Результат интеллектуальной деятельности: СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ ОТЛИВОК ТУРБИННЫХ ЛОПАТОК ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к термической обработке турбинных лопаток, преимущественно имеющих однонаправленную или монокристаллическую структуру и выполненных из жаростойких сплавов на основе никеля, совмещенной с горячим изостатическим прессованием (ГИП). Изобретение может быть использовано в авиационной и энергетической промышленности.
При литье лопаток турбины высокого давления в них образуется внутренняя микропористость, которая отрицательно влияет на механические свойства, в частности на выносливость и ресурсные характеристики лопаток. ГИП турбинных лопаток проводят в газостатах при высоких температурах и всестороннем давлении инертного газа. Однако при этом возникают такие проблемы, как изменения в приповерхностном слое сплава лопаток, трудность закрытия поверхностных пор. В частности, наличие в рабочем инертном газе, например аргоне, следов кислорода приводит к образованию в приповерхностном слое сплава лопатки выделений оксидов, в основном на основе титана и хрома. Наличие таких выделений размером до 20-25 мкм ведет к резкому снижению циклических свойств (циклической усталости) материала.
Известен способ защиты поверхности лопатки в процессе ГИП, включающий размещение в рабочей камере газостата контейнера с керамическим порошком на основе огнеупорных окислов с определенной температурой плавления и дисперсностью, в который погружают лопатки. В газостате также размещают емкость с порошками железа, никеля, титана, поглощающими кислород (Патент РФ №2252110, опубл. 20.05.2005).
Недостаток этого способа заключается в том, что керамический порошок и порошки, поглощающие кислород, не полностью защищают поверхность лопаток, как наружную, так и внутреннюю, от окисления. После ГИП на поверхности лопаток в отдельных местах наблюдается окисленный слой. Кроме того, размещение в рабочей камере газостата дополнительных емкостей с керамическим и металлическими порошками затрудняет проведение процесса ГИП.
Известен способ защиты поверхности отливки при термической обработке путем нанесения на нее слоя керамики и проведения предварительной термической обработки с последующим удалением данного слоя (Патент РФ №2230821, опубл. 20.06.2004). Недостатком способа является то, что такой керамический слой имеет малую технологическую прочность и легко откалывается от поверхности отливки при загрузке ее в рабочую камеру газостата. Кроме того, использование только одного керамического слоя не полностью защищает поверхность отливки в процессе термообработки.
