Результат интеллектуальной деятельности: АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ПРОХОДНОГО ТИПА ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ ЗАГОТОВОК ВЕРХА ОБУВИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к области обувной промышленности, а именно к устройствам предварительной обработки кожаных заготовок верха обуви (далее заготовок), предназначенных для придания им свойств, повышающих качество по ряду заранее заданных физико-механических и гигиенических показателей, в частности формоустойчивости, гигроскопичности, воздухопроницаемости и др.
Уровень техники
Наиболее близким по технической сущности является выбранная за прототип высокочастотная емкостная плазменная установка [Абдулин И.Ш. Высокочастотная плазменная обработка капиллярно-пористых материалов. Теория и практика применения. - Казань: Издательство Казанского университета, 2004. - 428 с.], состоящая из пары дискообразных электродов, бокового колпака вакуумной камеры, системы подачи и регулировки плазмообразующего газа, высокочастотного генератора и вакуумного откачного поста. Обработка заготовки осуществляется следующим образом: заготовка помещается в разрядную камеру, затем после герметизации камеры проводится предварительная откачка воздуха из вакуумной камеры, далее в разрядную камеру вкачивается рабочий газ, устанавливается заданное давление и высокое напряжение на высокочастотном генераторе. Под действием электромагнитного поля происходит нагрев плазмообразующего газа до состояния плазмы. Режим плазменной обработки регулируется путем изменения следующих параметров: расход газа, мощность разряда, рабочее давление в разрядной камере, частота высокочастотного генератора, продолжительность обработки.
Причины, препятствующие получению требуемого результата
Прототип имеет ряд недостатков. Примененная компоновочная схема, когда колпак вакуумной камеры и дискообразные высокочастотные электроды располагаются на одной оси, усложняет загрузку и разгрузку заготовок из рязрядной камеры. При каждой загрузке-разгрузке рабочей вакуумной камеры необходимо разгерметизировать эту камеру и затем снова создавать в ней разрежение достаточно высокого уровня. Рассматриваемый прототип плазменной установки не является проходного типа, что накладывает существенные ограничения на ее применение в поточном производстве из-за ее низкой производительности. Обслуживание прототипа ведется оператором, который находится в непосредственной близости к газоразрядной камере и к другой аппаратуре повышенной опасности для его здоровья. В прототипе боковой колпак открывает вакуумную камеру с помощью консоли путем отведения бокового клапана по направлению продольной оси вакуумной камеры. Такая система открытия и закрытия вакуумной камеры препятствует прямой загрузке-разгрузке вакуумной камеры партией заготовок и позволяет только вручную загружать-разгружать отдельными образцами.
Раскрытие изобретения
Технический результат
Использование предлагаемого изобретения позволит ликвидировать ручной труд на данной операции за счет применения промышленных роботов (далее роботов) и других средств автоматизации; увеличить производительность установки путем использования системы вакуумных камер проходного типа, параллельного выполнения ряда операций, в частности открытие и закрытие шлюзов, откачка воздуха вакуумными насосами, загрузка и разгрузка вакуумных камер роботами; обеспечить повышенный уровень охраны труда из-за удаления персонала из зоны интенсивного электромагнитного излучения.
Кроме того, предлагаемое изобретение может быть встроено в технологический поток сборки обуви, не нарушая ритм производства, и осуществлять обработку заготовок высокочастотной плазмой пониженного давления (далее плазмой) в автоматическом режиме.
Сущность изобретения
Изобретение направлено: на решение задачи ликвидации ручного труда на операции плазменной обработки заготовки, что обеспечивается автоматизацией элементов операции плазменной обработки заготовки, таких как загрузка и разгрузка предлагаемого устройства, осуществляемое с помощью трех роботов; на повышение производительности за счет применения параллельных методов обработки и создания компоновки проходного типа.
