Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ С ВНУТРЕННИМИ КАНАЛАМИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА И ЛОПАТКА ТУРБОМАШИНЫ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники
Изобретение относится к лопаткам турбомашины, которые снабжены внутренними каналами.
Известно, что для уменьшения шума и турбулентных потоков у ножки лопатки в лопатках выполняются внутренние каналы, которые выходят рядом с ножкой и вершиной лопатки. Эти внутренние каналы образуют, таким образом, устройство всасывания/выдувания, которое отбирает (всасывает) часть воздуха на уровне ножки лопатки и отводит (выдувает) на уровне вершины лопатки, что позволяет поглощать часть граничного слоя рядом с ротором.
Лопатки, которые снабжены такими устройствами всасывания/выдувания, как правило, выполнены из металла, причем внутренние каналы выработаны в массе лопатки.
Однако обработка внутренних каналов в металлических лопатках выполняется относительно аккуратно и может быть осуществлена только с лопатками, имеющими относительно простые геометрические формы. В частности, не представляется возможным обрабатывать внутренние каналы в металлических лопатках, имеющих скрученную форму.
Известно, что из композитного материала получаются более легкие лопатки, т.е. путем осуществления конструктивных элементов с волокнистой деталью упрочнения, уплотненной матрицей.
Применяемая, как правило, технология заключается в формировании укладки однонаправленных предварительно пропитанных слоев или пленок (плакирование), которая размещается в пресс-форме, обеспечивая различное ориентирование последовательно расположенных слоев перед уплотнением и полимеризацией в автоклаве.
Согласно другой более новой и совершенной технологии, лопатка изготовлена путем трехмерного переплетения волокнистой предварительно отформованной заготовки и спрессовывания предварительно отформованной заготовки матрицей. В документе EP 1526285 приводится описание способа изготовления такой лопатки.
Однако известные специалистам лопатки, выполненные из композитного материала, не содержат внутренних каналов. Обработка внутренних каналов в лопатке, выполненной из композитного материала, может ухудшить характеристики и механическую прочность лопатки. Действительно просверливание одного или множества каналов может, в частности, привести к повреждению и даже разрыву некоторых волокон детали упрочнения и, как следствие, повреждению сцепления волокнистой детали упрочнения (прерывание каналов передачи напряжений, образованных волокнами детали упрочнения).
Лопатки, выполненные из композитного материала, вместе с тем представляют собой будущее решение, в частности, ввиду их легкости и отличных механических характеристик.
Сущность изобретения
Таким образом, задачей изобретения является создание усовершенствованных лопаток из композитного материала для турбин или компрессоров турбомашин, которые содержат один или множество внутренних каналов, обладают заданными механическими характеристиками и относительно сложными формами, такими как скрутка.
Для решения задачи предложен способ изготовления лопатки турбомашины из композитного материала, содержащей волокнистую деталь упрочнения, уплотненную матрицей, а именно способ, включающий в себя:
- реализацию волокнистой заготовки путем переплетения первого множества волокон и второго множества волокон; причем волокна упомянутого множества волокон расположены последовательными слоями и вытянуты в продольном направлении волокнистой заготовки, соответствующем продольному направлению изготовляемой лопатки;
- придание определенной формы волокнистой заготовке для получения предварительно отформованной заготовки изготавливаемой лопатки;
- уплотнение предварительно отформованной заготовки путем пропитки упомянутой предварительно отформованной заготовки жидким составом, содержащим прекурсор материала матрицы для получения лопатки, содержащей волокнистую деталь упрочнения, которая образована упомянутой предварительно отформованной заготовкой и уплотнена матрицей;
- способ, согласно которому по меньшей мере один волокнистый слой первого множества волокон, расположенный во внутренней части волокнистой заготовки, содержит одно или множество волокон, выполненных из материала, обладающего фугитивными свойствами, которые удаляются после уплотнения предварительно отформованной заготовки для образования в лопатке одного или множества внутренних каналов.
Таким образом, благодаря способу изобретения представляется возможным изготавливать лопатки из композитного материала, содержащие внутренние каналы с сохранением механической целостности структуры лопатки. Действительно, согласно способу изобретения, каналы образованы без повреждения целостности соседних с каналами волокон.
Кроме того, волокна, обладающие фугитивными свойствами, вводятся в деталь упрочнения перед приданием определенной формы волокнистой заготовке; причем представляется возможным выполнить лопатки сложной формы, которым, в частности, придана определенная форма путем скручивания, с внутренними каналами.
Материал, обладающий фугитивными свойствами, может быть подобран, но не обязательно, в частности, среди по меньшей мере одного из следующих материалов:
термоплавкого материала, такого как поливинилацетат или полиэтилен;
материала, который может быть растворен посредством растворяющего вещества (вода, спирт и т.д.), такого как растворимый полимер, например поливинилацетат (PVA) (поливинилалкоголь).