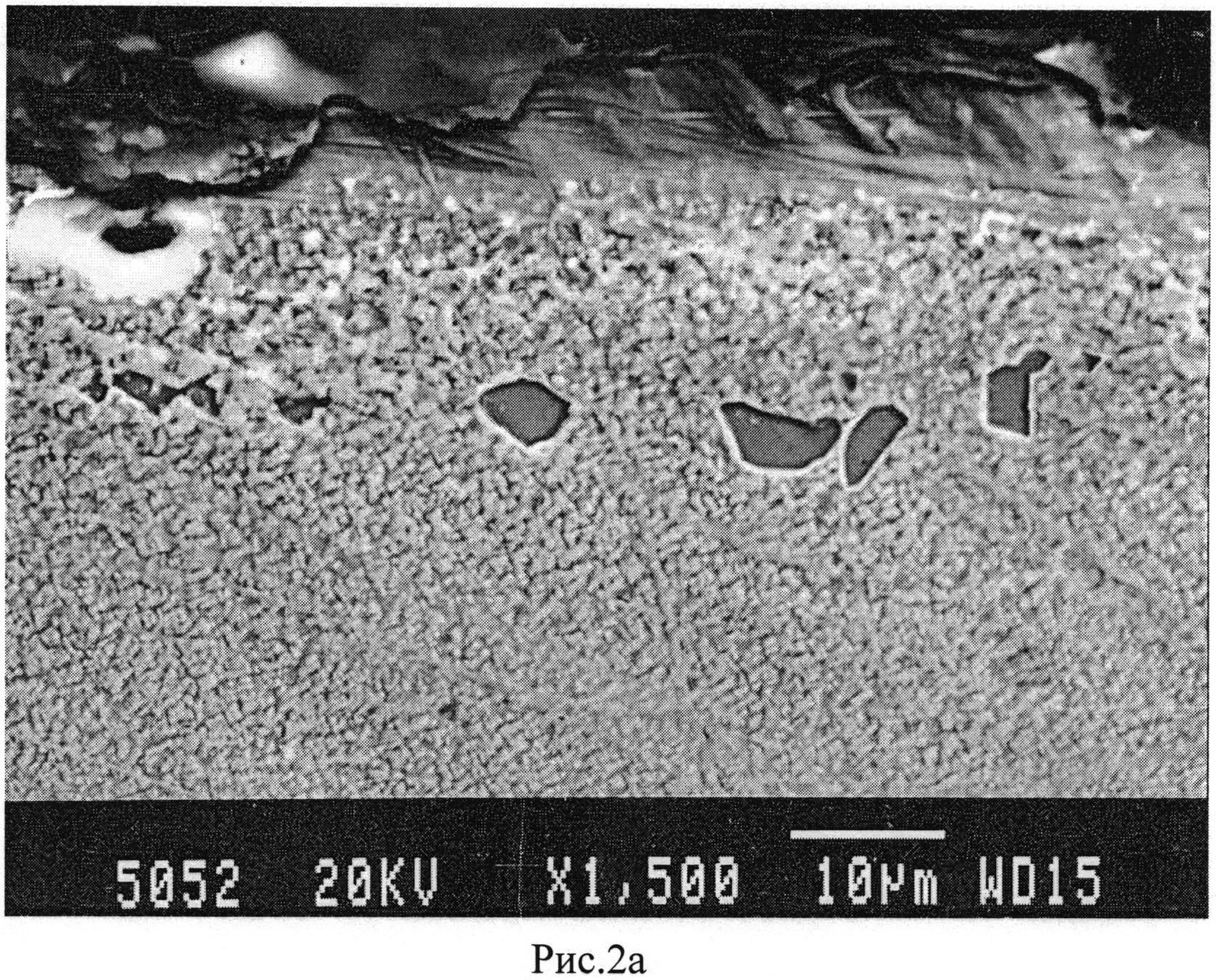
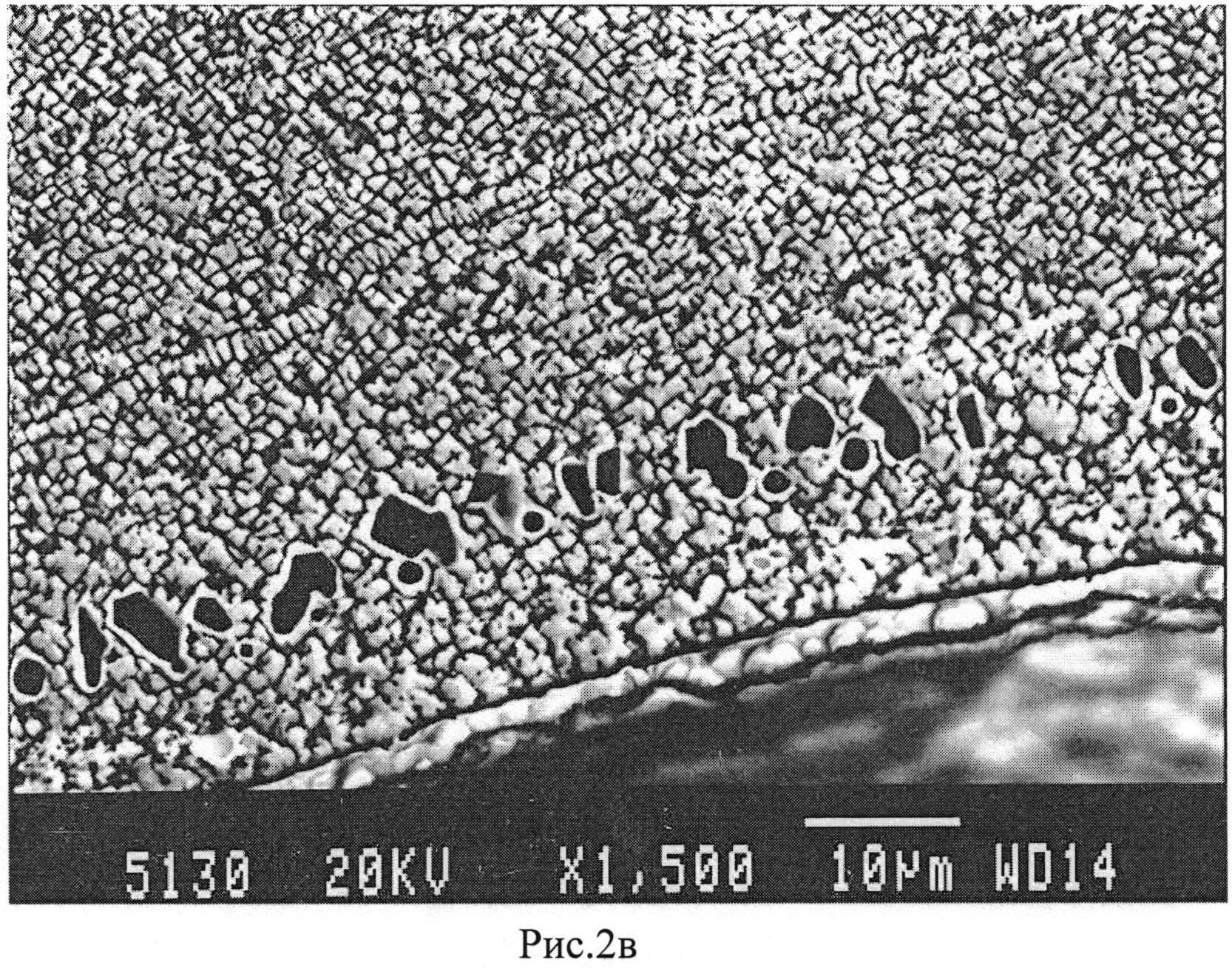
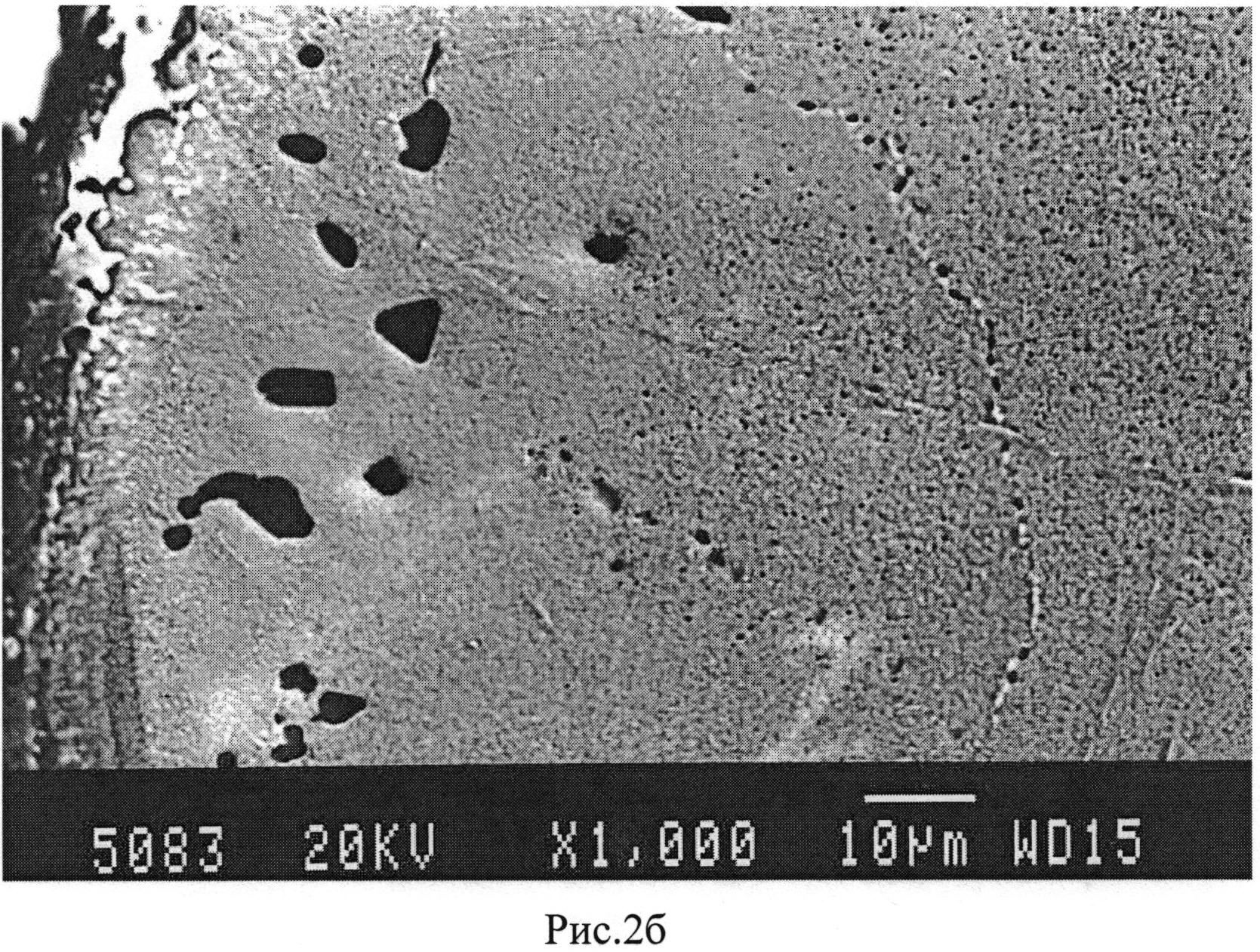
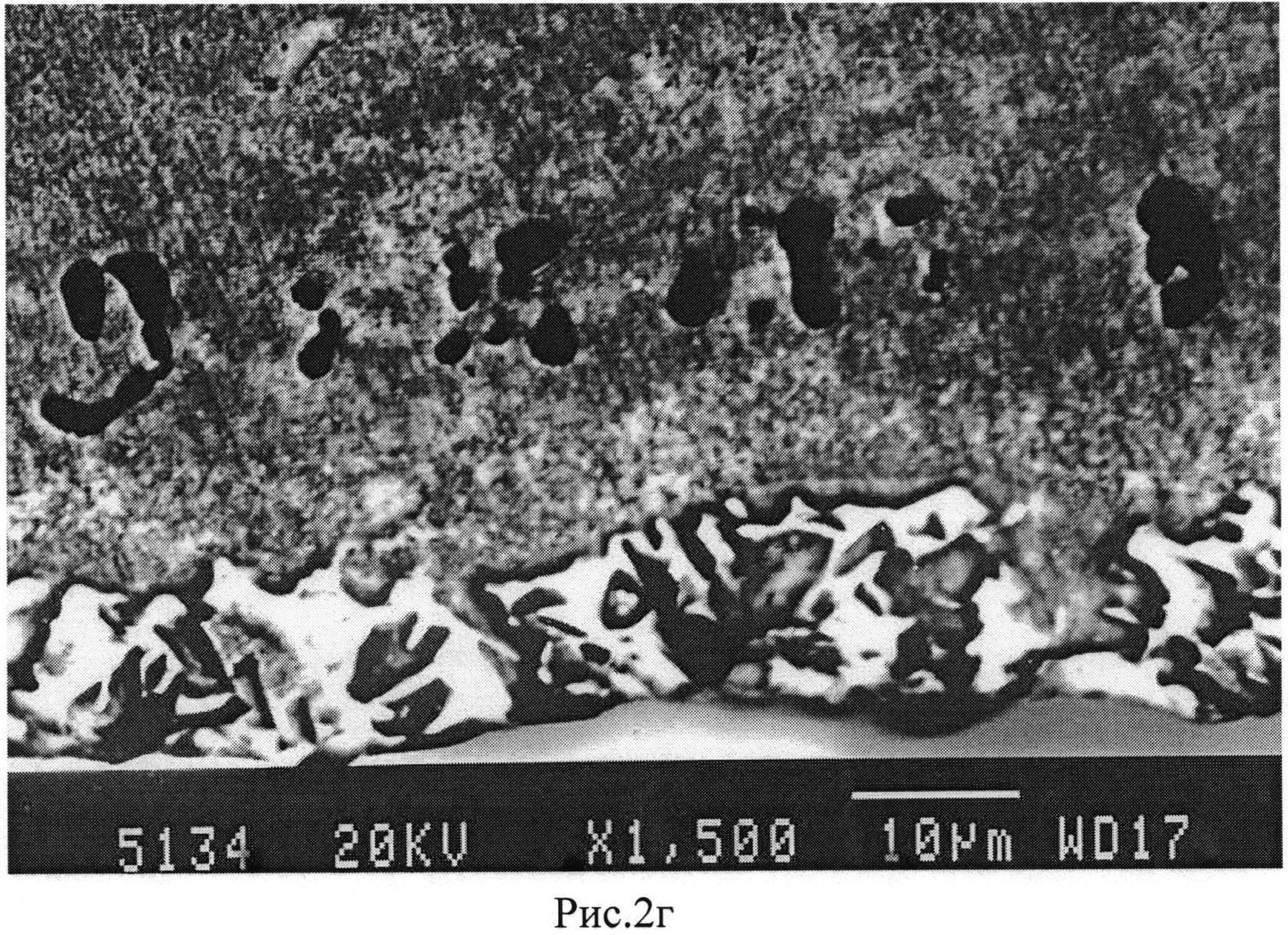
Наиболее близким аналогом заявленного изобретения является способ повышения качества и эксплуатационной надежности лопаток турбины газотурбинных двигателей (способ защиты поверхности отливок турбинных лопаток при термической обработке), включающий механическую обработку профиля пера лопаток, нанесение защитного покрытия определенных толщин на наружную и внутреннюю поверхности лопаток и последующее горячее изостатическое прессование (Патент РФ №2184178, опубл. 27.06.2002). Существенным недостатком данного способа является то, что защитное диффузионное покрытие находится в контакте с поверхностью лопатки и при высоких температурах 1280-1300°С, при которых проводится ГИП современных жаропрочных сплавов, происходит интенсивное взаимодействие материала защитного покрытия и сплава лопатки. При этом материал покрытия диффундирует в приповерхностный слой лопатки образуя в нем частицы топологически плотноупакованных (ТПУ) фаз (рис.2). Эти фазы, в свою очередь, резко снижают прочностные характеристики лопатки, особенно ее выносливость.