Предлагаемое устройство имеет линейную компоновку вакуумных камер. Ось, вдоль которой установлены высокочастотные электроды, образующие разрядную зону, где происходит обработка заготовок, перпендикулярна продольной оси расположения вакуумных камер. Такая перекрещивающаяся диспозиция вышеназванных осей предлагаемого устройства позволяет сделать его проходным, что дает возможность направить движение обрабатываемых заготовок коллинеарно движению общего потока и беспрепятственно включить предлагаемое устройство в технологическую цепь оборудования для сборки обуви.
Загрузочная камера, расположенная в начале устройства, предназначена для приема заготовок, которые поступают в нее с помощью обслуживающего ее первого робота. Вторая по расположению камера, называемая в дальнейшем рабочей камерой, предназначена для обработки заготовок плазмой. Ее загрузка и разгрузка осуществляются вторым роботом, установленным в рабочей камере. Третья по расположению камера, называемая разгрузочной, предназначена для помещения в нее обработанных заготовок с помощью второго робота и для переноса обработанных заготовок на последующие операции технического цикла, что осуществляется третьим роботом.
Для отделения камер друг от друга и внешней среды служат четыре шлюза. Входной шлюз располагается на границе загрузочной камеры и внешней среды в зоне предшествующих операций технологического цикла. Промежуточный шлюз отделяет загрузочную камеру от рабочей камеры, межкамерный находится между рабочей камерой и разгрузочной камерой. Последний шлюз отделяет разгрузочную камеру от внешней среды в зоне последующей операции технологического цикла сборки обуви. Все шлюзы оснащены пневмопрокладками, расположенными по периметрам межкамерных проемов. Пневмопрокладки наполняются воздухом, когда требуется герметизация камер, и из них (пневмопрокладок) выпускается воздух во внекамерное пространство, когда необходимо перемещение шлюзов.
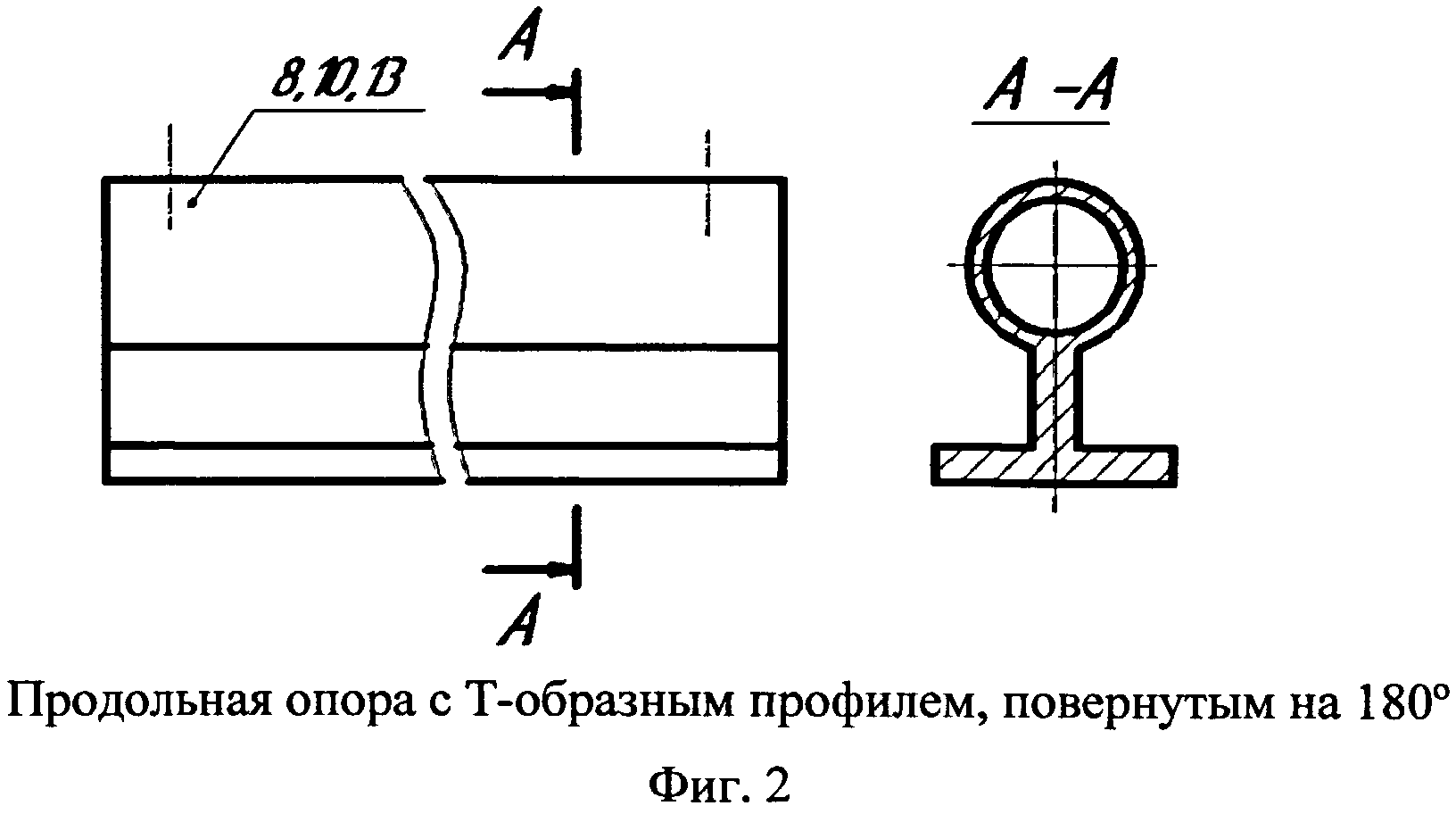
