Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ ФОРСУНКИ
Вид РИД
Изобретение
Изобретение относится к электрохимической обработке и может быть использовано для электрохимической доводки форсунок из токопроводящих материалов, преимущественно для жидкостных ракетных двигателей (ЖРД).
Известен способ изготовления распыливающих отверстий ЖРД на электроискровых полуавтоматах с последующим контролем при помощи проливки водой, где, по замеру эквивалентного расхода воды, пропускаемого через форсунку в единицу времени, происходит отбраковка деталей, не отвечающих техническим требованиям по равномерности распыла отверстий форсунки (Изготовление основных деталей и узлов авиадвигателей. М.И. Евстигнеев, И.А. Морозов, А.В. Подзей и др.; Под общ.ред. А.В. Подзея - М.: Машиностроение, 1964. - 456 с., с.364-367).
Как показала практика, величина расхода жидкости через отверстие форсунки зависит не только от диаметра отверстия, но и от шероховатости внутренней поверхности и кромок отверстий, которые контролировать и дорабатывать ввиду малого диаметра отверстий, составляющего порядка 0,15 мм, чрезвычайно трудно, поэтому много форсунок отбраковываются.
Известен также способ струйной электрохимической обработки /2/, где применяется полый электрод-инструмент, выполненный из электроизоляционного материала (стекла) и имеющий катодную втулку, при этом электрод-инструмент перемещается поступательно. На деталь подводится анод источника тока и электрохимическое прошивание осуществляется с использованием сформированной струи электролита, что позволяет производить формообразование отверстий диаметром 0,3-1,5 мм (Справочник по электрохимическим и электрофизическим методам обработки Г.Л. Амитан, И.А. Байсупов, Ю.М. Барон и др.; Под общ. ред. В.А. Волосатова. - Л.: Машиностроение, 1988. - 719 с., с.24-25).
Недостатком известного способа является невозможность получения мелких отверстий форсунок диаметром менее 0,3 мм с обеспечением равномерности расхода жидкости через каждое из них.
Известен также способ электролитического полирования выпускного отверстия топливной форсунки, включающий подачу токопроводящей жидкой среды через полый инструмент-катод и обрабатываемые отверстия, который позволяет удалять заусенцы с внутренней конусной поверхности отверстия конуса топливной форсунки двигателя внутреннего сгорания (Патент США 4578164, B23H 9/02, 25.03.1986 г.).
Однако этот способ не позволяет осуществлять доводку отверстий форсунок по равномерности распыла, т.к. не учитывает индивидуальных расходных характеристик каждого отверстия форсунки, поэтому много форсунок приходится отбраковывать.
Известен способ струйной электрохимической обработки отверстий форсунки, включающий подачу токопроводящей жидкости через полый инструмент-катод и обрабатываемые отверстия, при этом первоначально подачу токопроводящей жидкости ведут без подключения тока к инструменту-катоду, регистрируют ее расход через каждое обрабатываемое отверстие, затем определяют отверстие с наибольшим расходом и заглушают все отверстия, после чего включают ток и последовательно открывают отверстия, расположенные за отверстием с наибольшим расходом, и через каждое из них осуществляют прокачку токопроводящей жидкости до достижения расхода, равного расходу через отверстие с наибольшим расходом (патент РФ №2162394, МПК: B23H 3/10, B23H 9/14, B23P 15/00 - прототип).
Указанный способ осуществляют следующим образом.
Включают подачу токопроводящей жидкости через полый инструмент-катод и обрабатываемые отверстия без подключения тока к инструменту-катоду, регистрируют ее расход через каждое обрабатываемое отверстие, затем определяют отверстие с наибольшим расходом и заглушают все отверстия, после чего включают ток и последовательно открывают отверстия, расположенные за отверстием с наибольшим расходом, и через каждое из них осуществляют прокачку токопроводящей жидкости до достижения расхода, равного расходу через отверстие с наибольшим расходом. При этом за счет электрохимического процесса осуществляется съем материала около отверстия, что и позволяет повысить пропускную способность отверстия. Отсечка технологического напряжения происходит после наполнения мерной мензурки, всплытия поплавка и срабатывания выключателя.
Основным недостатком указанного способа является то, что все отверстия форсунки настраиваются на максимальный расход, т.к. при доработке обеспечивается максимальная площадь отверстия. При неизменности расхода через форсунку, это приведет к снижению перепада давления на форсунке, и, соответственно, уменьшению дальнобойности струй компонентов, изменению углов факелов распыла форсунок, что, в конечном итоге, ухудшит условия смесеобразования компонентов топлива и не позволит получить требуемую экономичность работы.
Кроме того, доработка всех без исключения отверстий, без определения промежуточных результатов, приведет к значительному увеличению трудоемкости. После доработки второго отверстия, с обеспечением расхода через него, равному максимальному расходу через аналогичное отверстие, принятое за образец, и, при неизменности общего расхода через форсунку, произойдет перераспределение расхода по отверстиям; при этом максимальный расход через первое отверстие снизится, т.к. часть расхода пойдет через второе доработанное отверстие. При доработке всех последующих отверстий максимальный расход через одно отверстие будет снижаться, но, тем не менее, согласно указанному решению, доработка будет проводиться для обеспечения принятого максимального расхода, определенного до доработки отверстий.
Задачей изобретения является устранение указанных недостатков и создание способа электрохимической обработки отверстий форсунки, обеспечивающего требуемую равномерность распределения без снижения перепада давления на форсунке.
Решение поставленной задачи достигается способом электрохимической обработки отверстий форсунки, включающим подачу токопроводящей жидкости через полый инструмент-катод и обрабатываемые отверстия, при этом первоначально подачу токопроводящей жидкости ведут без подключения тока к инструменту-катоду, регистрируют ее расход через каждое обрабатываемое отверстие, затем определяют отверстие с наибольшим расходом, отличающийся тем, что после регистрации расходов определяют отверстие с минимальным расходом и заглушают все отверстия, кроме упомянутого, после чего включают ток и осуществляют прокачку токопроводящей жидкости через упомянутое обрабатываемое отверстие с минимальным расходом до достижения расхода, равного расходу через отверстие с максимальным расходом, после чего отключают ток, снимают заглушки, регистрируют расход токопроводящей жидкости через каждое обрабатываемое отверстие, определяют неравномерность распределения жидкости по отверстиям, и, при необходимости, повторяют процесс на других отверстиях с минимальным расходом до достижения требуемой равномерности распределения.
Сущность изобретения иллюстрируется чертежом, где на фиг.1 показан пример осуществления способа электрохимической обработки отверстий форсунки.
В форсунку 1 вводится полый инструмент-катод 2, покрытый снаружи изолятором 3, который герметизируется в форсунке через электроизоляционную втулку 4. На форсунку 1 надета заглушка 5 с отверстием 6, которая может поворачиваться вокруг оси детали и открывать нужное отверстие 7 форсунки 1. Под отверстием форсунки находятся мерная мензурка 8 с поплавком 9 и выключателем 10.
Предлагаемый способ доводки форсунок осуществляют следующим образом.
Включают подачу токопроводящей жидкости через полый инструмент-катод 2 и обрабатываемые отверстия 7 без подключения тока к инструменту-катоду 2. Регистрируют расход токопроводящей жидкости через каждое обрабатываемое отверстие 7, затем определяют отверстия 7 с максимальным и минимальным расходами. Заглушают все отверстия, кроме отверстия 7 с минимальным расходом, после чего включают ток и осуществляют прокачку токопроводящей жидкости через отверстие 7. При прокачивании жидкости, за счет электрохимического процесса, осуществляется съем материала около отверстия, что и позволяет повысить пропускную способность обрабатываемого отверстия до достижения расхода, равного расходу через отверстие 7 с максимальным расходом. Отсечка технологического тока происходит после наполнения мерной мензурки 8, всплытия поплавка 9 и срабатывания выключателя 10.
После отключения тока, снимают заглушки с отверстий 7, регистрируют расход токопроводящей жидкости через каждое обрабатываемое отверстие 7, определяют неравномерность распределения жидкости по отверстиям, которая изменилась за счет перераспределения расхода жидкости по отверстиям 7, и, при необходимости, процесс повторяют до достижения требуемой неравномерности распределения.
Использование предложенного технического решения позволит создать способ электрохимической обработки отверстий форсунки, обеспечивающий требуемую равномерность распределения компонента по отверстиям без снижения перепада давления на форсунке.
