Результат интеллектуальной деятельности: ИСХОДНЫЙ МАТЕРИАЛ ДЛЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ИЗ ФОЛЬГИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Исходный материал является материалом, который необходимо подвергать дополнительной обработке перед тем, как он станет конечным изделием. В одном варианте осуществления конечное применение для этого исходного материала включает различные изделия, такие как упаковки, т.е. бытовые фольги. В другом варианте осуществления алюминиевые изделия из фольги, изготовленные из описанного исходного материала, имеют улучшенные характеристики поверхности и механические свойства, такие как высокое давление разрыва, высокий предел прочности на разрыв, высокий предел текучести и высокое процентное удлинение при тонких размерах.
Раскрытие изобретения
В одном варианте осуществления изобретения предлагается изделие из исходного материала. В другом варианте осуществления изделие содержит алюминиевый сплав серий 1xxx, 3ххх и 8xxx, изготовленный способом бесслиткового литья, при этом алюминиевый сплав имеет толщину от около 5 мкм до около 150 мкм для изделия из фольги. Изделие имеет предел прочности на разрыв после полного отжига, который по меньшей мере на 10% больше по сравнению со средними величинами того же сплава в отливке после полного отжига с использованием литья в сляб или валкового литья. Изделие имеет удлинение после полного отжига, которое по меньшей мере на 10% больше по сравнению со средними величинами того же сплава в отливке после полного отжига с использованием литья в сляб или валкового литья. Изделие имеет давление Муллена после полного отжига, которое по меньшей мере на 10% больше по сравнению со средними величинами того же сплава в отливке после полного отжига с использованием литья в сляб или валкового литья. Изделие является по существу свободным от пор, вызванных осевой ликвацией интерметаллических частиц.
В одном варианте осуществления изделие содержит алюминиевый сплав 8111, изготовленный способом бесслиткового литья, при этом алюминиевый сплав имеет толщину от около 5 мкм до около 150 мкм для изделия из фольги. Изделие имеет предел прочности на разрыв в состоянии после полного отжига, который по меньшей мере на 10% больше, чем средние величины стандартного сплава 8111 в состоянии после полного отжига. Изделие имеет удлинение в состоянии после полного отжига, которое по меньшей мере на 10% больше, чем средние величины стандартного сплава 8111 в состоянии после полного отжига. Изделие имеет давление Муллена в состоянии после полного отжига, которое по меньшей мере на 10% больше, чем средние величины стандартного сплава 8111 в состоянии после полного отжига. Изделие является по существу свободным от пор, вызванных осевой ликвацией интерметаллических частиц.
В другом варианте осуществления изделие содержит алюминиевый сплав 8921, изготовленный способом бесслиткового литья, при этом алюминиевый сплав имеет толщину от около 5 мкм до около 150 мкм для изделия из фольги. Изделие имеет предел прочности на разрыв в состоянии после полного отжига, который по меньшей мере на 10% больше, чем средние величины стандартного сплава 8921 в состоянии после полного отжига. Изделие имеет удлинение в состоянии после полного отжига, которое по меньшей мере на 10% больше, чем средние величины стандартного сплава 8921 в состоянии после полного отжига. Изделие имеет давление Муллена в состоянии после полного отжига, которое по меньшей мере на 10% больше, чем средние величины стандартного сплава 8921 в состоянии после полного отжига. Изделие является по существу свободным от пор, вызванных осевой ликвацией интерметаллических частиц.
Соответственно, в одном варианте осуществления изобретения обеспечивается исходный материал с улучшенными свойствами.
Эти и другие дополнительные варианты осуществления станут более понятными с помощью приведенного ниже описания и чертежей.