В камерах заготовки верха обуви находятся в подвешенном состоянии на продольных опорах в виде полых цилиндров, расположенных на высоте, обеспечивающей нахождение заготовок верха обуви в рабочей камере в зоне плазменного потока ионизированного газа. Продольные опоры неподвижно крепятся в верхней части камер. В продольных опорах в их нижней части на всю длину имеется фигурный профиль T-образного вида, повернутый на 180 градусов, в который вставляется верхний конец захвата заготовки, имеющий ответный профиль, а к нижнему концу захвата прикрепляется сама заготовка верха обуви. Функцией роботов является вставить захваты с заготовками в фигурный профиль левого конца продольной опоры, переместить заготовки и снять их с правого конца продольных опор согласно технологическому циклу. Продольные опоры имеются во всех трех камерах. Существенным отличием предлагаемого устройства является то, что устройство состоит из трех вакуумных камер, линейно скомпонованных, причем рабочая камера постоянно находится в режиме заданного разрежения. Все камеры обслуживаются роботами и отделены друг от друга и внешней среды четырьмя шлюзами, открывающимися и закрывающимися в автоматическом режиме.
Отличительной особенностью устройства является наличие в каждой камере продольных опор в виде полых цилиндров, жестко закрепленных на рычагах к потолку камер. Продольные опоры имеют фигурный профиль, обеспечивающий установку и передвижение заготовок вдоль камер. Захваты заготовок с одной стороны имеют зажимы для крепления заготовок, с другой ответный профиль фигурному профилю продольной опоры, благодаря чему захваты с заготовкой удерживается на продольной опоре и беспрепятственно перемещается вдоль нее.
Все камеры соединены трубопроводами, оснащенными регуляторами, связанными с вакуумным откачным постом.
Устройство отличается тем, что продольная ось линейной компоновки вакуумных камер перпендикулярна оси высокочастотных электродов, что обеспечивает проходной тип устройству.
Устройство отличается тем, что имеет три вакуумные камеры, причем рабочая вакуумная камера находится в постоянном требуемом разрежении, а загрузочная и разгрузочная камеры находятся при атмосферном давлении или заданном разрежении в зависимости от требований технологического цикла.