Технической задачей предлагаемого изобретения является повышение надежности работы лопаток турбин. Техническим результатом изобретения является исключение возможности образования измененного слоя у внешней поверхности турбинных лопаток, содержащего выделения ТПУ фаз при термической обработке, совмещенной с ГИП.
Дополнительным преимуществом предлагаемого изобретения является возможность защиты от окисления поверхности внутренней полости отливок турбинных лопаток при термической обработке, совмещенной с ГИП.
Для достижения технического результата предложен способ защиты поверхности отливок турбинных лопаток при термической обработке, включающий нанесение защитного покрытия на поверхность отливок лопаток и последующее горячее изостатическое прессование отливок лопаток, в котором перед нанесением защитного покрытия на поверхность отливок лопаток наносят по меньшей мере один слой керамики на основе тугоплавких окислов толщиной 0,1-2,0 мм с температурой плавления по меньшей мере на 50°С выше температуры ликвидуса сплава отливок лопаток, при этом в качестве защитного покрытия используют жаростойкое металлическое покрытие с толщиной слоя 15-200 мкм. В предлагаемом способе защитное покрытие могут выполнять из материала, выбранного из группы, включающей жаростойкий никелевый сплав, титан, хром. В способе горячее изостатическое прессование могут выполнять до удаления керамического стержня, формирующего внутреннюю полость отливок лопаток. В способе, кроме того, внутреннюю полость отливок лопаток перед проведением горячего изостатического прессования могут заполнять керамическим порошком с температурой плавления по меньшей мере на 50°С выше температуры ликвидуса сплава отливок лопаток.
При осуществлении способа материал керамического защитного слоя должен подбираться с таким расчетом, чтобы температура его плавления была не менее чем на 50°С выше температуры ликвидуса сплава лопаток для того, чтобы полностью исключить взаимодействие керамики и сплава лопаток. Толщина керамического покрытия была выбрана экспериментально. Покрытие толщиной менее 0,1 мм не обеспечивало надежной защиты поверхности, кроме того, при толщине менее 0,1 мм его было трудно наносить. Толщина более 2,0 мм была излишней, так как уже при толщине слоя в пределах 0,1-2,0 мм обеспечивалась надежная защита поверхности лопатки, к тому же покрытие толще 2,0 мм хуже удерживалось на поверхности лопаток. Керамический слой, хотя может иметь пористость, препятствует диффузии кислорода к поверхности лопатки, а также препятствует контакту металлического защитного слоя с материалом лопаток, тем самым исключая их взаимодействие в процессе термической обработки.
Слой защитного жаростойкого металлического покрытия, например, из жаростойкого никелевого сплава, защищает поверхность лопаток от окисления за счет связывания поступающего кислорода легирующими элементами, имеющими большое сродство к кислороду. В частности, к таким элементам относятся алюминий и хром. Использование в качестве материала защитного металлического покрытия также титана или хрома связано с тем, что указанные элементы активно связывают кислород и поэтому широко применяются как геттеры при очистке газов. Кроме активного связывания кислорода, металлическое защитное покрытие после его нанесения придает технологическую прочность керамическому слою, препятствуя его скалыванию в процессе транспортировки и укладки лопаток в газостат. Экспериментально установлено, что покрытие толщиной менее 15 мкм может не сформировать сплошной защитный слой, кроме того, слой меньшей толщины не обеспечивает надежной изоляции от атмосферы газостата. Слой толщиной более 200 мкм избыточен и отличается меньшей механической прочностью.
Для цели защиты поверхности внутренней полости лопаток турбины от окисления в процессе ГИП используется керамический порошок, которым полость заполняется через знаковые отверстия. Если позволяет конструкция лопаток и схема технологического процесса их получения, то термическую обработку, совмещенную с ГИП, можно проводить до удаления керамического стержня, оформляющего внутреннюю полость лопаток, который в этом случае будет защищать поверхность внутренней полости от окисления.
Пример осуществления изобретения
Предлагаемый способ осуществлялся с применением четырех групп монокристаллических турбинных лопаток двигателя АЛ31Ф, отлитых из безуглеродистого жаропрочного сплава марки ВЖМ5. В каждую группу входило по три лопатки, при этом лопатки двух групп содержали керамический стержень, а из лопаток третьей группы керамический стержень был удален. В лопатки с удаленным стержнем через знаковые отверстия был засыпан микропорошок электрокорунда. Затем на все лопатки был нанесен слой суспензии на основе микропорошков электрокорунда со связующим - гидролизованным раствором этилсиликата - 40 (ГОСТ 26371). Суспензия готовилась по известной технологии, применяемой для изготовления форм при литье по выплавляемым моделям методом направленной кристаллизации. Всего был нанесен один слой суспензии с присыпкой и один закрывающий слой суспензии без присыпки. После просушки нанесенного на лопатки керамического покрытия толщина керамического слоя на лопатках первой группы составила около 0,1 мм, на лопатках второй группы - около 1,0 мм, на лопатках третьей группы - около 2,0 мм.
Далее на первую группу лопаток был нанесен методом плазменного напыления слой жаростойкого интерметаллидного сплава ВКНА-1 В толщиной около 200 мкм. На лопатки второй группы вакуумным напылением был нанесен слой титана толщиной 15 мкм. На лопатки третьей группы вакуумным напылением был нанесен слой хрома толщиной 80 мкм.
Четвертая группа лопаток была контрольной. На нее было нанесено диффузионное покрытие в соответствии с технологией прототипа.