Предпочтительно, чтобы волокнистая заготовка была выполнена путем трехмерного переплетения, по меньшей мере, волокон второго множества волокон, соединяющих волокна первого множества волокон на первых слоях. Трехмерное переплетение может быть многослойным переплетением с ткацким переплетением, тип которого выбран среди по меньшей мере одного из следующих ткацких переплетений: ткань атласного плетения, мультиткань атласного плетения, мультиполотно и двойной ластик.
Волокна первого множества волокон, отличных от волокон, выполненных из материала, обладающего фугитивными свойствами, и волокна второго множества волокон могут быть, в частности, из керамического или углеродного материала.
Номер волокон, выполненных из материала с фугитивными свойствами, определяется в зависимости от размера внутренних каналов, изготовленных в лопатке.
Изобретение также относится к лопатке турбомашины из композитного материала, содержащей волокнистую деталь упрочнения, получаемую путем переплетения первого множества волокон и второго множества волокон; причем волокна упомянутого первого множества волокон расположены последовательными слоями и вытянуты в продольном направлении волокнистой заготовки, соответствующем продольному направлению изготавливаемой лопатки; причем упомянутая деталь упрочнения уплотнена матрицей; причем лопатка содержит один или множество внутренних каналов, вытянутых в продольном направлении упомянутой лопатки. Лопатка может иметь, в частности, скрученную форму. Согласно одному объекту изобретения, лопатка выполнена из композитного материала с органической матрицей. Лопасть лопатки может, кроме того, иметь профиль поперечного сечения различной толщины.
Изобретение также направлено на турбомашину, оснащенную лопаткой согласно изобретению, изготовленной способом, который был определен ранее.
Краткое описание чертежей
Изобретение будет лучше понятно из нижеследующего описания, носящего не ограничительный характер, приводимого со ссылкой на прилагаемые чертежи, на которых:
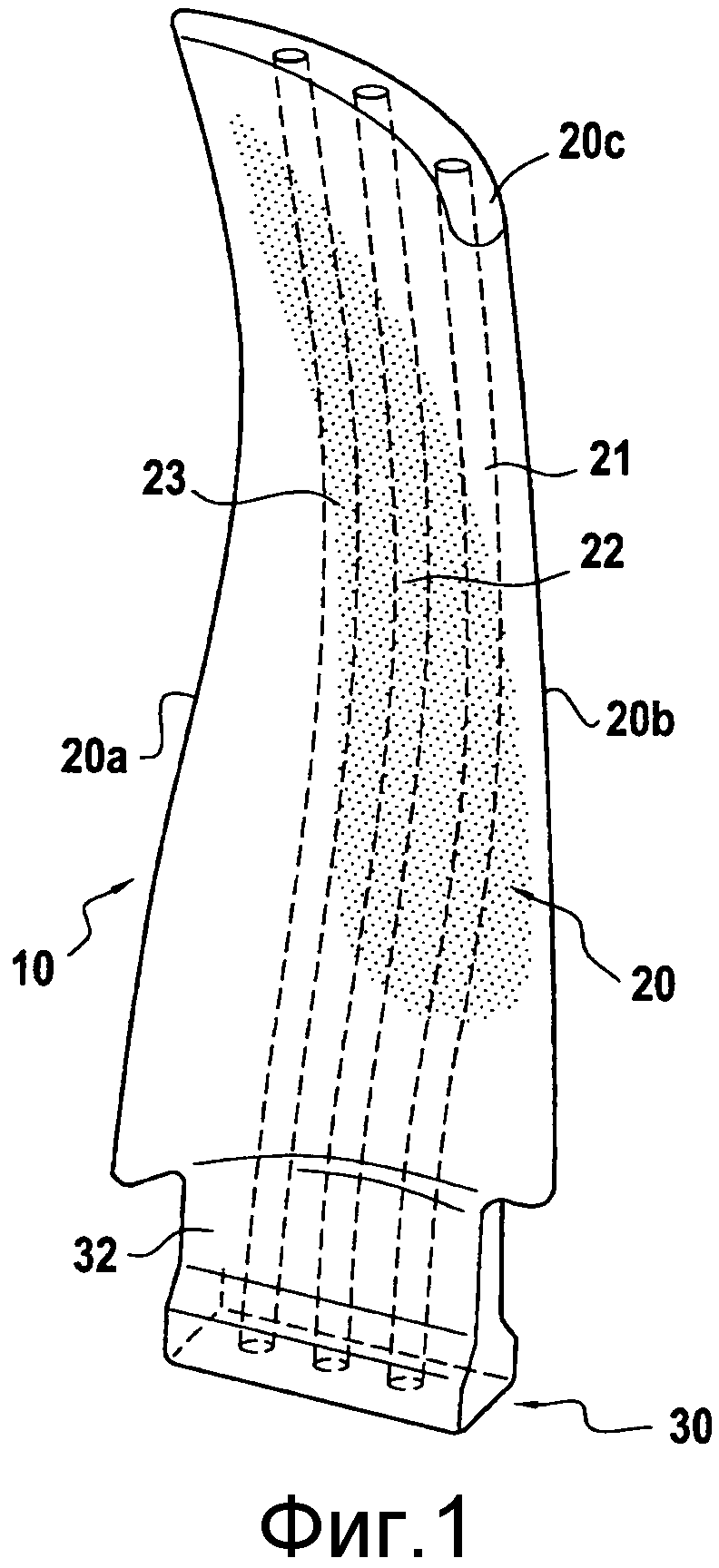
фиг.1 представляет собой вид в изометрии лопатки турбомашины, выполненной из композитного материала, содержащей внутренние каналы;
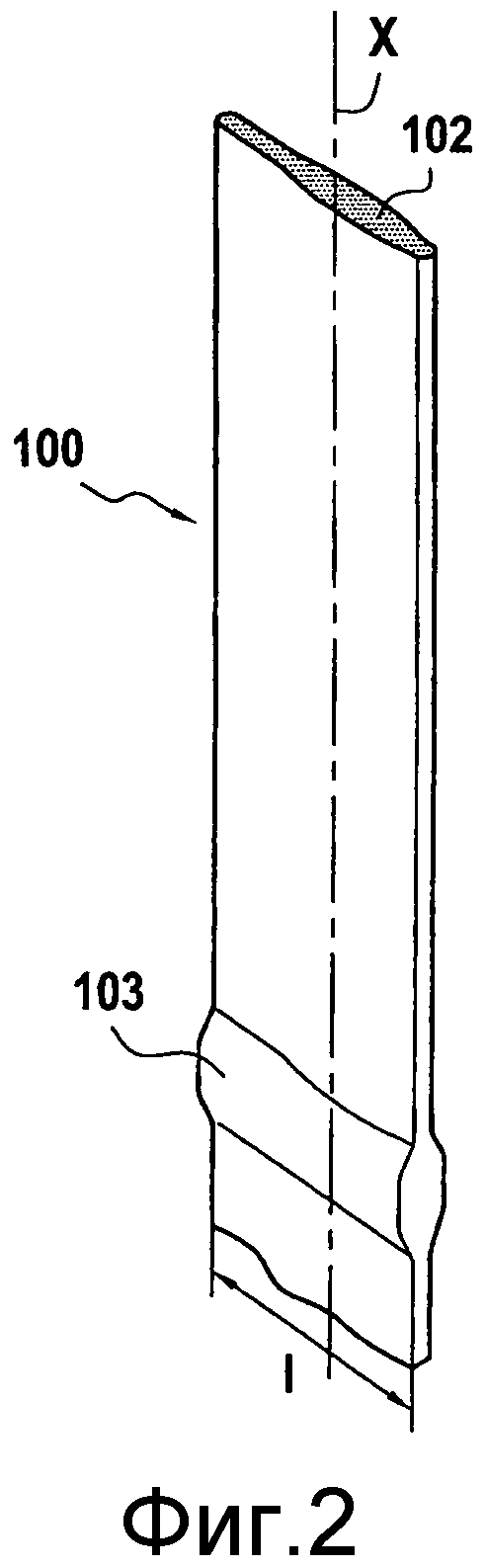
фиг.2 очень схематично изображает волокнистую заготовку, имеющую трехмерное переплетение, предназначенную для практической реализации предварительно отформованной волокнистой заготовки для лопатки, которая изображена на фиг.1;