Устройство оснащено четырьмя шлюзами, обеспечивающими герметизацию загрузочной и разгрузочной камер, в зависимости от цикла работы устройства, а в рабочей камере шлюзы сохраняют постоянный требуемый режим разрежения.
Устройство оснащено тремя роботами, выполняющими операции загрузка-разгрузка всех камер согласно технологическому циклу. Устройство имеет в каждой камере жестко закрепленные к потолкам камер рычагами продольные опоры с фигурным профилем T-образного вида перевернутого на 180 градусов, что обеспечивает подвешивание заготовок и их продвижение вдоль камер.
1. Фиг.1 - Схема автоматизированной установки для обработки заготовок верха обуви высокочастотной плазмой пониженного давления.
2. Фиг.2 - Продольная опора с T-образным профилем, повернутым на 180 градусов.
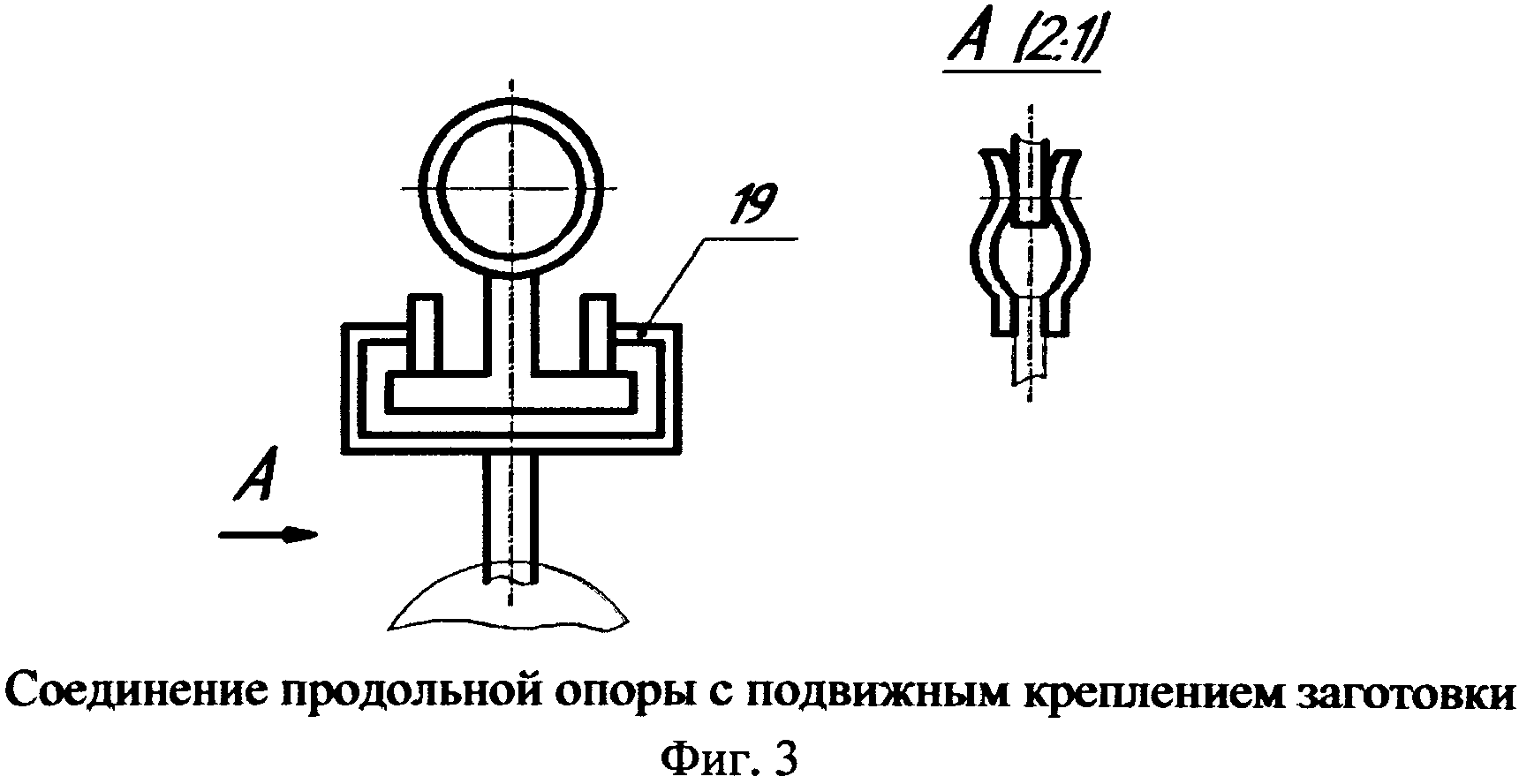
3. Фиг.3 - Соединение продольной опоры с подвижным креплением заготовки.