Для всех четырех партий лопаток была проведена термообработка, совмещенная с ГИП, которая проводилась по режиму: давление 1800 атм, нагрев, выдержка в течение 1 часа при температуре 1280°С, в течение 1 часа при температуре 1290°С, в течение 1 часа при температуре 1300°С, в течение 1 часа при температуре 1310°С.
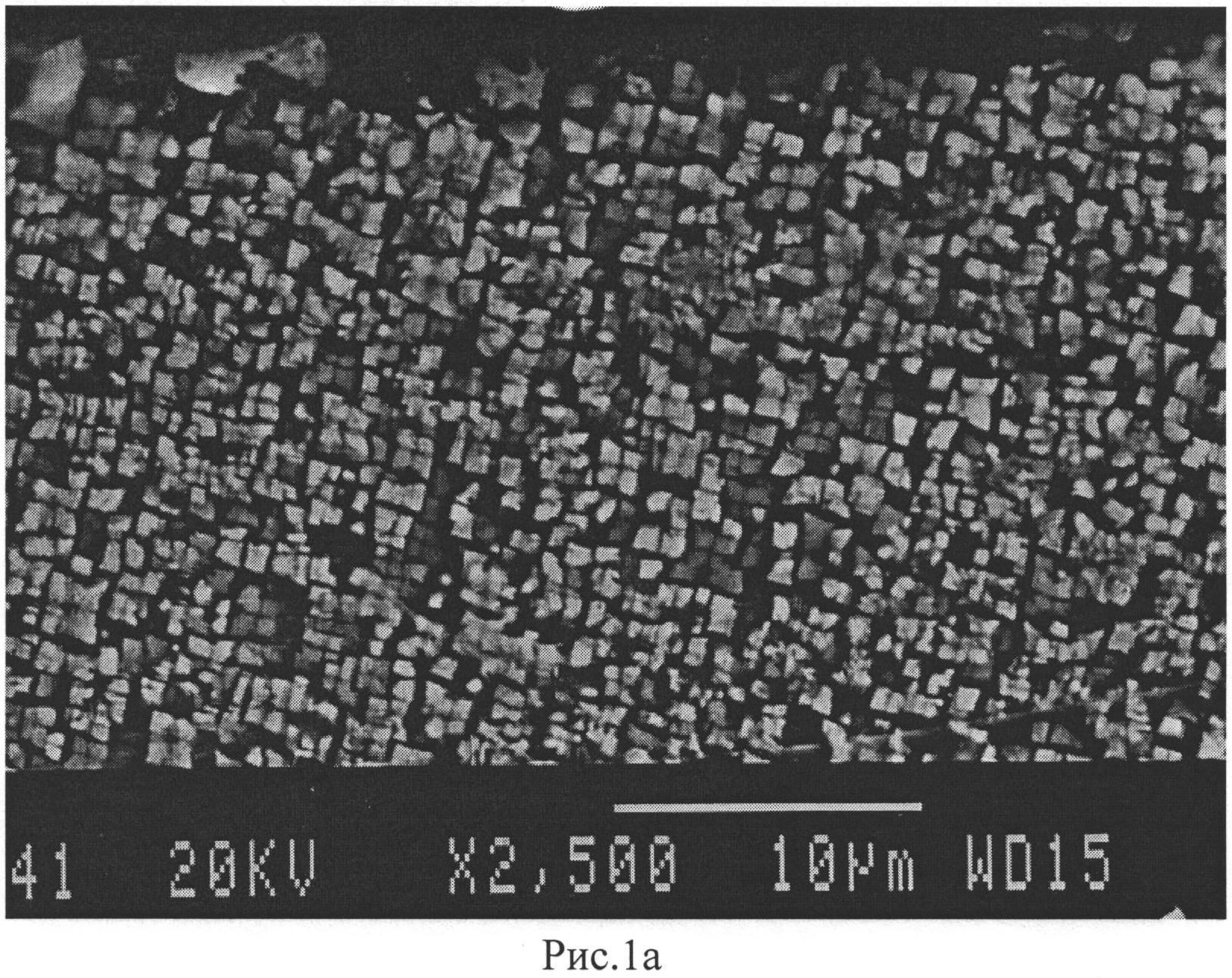
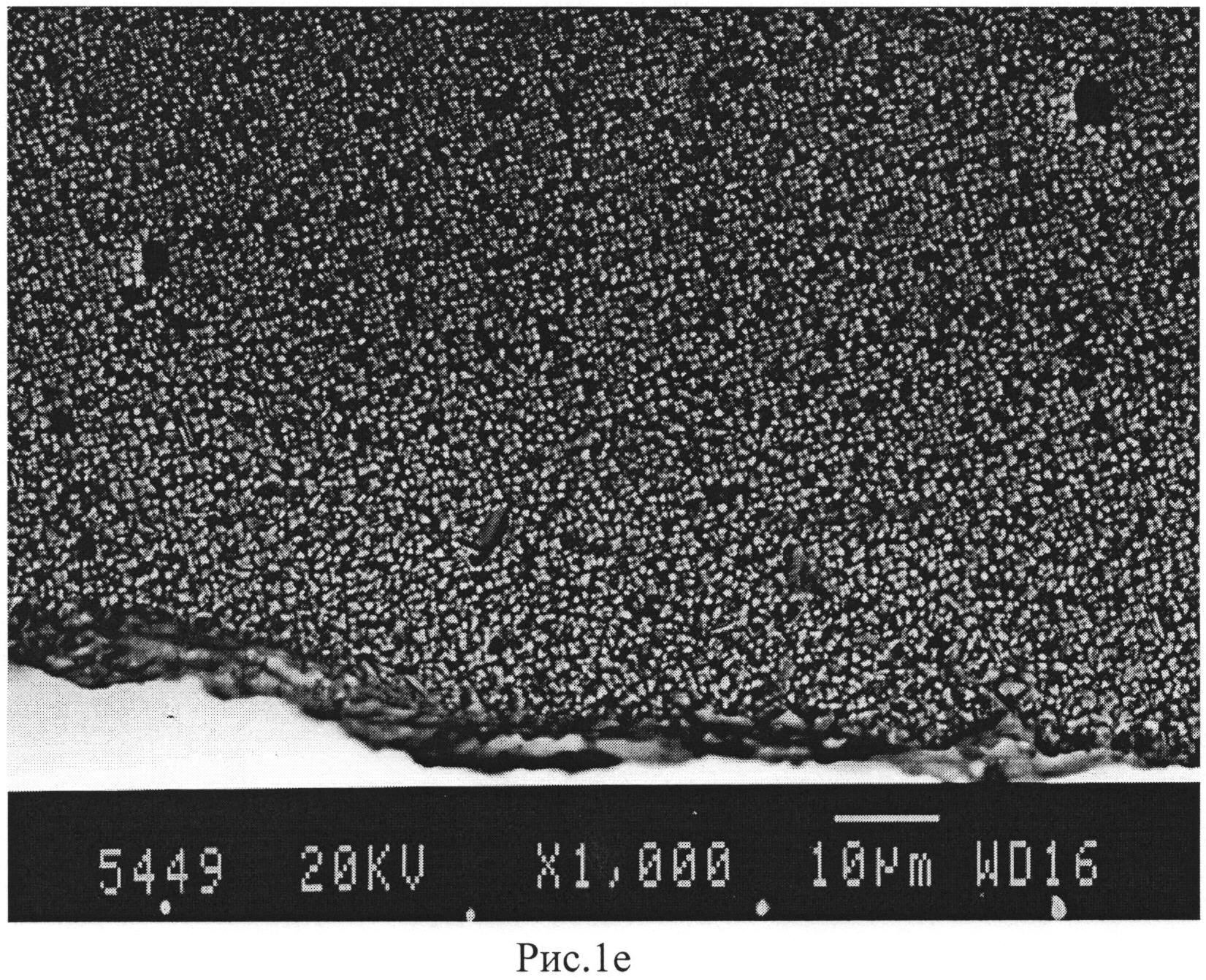
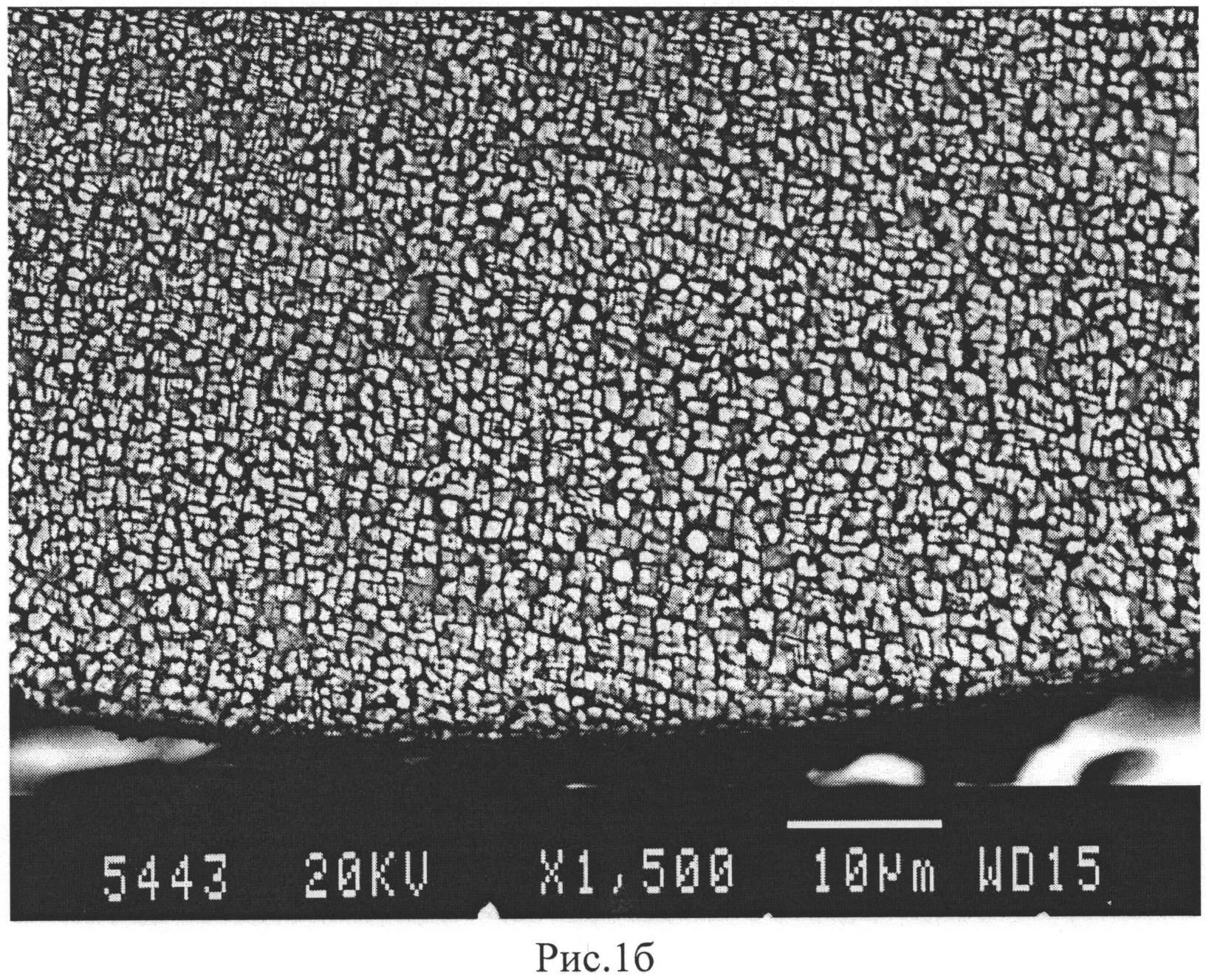