Краткое описание чертежей
Для более полного понимания изобретения сделана ссылка на приведенное ниже описание и прилагаемые чертежи, на которых:
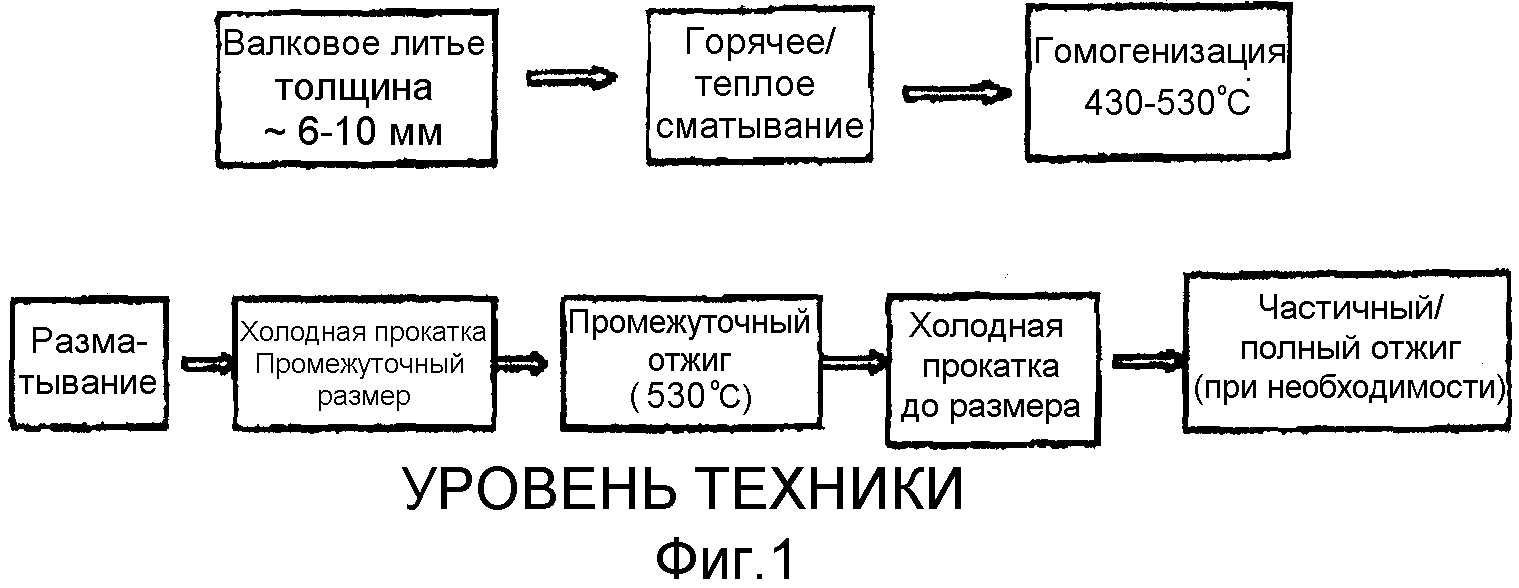
Фиг.1 представляет собой блок-схему последовательности операций существующего способа изготовления фольги и пластины из исходного материала, полученного посредством валкового литья;
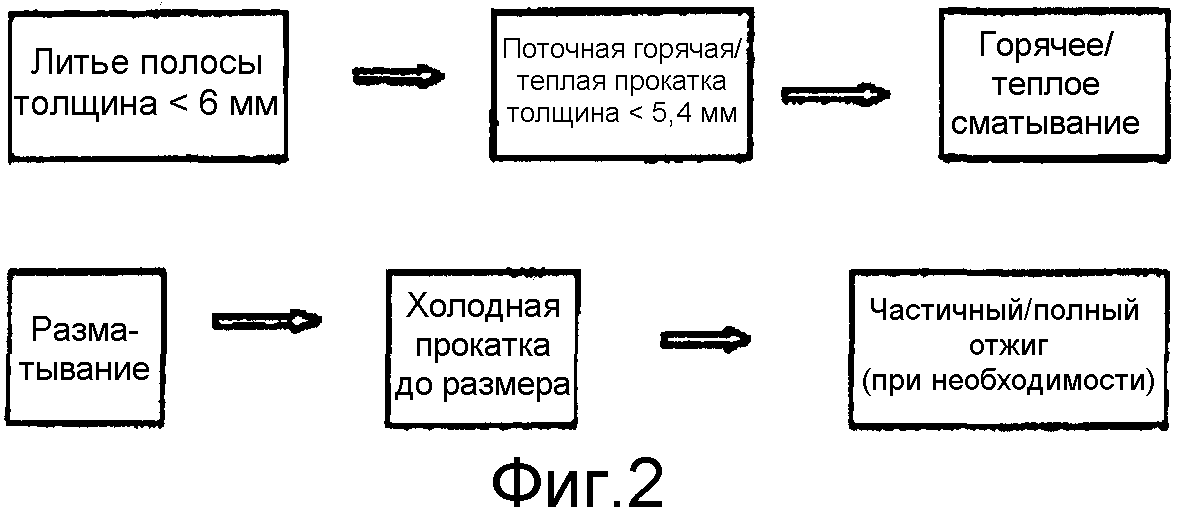