Способ электрохимической обработки отверстий форсунки, включающий подачу токопроводящей жидкости через полый инструмент-катод и обрабатываемые отверстия, при этом первоначально подачу токопроводящей жидкости ведут без подключения тока к инструменту-катоду, регистрируют ее расход через каждое обрабатываемое отверстие и определяют расход через отверстие с максимальным расходом, отличающийся тем, что после регистрации расходов определяют отверстие с минимальным расходом и заглушают все отверстия, кроме упомянутого, после чего включают ток и осуществляют прокачку токопроводящей жидкости через упомянутое обрабатываемое отверстие с минимальным расходом до достижения расхода, равного расходу через отверстие с максимальным расходом, после чего отключают ток, снимают заглушки, регистрируют расход токопроводящей жидкости через каждое обрабатываемое отверстие, определяют неравномерность распределения жидкости по отверстиям, и, при необходимости, повторяют процесс на других отверстиях с минимальным расходом до достижения требуемой равномерности распределения жидкости по отверстиям форсунки.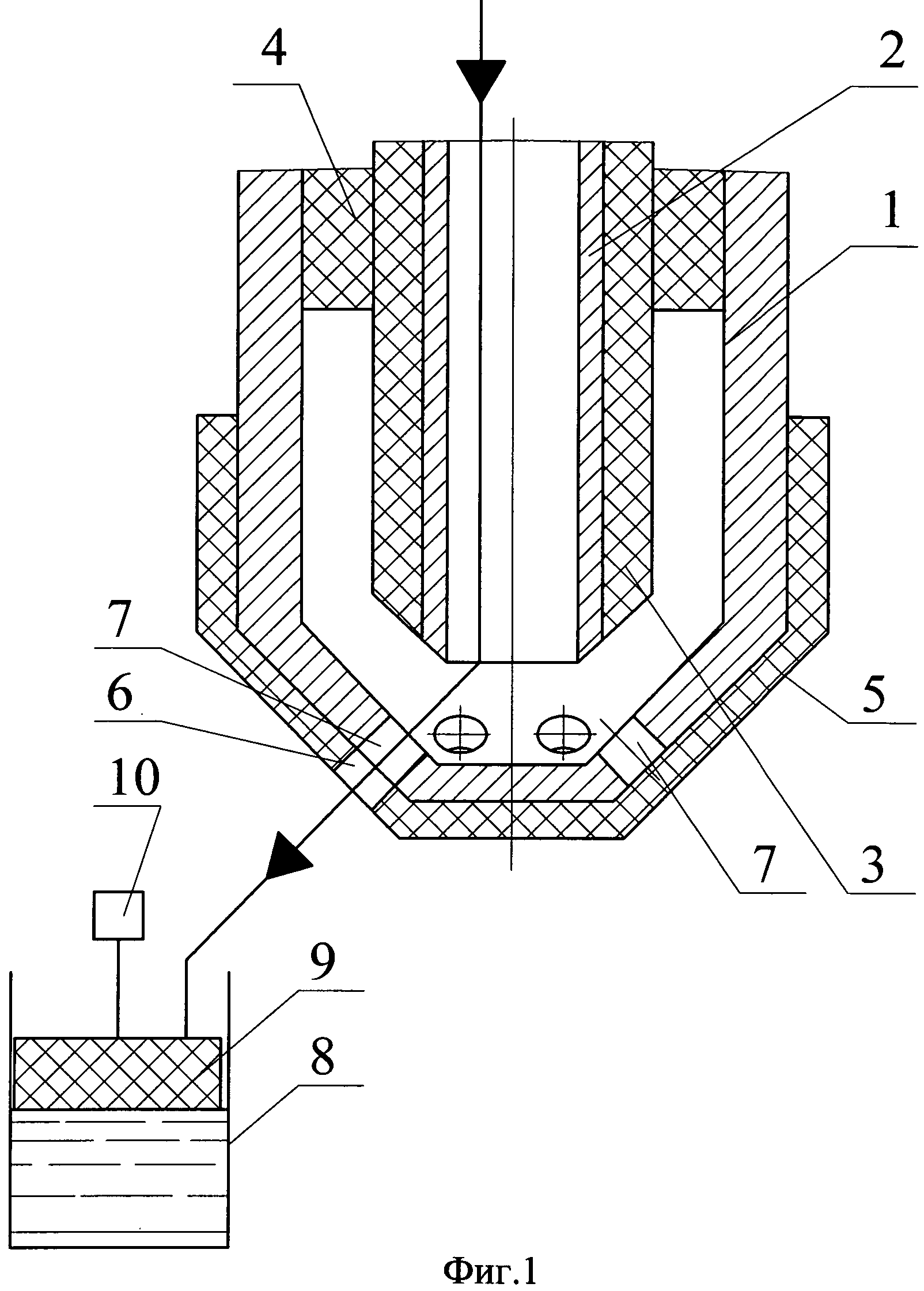
Теплообменник
Теплообменник
Теплообменник
Теплообменник
Теплообменник
Способ электрохимического удаления припуска с поверхности детали и устройство для его реализации
Способ вакуумной сборки комплектов с нежесткой обечайкой и устройство для его осуществления
Теплообменный аппарат
Теплообменник
Теплообменник
Теплообменник
Теплообменник
Насос поршневой гидроприводной

