Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ТОНКОСТЕННЫХ ТРУБ ПОСРЕДСТВОМ ЗАКАЛОЧНОЙ СВАРКИ С МАКСИМАЛЬНОЙ ТЕМПЕРАТУРОЙ
Вид РИД
Изобретение
Изобретение относится к способу соединения двух смежных деталей, в частности двух труб регистров труб трубчатой стенки, для изготовления стенки котла. Стенка котла парогенератора содержит трубки, через которые течет среда, при этом трубки соединены друг с другом посредством перемычек, обеспеченных на трубах, образуя замкнутую стенку котла. Регистры трубчатой стенки могут быть соединены друг с другом по упорным поверхностям кругового шва регистров посредством перемычек по упорным поверхностям перемычек регистра и/или посредством труб. Соединение осуществляют сваркой, например методом сварки вольфрамовым электродом в среде инертного газа.
Во время работы стенка котла парогенератора подвергается большим напряжениям. В частности, что касается труб, по которым течет среда, необходимо использовать материалы, выдерживающие соответствующие напряжения. Стенка котла содержит стенку топочной камеры, окружающую топочную камеру котла, и примыкающую к ней наружную стенку канала прохождения топочного газа. Стенка топочной камеры, как и наружная стенка, должна быть способна отводить достаточно теплоты. Чтобы удовлетворить данным требованиям, материал, который можно использовать для стенок, представляет собой мартенситный стальной сплав. Однако данные материалы требуют последующей термической обработки, поэтому желательно использовать материал, позволяющий избежать последующей термической обработки. Следовательно, предпочтительным является использование ферритных, бейнитных или бейнитно-мартенситных стальных сплавов. Благодаря их химическому составу, лишь небольшое число этих сплавов, даже в случае сварки с предварительным нагревом, имеет тенденцию к повышению твердости при охлаждении ниже температуры сварки. Далее данные сплавы будут упоминаться как «самозакаливающиеся». В частности, используют материалы T23 (7CrWVMoNb 9-6) или T24 (7CrMoVTiB 10-10), использование которых определено и/или стандартизовано Европейским Стандартом EN 10216, а также стандартами ASTM A214/A213M-09a Американского общества специалистов по испытаниям и материалам (ASTM International, Уэст Коншохокен, Пенсильвания, США). Материал T24 представляет собой стандартный сплав 7CrMoTiB 10-10. Основываясь на технических условиях поставки бесшовных стальных труб для работы под давлением (DIN EN 10216-2), содержание углерода в соединяемых элементах может составлять 0,05-0,10 вес.%.
Было обнаружено, что трубы из таких материалов, в частности материалы T24 и T23, повреждаются в процессе работы парогенератора. Материал полностью отвердевает во время операции сварки, так что с внутренней стороны трубы образуются трещины из-за неровностей геометрической формы в корне шва, из-за высокого давления и высоких температур, причем упомянутые трещины впоследствии приводят к повреждению и, в конце концов, к протечкам трубы.
Трубы с толщиной стенки до 5 мм, максимум до 10 мм, считаются тонкостенными трубами. Листок технических данных на материалы 533/2 VD TÜV (Немецкой ассоциации технического контроля (German Technical Control Associtaion)) не предусматривает последующую термическую обработку для свариваемых дуговой сваркой вольфрамовым электродом в среде инертного газа тонкостенных труб с толщиной стенки ≤10 мм. Увеличение твердости при сварке действительно может быть устранено последующей термической обработкой при температуре отпуска; однако было установлено, что это не только дорого, но также может привести к образованию трещин и деформации термообрабатываемых элементов. Для больших котлов данный способ невыполним.
До настоящего времени другим рассматриваемым решением была сварка при температуре выше температуры начала образования мартенсита. Однако эта температура очень высока, так что данное предложение также не подходит для практического применения. Этот способ приводит к получению перегретой структуры и сопровождается ухудшением свойств материала.
Следовательно, технической задачей настоящего изобретения является создание способа сварки для сваривания регистров труб стенки, который также подходит для самозакаливающихся стальных сплавов, в частности для материалов T23 и T24, особенно для тонкостенных труб.
Данная задача решается способом, обладающим признаками, изложенными в пункте 1 формулы изобретения.
При соединительной сварке двух элементов, например двух труб или двух перемычек, в стыке образуют многослойный сварной шов. Сначала выполняют слой в корне шва. Слой в корне шва расположен на внутренней стороне, образующейся при сваривании двух труб, причем упомянутая внутренняя сторона образована трубой, связанной со средой. Предпочтительно, чтобы стык расширялся от внутренней стороны к противолежащей наружной стороне. Сварное соединение может иметь V-образную форму с треугольным или трапецеидальным сечением.
Затем на слой в корне шва наносят по меньшей мере один заполняющий слой, который заполняет стык между двумя соединяемыми элементами практически до самой наружной поверхности, если это возможно. Сварное соединение труб одинакового типа выполняют с использованием присадочного материала того же типа, что и материал соединяемых элементов. Следовательно, например, две трубы из сплава T24 сваривают с помощью соответствующего присадочного материала WZCrMo2VTiNb. Кроме того, способ сварки может быть использован для сварного соединения элементов разного типа, при этом по меньшей мере один из соединяемых элементов и/или сварной шов имеют свойства самозакаливания. В качестве способа сварки используют так называемую сварку вольфрамовым электродом в среде инертного газа (TIG).
Режим сварки для слоя в корне шва и заполняющего слоя определяют соответствующим образом. В процессе этого в области слоя у корня шва образуются отвердевшие участки, и в этом случае в упомянутых отвердевших участках смешанные α-кристаллы преобразуются в смешанные γ-кристаллы. Смешанные γ-кристаллы обладают большей способностью к растворению углерода, что во время процесса охлаждения приводит к напряжению или искажению кристаллической решетки и сопутствующему повышению твердости материала на участке, находящемся под термическим воздействием, а также в самом наплавленном материале. Данное повышение твердости также происходит на участке внутренних сторон соединяемых элементов, что особенно опасно. Чрезвычайно высокая твердость делает элементы, например регистры труб стенки, чувствительными к образованию трещин, а иногда также к коррозионному растрескиванию, на участке соединения, особенно на внутренней поверхности. Еще одним критически важным механизмом образования твердости является сепарация особых карбидов при температуре порядка 550°С. Данные особые карбиды вызывают сенсибилизацию участка, находящегося под термическим воздействием, и повышенную восприимчивость к так называемому механизму повреждения путем растрескивания при релаксации.
Затем, согласно изобретению, на заполняющий слой наплавляют один или более покрывающих слоев, причем параметры сварки предварительно задают таким образом, чтобы нагрев сварного шва в области внутренней стороны и/или слоя в корне шва, вызываемый процессом сварки, происходил в рамках оптимального температурного диапазона, что позволяет уменьшить твердость. Оптимальный температурный диапазон для оптимизации твердости, а также микроструктуры, определяется для каждого конкретного материала исходными точками или точками фазового перехода с температурой AC1 и АС3 на фазовой диаграмме и, в частности, также определяемыми для каждого конкретного материала температурами сепарации особых карбидов. Данное состояние предпочтительно достигается при ограничении силы сварочного тока до диапазона от 70 до 120 ампер.
