Результат интеллектуальной деятельности: СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ОТСЕЧКИ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ПЛАВКИ ИЗ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ
Вид РИД
Изобретение
Областью применения изобретения является металлургия, а именно электрометаллургия производства стали в дуговых печах [1 - Черные металлы №4. 23.02.1981 г. с. 8-18].
Известен способ электроплавки стали с применением устройства [1 - Черные металлы №4. 23.02.1981 г. стр. 12, рис. 8] для отсечки шлака от металла при выпуске плавки из дуговой печи, а также известен способ газодинамической отсечки жидкого шлака при выпуске металла [2 - UA 200807495; опубл. 27.10.2008] из плавильного агрегата.
Анализ этих [1 - Черные металлы №4. 23.02.1981 г. с. 8-18; 2 - UA 200807495; опубл. 27.10.2008] и других [3 - Вести ВУЗ «Черноземья» №2 (20), 2010 г., с. 81-86, рис. 1] известных способов газодинамической отсечки шлака от жидкого металла при выпуске плавки из отверстия плавильных, в частности дуговых, печей показывает, что все эти указанные способы являются сложными в технологическом исполнении из-за несовершенства конструктивного выполнения устройств, предназначенных для создания высокоэффективных способов отсечки шлака от металла, в частности, при осуществлении электроплавки стали в дуговой печи.
Задачей изобретения является создание надежного и высокоэффективного способа газодинамической отсечки шлака от жидкого металла при выпуске плавки из дуговой печи. В определенной мере это достигается тем, что навстречу потоку жидкого металла со шлаком при выпуске плавки, например, из кислородно-конвертерного агрегата [2 - UA 200807495; опубл. 27.10.2008] или из агрегата «ковш-печь» [3 - Вести ВУЗ «Черноземья» №2 (20), 2010 г., с. 81-86] направляют потоки инертного газа (аргона, азота и др.) таким образом, чтобы на первом этапе выпуска плавки поступало минимальное количество шлака в ковш, т.е. необходимым является максимальное уменьшение контакта шлака с поверхностью металла. При газодинамической отсечке шлака от металла в конвертере [3 - Вести ВУЗ «Черноземья» №2 (20), 2010 г., с. 81-86] или в дуговой печи [1 - Черные металлы №4. 23.02.1981 г. с. 8-18] установлены наиболее эффективные результаты, т.к. количество попадающего в ковш шлака было получено в минимальном количестве [3 - Вести ВУЗ «Черноземья» №2 (20), 2010 г., с. 81-86, рис. 1], что позволило, например, заметно снизить угар легирующих элементов и повысить качество стали.
Однако несмотря на достигнутые успехи [2 - UA 200807495; опубл. 27.10.2008] по разработке эффективных способов газодинамической отсечки шлака от металла [4 - Металлургическая и горнорудная промышленность - 2006. - №7. - с. 208-211] при выпуске
плавки из дуговых печей и других агрегатов все эти известные способы не нашли пока широкого практического применения из-за высоких издержек при эксплуатации, например в дуговой сталеплавильной печи (ДСП), вследствие того, что все эти способы [2 - UA 200807495; опубл. 27.10.2008; 4 - Металлургическая и горнорудная промышленность - 2006. - №7. - с. 208-211] базируются на исполнении и применении громоздких и несовершенных в конструктивном исполнении технических устройств и неэффективных способов подвода инертных газов во встречный поток движущихся металла и шлака из отверстия плавильного агрегата, например дуговой печи.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ газодинамической отсечки шлака от металла [5 - Современная металлургия начала нового тысячелетия: Сб. научн. труд. Часть 2. Липецк, ЛГТУ, 2008, стр. 5, рис. 3] при выпуске плавки из кислородно-конвертерного агрегата. Данный газодинамический способ отсечки шлака используют для принудительного закрытия отверстия летки с помощью пневматического устройства, представляющего чугунное сопло, закрепленное с помощью кронштейна на корпусе конвертера. В нужный момент окончания выхода металла из отверстия летки подают под давлением азот или аргон, поступающие через сопла устройства.
Недостатком указанного способа является то, что не представляется возможным определить момент окончания выпуска металла и начала поступления шлака в отверстие летки агрегата, что вызвано конструктивным несовершенством газодинамического устройства. Для решения этой сложной технической задачи требуется разработка более совершенного способа отсечки шлака от металла, например, в дуговой печи, основанный на применении устройства, позволяющего фиксировать, в частности, моменты окончания выхода металла из печи на летку или начала поступления шлака в выпускном отверстии агрегата.
Это достигается тем, что в настоящем изобретении используется новый принцип выпуска металла из дуговой сталеплавильной печи (ДСП) с отсечкой шлака перед выпускным отверстием на летке агрегата. Конструктивное исполнение на примере ДСП газодинамических устройств (фиг. 1) заключается в том, что они позволяют создавать новый способ комбинированной газодинамической отсечки шлака от металла при выпуске плавки через отверстие на летку, включающий подачу двух потоков инертных газов в ДСП таким образом, чтобы первый поток инертных газов, например азота или аргона, подавали сверху на поверхность шлака в печи с помощью фурмы через свод этой печи, а второй поток инертного газа подавали снизу через футерованное днище печи в
объем жидкого металла с помощью дутьевого устройства, заканчивающегося пористым огнеупорным блоком, который вмурован в футеровку стенки печи.
Предлагаемый способ газодинамической отсечки шлака от металла при выпуске плавки из дуговой печи отличается тем, что вторым потоком инертного газа образуют металлический бурун перед входом в отверстие летки печи, а первый поток в это время подают в виде струй инертного газа на поверхность металлического буруна сверху и тем самым организуют первоочередную подачу жидкого металла в отверстие летки, а затем выпускают требуемое количество шлака из печи. Следует отметить, что организация двух потоков инертных газов на шлак сверху через свод печи и в жидкий металл снизу через футеровку печи позволяет, путем оптимизации соотношения расходов между этими двумя потоками, осуществлять выпуск металла с отсечкой шлака от него внутри ДСП. Причем в момент выхода последних порций жидкого металла из отверстия печи с помощью фурмы и холодными потоками газа из сопел наконечника создаются условия по охлаждению шлака, что моментально фиксируется по изменению температуры автоматическим пирометром и это является сигналом на изменение наклона печи с целью оптимизации выпуска требуемого количества шлака из печи в ковш. При этом соответствующий объемный размер металлического буруна создают соответствующим изменением расхода инертного газа на второй поток, подаваемого снизу в жидкий металл через устройство с пористым огнеупорным блоком, а с помощью первого потока инертного газа, подаваемого сверху на шлак с помощью фурмы через сопла ее наконечника, очищают струями газа поверхность металлического буруна от окислительного шлака, что позволяет, к тому же, защищать жидкий металл буруна от его окисления атмосферой в печи.
Существенной новизной предлагаемого изобретения является то, объемный размер металлического буруна, создаваемого вторым потоком инертного газа, регулируют перед входом в отверстие летки по ходу выпуска плавки путем изменения соотношения расходов двух потоков инертных газов в зависимости от наклона печи относительно горизонтальной оси выпускного отверстия летки, а момент окончания выпуска металла и начала появления шлака фиксируют по разности температур металла и шлака автоматически с помощью радиационного пирометра.
Таким образом, настоящим изобретением решается задача более эффективного выпуска плавки из дуговой печи с меньшим влиянием окислительного шлака на металл при попадании его в ковш, что снижает угар раскислителей и легирующих элементов с повышением качества металла.
Техническим результатом является то, что предлагаемый способ позволяет повысить надежность технологической операции по отсечке шлака от металла по ходу выпуска плавки из печи.
Технический результат достигается следующим образом.
Способ газодинамической отсечки шлака от металла при выпуске плавки через выпускное отверстие летки дуговой сталеплавильной печи, отличающийся тем, что отсечку шлака осуществляют посредством двух инертных газовых потоков, первый из которых подают в виде струй азота или аргона снизу в объем жидкого металла через установленное в футерованной стенке печи продувочное устройство с пористым огнеупорным блоком с образованием перед входом в выпускное отверстие летки буруна, а второй поток - с помощью фурмы с многосопловым наконечником сверху через свод печи на поверхность образованного буруна с обеспечением очистки его поверхности от шлака, отсечки шлака и первоочередного выпуска жидкого металла через выпускное отверстие, при этом определяют момент окончания выпуска жидкого металла и начало выпуска шлака по разнице температур металла и шлака, контролируемых посредством автоматического радиационного пирометра.
Объемный размер металлического буруна создают соответствующим изменением расхода инертного газа на первый поток инертного газа, подаваемого в объем жидкий металла через продувочное устройство с пористым огнеупорным блоком.
Поверхность металлического буруна очищают сверху от жидкого шлака путем изменения расхода во втором потоке инертного газа, подаваемого через многосопловый наконечник фурмы, и, кроме того, первым потоком инертного газа защищают поверхность металлического буруна от воздействия окислительной атмосферы в печи.
После удаления металла из печи в ковш осуществляют контролируемый выпуск шлака через выпускаемое отверстие путем изменения соотношения двух потоков инертного газа и упомянутым пирометром контролируют температуру металла и шлака при выходе из отверстия на летку печи.
Объемный размер металлического буруна регулируют у входа в выпускное отверстие летки по ходу выпуска плавки путем изменения соотношения расходов
инертных газов в обоих потоках в зависимости от угла наклона дуговой печи относительно горизонтальной оси ее выпускного отверстия.
Благодаря организации двух потоков инертных газов на шлак и металл на основе применения соответствующих устройств представляется возможным осуществлять на основе создаваемого металлического буруна первоочередной выпуск металла из отверстия летки практически без шлака, а в момент окончания выпуска металла из отверстия печи автоматически определять появление шлака по разности температуры его от последней порции металла на летки печи, что фиксируется автоматическим пирометром, установленным на корпусе дуговой печи.
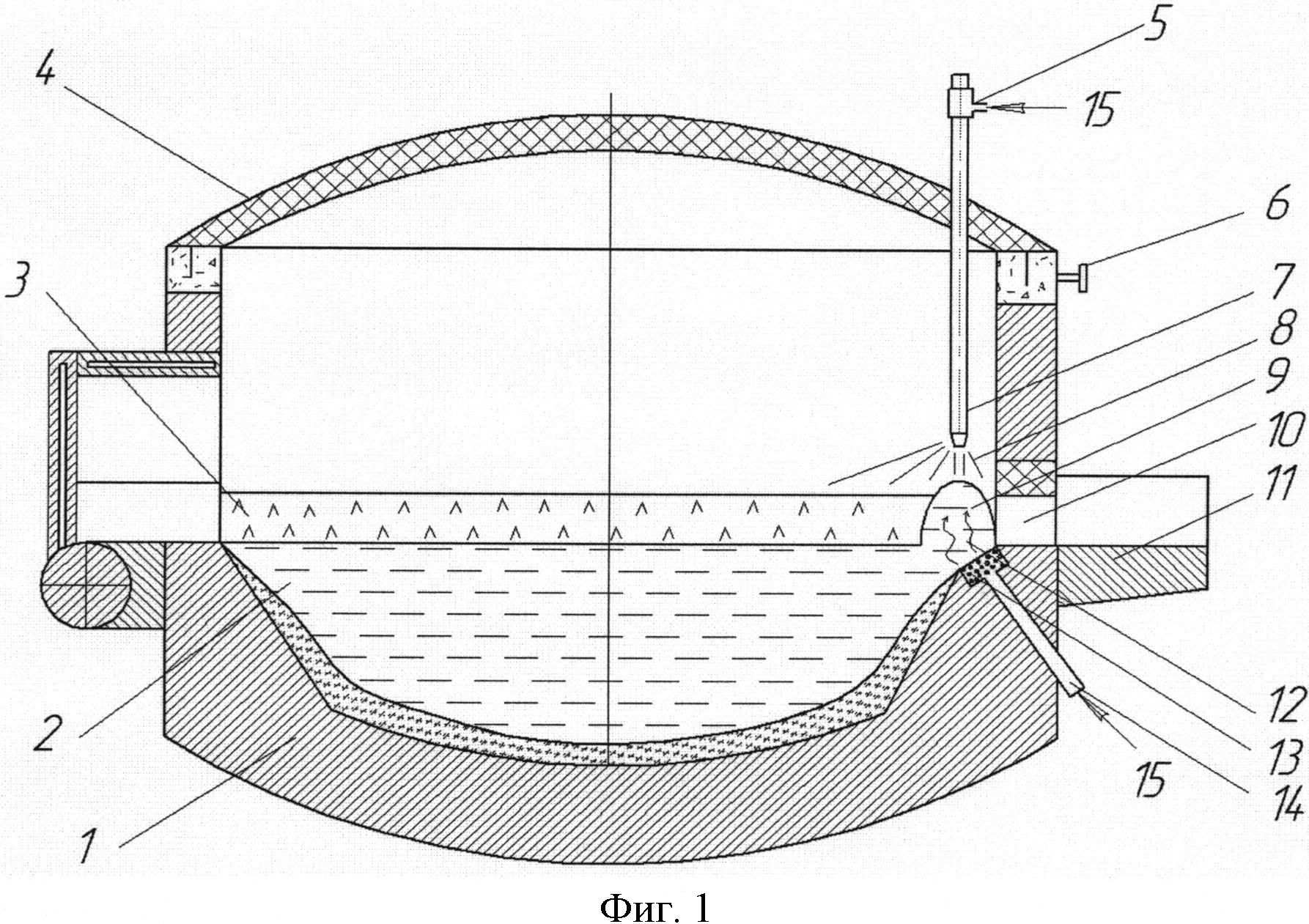
Работа по предлагаемому способу осуществляется (см. фиг. 1) следующим образом.
В дуговой печи (1) перед выпуском плавки жидкий металл (2) и шлак (3) имеют соответствующую температуру (1600-1700°C). В своде печи (4) имеется отверстие, в котором размещена водоохлаждаемая фурма (5) для подачи струй (8) инертного газа (15) через многосопловый наконечник (7) на расплав шлака (3) и на поверхность металлического буруна (9) в дуговой печи. При выпуске металла и шлака из отверстия печи на летке (2) автоматически пирометром (6) измеряется температура металла, а затем и шлака. Учитывая охлаждающее действие струй инертного газа (8) на шлак (3), то на выходе из отверстия печи радиационный пирометр (6) фиксирует разность температур между металлом и шлаком, что служит импульсом начала выхода шлака на летку.
Жидкий металл (2) и расплав шлака (3) по окончании электроплавки стали выпускают из отверстия (10) на летке (11) дуговой печи (1). Причем жидкий металл вытекает из выпускаемого отверстия (10) раньше шлака (3) за счет того, что перед отверстием (10) образуется металлический бурун (9) вследствие влияния инертных струйных потоков (12) на подъем части объема металла (9), который загораживает проход шлаку (3) в отверстие (10) на летке (11) печи. Газоструйные потоки (12) выходят в объем жидкого металла из отверстий пористого огнеупорного блока (13), который является частью устройства (14) для подачи инертного газа (15) в объем жидкого металла дуговой печи или другого плавильного агрегата.
Результаты моделирования на лабораторной установке предлагаемого способа по схеме фиг. 1 подтверждают возможность реализации данного изобретения в условиях производства. Эффективность предлагаемого способа газодинамической отсечки шлака от металла при выпуске плавки на дуговой или другой плавильной печи, также подтверждается результатами эксплуатации [1 - Черные металлы №4. 23.02.1981 г. с. 8-18; 3 - Вести ВУЗ «Черноземья» №2 (20), 2010 г., с. 81-86; 5 - Современная металлургия начала нового тысячелетия: Сб. научн. труд. Часть 2. Липецк, ЛГТУ, 2008. - с. 241] подобных
устройств и способов в производственных условиях. Экономический эффект от использования предлагаемого изобретения заключается в использовании нового метода отсечки шлака непосредственно перед выпускным отверстием на лотке дуговой печи путем создания металлического буруна и очищением поверхности этого буруна от шлака в моменты выпуска плавки.
Способ получения ультрадисперсных порошков различных оксидов с узким разделением частиц по размерам
Акустооптический спектрополяриметр изображений с повышенным качеством спектральных срезов изображений и увеличенной светосилой
Литниковая система для центробежного фасонного литья с вертикальной осью вращения
Способ получения черного износостойкого антикоррозионного покрытия на алюминии и сплавах на его основе методом микродугового оксидирования
Способ защиты стальных заготовок от окисления при нагреве перед обработкой давлением
Способ ударного распиливания горных пород и устройство для его осуществления
Способ предварительной дегазации свиты угольных пластов и выработанного пространства
Способ устранения разгрузки осей колесных пар карьерных локомотивов при трогании с места и движении на наклонных участках железнодорожного пути
Установка для выделения серебра из серебросодержащего сплава
Установка для металлотермического восстановления щелочно-земельных металлов
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления
Способ получения ультрадисперсных порошков различных оксидов с узким разделением частиц по размерам
Акустооптический спектрополяриметр изображений с повышенным качеством спектральных срезов изображений и увеличенной светосилой
Литниковая система для центробежного фасонного литья с вертикальной осью вращения
Способ получения черного износостойкого антикоррозионного покрытия на алюминии и сплавах на его основе методом микродугового оксидирования
Способ защиты стальных заготовок от окисления при нагреве перед обработкой давлением
Способ ударного распиливания горных пород и устройство для его осуществления
Способ предварительной дегазации свиты угольных пластов и выработанного пространства
Способ устранения разгрузки осей колесных пар карьерных локомотивов при трогании с места и движении на наклонных участках железнодорожного пути