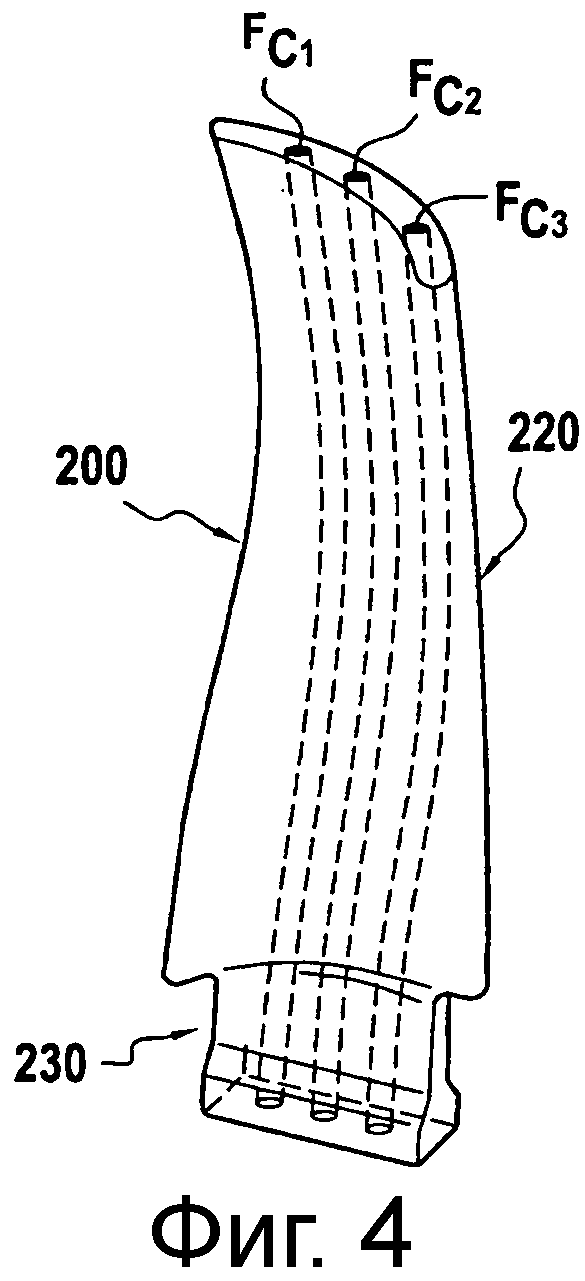
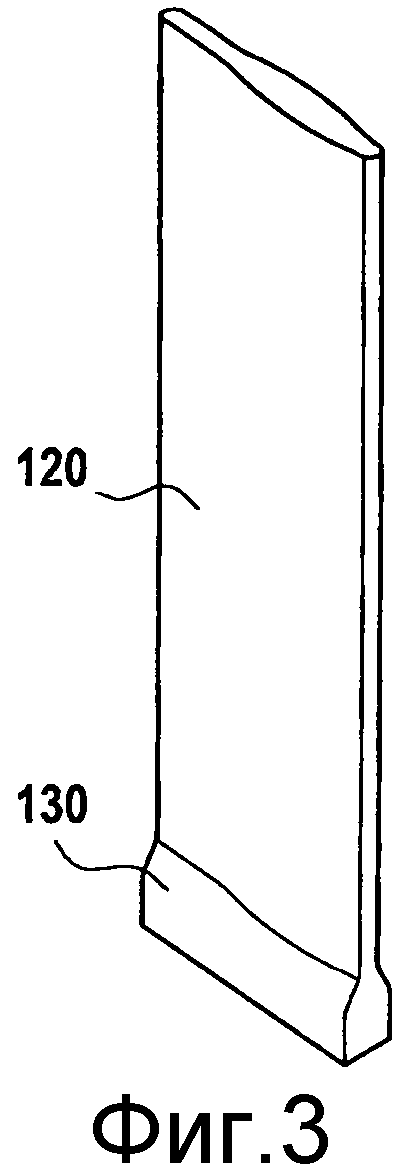
фиг.3 и 4 изображают последовательные этапы практической реализации предварительно отформованной волокнистой заготовки для лопатки, которая изображена на фиг.1, из волокнистой заготовки, показанной на фиг.2;
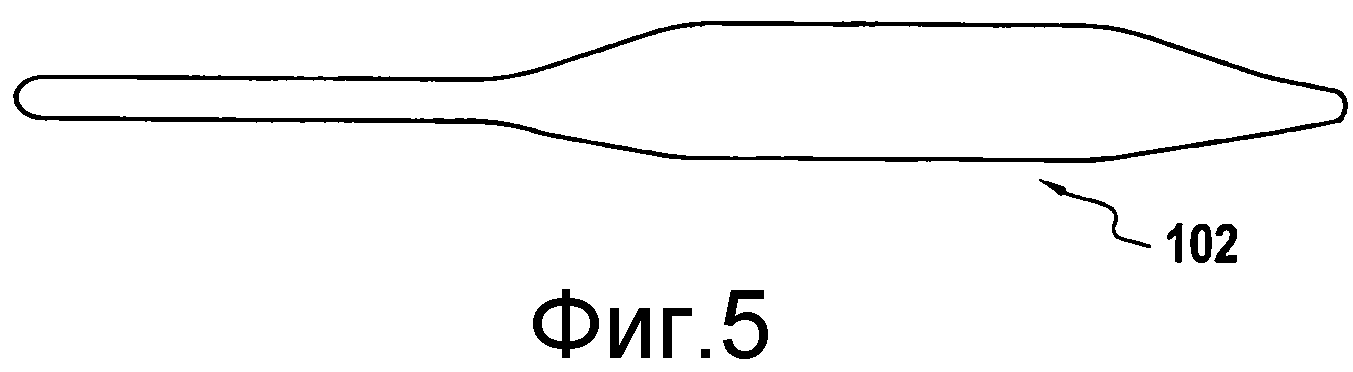
фиг.5 представляет собой вид в разрезе, изображающий профиль поперечного сечения в одной плоскости лопатки, которая показана на фиг.2;
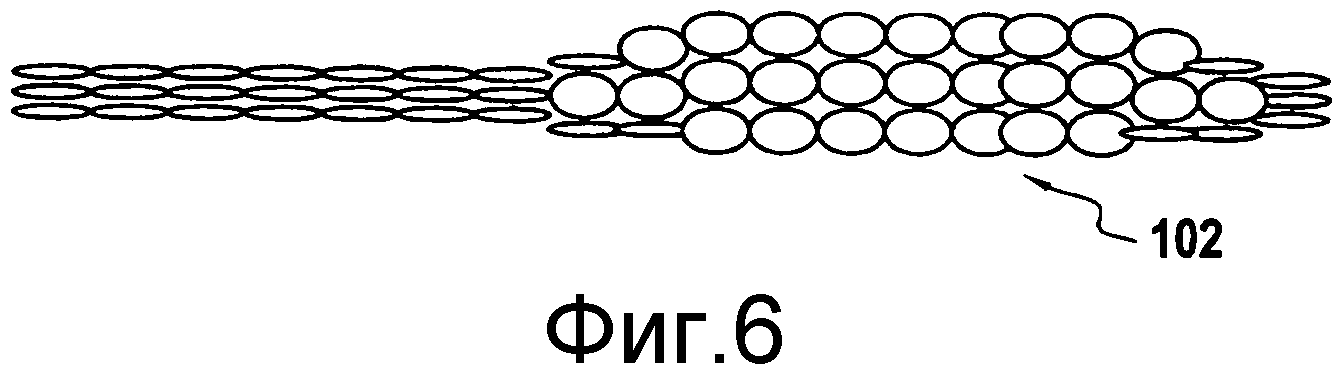
фиг.6 представляет собой вид в разрезе совокупности слоев волокон основы, позволяющих получить профиль поперечного сечения, который показан на фиг.5;
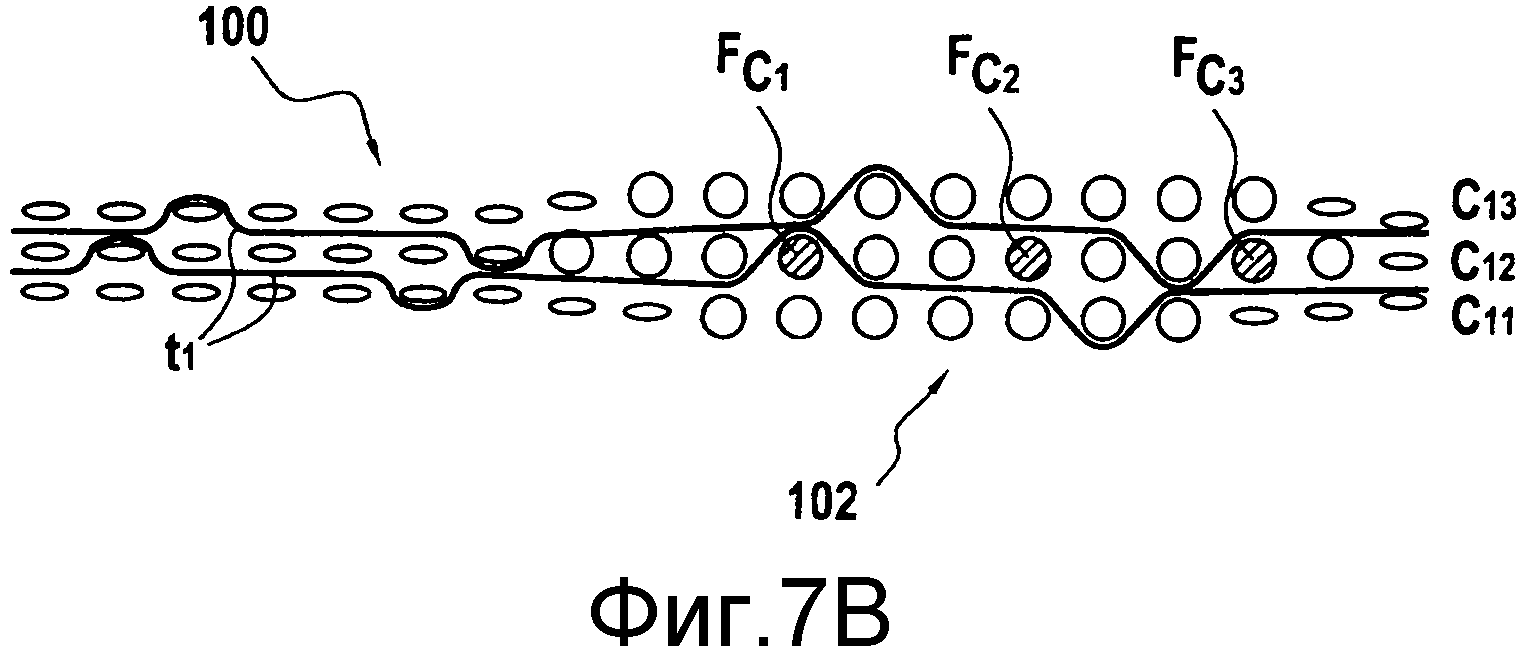
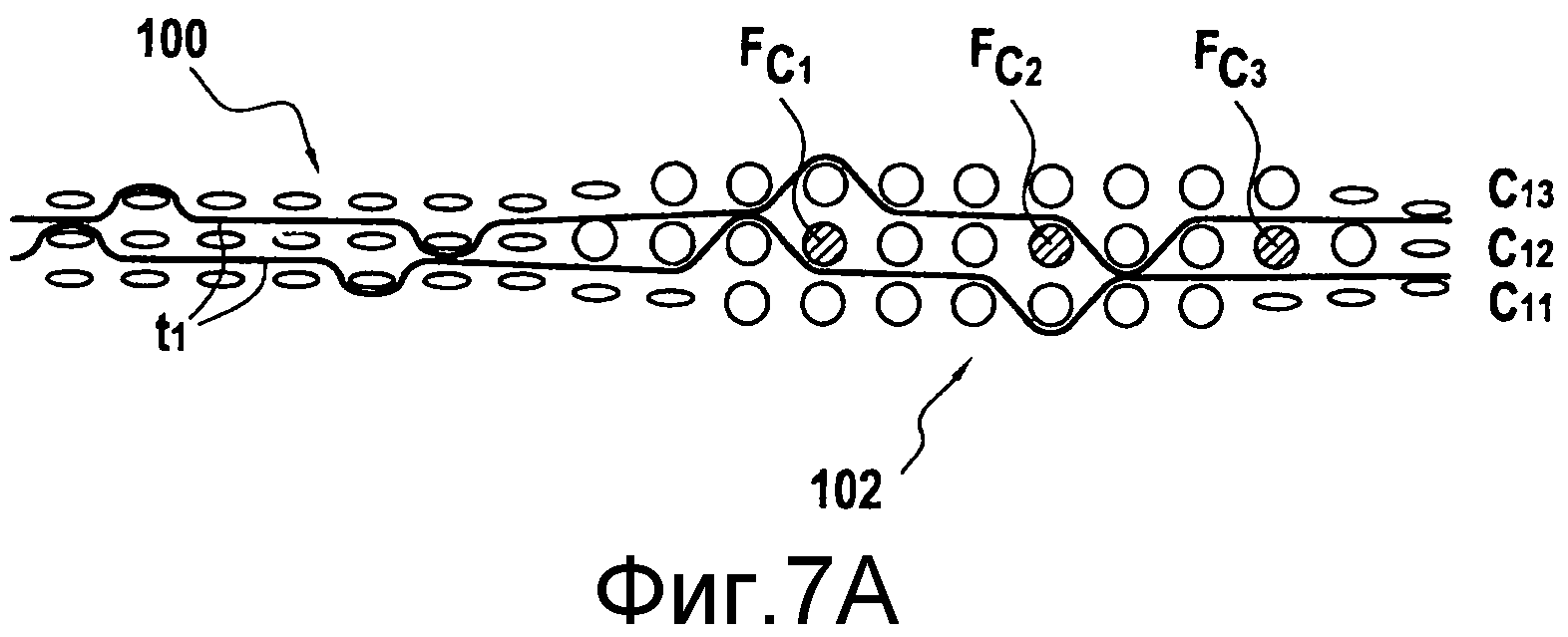
фиг.7A и 7B представляют собой виды в разрезе основы, изображающие вариант переплетения волокнистой заготовки, показанной на фиг.2.
Подробное описание вариантов осуществления изобретения
Изобретение применимо к различным типам лопаток турбомашины, в частности лопаток компрессора и турбины различных корпусов газовых турбин, например лопатки рабочего колеса турбины низкого давления (BP), которая изображена на фиг.1.