4. Фиг.4 - Циклограмма автоматизированного устройства.
Описание конструкции в статическом состоянии
Предлагаемое устройство состоит из линейно расположенных вакуумных камер - загрузочная камера 1 (фиг.1), рабочая камера 2, разгрузочная камера 3. Загрузочная камера 1 отделена от внешней среды в зоне предшествующих операций технологического цикла входным шлюзом 4, который обеспечивает герметизацию загрузочной камеры 1. Загрузочная камера 1 и рабочая камера 2 отделены друг от друга промежуточным шлюзом 5, герметизирующим их соединение. Рабочая камера 2 и разгрузочная камера 3 отделены друг от друга межкамерным шлюзом 6. Все шлюзы представляют собой гибко соединенные резиной пластины, что позволяет их перемещать в специальных пазах, имеющихся в камерах, и сообщать им движение приводными зубчатыми колесами, смонтированными в камерах. Все шлюзы для создания герметизации оснащены пневмопрокладками, расположенными по периметру межкамерных проемов. Пневмопрокладки заполняются воздухом, когда требуется герметизация камер, и освобождаются от него, когда шлюзы перемещаются. Перемещение заготовок в предлагаемом устройстве обеспечивается тремя роботами.
Первый робот 7, расположенный у загрузочной камеры 1, предназначен для установки заготовок с предшествующей операции технологического цикла на первую продольную опору 8, расположенную в загрузочной камере 1. Функция второго робота 9 - переместить заготовки из загрузочной камеры 1, где предварительно откачан воздух до требуемого уровня разрежения, в рабочую камеру 2 на вторую продольную опору 10 в зону плазменной обработки, а затем на третью продольную опору 11 разгрузочной камеры 3. Третий робот 12 предназначен для разгрузки обработанных заготовок из предлагаемого устройства на последующие операции технологического цикла. Разгрузка проводится при открытом последнем шлюзе 13. Все продольные опоры, расположенные в камерах, идентичны друг другу (фиг.1, 2). Для создания и поддержания рабочего режима обработки заготовок плазмой устройство оснащено двумя электродами 14, высокочастотным генератором 15, вакуумным откачным постом 16, системой подачи плазмообразующего газа 17, пневмокомпрессором 18. Все подвижные опоры посредством фигурного профиля соединены с подвижным креплением 19 (фиг.3) заготовок.
