Результат интеллектуальной деятельности: НОЖЕВОЙ ШТАМП ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ТОЛСТОСТЕННОЙ РЕЗИНЫ
Вид РИД
Изобретение
Изобретение относится к областям машиностроения, где используются детали и узлы из толстостенной резины более 20 мм различного профиля, и может быть использовано, например, в производстве ракетных двигателей.
Детали из толстостенной резины должны иметь вертикальные стенки среза и профиль с жесткими требованиями по геометрии. При толщине резины более 20 мм вырезка деталей обычным ножевым штампом сопровождается утяжкой стенок, в результате чего поверхность среза не перпендикулярна плоскости листа резины. Кроме того, нож штампа в конце хода упирается в жесткую подкладку, что приводит к затуплению и выкрашиванию режущей кромки ножа (Зубцов М.Е. Листовая штамповка, Л.: Машиностроение, 1980, с.338).
Чтобы уйти от утяжки стенок, на практике вырезку деталей из толстой резины производят на станках для механической обработки металлов. Такая технология имеет серьезные недостатки: низкая производительность и большие отходы материала.
Техническим результатом, на достижение которого направлено данное изобретение, является высокая чистота среза вырезаемых деталей, уменьшение угла заточки ножей с 16÷18° до 6÷8°, исключение поломки и выкрашивания кромок режущих элементов, получение деталей из толстостенной резины с вертикальными стенками относительно плоскости листа, обеспечение высокой производительности. До заявляемого технического решения для вырезки неметаллических материалов рекомендуется принимать значение угла α 16÷18° (РТМ 34-65 Штампы для холодной листовой штамповки. Расчеты и конструирование. М.: Издательство стандартов, 1966, с.49-50).
Данный технический результат достигается за счет конструкции ножевого штампа для вырезки деталей из толстостенной резины. Ножевой штамп содержит штамповую плиту, закрепленный на ней режущий элемент, выполненный в виде ножевого блока, толкатель, приводящий в действие съемник для удаления вырезанных деталей и отхода. При этом ножевой штамп снабжен дополнительно нижним ножевым блоком для вырезки деталей с двух сторон и расположен с ответной стороны верхнего ножевого блока. Наличие в штампе 2-х жестких упоров гарантирует зазор, обеспечивающий исключение соприкосновения режущих кромок ножей, контактирующих только с вырезаемым материалом. Угол заострения ножа определяют по формуле:
 , где
, где
b - толщина ножа, мм;
H - высота заточенной части ножа, мм;
 , где
, где
S - толщина резины, мм;
X - припуск на переточку ножа, мм.
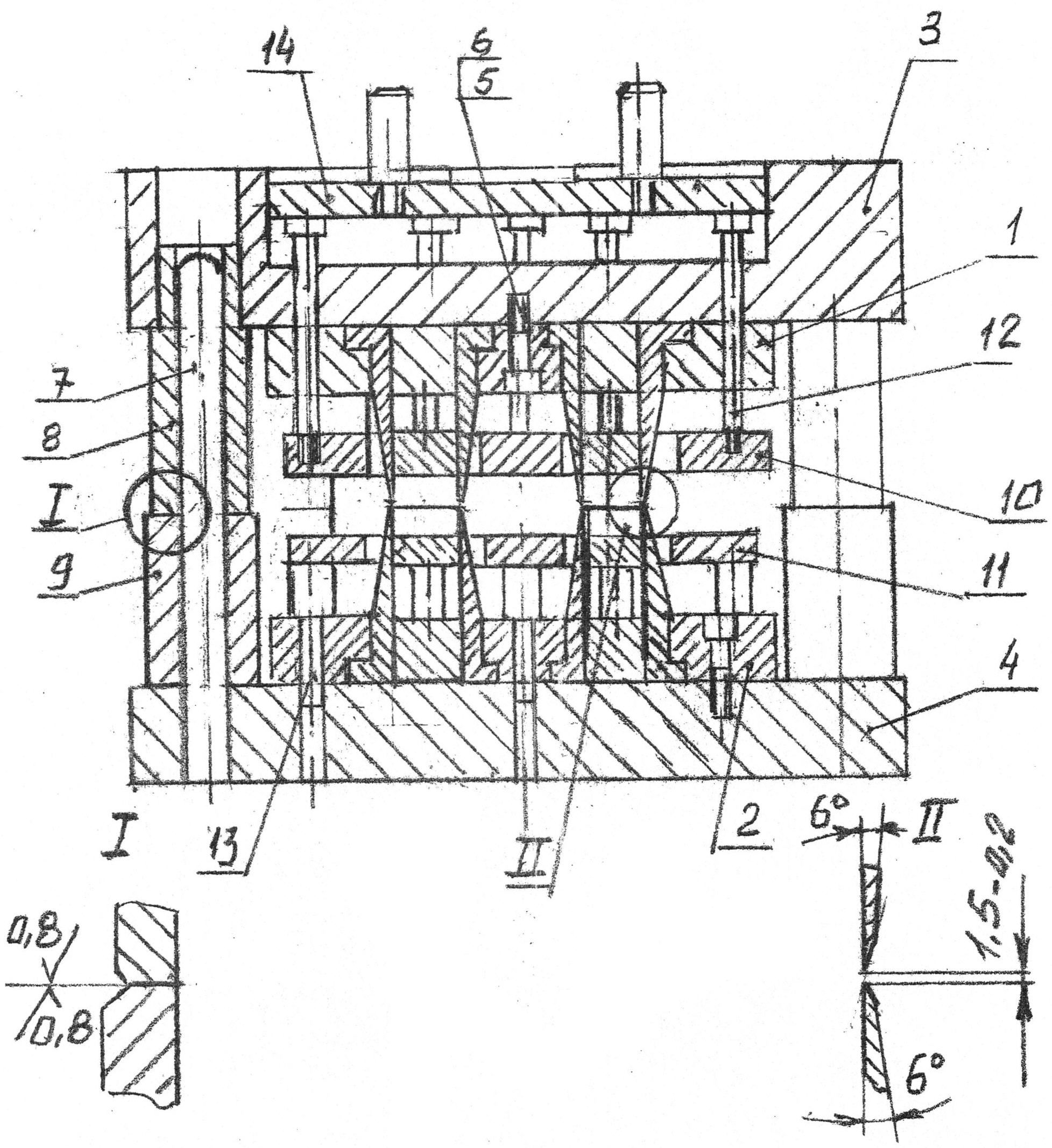
Конструкция ножевого штампа состоит из 2-х ножевых блоков - верхнего 1 и нижнего 2, закрепленных соответственно на плитах 3 и 4 винтами 5 и штифтами 6. Режущие кромки блоков центрируются посредством 2-х направляющих пар - колонок 7 и втулок 8. Так как резку материала производят с 2-х сторон одновременно, то соприкосновение режущих кромок должно быть исключено, что обеспечивается наличием в ножевом штампе 2-х жестких упоров 9, которые гарантируют зазор между кромками ножей 1,5-0,2 мм. Удаление вырезанной детали и отхода обеспечивают съемниками 10 и 11 и толкателями 12 и 13.
На чертеже изображен ножевой штамп для вырезки деталей из толстостенной резины.
Штамп работает следующим образом.
