Результат интеллектуальной деятельности: СПОСОБ РЕМОНТА ФЛАНЦА КАРТЕРА И КАРТЕР ДЛЯ ТУРБОМАШИНЫ
Вид РИД
Изобретение
Настоящее изобретение относится к способу ремонта фланца картера, выполненного, например, из алюминия, для турбомашины, такой как турбореактивный или турбовинтовой двигатель самолета.
Во время работы турбореактивного двигателя картер подвергается, например, воздействию вибрации, которая способна повлечь за собой со временем повреждения.
Картер компрессора низкого давления, например, содержит фланец, который служит, в частности, для крепления оборудования и содержит многочисленные отверстия для прохождения болтов.
Механические напряжения на уровне этих отверстий, обусловленные вибрациями картера, приводят к образованию повреждений в результате расчеканки внутренней поверхности отверстий и плоской поверхности фланца, на которой крепится оборудование или держатель оборудования. Также наблюдается локальный износ поверхности фланца в зоне контакта фланца и оборудования или держателя оборудования, увеличение диаметра отверстия и овализация сечения последнего.
Для обеспечения хорошей работы турбомашины представляется необходимым или производить ремонт этих повреждений, или полностью заменять картер. Средняя стоимость нового картера составляет порядка 170000 долл.
Известно, например, из WO 2010/007323, опуб. 21.01.2010, что для осуществления ремонта таких повреждений осуществляется присадка материала путем сварки для восстановления изначальной геометрической формы отверстий и поверхности фланца, в который будет упираться оборудование или держатель оборудования.
Когда картеры выполнены из алюминия или из композитного материала, и, более широко, из материала, не поддающегося сварке, такой способ не может быть применим. В качестве альтернативного варианта присадка материала реализуется, таким образом, посредством эпоксидной смолы с наполнителем в виде стекловолокна. Такая технология используется исключительно для восстановления изначальной геометрической формы отверстий, но может быть применима и для осуществления ремонта поврежденной области поверхности фланца, на которую накладывается оборудование. Действительно, устойчивость к сжатию данной смолы не является достаточной для обеспечения жесткой зоны контакта с оборудованием, монтируемым на фланце. Кроме того, при завинчивании болта только неповрежденная часть фланца способна выдерживать нагрузки сжатия. Неповрежденная опорная поверхность уменьшается, давление расчеканки и износа фланца увеличивается. Таким образом, даже после ремонта отверстий необходимо быстро произвести замену картера ввиду очень большого износа упомянутой поверхности фланца.
Кроме того, такой ремонт не может быть выполнен во время технического обслуживания, проводимого под крылом, а требует, наоборот, полного снятия двигателя.
Следует также отметить, что нормативными документами запрещено добавление дополнительного конструктивного элемента к прошедшей сертификацию конструкции.
Целью изобретения является, в частности, предложить простое, эффективное и экономически выгодное решение данной проблемы.
В связи с этим в нем предлагается способ ремонта фланца картера, выполненного, например, из алюминия, для турбомашины, такой как турбореактивный или турбовинтовой двигатель самолета; причем фланец содержит, по меньшей мере, одно отверстие для прохождения болта крепления оборудования, отличающийся тем, что он включает в себя последовательные этапы, которые заключаются в:
- образовании зенкования во фланце вокруг отверстия для прохождения болта;
- анодировании поверхности основания зенкования;
- размещении шайбы в зенковании;
- закреплении шайбы на фланце при помощи клея.
Таким образом, оборудование или держатель оборудования могут опираться на шайбу, способную выдерживать напряжения сжатия во время завинчивания болта и позволяющую центрировать болт относительно отверстия.
Поскольку шайба жестко соединена с картером, она не рассматривается как дополнительный конструктивный элемент, обособленный от картера, и соответствует нормативным документам.
Такой ремонт является недорогим, быстрым и может быть осуществлен непосредственно во время одной операции по техническому обслуживанию, производимой под крылом.
Кроме того, анодирование гарантирует прилипание клея.
Предпочтительно способ включает в себя этап контроля (посредством метода проникающих жидкостей) зенкования и (или) поверхности фланца, окружающего выход отверстия для прохождения болта, который предшествует этапу анодирования.
Согласно одному варианту осуществления изобретения шайба приклеивается на фланце при помощи эпоксидной смолы с наполнителем из стекловолокна.