Лопатка 10, изображенная на фиг.1, содержит, как это хорошо известно, лопасть 20, хвостовик 30, образованный частью, имеющей большую толщину, например с сечением в виде каплевидного утолщения, продолжением которого является стойка 32.
Лопасть 20 вытянута в продольном направлении между хвостовиком 30 и ее вершиной 20c и имеет в поперечном сечении искривленный контур с различной толщиной ее передней кромки 20a и ее задней кромки 20b.
Лопатка 10 установлена на роторе турбины (не показана) посредством введения хвостовика 30 в имеющее соответствующую форму место посадки, которое оборудовано по периферии хвостовика и ротора.
Согласно изобретению, лопатка 10 содержит, кроме того, три внутренних канала 21, 22 и 23, предназначенных для всасывания воздуха на уровне хвостовика 30 и его выдувания на уровне вершины 20c лопасти 20.
На фиг.2 очень схематично изображена волокнистая заготовка 100, на основе которой предварительно отформованной волокнистой заготовке лопатки может быть придана форма для того, чтобы после уплотнения матрицей и возможной обработки получить выполненную из композитного материала лопатку, которая показана на фиг.1.
Заготовка 100 образуется путем трехмерного переплетения или многослойного переплетения и предназначена, после придания формы, для образования предварительно отформованной заготовки лопасти и хвостовика лопатки.
Заготовка 100 выполняется в виде ленты, вытянутой в целом в направлении X, соответствующем продольному направлению изготавливаемой лопатки. Заготовка 100 имеет различную толщину, которая определяется в зависимости от толщины профиля поперечного сечения лопасти изготавливаемой лопатки. В своей части, предназначенной для образования предварительно отформованной заготовки хвостовика, волокнистая заготовка имеет припуск на толщину 103, определяемый в зависимости от толщины хвостовика изготавливаемой лопатки. Заготовка 100 имеет ширину I, подбираемую в зависимости от длины развернутого (в одной плоскости) профиля поперечного сечения лопасти и хвостовика изготавливаемой лопатки.
Теперь будет приведено более детальное описание варианта трехмерного переплетения волокнистой заготовки 100.
Предполагается, что переплетение осуществлено с волокнами основы, вытянутыми в продольном направлении X заготовки, а именно в продольном направлении изготавливаемой лопатки, отметив при этом, что переплетение с уточными волокнами в этом направлении также возможно.
