Результат интеллектуальной деятельности: ФУТЕРОВКА СТЕНКИ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно к футеровке металлургических печей, расположенной в зоне расплава, в зонах барботажа расплава газообразными средами, где наблюдаются наибольшие тепловые нагрузки на огнеупор и максимальная скорость эрозии футеровки, а также может быть использовано в других печах, где имеет место высокое тепловое воздействие на огнеупор в областях нахождения расплава или воздействия высокоскоростного потока отходящих газов на футеровку - в металлургии, химической промышленности и энергетике.
Известна футеровка в ванне плавильной печи (авторское свидетельство СССР №1681629), где для уменьшения теплового сопротивления футеровки в кладку на глубину 0,2-0,25 длины огнеупора вводят металлические пластины. Пластины контактируют с кожухом печи. Такой способ футеровки обеспечивает работу огнеупора при невысоком уровне теплового воздействия расплава на огнеупор и не может быть использован в печах с высокой скоростью движения расплава.
Также известно устройство для охлаждения стенки металлургической шахтной печи (патент РФ №2001114), согласно которому при контакте огнеупора, например жаростойкого бетона, с твердыми продуктами в бетон с внутренней стороны кожуха устанавливают охлаждаемые теплоносителем (водой) под давлением элементы с поперечными ребрами, собранными в один пакет. Это обеспечивает работу футеровки в зоне отходящих газов и не гарантирует работу охлаждения в области расплава. Особенно это относится к печам с взрывоопасными в отношении теплоносителя типами расплавов (штейн, шлако-штейновая эмульсия, металлы). Такое устройство не может быть использовано в печах с высокоинтенсивной скоростью нагрева огнеупора.
Большинство металлургических печей имеют наружный кожух, к которому примыкает огнеупорная футеровка. Пустоты между кожухом и футеровкой заполняются специальной засыпкой или материалами, обладающими высокой теплопроводностью. Для снижения температуры огнеупора в шлаковой ванне рудно-термической печи в футеровку устанавливают водоохлаждаемые под давлением элементы (кессоны) (Я.Л. Серебренный. «Электроплавка медно-никелевых руд и концентратов», М.: Металлургия, 1974, стр.82). Элементы в шлаковом поясе печи устанавливают через ряд огнеупорного кирпича на глубину 230-460 мм. При разрушении элемента контакт теплоносителя (воды под давлением), как правило, не приводит к взрывам, но намокание кладки, ее вымывание приводят к авариям печей.
Для исключения протечек теплоносителя из охлаждаемого элемента в футеровку, контур охлаждения элемента устанавливают снаружи печи (патент США №3849587). Данная конструкция позволяет снизить аварийность работы печи, но полностью не исключает вероятность аварии при наличии протечек расплава из металлургической печи.
Наиболее близким техническим решением, принятым в качестве ближайшего аналога (прототипа), является патент РФ №2134393. Основной недостаток указанного патента состоит в том, что вводимый в огнеупорную футеровку высокотеплопроводный материал не достигает огневой поверхности, а воздействие нестационарного теплового потока приводит к перегреву огневого наружного слоя. Вследствие этого возникают термические напряжения и скол защитного огнеупора. Кроме того, локальное введение в огнеупорную футеровку высокотеплопроводного материала приводит к неравномерности температурного поля огнеупорной футеровки, что также обусловливает возникновение термических напряжений и разрушение (скол) защитного огнеупорного слоя. Обеспечить теплоотвод от высокотеплопроводного материала может охлаждение, но введение внутрь печи водяного охлаждения под давлением всегда может создать опасность аварии. В прототипе создают на печи внешний охлаждаемый контур, что значительно усложняет конструкцию печи и повышает затраты на ее создание, но не исключает прогар кожуха охлаждения вследствие протечек агрессивного в отношении теплоносителя расплава и возможность аварии. Использование патента РФ №2134393 для охлаждения футеровки свода печи подтверждает, что возможность протечки расплава исключить нельзя, и данный патент пригоден для охлаждения футеровки, где исключено проникновение расплава в зону печи. Локальное охлаждение футеровки за счет введения в нее охлаждаемых с внешней стороны медных стержней обусловливает возникновение градиента температуры от конца стержня к огневой поверхности огнеупора до 17°C/мм, что приводит к возникновению термических напряжений в огнеупоре и его сколу в моменты нестационарного теплового воздействия. Таким образом, указанный патент не обеспечивает взрывобезопасность охлаждения, не исключает возможность возникновения термических напряжений в огнеупоре и его скола, а образующаяся на поверхности огнеупора настыль (гарнисаж) оказывает вредное воздействие на режим охлаждения вследствие падения коэффициента теплоотдачи. На суммарное тепловое сопротивление стенки оказывает влияние не только толщина и теплопроводность слоя, но и внешнее термическое сопротивление слоя, определяемое условиями внешнего теплообмена - критерий Био (Bi), и, в частности, коэффициентом теплоотдачи от расплава к стенке α1. Для условий, когда α1>250 ккал/м2°C, внешний теплообмен становится доминирующим, и работа стенки в этих условиях определяется критерием Bi, а регулирование температуры стенки невозможно без периодического возникновения слоя гарнисажа.
Задачей предлагаемого технического решения является создание футеровки стенки металлургической печи, работающей в зоне контакта с расплавом или с высокоскоростным газовым потоком, увеличивающей срок стойкости стенки печи.