Такая смола предоставляет хорошее прилипание на анодированном алюминии и на шайбе и не вызывает коррозии материала, из которого выполнен фланец.
Предпочтительно клей наносится, по меньшей мере, на поверхность основания зенкования.
Поверхность фланца вокруг отверстия для прохождения болта может быть заранее подготовлена посредством зашкуривания для обеспечения хорошего состояния поверхности.
Следует напомнить, что зашкуривание является простым и недорогим способом чистовой обработки, заключающимся в выравнивании поверхности при помощи абразивного полотна.
Согласно одной форме практической реализации шайба выполнена из материала, твердость которого выше твердости материала картера для того, чтобы лучше выдерживать напряжения расчеканки на уровне зоны контакта между оборудованием или держателем оборудования и шайбой.
Согласно отличительной особенности изобретения способ включает в себя этап маркировки опорной отметки на картере, рядом с шайбой, для обеспечения возможности контроля ремонта во время проводимых в будущем демонтажа или контрольных проверок картера.
Предпочтительно наружный диаметр шайбы составляет 10-15 мм, а внутренний диаметр шайбы около 7 мм.
Эти размеры шайбы представляют, таким образом, хороший компромисс между снижением напряжений на стороне фланца и устойчивостью фланца после осуществления зенкования. Действительно, чем больше диаметр шайбы, тем слабее вышеупомянутые напряжения, но тем менее прочен фланец в результате зенкования.
