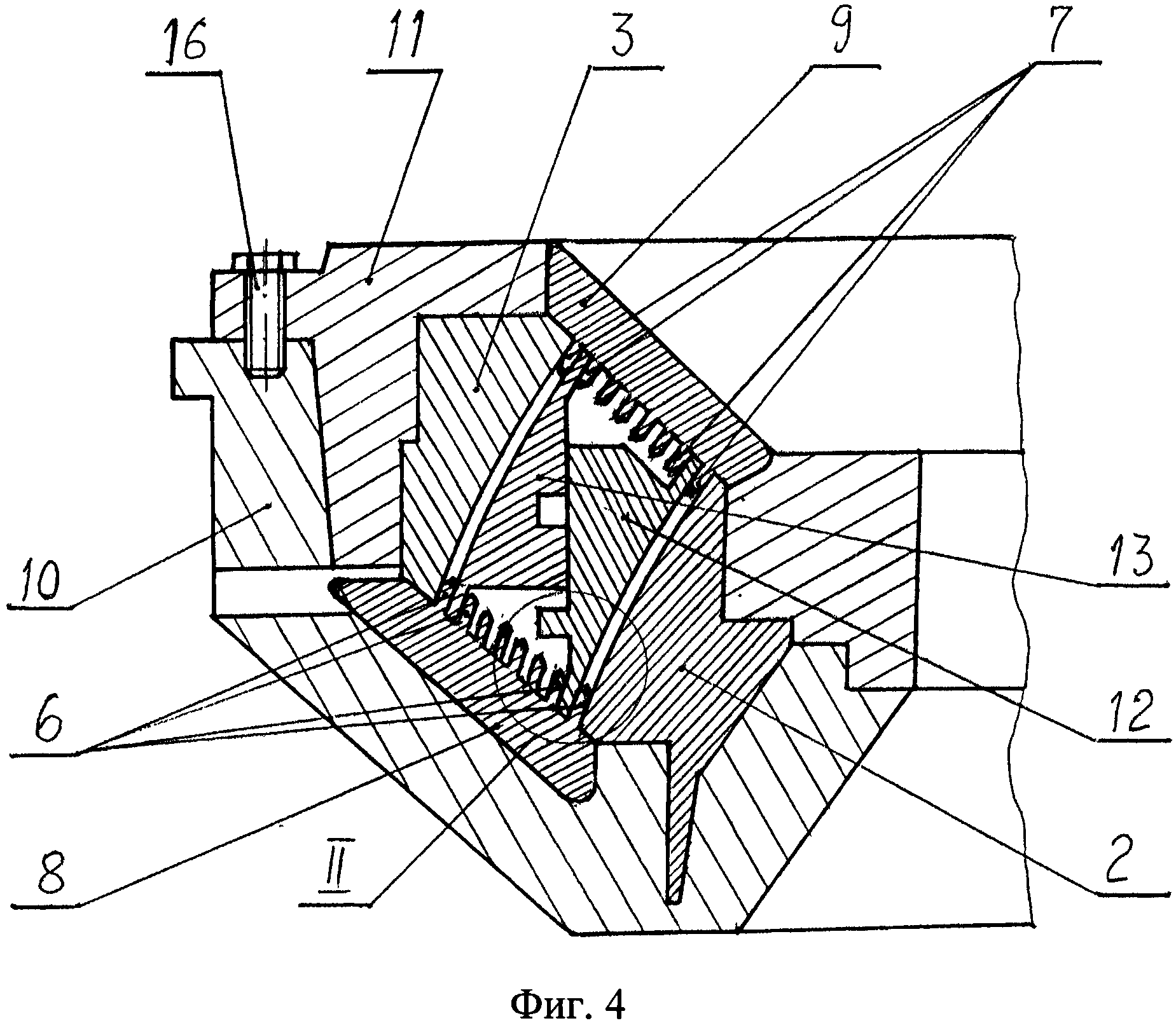
На фиг.4 приведен формующий блок пресс-формы с установленным в него макетом подвижного соединения.