Расширенный участок 102, представляющий собой изменение толщины заготовки 100 по ее ширине, образуется в результате использования волокон основы с различным номером. В качестве варианта или дополнения можно изменить плотность переплетения волокон основы (количество волокон на единицу длины в смысле уточных); причем более слабая плотность переплетения позволяет осуществить более сильное сужение во время придания формы предварительно отформованной заготовке во время литья.
Также для получения профиля поперечного сечения лопасти лопатки, как это изображено на фиг.5 в плоской проекции, можно использовать 3 слоя волокон основы с различными номерами и плотностью переплетения, как это показано на фиг.6.
Согласно примеру практической реализации, использованные волокна, отличные от волокон, предназначенных для формирования внутренних каналов, как это объясняется в последующем, могут быть волокнами из углерода или карбида кремния (SiC), имеющими, например, номер (количество филаментарных волокон) 0,5K (500 филаментарных волокон). Для формирования изменения толщины 102 использованы волокна с большим номером, например 1K. Если в наличии нет волокон 1K, то они могут быть получены путем объединения посредством обвивки двух волокон 0,5K.
Безусловно, по номерам имеющихся в наличии волокон различные сочетания количества слоев волокон и изменения плотности переплетения и номера могут быть приспособлены для профиля поперечного сечения, которое хотят получить.
На фиг.7A и 7B изображены, в разрезе цепи, две последовательные плоскости ткацкого переплетения, которые могут быть использованы для переплетения волокнистой заготовки 100.
Лента волокнистой заготовки 100 содержит совокупность слоев волокон основы, причем количество слоев в данном случае составляет, например, 3 (слои C11, C12, C13). Волокна основы соединены уточными волокнами t1 путем трехмерного переплетения.
В изображенном примере переплетение представляет собой многослойное переплетение с ткацким переплетением типа ткань атласного плетения или мультиткань атласного плетения. Могут быть использованы и другие типы трехмерного переплетения, например многослойное переплетение с ткацким переплетением «мультиполотно» или переплетение с ткацким переплетением «двойной ластик». Под переплетением «двойной ластик» в данном случае понимается ткацкое переплетение, в котором каждый слой уточных волокон соединяет множество слоев волокон основы со всеми волокнами той же уточной колонны, имеющей то же движение в плоскости ткацкого переплетения.
Описание различных вариантов трехмерного переплетения приводится, в частности, в документе WO 2006/136755, содержание которого в данном случае введено посредством эталонного направления.
Согласно изобретению, три волокна 1K Fc1, Fc2 и Fc3 слоя C12, т.е. внутренний слой волокон основы, расположенный между слоями волокон основы C11 и C13, выполнены из фугитивного или скользящего материала, а именно из материала, который может быть удален после уплотнения предварительно отформованной заготовки, например путем испарения или растворения. Волокна Fc1, Fc2 и Fc3 могут иметь различные номера в зависимости от размера внутренних каналов, выполняемых в лопатке.
Очевидно, что количество слоев волокон основы может быть большим в зависимости от предполагаемой толщины и механических характеристик. Независимо от количества слоев волокон основы волокнистой заготовки (большего или равного трем) волокна, обладающие фугитивными свойствами, могут вводиться в любой слой волокон основы, расположенный между двумя внешними слоями волокон основы, которые предназначены для образования поверхностных слоев лопатки.
Волокна Fc1, Fc2 и Fc3 могут быть образованы, в частности, следующими материалами, обладающими фугитивными свойствами:
термоплавким материалом, таким как поливинилацетат или полиэтилен;
материалом, который может быть растворен посредством растворяющего вещества (вода, спирт и т.д.), таким как растворимый полимер, например поливинилацетат (PVA) (поливинилалкоголь).
В случае создания волокнистой детали упрочнения с керамическими волокнами и создания матрицы посредством пропитки жидким методом представляется возможным применять для волокон, обладающих фугитивными свойствами, силикон, который будет удален путем испарения.
Припуск на толщину 103 может быть получен путем использования уточных волокон большего номера и дополнительных слоев уточных волокон, причем три волокна основы Fc1, Fc2 и Fc3 также присутствуют в припуске на толщину 103 на уровне внутреннего слоя волокон основы.
Очевидно, что могут быть подобраны различные сочетания количества слоев основы и номера уточных волокон для образования припуска на толщину 103.
На фиг.3 и 4 очень схематично изображено, как предварительно отформованная волокнистая заготовка, имеющая форму, схожую с формой изготавливаемой лопатки, может быть получена из волокнистой заготовки 100.
Как это показано на фиг.3, волокнистая заготовка 100 обрезана на конце припуска на толщину 103 и на другом конце для получения ленты 120 длиной, соответствующей продольному размеру изготавливаемой лопатки с расширенной частью 130, образованной частью припуска на толщину 103 и размещенной в месте, соответствующем положению хвостовика изготавливаемой лопатки.