По меньшей мере один покрывающий слой предпочтительно наносят так называемой маятниковой сваркой. В процессе этого валик наплавляемого материала покрывающего слоя имеет вид не прямолинейного, а зигзагообразного валика. Он проходит в соединении в форме «серпантина». При наплавлении зигзагообразного валика сварочный электрод и/или сварочную проволоку из присадочного материала перемещают не только вдоль сварного шва, но и одновременно с этим перемещают «вперед-назад» в поперечном направлении, создавая валик в форме серпантина. Благодаря этому движению расстояние между затвердевшими ранее участками на внутренней стороне или в области слоя в корне шва постоянно меняется. Подача теплоты к данным затвердевшим участкам является умеренной, так что температуру можно поддерживать в оптимальном температурном диапазоне. В процессе этого, таким образом, сварочный ток ограничивается до максимального значения в диапазоне от 70 до 120 А.
Предпочтительно, чтобы сварочный ток для наплавления слоя в корне шва и/или заполняющего слоя был больше, чем для наплавления упомянутого по меньшей мере одного покрывающего слоя. Сварочный ток для наплавления слоя в корне шва, следовательно, может быть меньше, чем используется для наплавления заполняющего слоя.
Предпочтительные варианты осуществления способа согласно изобретению могут быть выявлены из зависимых пунктов формулы изобретения, а также из описания. Описание разъясняет один иллюстративный вариант осуществления способа и ограничивается существенными признаками изобретения, а также другими обстоятельствами. Чертежи следует рассматривать как источник дополнительной информации. На чертежах:
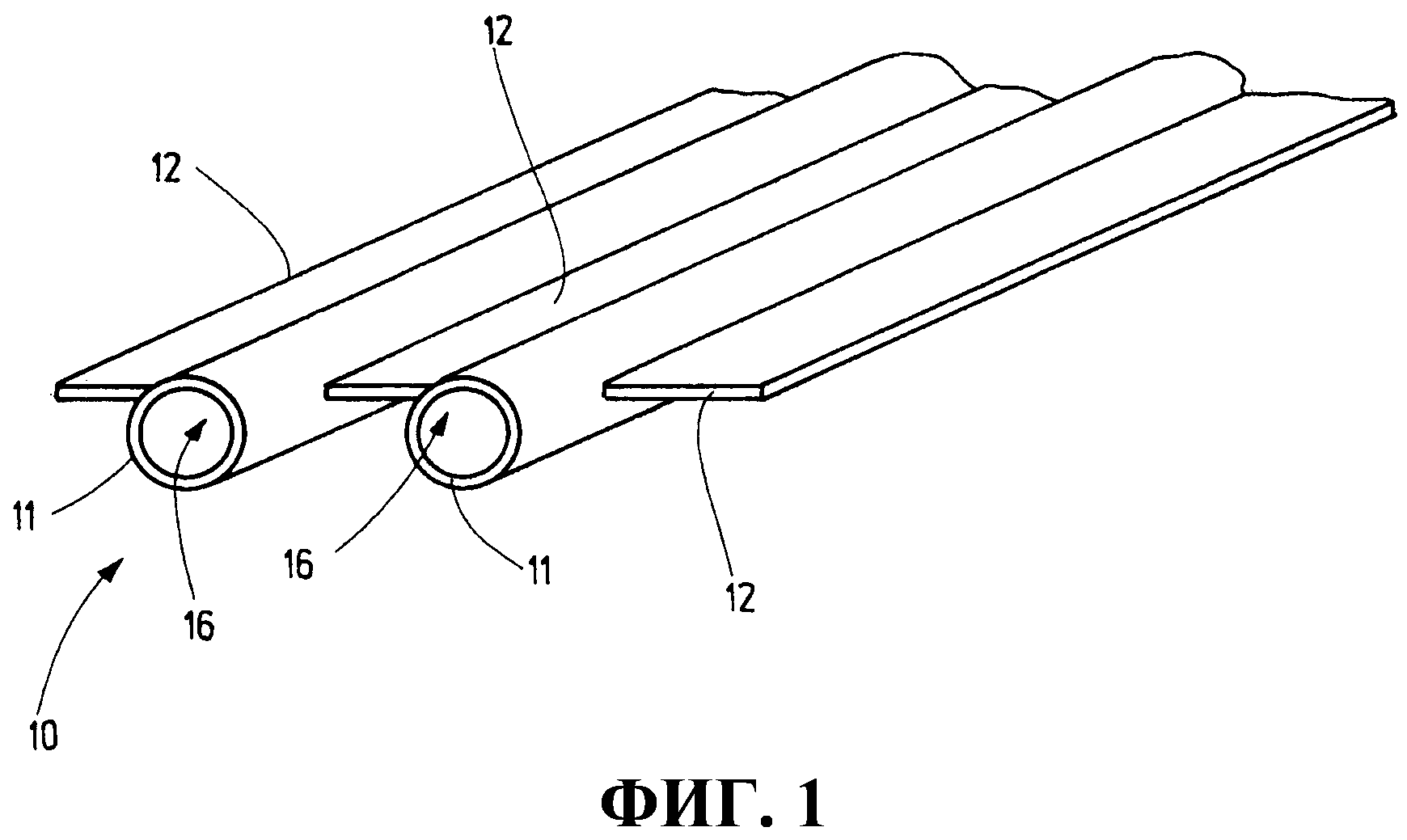
фиг.1 - вид в перспективе схематичной иллюстрации трубы, как показано в примере, в качестве элемента регистра труб трубчатой стенки;