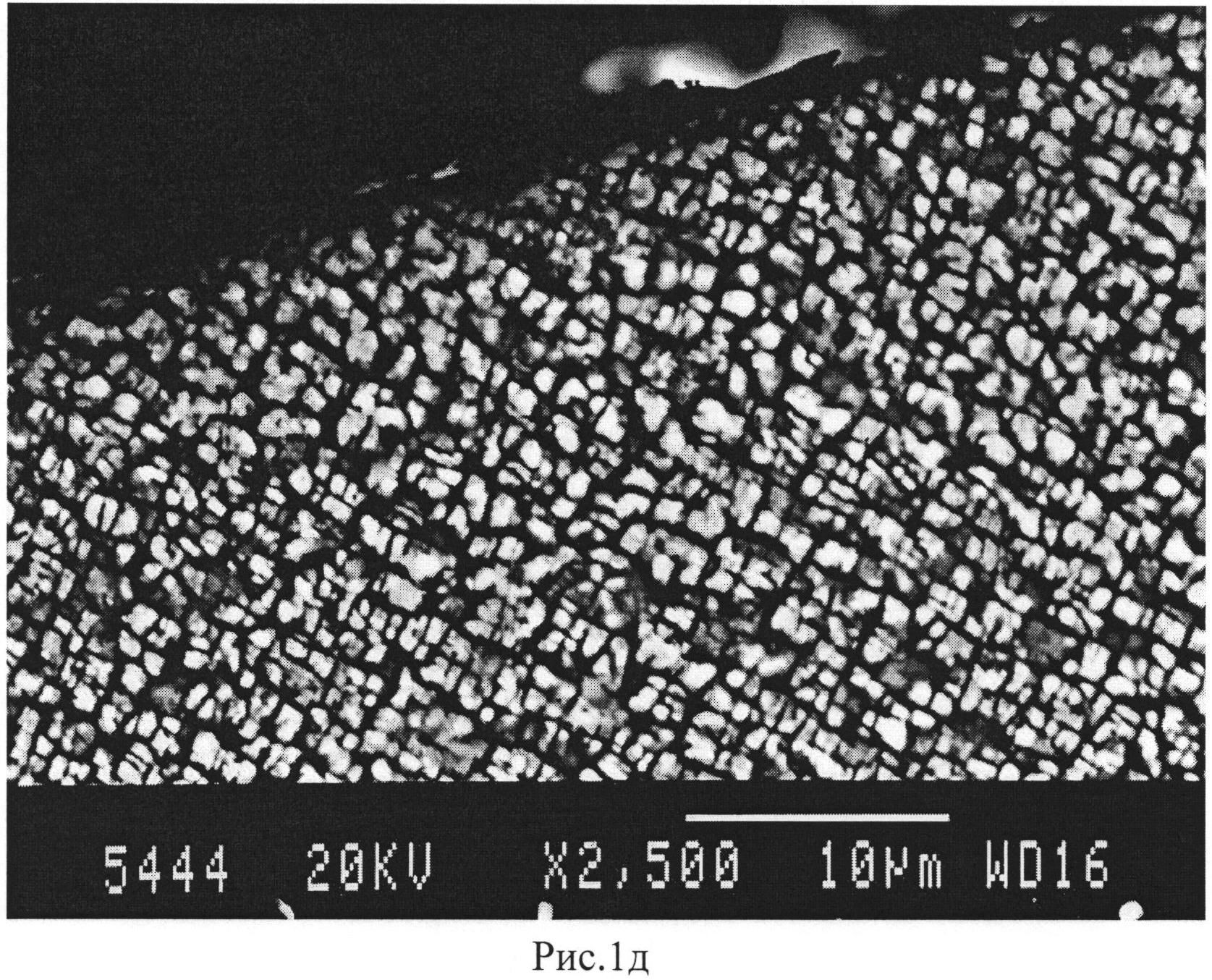
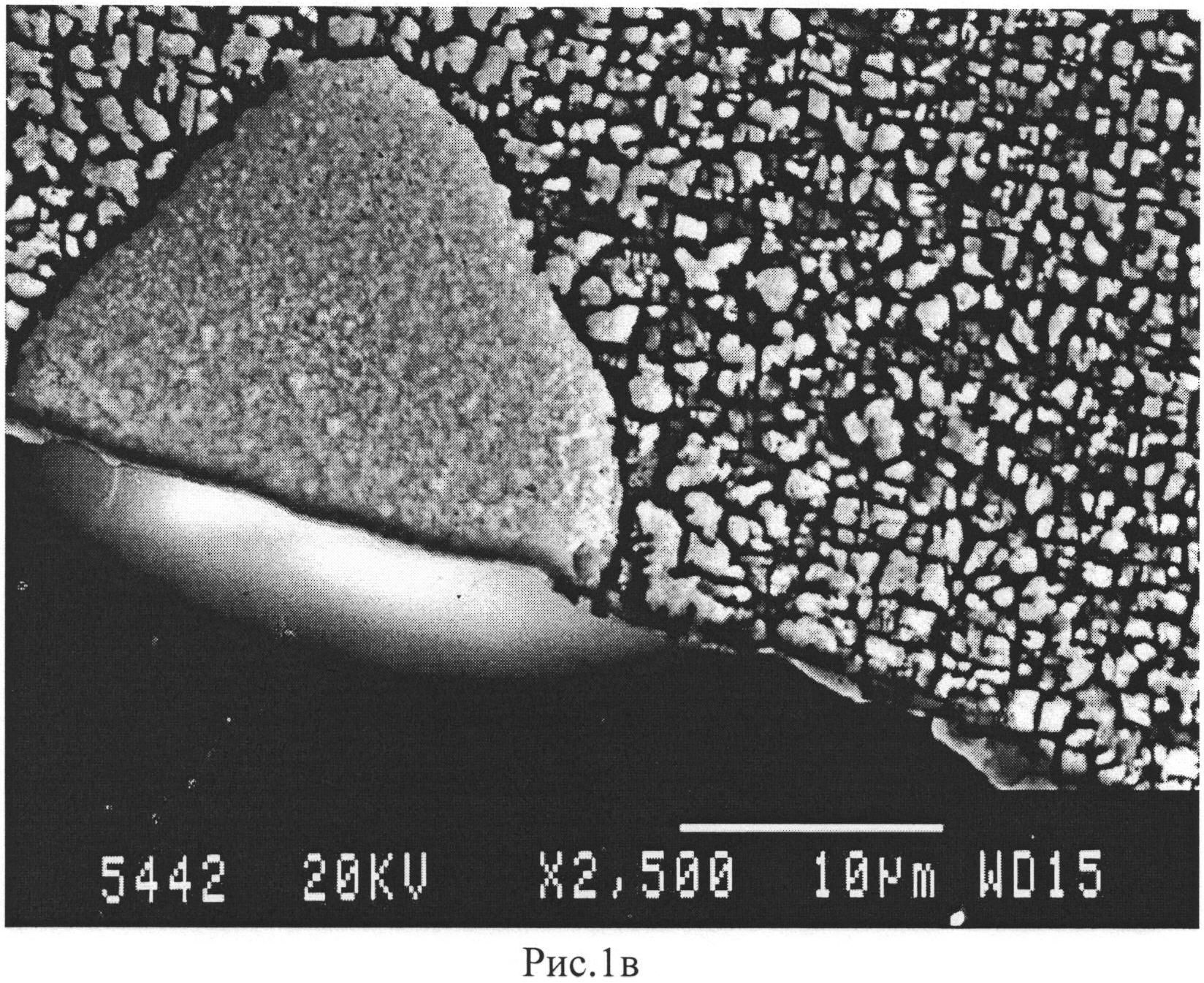
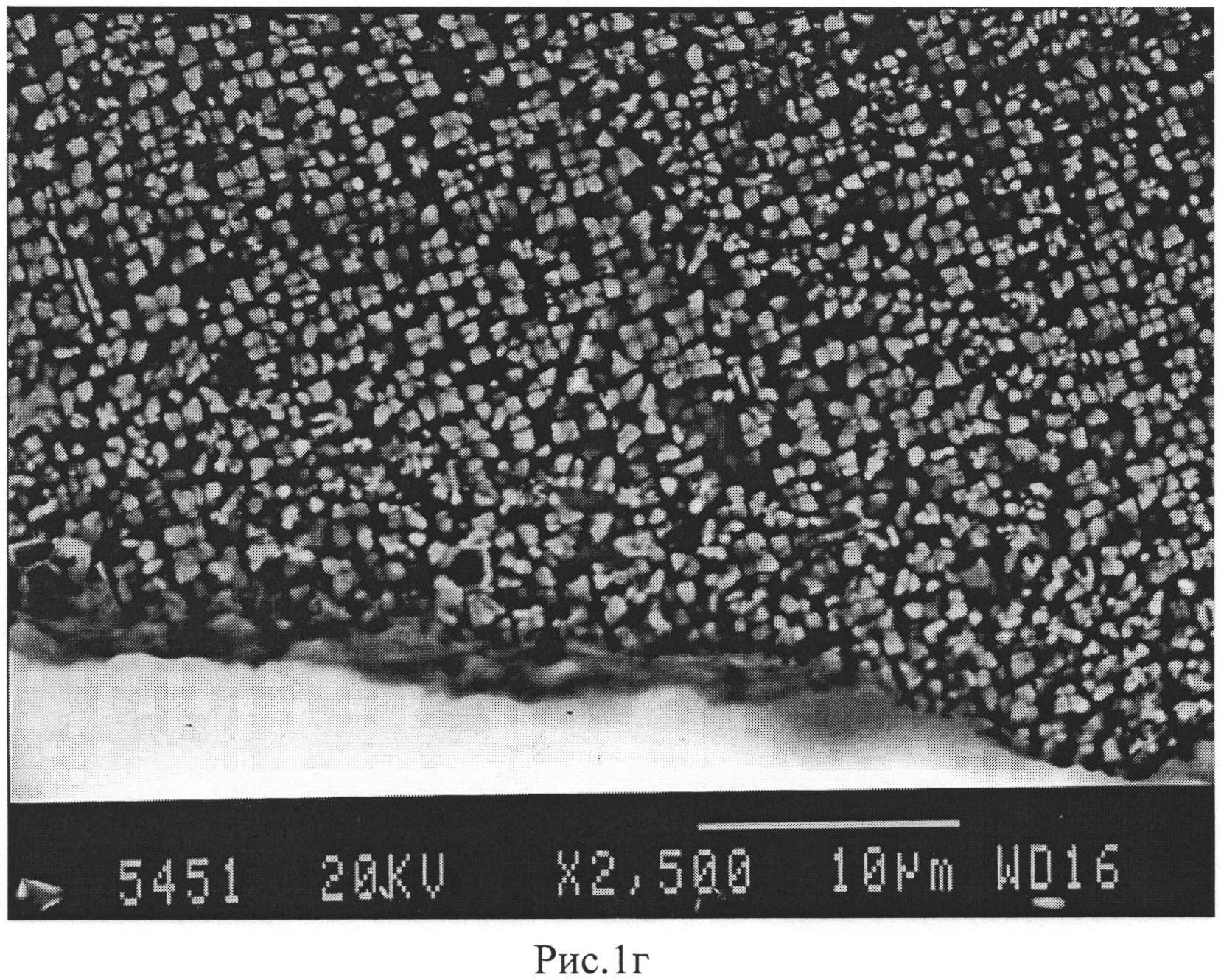
Исследование внутреннего и внешнего приповерхностных слоев отливок первых трех групп лопаток показало отсутствие каких либо выделений ТПУ фаз или изменений в них (Рис.1 а-е). В лопатках из четвертой группы в приповерхностных слоях, под слоем диффузионного покрытия, наблюдалось множественное выделение посторонних ТПУ фаз. (Рис.2 а-г).
Связующее для получения антифрикционных изделий, препрег и изделие, выполненное из него
Установка для нанесения защитных покрытий
Сплав на основе титана и изделие, выполненное из него
Низковязкая силоксановая композиция
Сплав на основе титана и изделие, выполненное из него
Сплав на основе титана и изделие, выполненное из него
Присадочный материал на основе никеля
Радиопоглощающий материал
Полимерная теплоотражающая композиция для покрытия
Способ нанесения защитных покрытий и устройство для его осуществления
Теплостойкий плёночный клей
Способ получения высокочистого мелкодисперсного металлического композиционного порошка на основе алюминиевого сплава, армированного частицами карбида кремния
Сплав на основе кобальта
Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него