Предварительно отформованная волокнистая заготовка 200 изготавливаемой лопатки в последующем образуется посредством литья с деформацией ленты 102 для воспроизводства искривленного и скрученного профиля поперечного сечения лопасти лопатки, как это изображено на фиг.4. Таким образом, получается предварительно отформованная заготовка с частью 220 предварительно отформованной заготовки лопасти и частью 230 предварительно отформованной заготовки хвостовика (с предварительно отформованной заготовкой стойки).
Если быть более точным, то предварительно отформованная волокнистая заготовка 200 образуется путем уплотнения волокнистой заготовки 100 матрицей.
Уплотнение волокнистой заготовки заключается в заполнении объема пор заготовки, полностью или частично, материалом, из которого состоит матрица.
Матрица из композитного материала, который образует лопатку, может быть получена известным специалистам способом с применением жидкого метода. Способ с применением жидкого метода заключается в пропитке волокнистой заготовки жидкой композицией, содержащей органический прекурсор материала матрицы. Органический прекурсор, как правило, представлен в виде полимера, такого как термопластичная или термоотверждаемая смола, разведенного, в случае необходимости, в растворяющем веществе. Заготовка размещена в пресс-форме, которая может герметично закрываться, с полостью, имеющей форму окончательно отлитого конструктивного элемента, который может иметь, в частности, скрученную форму, соответствующую окончательной форме лопатки. Затем пресс-форма закрывается, и жидкий прекурсор матрицы (например, смола) впрыскивается во все полости для обеспечения пропитки всей волокнистой части предварительно отформованной заготовки.
Превращение прекурсора в органическую матрицу, а именно его полимеризация, осуществляется путем термической обработки, как правило, нагреванием пресс-формы, после удаления возможного растворяющего вещества и структурирования полимера; причем предварительно отформованная заготовка всегда удерживается в пресс-форме, имеющей форму, соответствующую форме лопатке. Органическая матрица может быть, в частности, получена из эпоксидной смолы, такой как эпоксидная смола с высокими техническими характеристиками, продаваемая под индексом PR 520 компанией CYTEC, или из жидких прекурсоров углеродных или керамических матриц. В этом случае, если волокна, обладающие фугитивными свойствами, Fc1, Fc2 и Fc3, выполнены из термоплавкого материала, материал будет подобран для того, чтобы он расплавлялся при температуре, превышающей температуру термической обработки полимеризации, которая находится, как правило, в пределах приблизительно от 180°C до 200°C.
Матрицей также может быть керамическая матрица, получаемая путем пропитки волокнистой заготовки смолой керамического прекурсора, например поликарбосилановой смолы-прекурсора карбида кремния (SIC) или полисилаксановой смолы-прекурсора SiCO или полиборокарбоксилановой смолы-прекурсора SiCNB или полисилазановой смолы (SiCN).
Согласно объекту изобретения, уплотнение волокнистой заготовки может быть осуществлено хорошо известным способом так называемого литьевого прессования полимера RTM ("Resin Transfert Moulding"). Согласно способу RTM, волокнистая заготовка 100 размещается в пресс-форме, имеющей внешнюю форму лопатки. Термоотверждаемая смола впрыскивается во внутреннее пространство пресс-формы, которая содержит волокнистую заготовку. Градиент давления, как правило, определяется в этом внутреннем пространстве между местом, куда впрыскивается смола, и отверстиями удаления последней для осуществления контроля и оптимизации пропитки заготовки смолой.
Используемая смола может быть, например, эпоксидной смолой. Смолы, приспособленные для способов RTM, хорошо известны. Они обладают, предпочтительно, слабой вязкостью для облегчения их впрыскивания в волокна. Выбор разряда температуры и(или) химических основных свойств смолы определяется в зависимости от термомеханических нагрузок, которым должен подвергаться конструктивный элемент. После впрыска смолы во всю деталь упрочнения приступают к ее полимеризации посредством термической обработки в соответствии со способом RTM.
После впрыска и полимеризации конструктивный элемент извлекается из формы. В завершение конструктивный элемент обрабатывается по заданному профилю для удаления излишков смолы, а кромки подвергаются обработке. Отсутствует какая-либо необходимость в другой обработке, поскольку конструктивный элемент отлит, а в нем соблюдены заданные номинальные размеры.
По завершении уплотнения приступают к удалению волокон основы Fc1, Fc2 и Fc3. Обработка, используемая для удаления этих волокон, зависит от обладающего фугитивными свойствами конструктивного материала волокон Fc1, Fc2 и Fc3. Обработка по удалению может, например, соответствовать термической обработке, осуществляемой при температуре, которая выше или равна температуре испарения материала, или пропитке предварительно отформованной заготовки в растворе, позволяющем растворить материал волокон, которые предполагается удалить.
После удаления волокон Fc1, Fc2 и Fc3 образуется лопатка 10, которая представлена на фиг.1, т.е. лопатка, имеющая скрученную форму и содержащая три внутренних канала 21-22, образующих устройство всасывания/выдувания, когда лопатка установлена на роторе турбомашины (не показана).
Способ получения мартенситной стали со смешанным упрочнением
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала
Узел для турбомашины летательного аппарата и турбомашина летательного аппарата
Способ получения мартенситной стали со смешанным упрочнением
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия