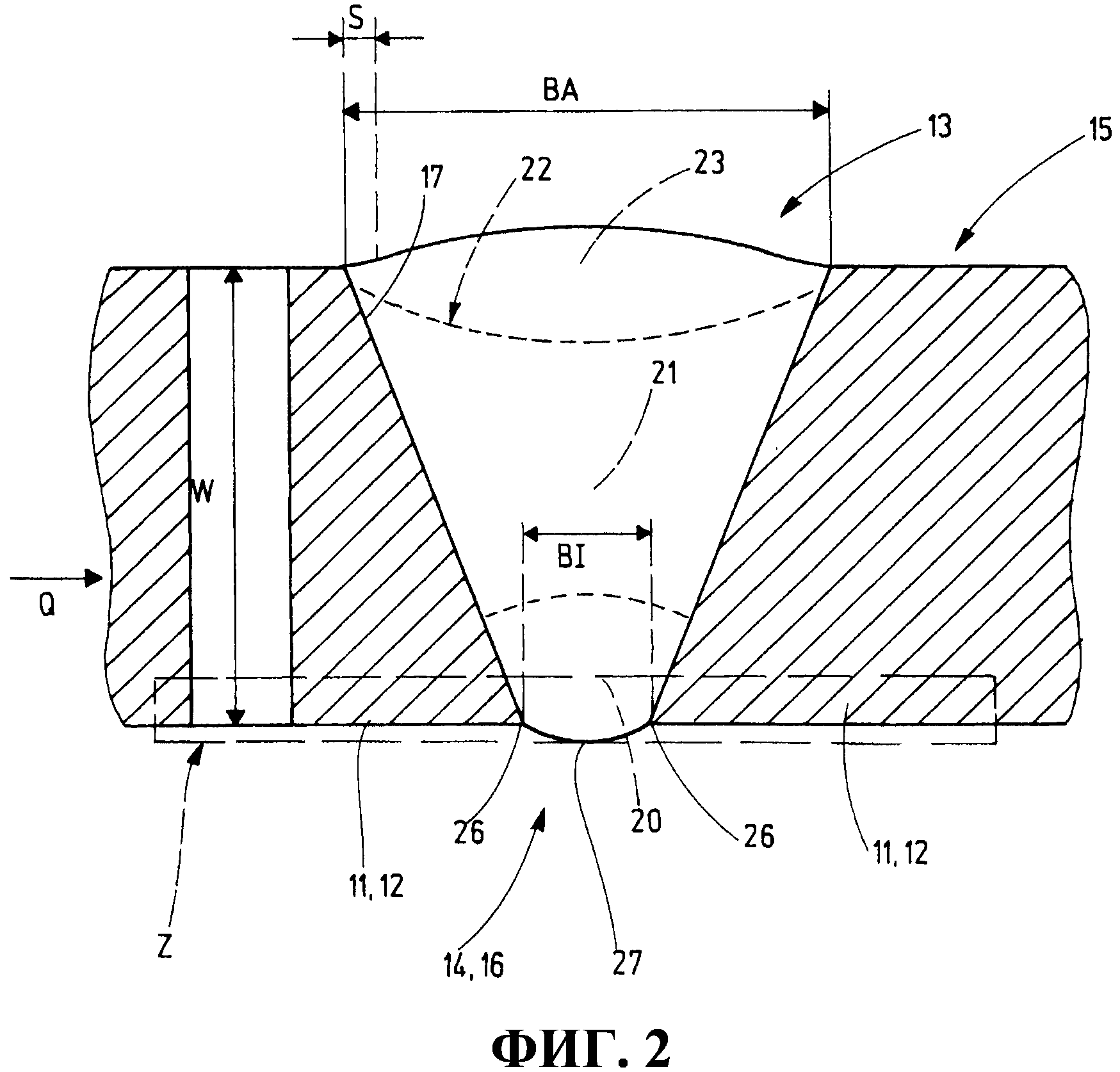
фиг.2 - схематичная иллюстрация в разрезе соединения, содержащего многослойный сварной шов в месте стыка двух элементов, например двух труб;
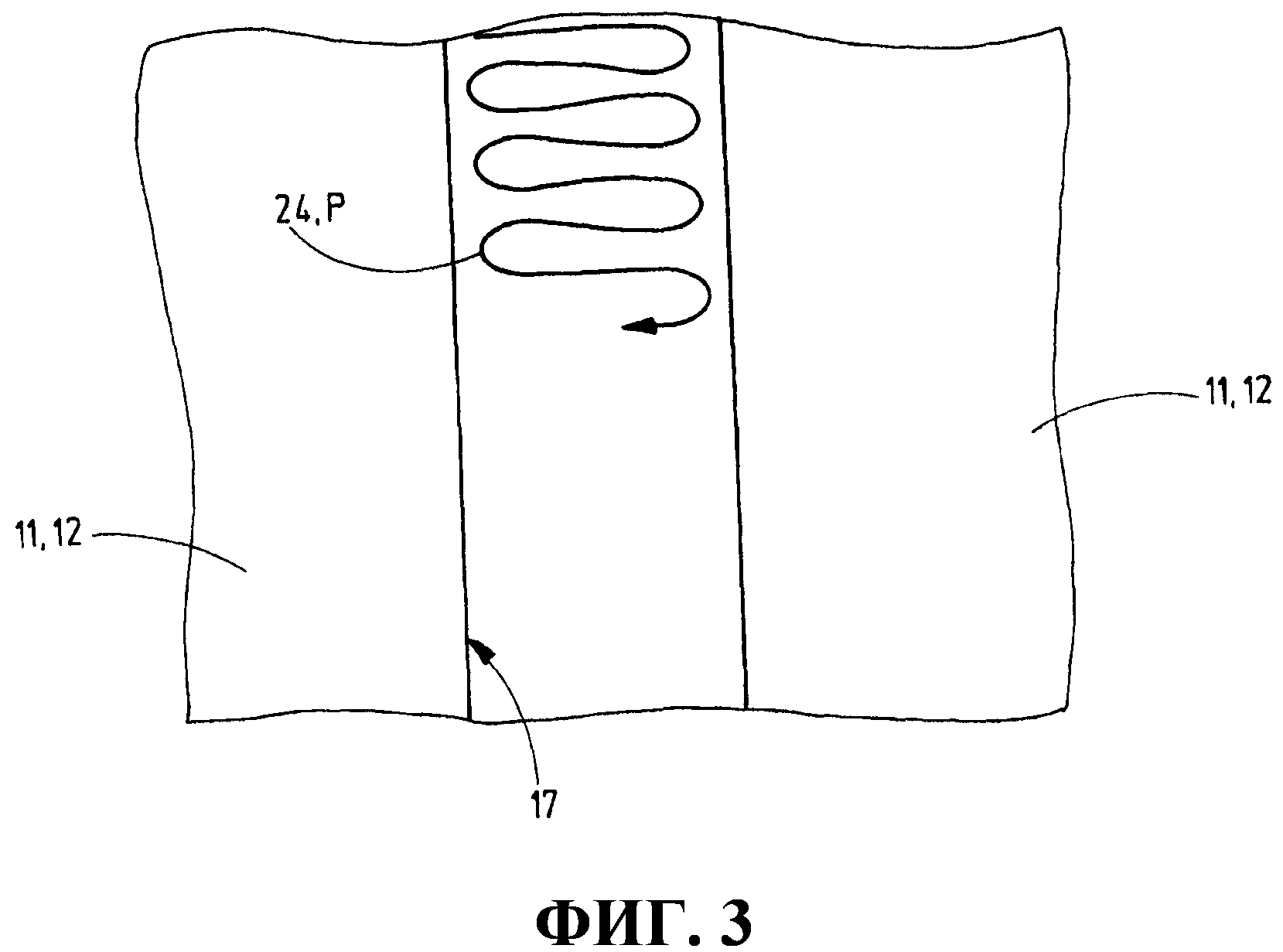
фиг.3 и 4 - схематичные иллюстрации последовательности одного или более наплавленных зигзагообразных валиков покрывающего слоя сварного шва;
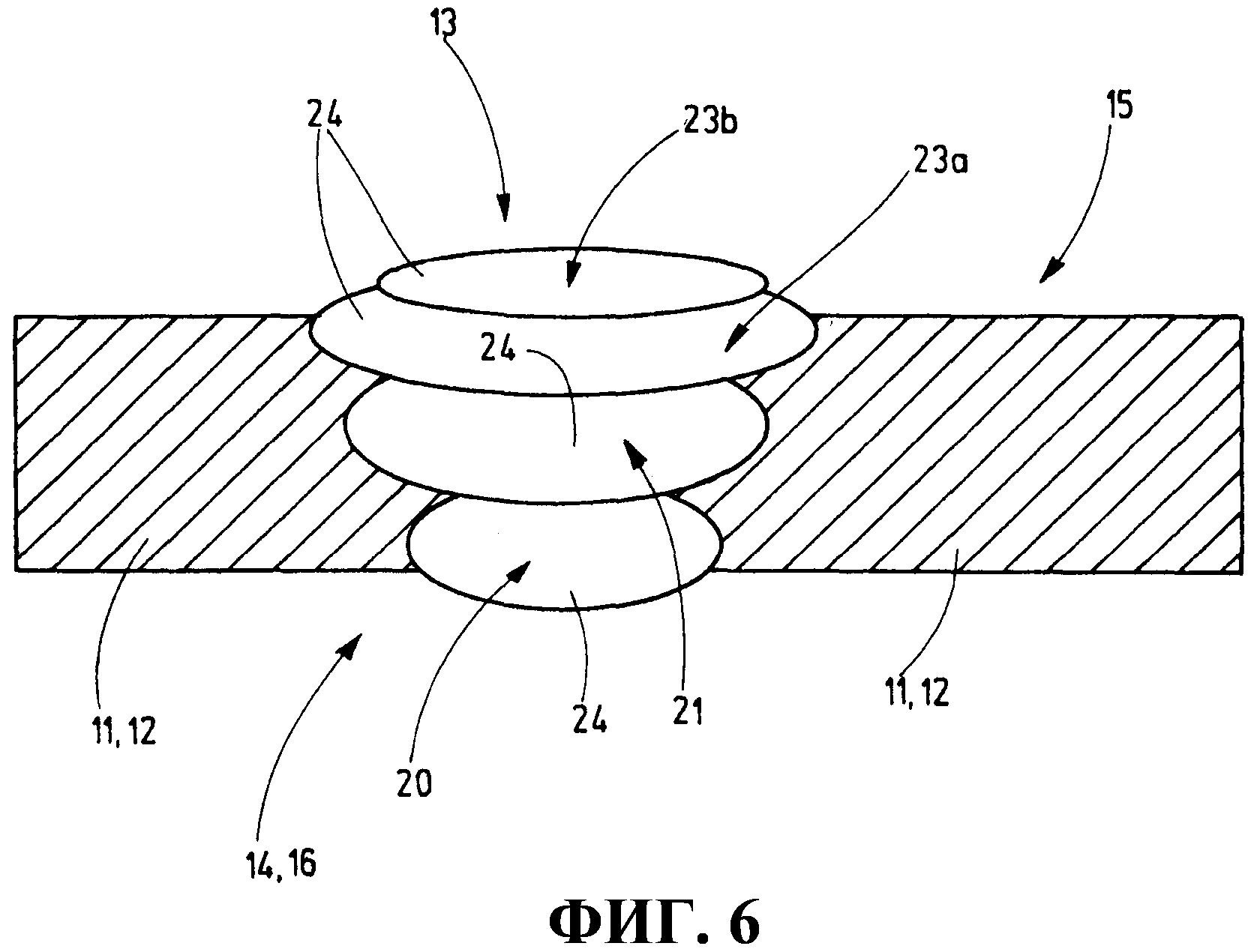
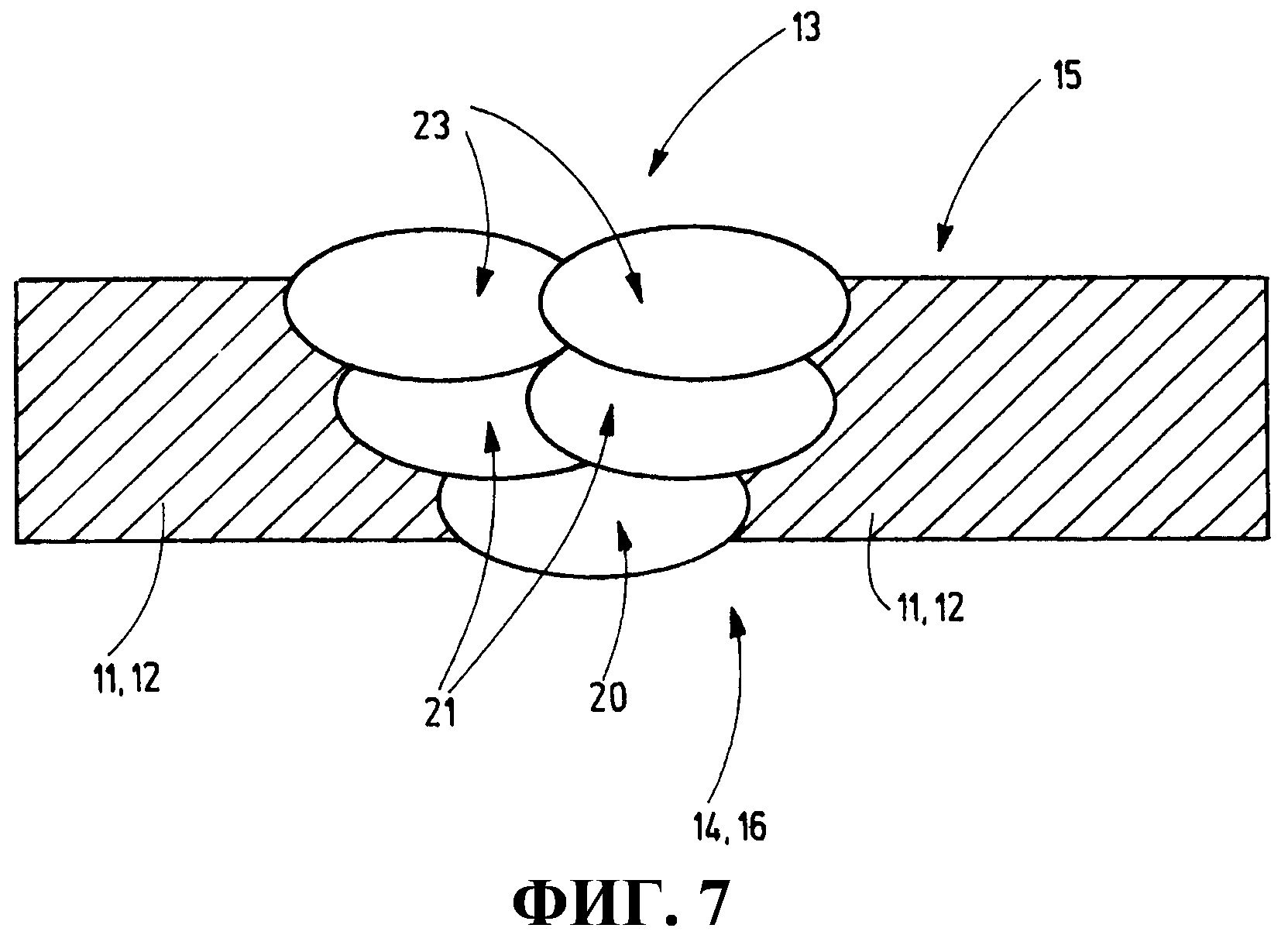
фиг.5-8 - схематичные иллюстрации в разрезе, на которых показаны варианты расположения нескольких слоев сварного шва;
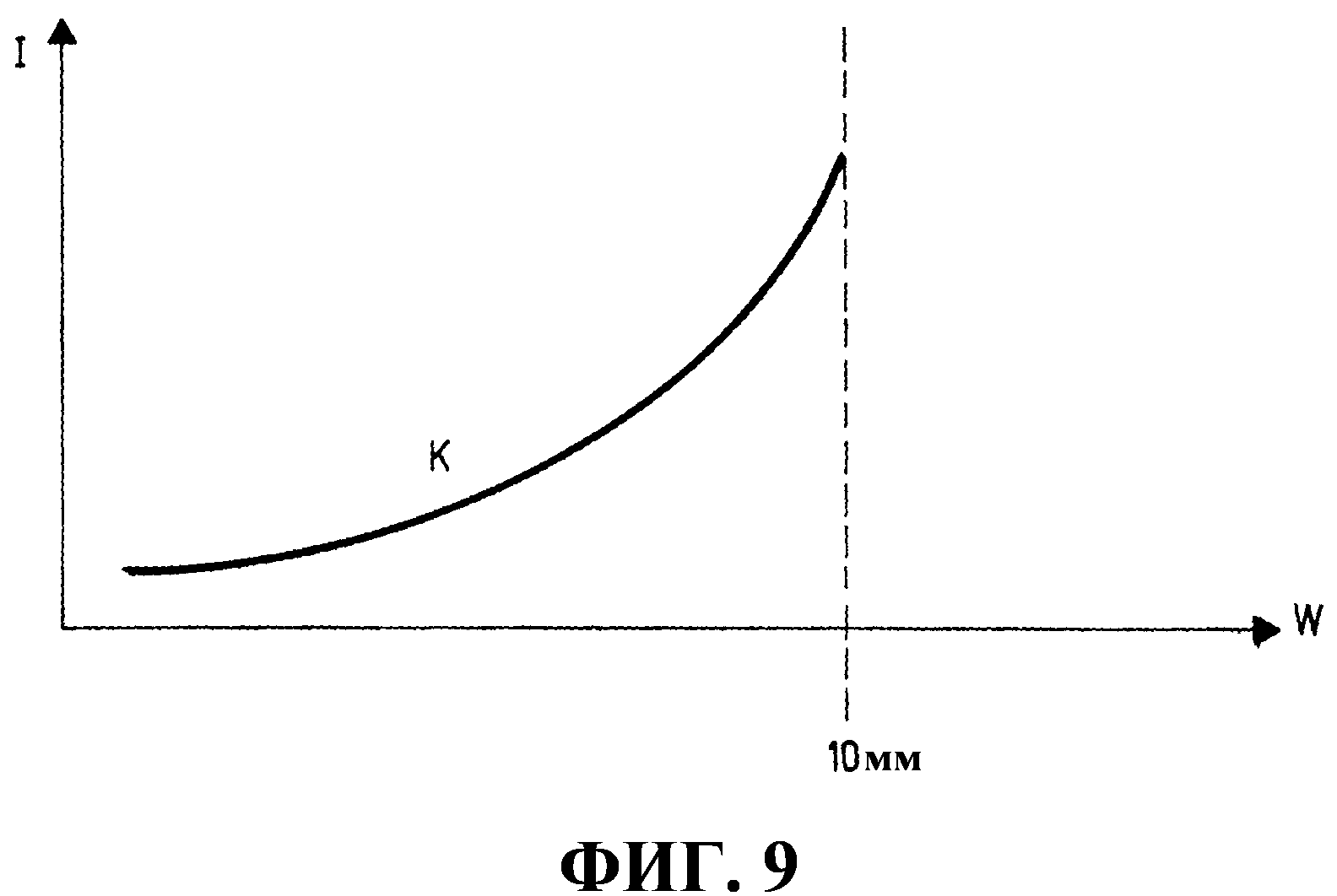
фиг.9 - график соотношения между силой тока I при наплавлении валика сварного шва и толщиной стенки W; и
фиг.10 - график температуры T на участке Z, находящемся под термическим воздействием, как функции времени t, для различных величин силы сварочного тока I и толщины стенки W.