Фиг.2 представляет собой блок-схему последовательности операций, показывающую один вариант осуществления способа изготовления фольги в соответствии с изобретением;
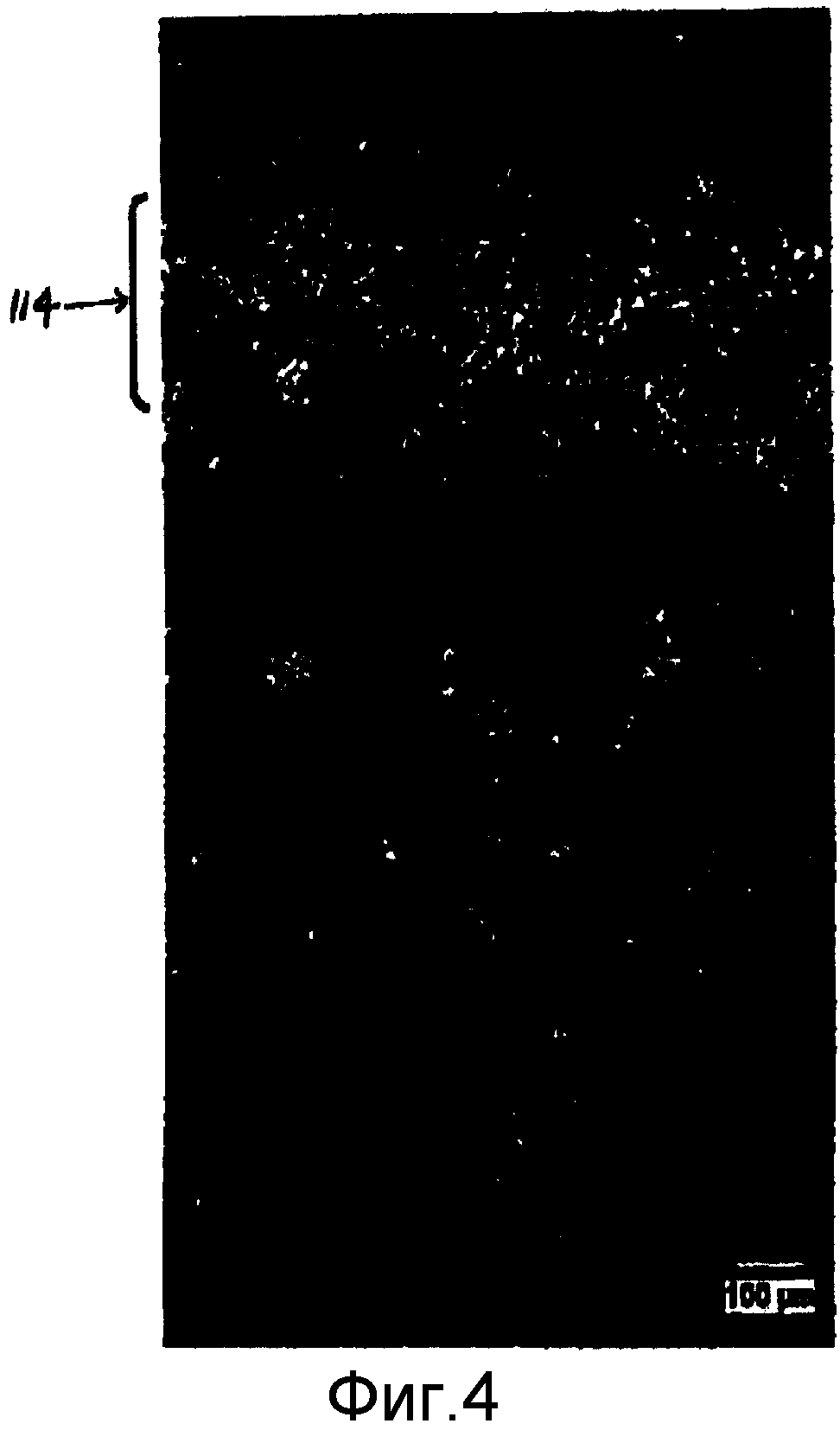
Фиг.3 представляет собой трехслойную отлитую полосу в одном варианте осуществления изобретения; и
Фиг.4 представляет собой микрофотографию при 100-кратном увеличении поперечного сечения полосы из литейного сплава 8921 согласно одному варианту осуществления изобретения.
Подробное описание предпочтительных вариантов осуществления
Ниже приведены определения терминов, использованных в данной заявке. Использованный в настоящем описании термин «исходный материал» подразумевает такой материал, который необходимо подвергать дополнительной обработке перед тем, как он станет конечным изделием, таким как бытовая фольга.
Использованный в настоящем описании термин «алюминиевый сплав» подразумевает металл алюминий с другими элементами. Элементы могут включать медь, железо, магний, никель, кремний, цинк, хром, марганец, титан, ванадий, цирконий, олово и/или скандий. Элементы добавляют для воздействия на физические свойства алюминиевого сплава и эксплуатационные характеристики.
Использованный в настоящем описании термин «осевая ликвация» подразумевает находящиеся на одной линии интерметаллические частицы в центральной плоскости полосы, изготовленной обычными валковыми литейными машинами. Это может привести к образованию трещин тонкого листа во время прокатки, и в результате обеспечивает плохие механические свойства конечного изделия.
Использованный в настоящем описании термин «измельченные микроструктуры» подразумевает микроструктуры с зернами мелкого размера и мелкозернистые фазы сплава.
Использованный в настоящем описании термин «интерметаллические частицы бета-фазы» подразумевает стержневые частицы состава Al9FeSi. Это хрупкие частицы, которые делятся на более мелкие частицы во время прокатки и в результате обеспечивают плохие механические свойства конечного изделия. Их отрицательные воздействия исключают путем обработок гомогенизацией, которые превращают бета-фазу в более пластичную альфа-фазу.
Использованный в настоящем описании термин «поточный» означает без промежуточного сматывания и разматывания.
Использованный в настоящем описании термин «добавка, измельчающая зерно» подразумевает химическое соединение, такое как TiB2 или AlTi, которое способствует созданию мелкозернистой структуры в литом металле.
Использованный в настоящем описании термин «давление разрыва Муллена» подразумевает давление, при котором лист разрывается. Оно показывает сопротивление разрыву.
Использованный в настоящем описании термин «по существу» означает в большей мере или степени.
Использованный в настоящем описании термин «способ бесслиткового литья» подразумевает любой способ литья, которым не производят слиток.
Использованный в настоящем описании термин «литье в сляб» подразумевает способ, при котором отливают сляб толщиной от около 0,25 дюймов до около 8 дюймов.
Использованный в настоящем описании термин «валковое литье» подразумевает отливку полосы толщиной от около 0,25 дюймов до около 0,5 дюймов при скоростях менее чем 10 футов в минуту с использованием обычных валковых литейных машин при высоких удельных давлениях металла на валки.
Использованный в настоящем описании термин «поры» подразумевает небольшое отверстие в металлическом листе или фольге при измерении в световом коробе.
Использованный в настоящем описании термин «горячая прокатка» подразумевает прокатку алюминия при температуре на входе свыше около 700°F.
Использованный в настоящем описании термин «теплая прокатка» подразумевает прокатку алюминия при температуре на входе в интервале от около 350°F до около 700°F.
Использованный в настоящем описании термин «холодная прокатка» подразумевает прокатку алюминия при температуре на входе ниже около 350°F.
В одном варианте осуществления изобретения предлагается исходный материал, полученный с использованием способа, который включает получение литой полосы толщиной менее чем около 6 мм из алюминиевого сплава, поточную горячую прокатку литой полосы до толщины не более чем около 1 мм и охлаждение полученной полосы для получения изделия из исходного материала для металлической фольги, при этом литая полоса является по существу свободной от интерметаллических частиц бета-фазы.
В другом варианте осуществления исходный материал дополнительно обрабатывают для придания металлической фольге улучшенных механических свойств и характеристик поверхности.
В другом варианте осуществления изделие из исходного материала затем дополнительно обрабатывают путем разматывания полосы, холодной прокатки полосы из исходного материала до требуемой для изделия толщины и частичного или полного отжига полосы конечного размера для получения металлической фольги.