Изобретение относится, кроме того, к картеру для турбомашины, такой как турбореактивный двигатель или турбовинтовой двигатель самолета, содержащему кольцевой фланец, отремонтированный путем практической реализации способа согласно изобретению; причем фланец содержит, по меньшей мере, одно отверстие для прохождения болта, выходящее в зенкование, в котором приклеена шайба.
Этот картер выполнен из алюминия, стали или композитного материала.
Изобретение станет лучше понятно, а другие детали, характеристики и преимущества изобретения проявятся после изучения нижеследующего описания, приводимого как пример, не носящий ограничительного характера, со ссылкой на прилагаемые фигуры, на которых:
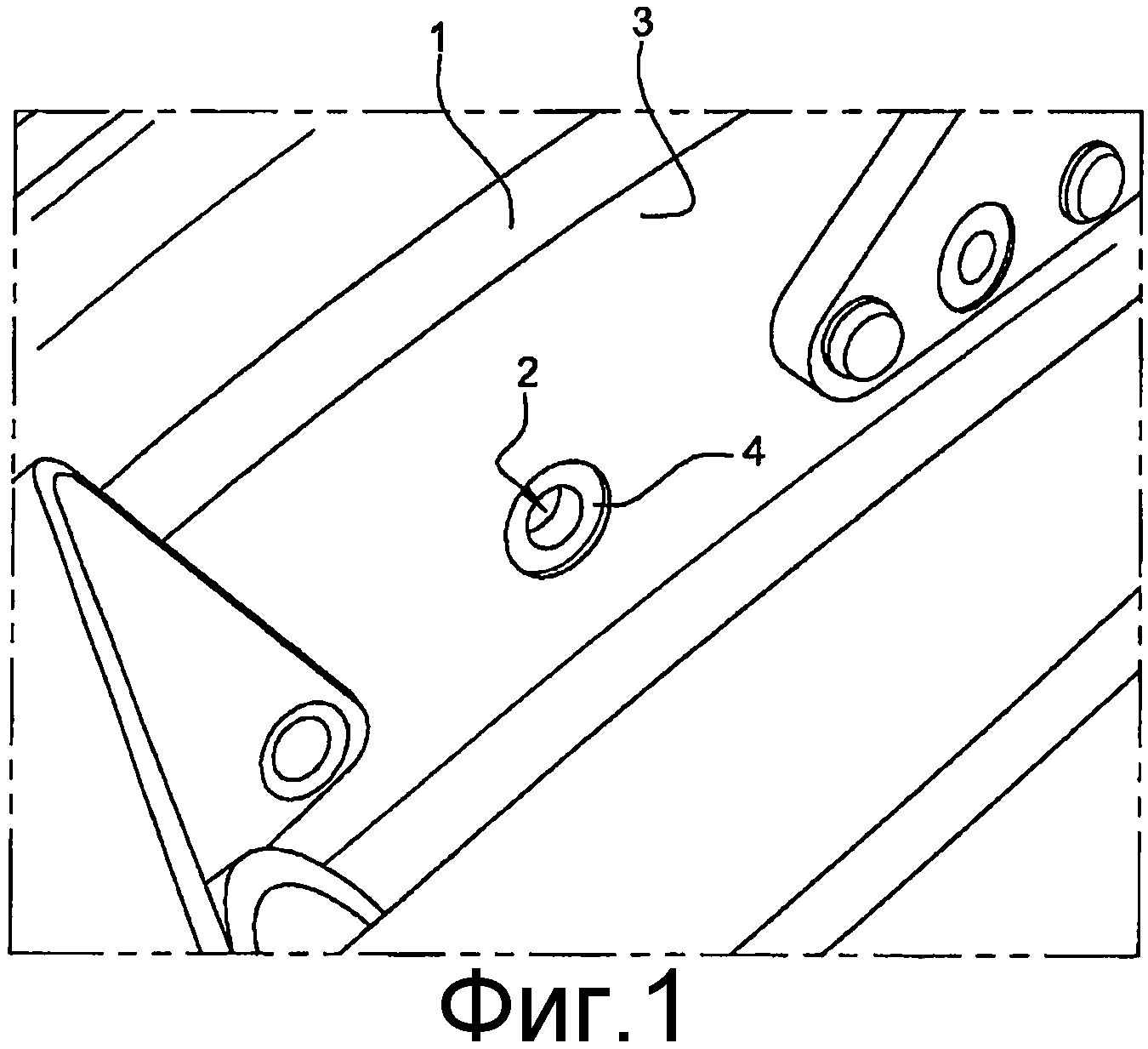
фиг.1 представляет собой вид в перспективе участка поврежденного фланца;
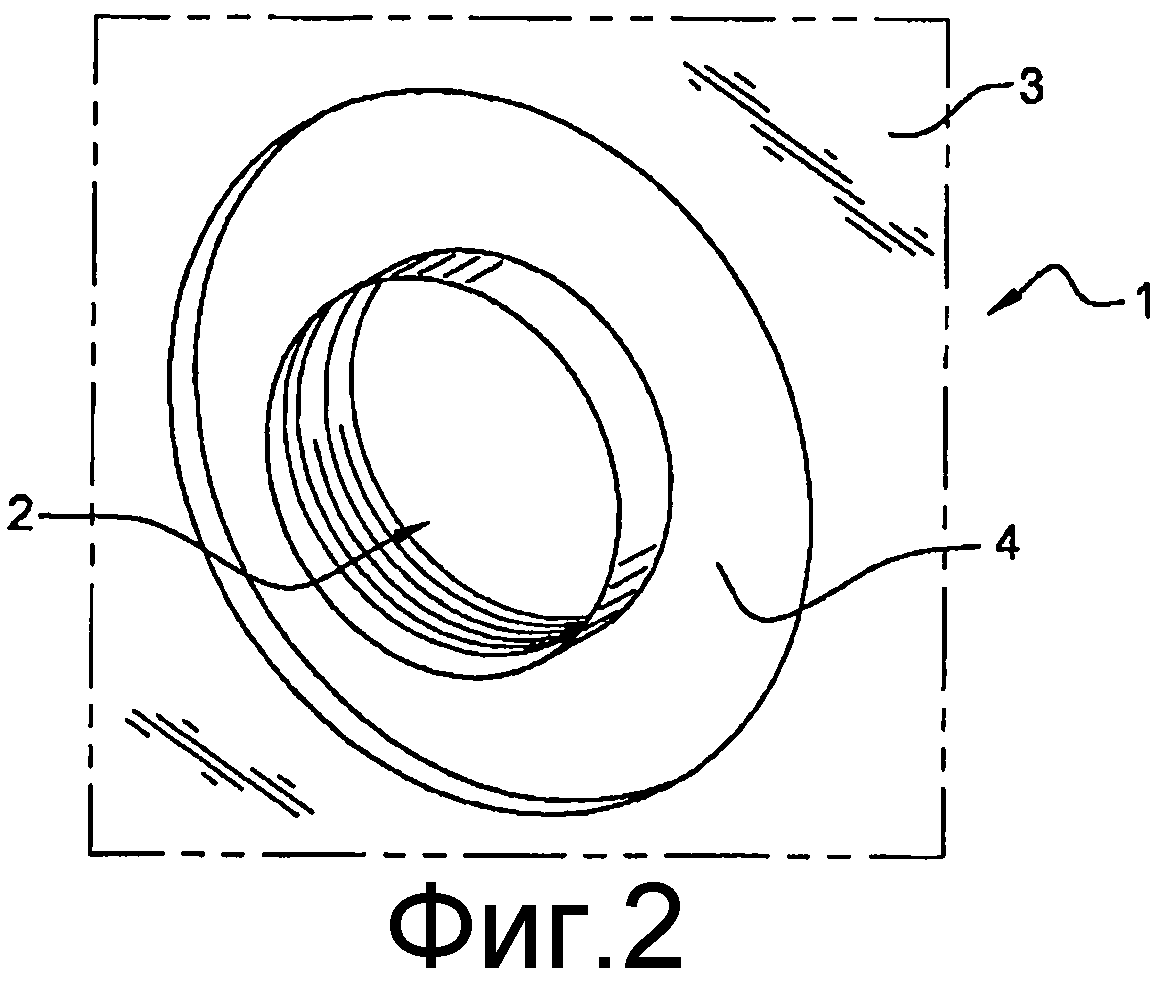
фиг.2 представляет собой вид в увеличенном масштабе отверстия поврежденного фланца;
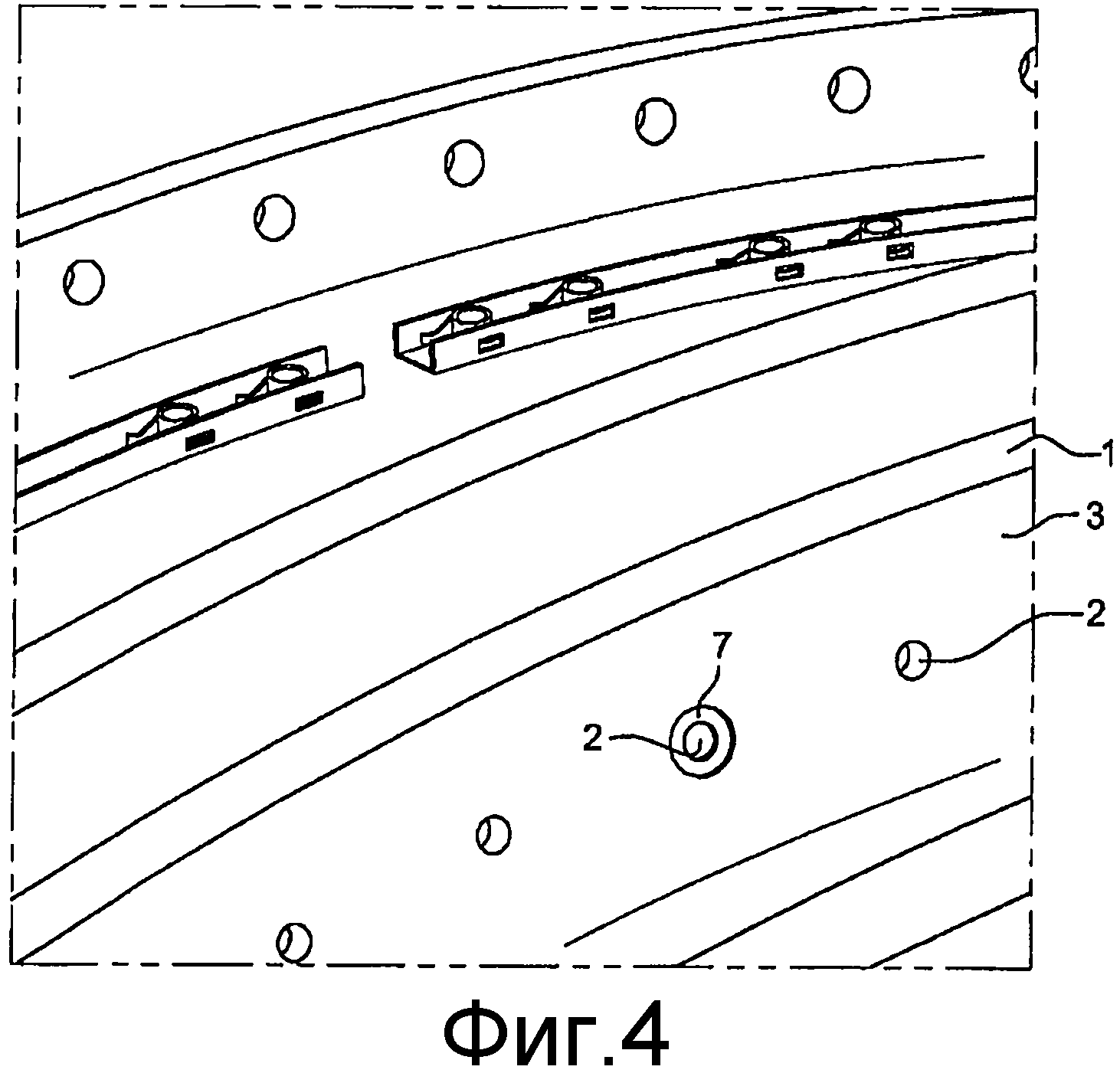
фиг.3 представляет собой вид осевого разреза участка фланца, отремонтированного способом согласно изобретению;
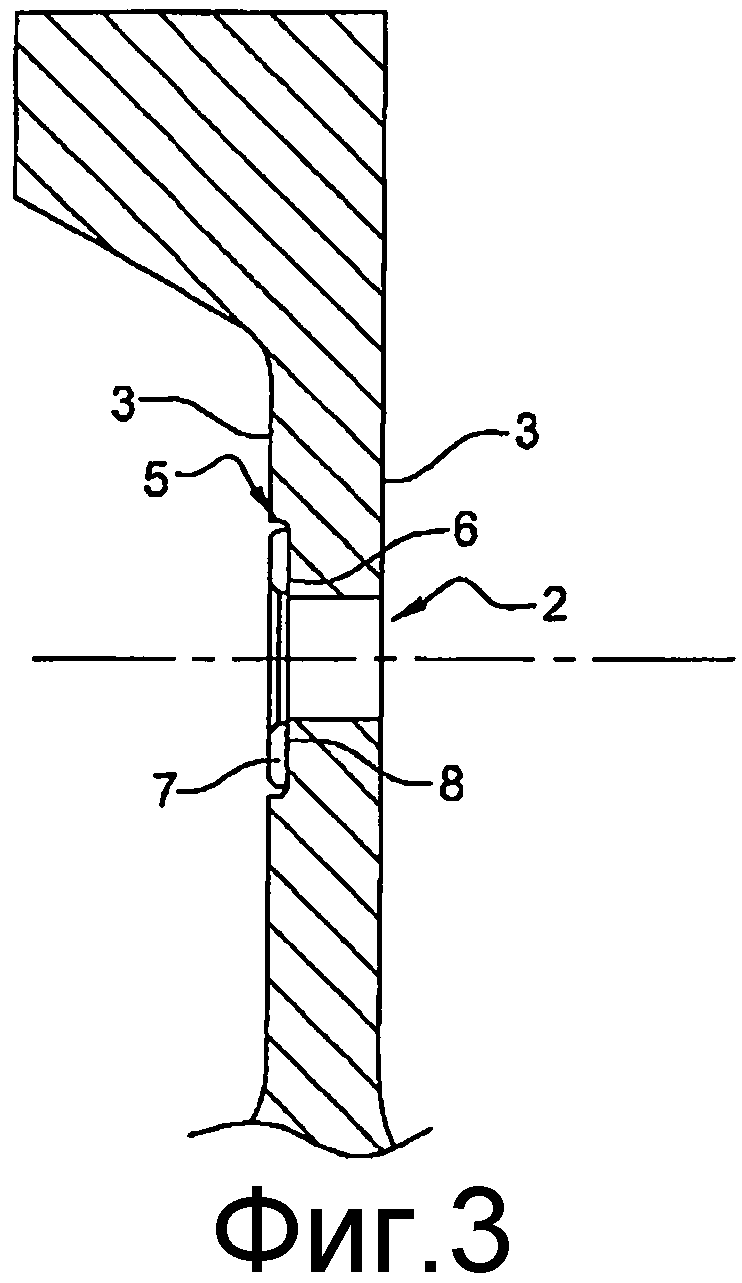
фиг.4 представляет собой частичный вид и в перспективе фланца, представленного на фиг.3.
На фиг.1 и 2 изображен кольцевой фланец 1 алюминиевого картера компрессора низкого давления турбореактивного двигателя, поврежденного механическими напряжениями, возникшими во время эксплуатации турбореактивного двигателя.