Устройство в динамическом состоянии
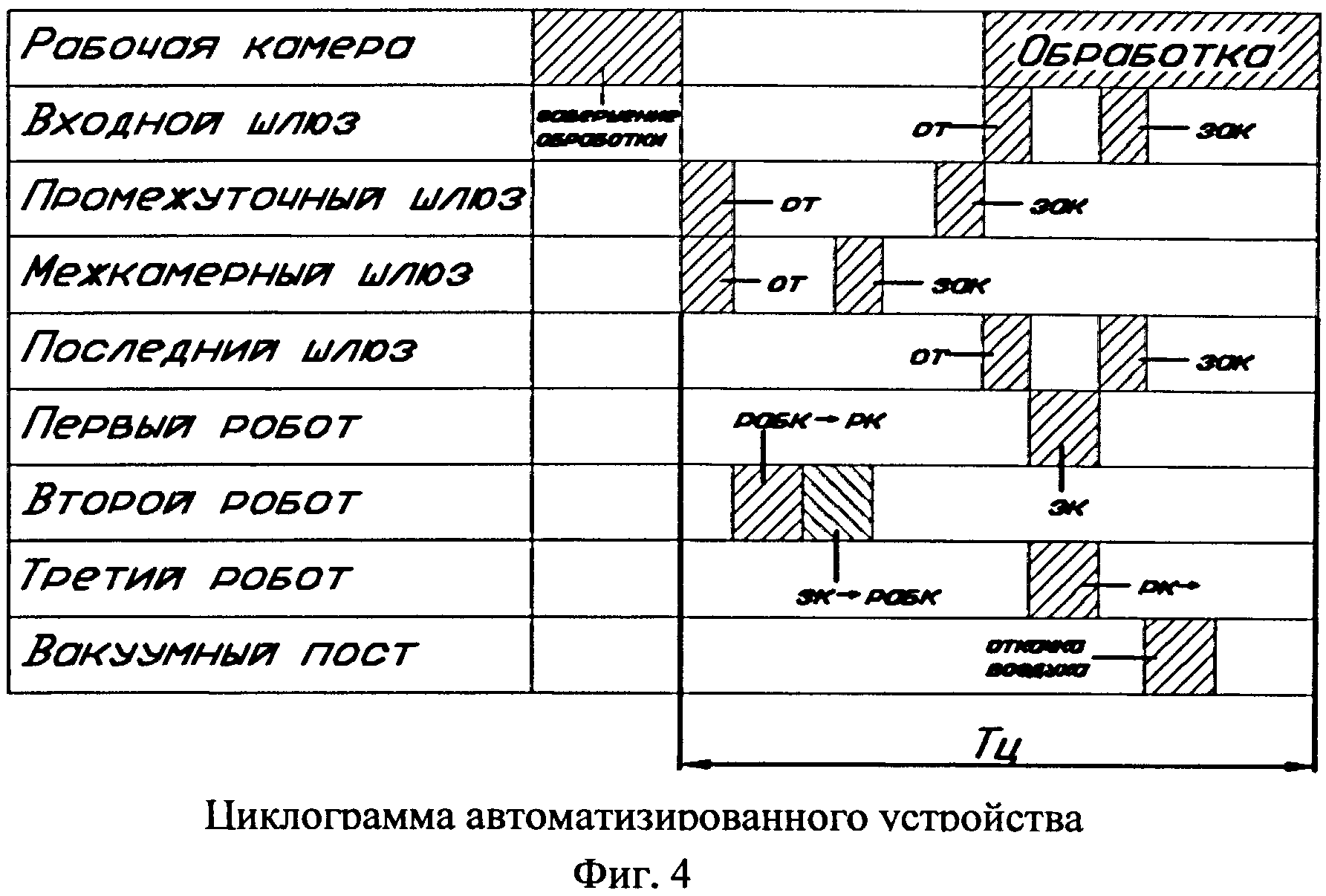
За исходное принимаем состояние предлагаемого устройства, когда в рабочей камере 2 происходит плазменная обработка заготовок, загрузочная камера 1 заполнена заготовками, а в разгрузочной камере 3 заготовок нет. Все камеры 1, 2 и 3 находятся в условиях вакуумного разрежения, и все пневмопрокладки наполнены воздухом, который прижимает внешние стенки пневмопрокладок к периметрам межкамерных проемов, что сохраняет герметизацию. По завершении плазменной обработки заготовок в рабочей камере 2 открывается межкамерный шлюз 6, соединяющий рабочую камеру 2 и разгрузочную камеру 3, причем предварительно выпускается во внекамерное пространство воздух из пневмопрокладки межкамерного шлюза 6. Второй робот 9 переносит обработанные заготовки в разгрузочную камеру 3, подвешивая их на продольной опоре этой камеры, освобождая рабочую камеру 2. Одновременно открывается промежуточный шлюз 5, соединяющий загрузочную камеру 1 с рабочей камерой 2. Затем второй робот 9 переносит заготовки из загрузочной камеры 1 в рабочую камеру 2 в пространство между электродами 9, создающими плазму, и одновременно закрывается межкамерный шлюз 6. Далее закрывается промежуточный шлюз 5 и рабочая камера становится изолированной от загрузочной камеры 1 и разгрузочной камеры 3, подается плазмообразующий газ из системы подачи плазменного газа 17, включается высокочастотный генератор 15 и начинается плазменная обработка заготовок. Параллельно плазменной обработке открываются входной шлюз 4 и последний шлюз 13, первый робот 7 переносит с предшествующей операции технологического цикла заготовки в загрузочную камеру 1, устанавливая их на первой продольной опоре 8, а третий робот 12 удаляет из разгрузочной камеры 3 обработанные заготовки на последующую операцию технологического цикла. Затем входной и межкамерный шлюзы 4 и 6 закрываются и посредством вакуумного откачного поста 16 начинается откачка воздуха из загрузочной и разгрузочных камер 1 и 3. Еще некоторое непродолжительное время продолжается плазменная обработка заготовок, после завершения которой цикл обработки повторяется. Время цикла Тц определяется с конца обработки предшествующей партии заготовок до конца обработки следующей партии заготовок (фиг.4).