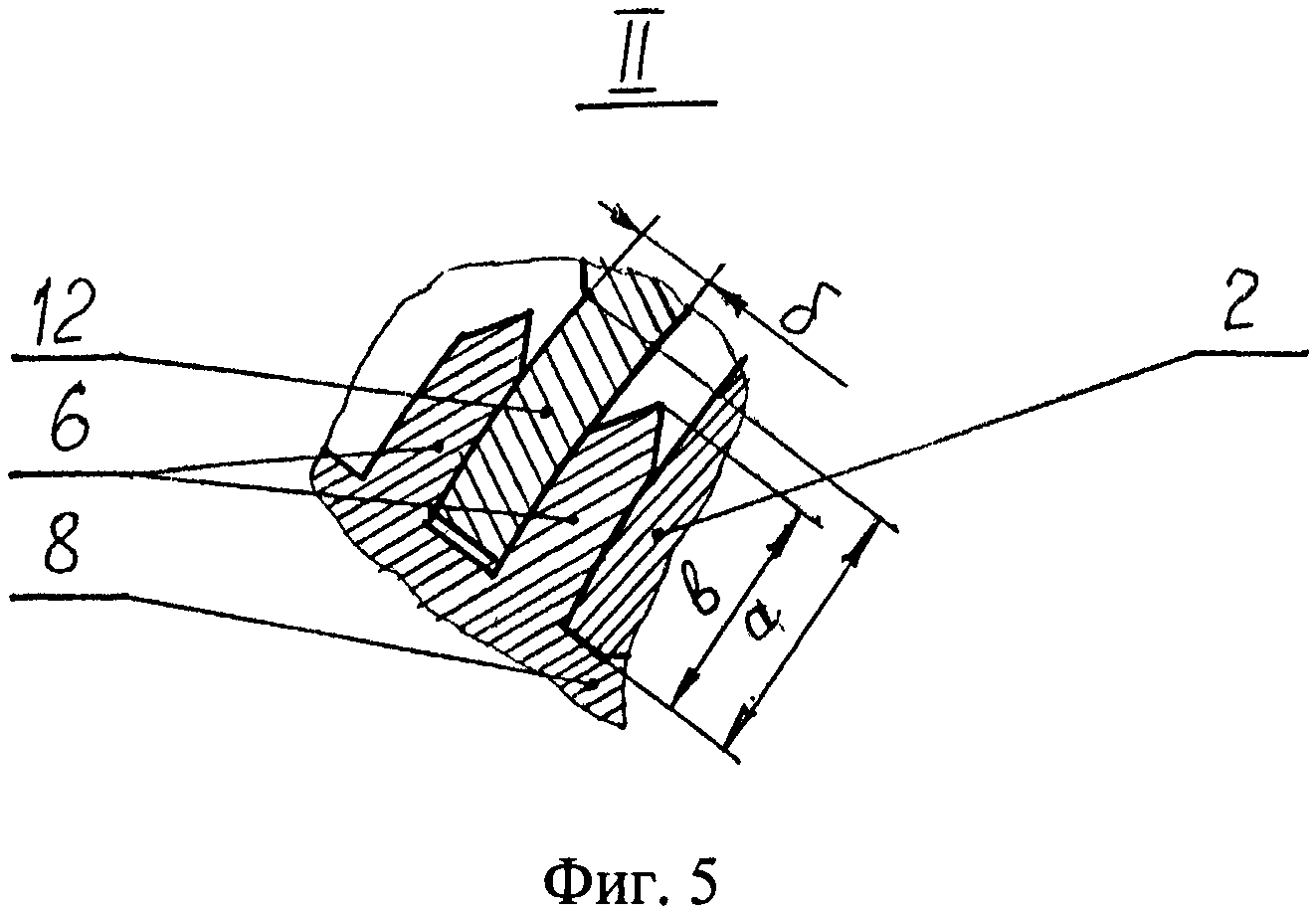
На фиг.5 приведен фрагмент макета с установленным фиксатором тарелей подвижного соединения.