На фиг.1 показана трубка 11 в качестве примера элемента регистра труб 10 трубчатой стенки, который используют для изготовления стенки котла. Стенка котла содержит стенку топочной камеры, окружающую топочную камеру котла, и наружную стенку, окружающую канал прохождения топочного газа, примыкающий к топочной камере. Стенка котла имеет газонепроницаемую конструкцию.
Часто бывает необходимо, чтобы трубы 11 были соединены друг с другом сваркой герметичным образом, например дуговой сваркой двух задействованных концов труб вольфрамовым электродом в среде инертного газа, например при изготовлении стенки парового котла. В процессе этого соединяют друг с другом трубы 11 соседних регистров 10 стенки котла. Данное соединение осуществляют сваркой, например, вольфрамовым электродом в среде инертного газа. Трубы 11 двух смежных регистров 10 трубчатой стенки соединяют друг с другом кольцевыми швами по стыкам регистров и/или по стыкам перемычек 12 двух смежных регистров 10, посредством сварного шва 13. На фиг.2 показано схематичное изображение такого сварного шва 13. Стык 17 для сварного соединения между двумя элементами 11, 12, подлежащими соединению, имеет треугольное или трапецеидальное сечение и расширяется от внутренней стороны 14 к наружной стороне 15. В процессе соединения двух труб внутренняя часть 14 представлена внутренней стенкой 16, обращенной к технологической среде. Ширина BA стыка 17 с наружной стороны 15 составляет приблизительно 10-12 миллиметров. Ширина BI стыка 17 с внутренней стороны 14 составляет приблизительно 2-4 миллиметра.
Толщина W стенки двух элементов 11, 12, подлежащих соединению, составляет от 5 до 10 миллиметров. Трубы 11 и/или перемычки 12 состоят из самозакаливающегося стального сплава, например из бейнитного или бейнитно-мартенситного стального сплава. В представленном в качестве примера варианте осуществления используемым материалом является сплав T24 (7CrMoVTiB 10-10) с содержанием углерода не менее 0,05 вес.% по массе, например 0,1 вес.%.
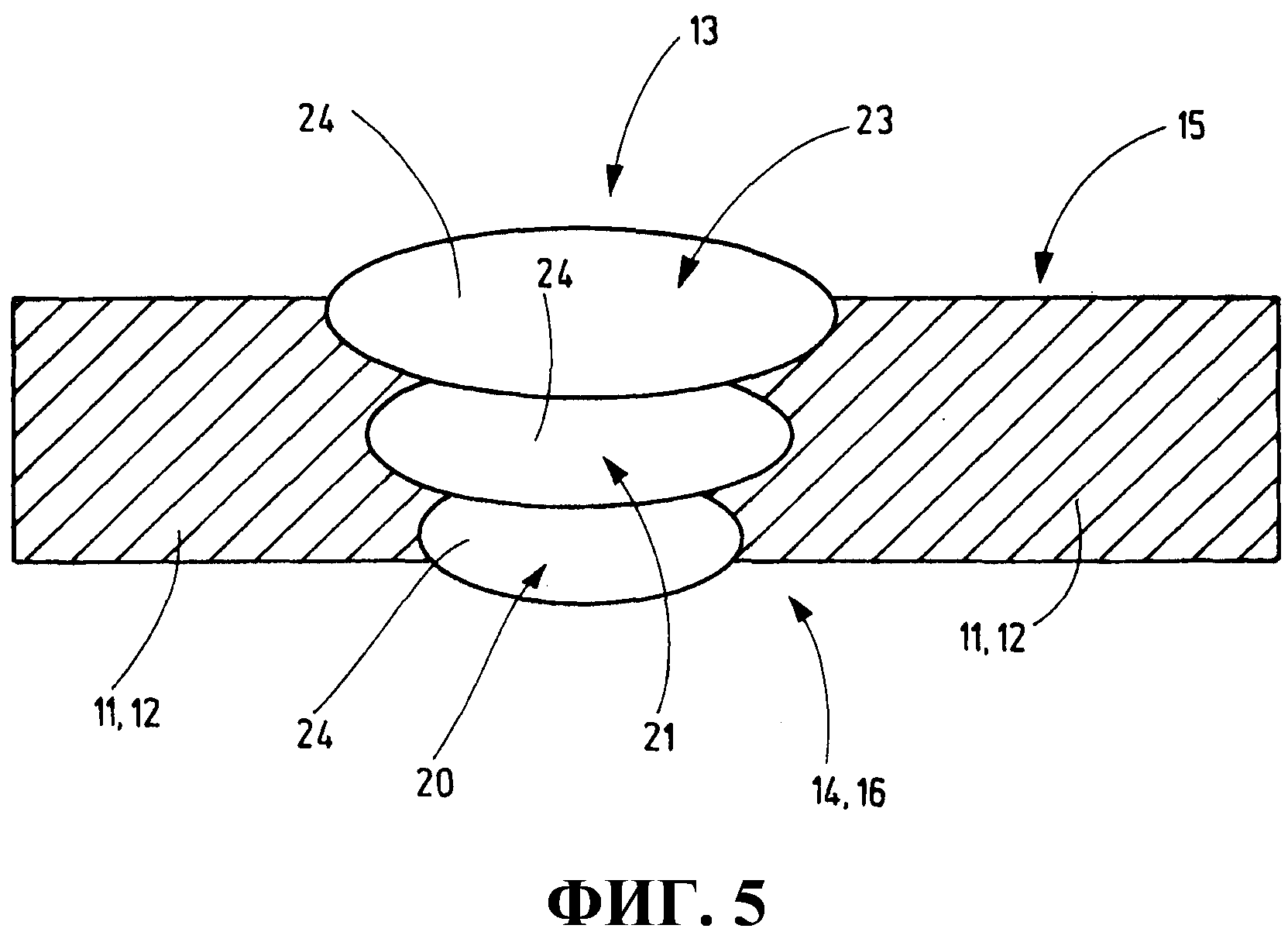
Сварной шов 13 состоит из нескольких слоев. Он содержит слой 20 в корне шва с внутренней стороны 14 соединяемых элементов 11, 12. На данный слой 20 в корне шва наносят по меньшей мере один заполняющий слой 21, который, по существу, полностью заполняет стык 17 вместе со слоем 20 в корне шва. Количество заполняющих слоев зависит от толщины стенки. Согласно приведенному примеру заполняющий слой 21 примыкает к наружной стороне 15 и имеет поверхность 22, обращенную в противоположную сторону от слоя 20 в корне шва в поперечном направлении Q сварного соединения и имеющую вогнутую форму. Стык 17 по меньшей мере на 90% заполнен заполняющим слоем 21 и слоем 20 в корне шва.