Порядок работы автоматизированного устройства по циклограмме следующий (фиг.4). В строке Рабочая камера отмечена операция «Завершение обработки» заготовок плазмой. Затем открываются одновременно промежуточный и межкамерный шлюзы, отмеченные на циклограмме как «от». Далее второй робот перемещает обработанные заготовки из рабочей камеры в разгрузочную камеру, что отмечено как «РабК → РК». После этого одновременно закрывается межкамерный шлюз «Зак» и второй робот переносит заготовки из загрузочной камеры в рабочую камеру «ЗК → РабК». Затем закрывается промежуточный шлюз «Зак», рабочая камера оказывается замкнутой с обеих сторон и в ней начинается плазменная обработка заготовок.
Параллельно процессу обработки заготовок открываются одновременно входной и последний шлюзы «от», далее первый робот заполняет загрузочную камеру заготовками «ЗК», а третий робот освобождает разгрузочную камеру «РК→». Затем одновременно закрываются входной и последний шлюзы «Зак» и после этого включается вакуумный пост, который откачивает воздух из загрузочной и разгрузочной камер. После завершения плазменной обработки цикл повторяется.
При закрытии шлюзов соответствующие пневмопрокладки наполняются воздухом, что обеспечивает герметизацию, а при открытии шлюзов воздух из пневмопрокладок стравливается, что дает возможность беспрепятственно перемещать шлюзы.

Устройство противоскользящей обуви
Агрегат для автоматизированного выполнения подготовительно-раскройных операций
Способ автоматизированного подготовительно-раскройного производства обуви
Способ проведения обтяжно-затяжных процессов обуви
Автоматизированное устройство реверсивного типа для плазменной обработки заготовок верха обуви
Стелька с антифреттинговыми свойствами
Стелька с пониженным фреттинг износом
Подошва балетной обуви
Устройство для определения деформации и болевого порога сжатия боковой поверхности стопы
Устройство специального анатомического ложа для цифрового обмера голеностопа
Устройство противоскользящей обуви
Агрегат для автоматизированного выполнения подготовительно-раскройных операций
Способ автоматизированного подготовительно-раскройного производства обуви
Способ проведения обтяжно-затяжных процессов обуви
Автоматизированное устройство реверсивного типа для плазменной обработки заготовок верха обуви
Стелька с антифреттинговыми свойствами
Стелька с пониженным фреттинг износом
Подошва балетной обуви
Устройство для определения деформации и болевого порога сжатия боковой поверхности стопы
Устройство специального анатомического ложа для цифрового обмера голеностопа