На фиг.1 показана последовательность операций, иллюстрирующая принципиальные этапы обычного способа изготовления фольги и пластинчатых изделий из исходного материала, полученного посредством валкового литья. На начальном этапе 10 осуществляют валковое литье алюминиевого сплава до толщины от около 6 мм и около 10 мм. Затем осуществляют поточное сматывание литой полосы из алюминиевого сплава в горячем/теплом состоянии 20, а затем, необязательно отдельно, гомогенизируют при температуре от около 430°C до около 530°C. На следующем этапе 40 гомогенизированный рулон затем разматывают для того, чтобы можно было прокатать литую полосу из алюминиевого сплава в холодном состоянии до промежуточного размера на этапе 50. Полосу промежуточного размера затем непосредственно отжигают при температуре 450°C на этапе 60 и прокатывают в холодном состоянии до конечного размера фольги. На заключительном этапе 80 литую полосу из алюминиевого сплава необязательно отжигают или частично, или полностью в зависимости от физических свойств, необходимых для изделия.
В одном варианте осуществления на фиг.2 показана последовательность операций, иллюстрирующая принципиальные этапы изобретения. Изобретение исключает длинные и дорогие этапы гомогенизации и/или промежуточного отжига, обычно связанные с настоящими методами валкого литья исходного материала или литья в слиток, и исключает один или более проходов холодной прокатки. Здесь литую полосу из исходного материала толщиной менее чем около 6 мм получают при высоких скоростях на первом этапе 100. Материал из алюминиевого сплава затем подвергают поточной прокатке в горячем состоянии на втором этапе 200 до толщины не более около 1 мм при температуре около 720°F. Затем исходный материал подвергают поточному сматыванию в горячем/теплом состоянии на третьем этапе 300. Этот материал представляет собой вариант осуществления исходного материала согласно изобретению для дополнительной обработки в готовое изделие в другом месте. В такой операции обработки в другом месте рулон затем разматывают на этапе 400 до прокатки в холодном состоянии на этапе 500 для придания окончательного размера, который представляет собой необходимую толщину изделия. При необходимости изделие конечного размера может быть подвергнуто частичному или полному отжигу на шестом этапе 600 в зависимости от применения или поставлено в состояние непосредственно после прокатки.
На начальном этапе отливают полосу толщиной менее чем около 6 мм. В одном варианте осуществления способ изготовления литой полосы толщиной менее чем около 6 мм из алюминиевого сплава осуществляют путем непрерывной разливки алюминиевого сплава. Это включает в себя подачу расплавленного алюминиевого сплава рядом с парой водоохлаждаемых валков, расположенных по существу в горизонтальной плоскости, и в сообщении с ними. Литье осуществляют при высоких скоростях, таких как около 200 футов в минуту (62 м/мин). Расплавленный алюминиевый сплав из резервуара перемещают к зазору между валками. Наружные слои твердого алюминия образуются на каждом из валков, а полутвердый алюминиевый слой получается в центре между твердыми слоями. Полутвердый слой включает в себя расплавленный компонент и твердый компонент из отдельных ломаных дендритных отростков фронта кристаллизации. Твердые наружные слои и твердый компонент полутвердого алюминиевого сплава проходят через зазор, так что полоса твердого алюминиевого сплава выходит из зазора. Полоса, выходящая из зазора, включает в себя твердый центральный слой, расположенный между соответствующими наружными слоями алюминиевого сплава.
В другом варианте осуществления способ изготовления литой полосы толщиной менее чем около 6 мм из алюминиевого сплава представляет собой способ, который осуществляют посредством одной, непрерывной поточной последовательности операций, которая включает в себя следующие этапы, на которых: (a) горячий алюминиевый исходный материал прокатывают в горячем состоянии для уменьшения его толщины; (b) затем горячий уменьшенный исходный материал подвергают поточному отжигу без значительного промежуточного охлаждения; (c) отожженный исходный материал затем сразу и быстро закаливают до температуры, пригодной для прокатки в холодном состоянии; и (d) закаленный исходный материал подвергают прокатке в холодном состоянии для получения тонкого листа, имеющего требуемую толщину и металлургические свойства.
Полученная в результате литая полоса имеет измельченную микроструктуру и, на удивление, является по существу свободной от интерметаллических частиц бета-фазы. В результате это обеспечивает изделия из фольги превосходного качества.
Типы алюминиевых сплавов, которые могут быть использованы в изобретении, включают, но не ограничиваются ими, алюминиевые сплавы 1ххх, 3ххх и 8ххх (обозначения Ассоциации алюминиевой промышленности). Следует отметить, что бытовые фольги из сплавов 8921 и 8111 описаны в примерах ниже.