Контрольная сборка формующего блока пресс-формы по предлагаемому способу осуществляется следующим образом.
Изготавливают макет 1, в натуральную величину, имитирующий пакет тарелей подвижного соединения с выставленными между ними зазорами.
Изготавливают имитатор 2 нижнего опорного кольца и имитатор 3 верхнего опорного кольца, в натуральную величину, в точности соответствующие габаритам и конфигурации опорных колец подвижного соединения.
При изготовлении макета 1 на его боковых поверхностях выполняют кольцевые выемки 4 и 5, глубиной «а», составляющей не менее длины «в» зубцов 6 и 7 штатных фиксаторов 8 и 9 тарелей подвижного соединения.
Кольцевые буртики макета, образованные в зонах выемок, соответствуют по конфигурации концевым частям крайних тарелей подвижного соединения, при этом толщина «б» кольцевых буртиков равна толщине тарелей подвижного соединения.
При контрольной сборке пресс-формы размещают имитаторы 2, 3 и макет 1 между нижним формообразующим кольцом 10 и верхним формообразующим кольцом 11 формующего блока.
При наличии на момент проведения контрольной сборки пресс-формы изготовленных штатных опорных колец они могут использоваться вместо имитатора 2 нижнего опорного кольца и имитатора 3 верхнего опорного кольца.
Для удобства и упрощения установки макет 1 может быть выполнен из двух колец: нижнего кольца 12 и верхнего кольца 13, сопряженных между собой в вертикальной плоскости с возможностью перемещения относительно друг друга.
Затем через выполненные в формообразующих кольцах 10 и 11 радиальные пазы устанавливают в требуемом по периметру количестве нижние фиксаторы 8 и верхние фиксаторы 9, соответственно располагая их зубцы 6 и 7 в кольцевых выемках 4 и 5 с боковых сторон макета 1.
При применении макета, состоящего из двух колец 12 и 13, нижние фиксаторы 8 и верхние фиксаторы 9 устанавливают, соответственно располагая их зубцы 6 и 7 в кольцевых выемках 14 и 15 с боковых сторон колец 12 и 13.
После чего скрепляют между собой формообразующие кольца 10, 11 болтами 16 и помещают собранный формующий блок в пресс-форму.
Хорошая собираемость формующего блока с имитаторами и макетом с последующей установкой в пресс-форму свидетельствует о качественном изготовлении ее элементов.
С использованием предлагаемого способа на предприятии проводится контрольная сборка формующего блока пресс-формы, в которой качественно изготавливается ряд крупногабаритных подвижных соединений.
Практическое применение подтвердило высокую технологичность процесса контрольной сборки формующего блока пресс-формы.
Способ испытаний раздвижного сопла ракетного двигателя в барокамере с газодинамической трубой и стендовое раздвижное сопло для его реализации
Способ изготовления фильтров
Способ сборки ракетного двигателя твердого топлива и оснастка для его осуществления
Снаряженный корпус ракетного двигателя твердого топлива
Способ изготовления статора одновинтового насоса
Способ изготовления статора одновинтового насоса
Оправка для изготовления крупногабаритных корпусов из полимерных композиционных материалов
Пресс-форма для изготовления статора одновинтового насоса
Установка для испытаний высотных ракетных двигателей на твердом топливе
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения
Способ испытаний раздвижного сопла ракетного двигателя в барокамере с газодинамической трубой и стендовое раздвижное сопло для его реализации
Способ изготовления фильтров
Способ сборки ракетного двигателя твердого топлива и оснастка для его осуществления
Снаряженный корпус ракетного двигателя твердого топлива
Способ изготовления статора одновинтового насоса
Способ изготовления статора одновинтового насоса
Оправка для изготовления крупногабаритных корпусов из полимерных композиционных материалов
Пресс-форма для изготовления статора одновинтового насоса
Установка для испытаний высотных ракетных двигателей на твердом топливе
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения