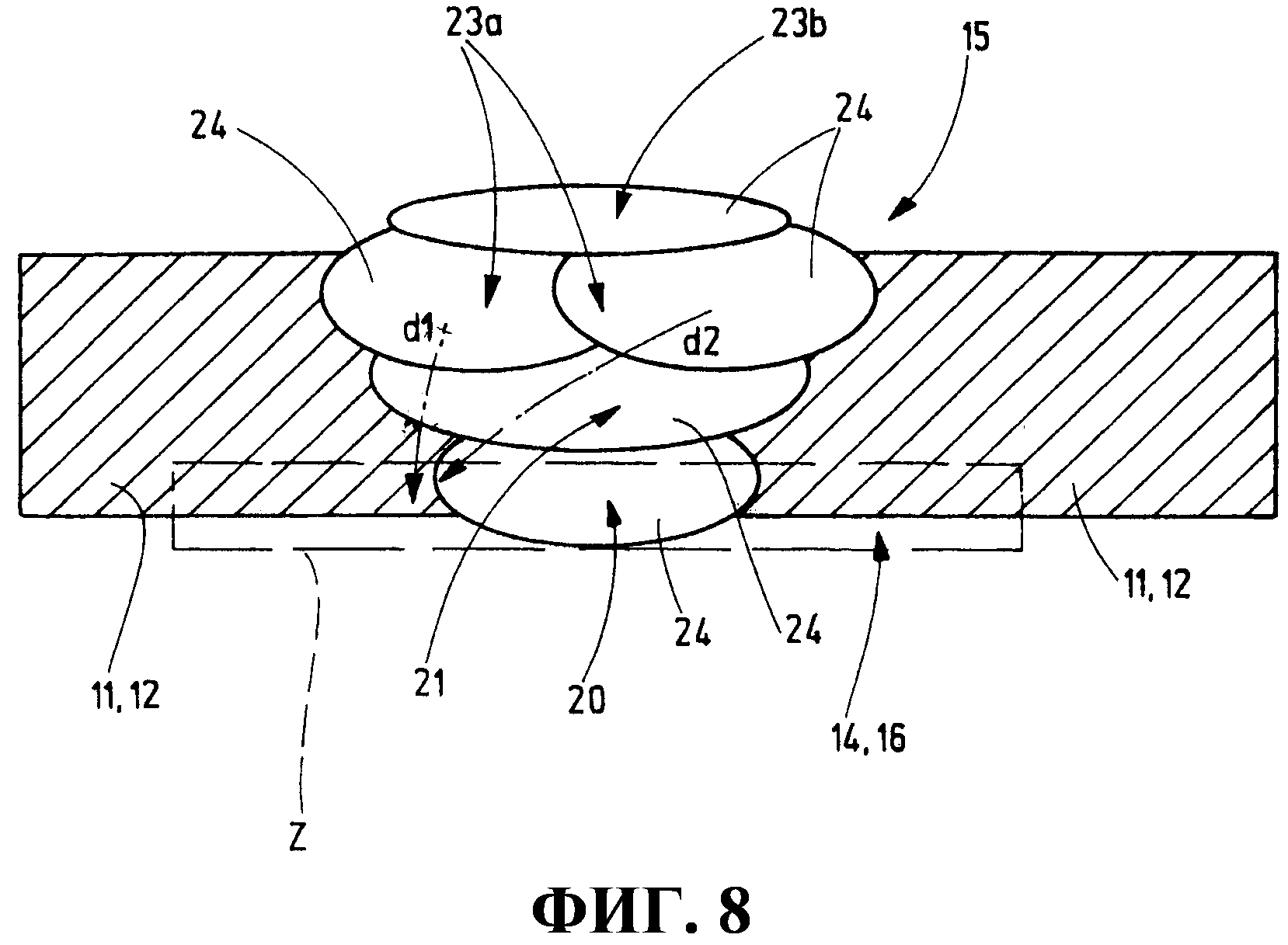
Поверх заполняющего слоя 21 наносят по меньшей мере один покрывающий слой 23, а предпочтительно - первый покрывающий слой 23а и второй покрывающий слой 23b. Количество наплавляемых валиков материала в каждом слое 20, 21, 23 может варьироваться. Например, на фиг.5 и 6 показаны слои 20, 21, 23, в каждом из которых имеется один валик 24 соответственно, в то время как на фиг.7 и 8 показан один покрывающий слой 23 из двух смежных валиков 24, выполненных в поперечном направлении Q сварного соединения. Первый покрывающий слой 23а на фиг.8 также содержит два валика 24, которые примыкают друг к другу в поперечном направлении Q сварного соединения. Аналогичным образом другие слои 20, 21 могут содержать несколько валиков 24. Количество валиков 24 слоя 20, 21, 23 также может быть больше двух.
Согласно варианту осуществления сварного соединения, показанному на фиг.7 и 8, два валика 24 расположены рядом в одном покрывающем слое 23 или 23а. Расстояние от каждого валика 24 до точки на участке Z, находящемся под термическим воздействием, снаружи центральной плоскости, проходящей через стык 17, является переменным, как схематично показано в примере, в случайно выбранном месте, на фиг.8 стрелками d1 и d2. Следовательно, степень термического воздействия в данном месте также варьируется в процессе наплавления двух валиков 24 покрывающего слоя 23 или 23а. Результатом является асимметрия. В зависимости от того, какой валик 24 наплавляют последним, это может привести к потенциально нежелательной высокой твердости задействованной стороны стыка 17 на участке Z, находящемся под термическим воздействием. В этих случаях, как показано на фиг.8, второй покрывающий слой 23b наносят за один проход, чтобы компенсировать асимметричные температурные воздействия на участке Z, находящемся под термическим воздействием.
В частности, на участке вдоль внутренней стороны 14 сварной шов не должен иметь повышенной твердости из-за формирования мартенсита и вторичного отвердевания, способствующего формированию трещин. В частности, на этом участке твердость должна быть ниже 350 единиц по Виккерсу. Особенно критичными являются два перехода 26 между слоем 20 в корне шва и соответствующим примыкающим к нему элементом 11, 12, а также наплыв 27 в корне шва. В частности, в этих критических точках 26, 27 при повышенной твердости внутреннего участка образование может начаться с трещин.
Наплавление упомянутого по меньшей мере одного покрывающего слоя 23 выполняют с заданными параметрами сварки, такими, что на внутренней стороне 14 в области слоя 20 у корня шва температуру T регулируют на участке Z, находящемся под термическим воздействием, в оптимальном температурном диапазоне порядка 600-1000°С. Согласно приведенному примеру, оптимальный температурный диапазон находится между определяемыми для каждого конкретного материала значениями температуры AC1 и температуры AC3. Нижний предел оптимального температурного диапазона может также составлять приблизительно 100°С, ниже температуры AC1, из-за процессов сепарации. Например, для материала T24 температура AC1 составляет 815°С, а температура AC3 составляет 930°С. Следовательно, при выполнении слоя 20 у корня шва и/или заполняющего слоя 21 повышение твердости на участке, находящемся под термическим воздействием, на наружной поверхности 14 снижается или полностью устраняется, и твердость в данном участке, находящемся под термическим воздействием, уменьшается до приемлемых значений на внутренней стороне 14, причем эти значения в данном случае меньше 350 единиц по Виккерсу.
Согласно приведенному примеру силу сварочного тока I используют в качестве заданного параметра сварки, который задают предварительно при наплавлении по меньшей мере одного покрывающего слоя 23.
Сварочный ток I для сварки упомянутого по меньшей мере одного покрывающего слоя 23 регулируют в соответствии с предварительно заданным нелинейным соотношением с толщиной стенки W, как показано в качественном выражении кривой на фиг.9. Сварочный ток I и изменения сварочного тока возрастают с увеличением толщины стенки W. Это означает, что изгиб кривой K увеличивается с увеличением толщины W стенки.
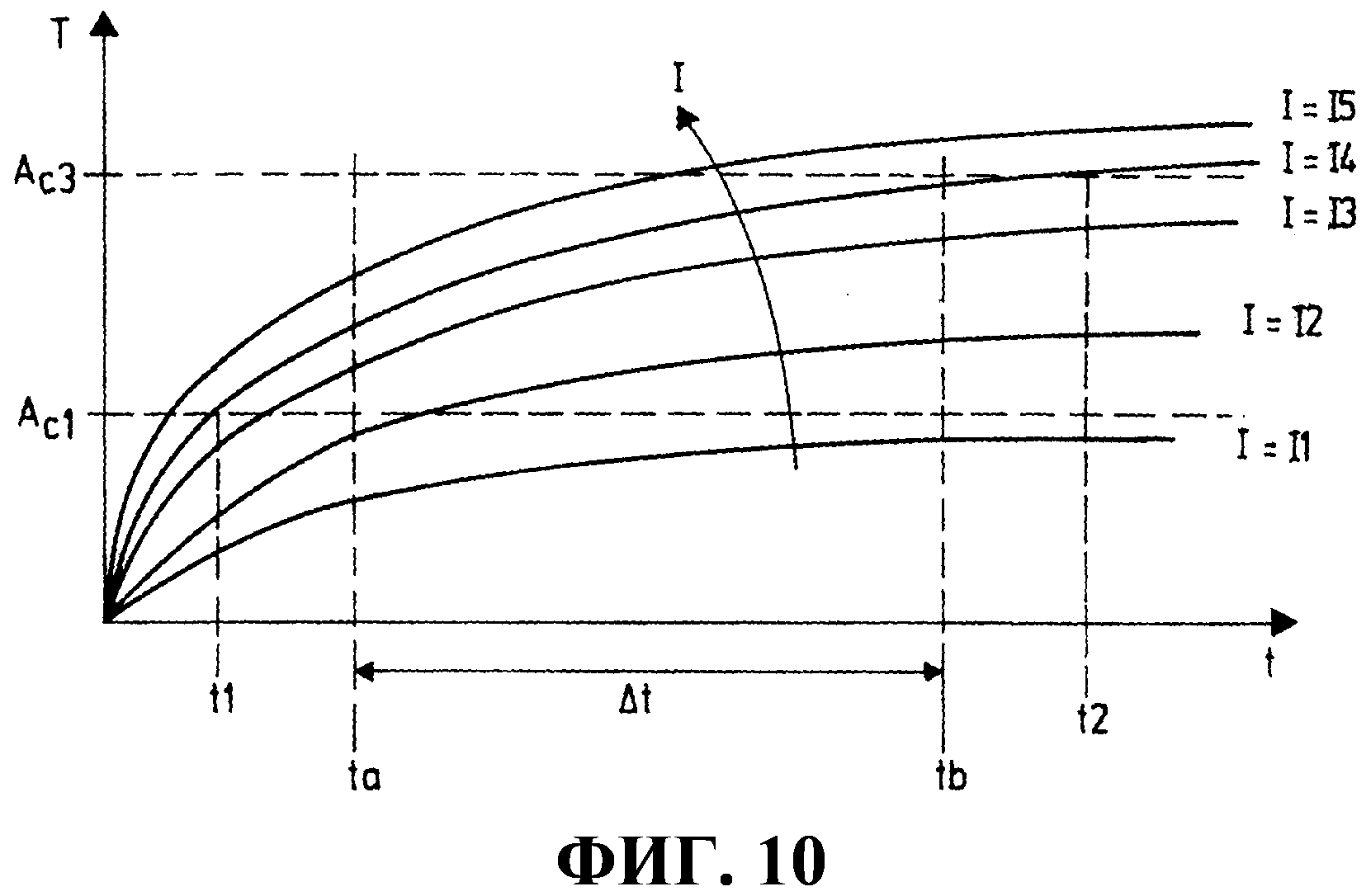
При направлении покрывающего слоя 23 сварочный ток I регулируют таким образом, что подводимая теплота и теплоотдача через стенки труб 11, соединяемых на участке внутренней стороны 14, находятся в равновесии в пределах диапазона оптимальных температур, между T=AC1 и T=AC3. Получаемые в результате соотношения для каждой толщины стенки W показаны на фиг.10. Температура T на участке Z, находящемся под термическим влиянием, в области внутренней стороны 14, показана для толщины стенки W как функция времени t в периферийной точке вдоль стыка 17. Для каждой величины сварочного тока получаются различные соотношения, так что, используя сварочный ток I в качестве параметра, можно получить семейство кривых.
Чтобы достичь вышеописанного состояния равновесия, силу сварочного тока I задают таким образом, чтобы температура T на участке Z, находящемся под термическим воздействием, превышала температуру AC1 для первого времени t1, причем данное значение меньше предварительно заданного первого временного предела ta. Температура AC1 представляет нижний температурный предел, которого нужно достичь. Кроме того, сварочный ток I регулируют таким образом, чтобы температура T на участке Z, находящемся под термическим воздействием, не превышала верхний температурный предел, предварительно заданный значением температуры AC3, до того момента, как пройдет предварительно заданный второй временной предел tb. Временной интервал Δt между вторым временным пределом tb и первым временным пределом ta достаточно велик, чтобы оператору хватило времени осуществить процесс сварки. Поскольку оператор перемещает электрод вдоль стыка 17, предварительно заданный временной интервал Δt дает достаточно большой период времени для любого оператора сварочного устройства, так что, независимо от индивидуальных привычек оператора, подвод тепла к участку Z, находящемуся под термическим воздействием, достигается в пределах нужного оптимального температурного диапазона между температурой AC1 и температурой AC3.
Как показано в примере на фиг.10, для сварочного тока I подходит, например, сила тока 14. Соответствующая кривая изменения температуры достигает значения температуры AC1 в первый момент времени t1, причем упомянутая температура меньше, чем во время первого временного предела ta, и превышает температуру AC3 лишь во второй момент времени t2, после окончания второго временного предела. Сила тока I3 также подойдет для сварочного тока I.
При выполнении нескольких покрывающих слоев 23а, 23b параметры сварки, в частности сила сварочного тока I, идентичны для всех покрывающих слоев 23а, 23b при одинаковой геометрической форме соединяемых элементов.
Как с одной, так и с двух сторон покрывающий слой 23 может находиться на расстоянии от соответствующего примыкающего элемента 11, 12, причем упомянутое расстояние называют шириной S шва, и в соответствии с приведенным примером оно составляет от 0 до 2 миллиметров.
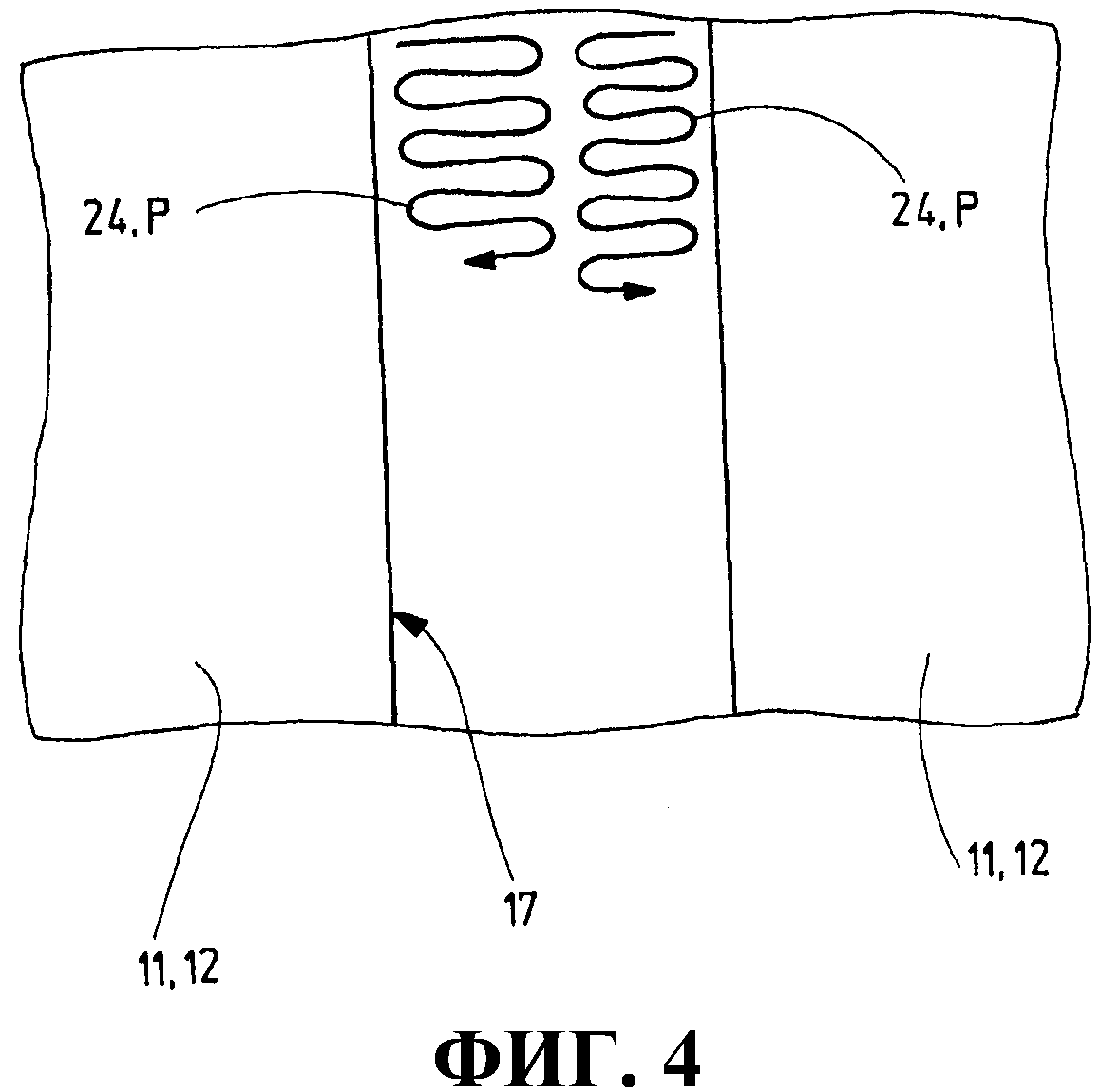
Валик 24 наплавляемого материала покрывающего слоя 23 или валики 24 покрывающих слоев 23в, 23b наносят не прямолинейно, а подобно движению маятника, в виде зигзагообразных валиков P, как схематично показано на фиг.3 и 4. Во время сварки сварочный электрод и/или сварочную проволоку из присадочного материала перемещают в стыке 17 «по серпантину» или зигзагообразно. В процессе этого отклонение в поперечном направлении Q сварного соединения по меньшей мере в два или в три раза превышает диаметр электрода или диаметр сварочной проволоки. Как правило, если соединяемые элементы состоят из материала одного типа, используют один тип присадочного материала, например WZCrMo2VTiNb для труб из сплава T24. Если стыки сварного соединения изготовлены из разных материалов, технология сварки по изобретению может быть использована при условии, что по меньшей мере один из соединяемых элементов и/или присадочный материал является самозакаливающимся. Согласно приведенному примеру сварочная проволока имеет диаметр от 2,0 до 3,5 миллиметров.
Изобретение относится к способу соединения двух элементов 11, 12 дуговой сваркой вольфрамовым электродом в среде инертного газа, причем упомянутые элементы состоят из самозакаливающегося стального сплава, например из сплава T23 или T24. Стык 17 образован между элементами, подлежащими соединению, причем упомянутый стык расширяется, в данном случае - от внутренней стороны 14 к наружной стороне 15. Сначала на участке внутренней стороны 14 наплавляют слой 20 в корне шва. Затем наплавляют заполняющий слой 21, примыкающий к слою 20 в корне шва, таким образом, чтобы стык был заполнен по меньшей мере на 90%. Наконец, покрывающий слой 23 наплавляют на заполняющий слой 21, причем параметры сварки предварительно задают таким образом, чтобы температура, находящаяся в диапазоне оптимальных температур, регулировалась с внутренней стороны 14 участка слоя 20 в корне шва.
Мокрый скруббер для очистки отходящего газа
Способ изготовления кожуха турбинной установки, литейная форма для изготовления и кожух турбинной установки
Устройство выпуска отработавшего пара, внутренняя конструкция для модуля паровой турбины и модуль паровой турбины
Приводное устройство для вращения турбинного валопровода и турбогенераторная установка
Способ работы газотурбинного двигателя и газотурбинная установка для осуществления указанного способа
Газовая турбина с осевым потоком горячего воздуха и осевой компрессор
Способ для сжижения топочного газа от сжигательных установок
Демпфер для газовой турбины
Способ водной промывки и система для способа улавливания диоксида углерода
Способ и направляющая для снятия внутреннего корпуса с турбомашины
Способ защиты газотурбинного двигателя от высокодинамических процессов и газотурбинный двигатель для осуществления данного способа
Мокрый скруббер для очистки отходящего газа
Способ изготовления кожуха турбинной установки, литейная форма для изготовления и кожух турбинной установки
Устройство выпуска отработавшего пара, внутренняя конструкция для модуля паровой турбины и модуль паровой турбины
Приводное устройство для вращения турбинного валопровода и турбогенераторная установка
Способ работы газотурбинного двигателя и газотурбинная установка для осуществления указанного способа
Газовая турбина с осевым потоком горячего воздуха и осевой компрессор
Способ для сжижения топочного газа от сжигательных установок
Демпфер для газовой турбины
Способ водной промывки и система для способа улавливания диоксида углерода