Ножевой штамп для вырезки деталей из толстостенной резины работает на гидропрессе П-311. В открытом положении ползуна пресса заготовку укладывают на режущие кромки нижнего ножевого блока. После хода ползуна пресса, с закрепленным на нем верхним ножевым блоком, происходит вырезка детали с 2-х сторон одновременно. Ограничением хода ползуна являются жесткие упоры 9, установленные на 2-х колонках 7.
После вырезки детали и хода ползуна вверх, траверсой пресса через толкатели 12 и траверсу ножевого штампа 14 съемником 10 производят удаление детали и отхода с верхнего ножевого блока. Удаление детали и отхода с нижнего блока производят гидроподушкой пресса через толкатели 13 съемником 11.
Пример
Выбираем пластину резиновую 2Ф-1-МБС-С по ГОСТ 263-75.
1. Толщина резины S=30 мм;
Толщина ножа b=2,5 мм. Эта величина принимается конструктивно и зависит от толщины резины S.
, где X - припуск на переточку ножа, мм, конструктивно принятый 3÷5 мм. Принимаем X=5 мм.
 ;
;
2. Толщина резины S=40 мм;
Толщина ножа b=3,0 мм.
 ;
;
3. Толщина резины S=50 мм;
Толщина ножа b=3,4 мм.
 ;
;
Таким образом, предлагаемая конструкция ножевого штампа для вырезки деталей из толстостенной резины такова, что ножи контактируют только с вырезаемым материалом, что позволяет уменьшить угол заточки ножей с 16÷18° до 6÷8°, исключает поломку и выкрашивание кромок режущих элементов и их интенсивное затупление, а также позволяет повысить точность и качество вырезаемых деталей.
Ножевой штамп для вырезки деталей из толстостенной резины, содержащий штамповую плиту, закрепленный на ней режущий элемент, выполненный в виде верхнего ножевого блока, толкатель, приводящий в действие съемник для удаления вырезанных деталей и отхода, отличающийся тем, что он дополнительно снабжен нижним ножевым блоком, расположенным с ответной стороны верхнего ножевого блока для вырезки деталей с двух сторон, и двумя жесткими упорами для образования зазора, обеспечивающего исключение соприкосновения режущих кромок ножевых блоков и контакта их с вырезаемым материалом, а угол заострения режущей кромки ножевых блоков определен по формуле: , гдеb - толщина ножевого блока, мм;H - высота заточенной части ножевого блока, мм; , гдеS - толщина резины, мм;X - припуск на переточку ножевого блока, мм.
Способ эрозионно-лучевого упрочнения поверхностей металлических деталей и устройство для его использования
Адаптер для установки космических аппаратов
Способ отделения от ракеты-носителя группы космических аппаратов и устройство для его осуществления
Входное устройство насоса необъемного вытеснения
Турбонасосный агрегат
Способ ротационной вытяжки оживальных и конических изделий
Способ управления каналом частотной коррекции систем автоматического регулирования частоты и мощности газотурбинных энергетических установок при выделении на изолированный район
Способ реализации общестанционного уровня управления газотурбинными электростанциями (гтэ) с газотурбинными энергоблоками (гтэб)
Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава вт14 в одном комбинированном штампе
Способ изготовления металлического многослойного фильтра и устройство для его осуществления
Потолочное устройство для рентгеновского контроля деталей
Устройство для выявления источника колебаний частоты и мощности
Способ управления каналом частотной коррекции систем автоматического регулирования частоты и мощности газотурбинных энергетических установок при выделении на изолированный район
Способ реализации общестанционного уровня управления газотурбинными электростанциями (гтэ) с газотурбинными энергоблоками (гтэб)