Фланец 1 содержит отверстия 2, выполненные по его окружности, равномерно расположенные на расстоянии друг от друга и выходящие с одной и другой стороны на кольцевые боковые поверхности 3. Отверстия 2 служат для прохождения болта для обеспечения болтового соединения элементов жесткости или оборудования. В примере, представленном на фиг.1 и 2, оборудование (не показано) содержит сторону с круглым сечением, которая в условиях эксплуатации упирается в соответствующую боковую сторону 3 вокруг отверстия 2 прохождения болта.
В процессе эксплуатации вибрации картера приводят к повреждениям 4 в виде расчеканки внутренней поверхности отверстий 2 и боковой поверхности 3 фланца 1. Также наблюдается локальное образование углубления поверхности 3 фланца 1 в зоне контакта между фланцем и оборудованием, увеличение диаметра отверстия 2 и (или) овализация сечения этого отверстия 2. Все эти повреждения отчетливо видны на фиг.1 и 2.
Для осуществления ремонта фланца 1 этого картера в изобретении предлагается способ, включающий в себя последовательные этапы, заключающиеся в
- подготовке путем зашкуривания поверхности 3 фланца 1 вокруг отверстия 2 для прохождения болта;
- образовании зенкования 5 во фланце 1 вокруг отверстия 2 для прохождения болта, причем диаметр зенкования 5 немного больше диаметра поврежденной зоны 4;
- контроле методом проникающих жидкостей состояния поверхности зенкования 5 и (или) боковой поверхности 3 фланца 1, окружающей выход отверстия 2 для прохождения болта;
- анодировании поверхности 6 основания зенкования 5;
- размещении шайбы 7 в зенковании 5;
- закреплении шайбы 7 на фланце 1 посредством эпоксидной смолы 8 с наполнителем из стекловолокна;
- маркировке опорной отметки на картере рядом с шайбой 7.
В частности, смола 8 наносится на поверхность 6 основания зенкования 5. Предпочтительно используемая смола представляет собой смолу, продаваемую фирмой HENKEL под названием Hysol EA9394.
Кроме того, шайба 7 выполнена из материала, твердость которого выше твердости материала картера, например из сплава типа A286.
Наружный диаметр шайбы 7 составляет от 10 до 15 мм, ее внутренний диаметр порядка 7 мм, а ее толщина составляет 0,8-1,3 мм. Размеры шайбы 7 определяются в зависимости, в частности, от износа фланца 1.
В случае, описание которого приведено выше, картер выполнен из алюминия. Безусловно, способ согласно изобретению также применим к картерам из композитного материала или стали. Однако в этом случае отсутствует необходимость в этапе анодирования.
Шайба 7 образует жесткую опору, прочно соединенную с картером, для оборудования или держателя оборудования и позволяет центрировать болт относительно отверстия 2.
Стоимость такого ремонта составляет порядка 70 долл., что незначительно по сравнению со стоимостью замены пришедшего в негодность картера новым картером.
Кроме того, как это указывалось ранее, данный ремонт может быть произведен под крылом, причем отсутствует необходимость в демонтаже двигателя.
Следует также отметить, что данный способ позволяет использовать после ремонта болты, идентичные болтам, которые использовались перед ремонтом.
Устройство выдержки под давлением для изготовления композитных деталей посредством впрыска смолы и соответствующий способ
Способ демонтажа усилительного элемента детали
Топливный инжектор для турбомашины
Способ создания защитного армирования для передней кромки лопасти
Блок зажигания для турбореактивного двигателя
Волокнистая структура, имеющая нити с переменным номером пряжи
Литейный стержневой узел для изготовления лопатки турбомашины, соответствующие способ изготовления лопатки и лопатка
Корпус компрессора с полостями с оптимизированной регулировкой
Способ изготовления детали, выполненной из титанового сплава ta6zr4de
Линейная прокладка для межлопаточной полки
Устройство впрыска воздуха и топлива для камеры сгорания турбомашины
Устройство выдержки под давлением для изготовления композитных деталей посредством впрыска смолы и соответствующий способ
Способ демонтажа усилительного элемента детали
Топливный инжектор для турбомашины
Способ создания защитного армирования для передней кромки лопасти
Блок зажигания для турбореактивного двигателя
Волокнистая структура, имеющая нити с переменным номером пряжи
Литейный стержневой узел для изготовления лопатки турбомашины, соответствующие способ изготовления лопатки и лопатка
Корпус компрессора с полостями с оптимизированной регулировкой
Способ изготовления детали, выполненной из титанового сплава ta6zr4de