В одном варианте осуществления толщина литой полосы составляет менее чем около 6 мм. В другом варианте осуществления толщина литой полосы составляет от около 1 мм до около 5 мм. В дополнительном варианте осуществления толщина литой полосы составляет от около 2 мм до около 4 мм.
На втором этапе литую полосу подвергают поточной прокатке в горячем состоянии до требуемой толщины с минимумом 10% уменьшением в толщине при около 720°F в одном варианте осуществления изобретения. Термин «поточная прокатка в горячем состоянии» подразумевает любую прокатку алюминиевой литой полосы непосредственно из литейной машины при температуре на входе в прокатный стан выше около 700°F. В одном варианте осуществления температура исходного материала на намоточном устройстве после горячей прокатки ниже около 700°F.
Комбинация этапов поточной горячей и теплой прокатки может быть использована для уменьшения материала до требуемой толщины. Это ограничивается только количеством клетей прокатного стана в поточной линии с литейной машиной.
На третьем этапе исходный материал наматывают в горячем/теплом состоянии. В одном варианте осуществления температура исходного материала на намоточных устройствах составляет ниже около 700°F.
На четвертом этапе рулон разматывают, чтобы можно было прокатать литую полосу из алюминиевого сплава в холодном состоянии до требуемой толщины изделия для пятого этапа. В одном варианте осуществления холодная прокатка имеет место между парой вращающихся валков при комнатной температуре. В другом варианте осуществления этап холодной прокатки может быть разбит на различные этапы в зависимости от толщины изделия. Например, исходный материал может быть прокатан до чернового размера перед прокаткой исходного материала до необходимого конечного размера.
В зависимости от требуемого конечного размера это обеспечивает изделие из фольги, имеющее по существу одинаковую толщину от около 5 мкм до около 150 мкм. В таблице 1 показано сравнение свойств бытовой фольги, изготовленной из алюминиевого сплава 8921 согласно изобретению, с обычной серийной бытовой алюминиевой фольгой.
|
|
В таблице 2 показано сравнение свойств бытовой фольги, изготовленной из алюминиевого сплава 8111 согласно изобретению, с обычной серийной бытовой алюминиевой фольгой.
|
На пятом этапе изделие конечного размера может быть при необходимости подвергнуто частичному или полному отжигу в зависимости от применения или поставлено в состояние непосредственно после прокатки.
Литая полоса является по существу свободной от интерметаллических частиц бета-фазы, что обеспечивает фольгу, которая также является свободной от интерметаллических частиц бета-фазы. Определение присутствия интерметаллических частиц бета-фазы проводят с помощью микроскопа.
В одном варианте изобретения предлагается способ изготовления исходного материала для алюминиевой фольги без применения добавки, измельчающей зерно, промежуточных отжигов или гомогенизации. Это обеспечивает улучшенные свойства получающихся алюминиевых фольг для того же сплава. Например, некоторые из улучшенных свойств сплава включают более высокую прочность, пластичность, давление разрыва. Следует отметить, что этот способ изготовления исходного материала для металлической фольги можно применять для производства пластинчатых изделий.
В другом варианте осуществления настоящий способ обеспечивает изделие из исходного материала с улучшенными свойствами.
В одном варианте осуществления изделие содержит алюминиевый сплав серий 1ххх, 3ххх и 8ххх, изготовленный способом бесслиткового литья, при этом алюминиевый сплав имеет толщину от около 5 мкм до около 150 мкм для изделия из фольги. Изделие имеет предел прочности на разрыв после полного отжига, удлинение после полного отжига и давление Муллена после полного отжига, которые по меньшей мере на 10% больше по сравнению со средними величинами того же сплава в отливке после полного отжига с использованием литья в сляб или коммерчески доступного валкового литья. Изделие является также по существу свободным от пор, вызванных осевой ликвацией интерметаллических частиц.
В другом варианте осуществления изделие содержит алюминиевый сплав 8111, изготовленный способом бесслиткового литья, при этом алюминиевый сплав имеет толщину от около 5 мкм до около 150 мкм для изделия из фольги. Изделие имеет предел прочности на разрыв в состоянии после полного отжига, удлинение в состоянии после полного отжига и давление Муллена в состоянии после полного отжига, которые по меньшей мере на 10% больше, чем средние величины стандартного сплава 8111 в состоянии после полного отжига. Изделие является по существу свободным от пор, вызванных осевой ликвацией интерметаллических частиц. Изделие имеет такую же сгибаемость, что и Reynolds Wrap®.
В другом варианте осуществления изделие содержит алюминиевый сплав 8921, изготовленный способом бесслиткового литья, при этом алюминиевый сплав имеет толщину от около 5 мкм до около 150 мкм для изделия из фольги. Изделие имеет предел прочности на разрыв в состоянии после полного отжига, удлинение в состоянии после полного отжига и давление Муллена в состоянии после полного отжига, которые по меньшей мере на 10% больше, чем средние величины стандартного сплава 8111 в состоянии после полного отжига. Изделие является по существу свободным от пор, вызванных ликвацией по осевой линии интерметаллических частиц в заготовочном материале.
В таблице 1 можно обнаружить примеры улучшенных свойств изделий из исходного материала для алюминиевого сплава 8921. В таблице 2 можно обнаружить примеры улучшенных свойств изделий из исходного материала для алюминиевого сплава 8111.
На фиг.3 показана трехслойная литая полоса 11, полученная настоящим способом. Литая полоса 11 включает в себя верхний и нижний слои 12 и 13 и центральный слой 14, который расположен между верхним и нижним слоями 12 и 13 соответственно. Центральный слой является по существу свободным от вредных включений из интерметаллических частиц.
На фиг.4 показана микрофотография при 100-кратном увеличении поперечного сечения литой полосы из сплава 8921, полученной согласно изобретению. Эта микрофотография показывает измельченные микроструктуры, мелкие зерна и отсутствие осевой ликвации.
В одном варианте осуществления способ бесслиткового литья является способом изготовления исходного материала для металлической фольги, описанным выше.
Пример 1.
Образец сплава 8921 сначала отливали в полосу толщиной 2,7 мм, а затем подвергали поточной прокатке в горячем или теплом состоянии до толщины около 0,64 мм в двух клетях прокатного стана. Металл сматывали при 325°F. Затем сплав 8921 разматывали и потом подвергали многопроходной прокатке в холодном состоянии до размера фольги толщиной 16 мкм.
Пример 2.
Образец сплава 8111 отливали в полосу толщиной 2,5 мм, а затем подвергали поточной прокатке в горячем или теплом состоянии до толщины около 0,64 мм в двух клетях стана. Затем сплав 8111 сматывали при 325°F. Сплав 8111 затем разматывали и потом прокатывали в холодном состоянии до размера фольги толщиной 16 мкм за много ходов прокатки.
Конечный отжиг для примера 1 выполняли при 525, 600 и 650°F со временем выдержки 4 ч. Оценки механических свойств проводили по ASTM (Американское общество по испытанию материалов) Е345-93. Испытания по Муллену выполняли согласно ASTM #774-97. Определение пор выполняли по ASTM B926-03.
Несмотря на то, что подробно были описаны конкретные варианты осуществления изобретения, специалистам в данной области техники будет очевидно, что в свете общих идей изобретения могут быть выполнены различные изменения и дополнения. Соответственно, конкретно раскрытые конструкции являются только иллюстративными и не ограничивают объем изобретения, который во всей полноте определен в приложенной формуле изобретения и ее эквивалентах.
Усовершенствованные гайка и болт
Применение глиноземно-углеродных агломератов при углетермическом получении алюминия
Установка боковых и донных электродов для электроплавильных реакторов и способ подачи таких электродов
Устройство и способ углетермического получения алюминия
Держатель электрода в сборе и содержащая его печь
Рекристаллизованные алюминиевые сплавы с текстурой латуни и способы их получения
Улучшенные алюминиево-медно-литиевые сплавы
Металлические листы и пластины с текстурированными поверхностями, уменьшающими трение, и способы их изготовления
Емкость с двойными стенками и способ ее изготовления
Способы изготовления порошков диборида титана
Усовершенствованные гайка и болт
Применение глиноземно-углеродных агломератов при углетермическом получении алюминия
Установка боковых и донных электродов для электроплавильных реакторов и способ подачи таких электродов
Усовершенствованные многопоясковые инструменты с закрепленными бобинами для одновременной сварки трением с перемешиванием множества параллельных стенок между деталями
Устройство и способ углетермического получения алюминия
Держатель электрода в сборе и содержащая его печь
Рекристаллизованные алюминиевые сплавы с текстурой латуни и способы их получения
Улучшенные алюминиево-медно-литиевые сплавы
Металлические листы и пластины с текстурированными поверхностями, уменьшающими трение, и способы их изготовления
Емкость с двойными стенками и способ ее изготовления