Технический результат предлагаемого изобретения заключается в том, что футеровка стенки металлургической печи, включающая огнеупорную футеровку, теплопроводную засыпку, содержащую элементы из теплопроводного материала, примыкающую к охлаждаемому элементу, при этом огнеупорная футеровка контактирует с расплавом или газовой атмосферой печи, а внутренняя сторона стенки футеровки содержит элементы из высокотеплопроводного материала, согласно изобретению футеровку ниже и выше оси фурм по всей толщине и высоте выполняют послойно материалами с различной теплопроводностью при отношении внутреннего термического сопротивления к внешнему для слоя теплопроводного материала Bi=(1,67-16,81)10-3, а огнеупора Bi=1,67-7,5.
Охлаждаемый элемент установлен в фурменной зоне внутри металлургической печи.
В качестве теплопроводного материала используют сплав на основе меди, никеля, железа.
При этом сплав выбран таким образом, что температура его плавления не ниже температуры плавления меди.
Настоящее изобретение предусматривает огнеупорную футеровку металлургической печи, которая способна эксплуатироваться в фурменной зоне внутри печи, где имеет место барботаж расплава дутьем, или в области интенсивного движения отходящих газов.
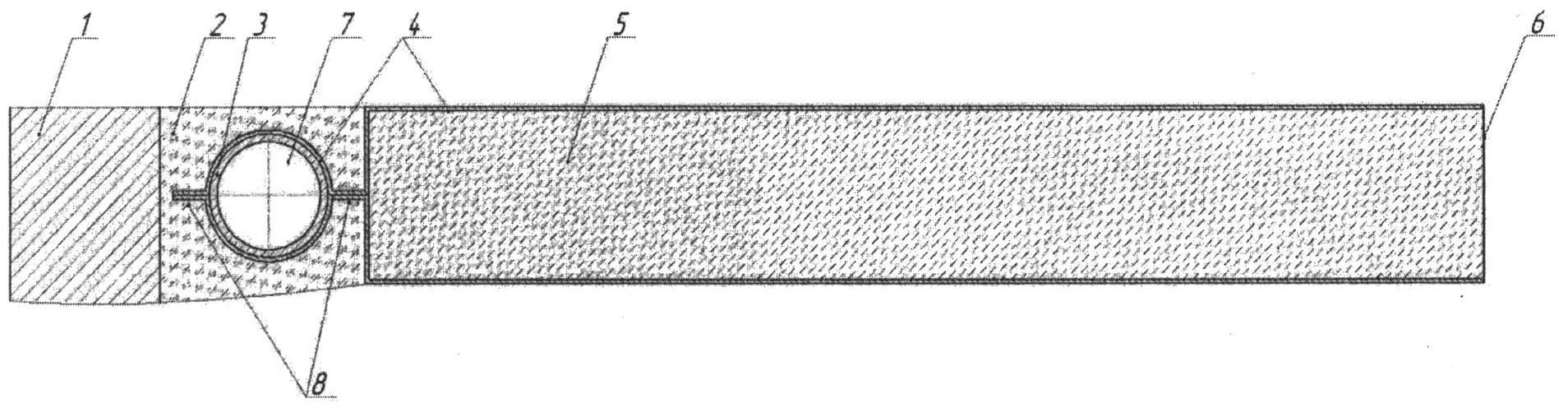
Огневая поверхность огнеупора и теплопроводных ребер 6 (Фигура) подвергается воздействию высокой температуры расплава или газовой фазы печи. Внутри металлургической печи в зоне максимального теплового воздействия непосредственно у кожуха печи 1 устанавливается охлаждаемый элемент 3. Пустоты между кожухом, охлаждаемым элементом, огнеупором заполняются теплопроводным материалом 2. В печи количество установленных охлаждаемых элементов может быть разнообразно. Охлаждаемые элементы выполнены из высокотеплопроводного материала - сплава, причем сплав выбран таким образом, что температура его плавления не ниже температуры плавления меди. Количество охлаждаемых элементов определяется конструктивными особенностями, условиями эксплуатации огнеупорной футеровки металлургической печи - размерами зоны максимального разгара огнеупора, т.е. где имеет место высокоинтенсивный тепломассообмен. Элементы охлаждаются от системы охлаждения, которая обеспечивает условия взрывобезопасности при контакте теплоносителя с взрывоопасным в отношении воды расплавом или газовой атмосферой печи 7 (при разрушении стенки элемента исключается попадание воды во взрывоопасный расплав). Наружная поверхность охлаждаемого элемента 3 (Фигура) имеет тесный контакт с высокотеплопроводным материалом 4 с помощью зажимов 8. Наружная поверхность огнеупора 5 находится в контакте с теплопроводным материалом 4, что обеспечивает отвод тепла от огнеупора 5 из зоны максимальных температур к охлаждаемому элементу 3, тем самым обеспечивает снижение температуры огневой поверхности ниже температуры плавления гарнисажа, что приводит к образованию на огневой поверхности 6 огнеупора и материала гарнисажа. Образовавшийся гарнисаж обеспечивает защиту огнеупора и материала от износа. При незапланированном увеличении внешних условий теплообмена возможен режим, когда весь слой гарнисажа расплавится и будет иметь место уменьшение толщины защитного слоя футеровки, но скорость этого уменьшения намного ниже скорости разгара огнеупора без охлаждения, что увеличивает срок эксплуатации металлургической печи.
Выбор толщины слоев футеровки определяется из условий критерия Bi
 , где:
, где:
δ - толщина слоя;
λ - теплопроводность слоя;
α1 - коэффициент теплоотдачи от расплава.
Отношение внутреннего  к внешнему тепловому сопротивлению 1/λ1 для слоя теплопроводного материала определяется толщиной материала, его теплопроводностью и условиями внешнего теплообмена α1. Максимальная величина Bi слоя материала отвечает максимальной толщине теплопроводного слоя 5,0 мм, а минимальная 2,0 мм. Слой теплопроводного материала толщиной 5,0 мм предназначен для установки его в зоне барботажа расплава газом, а толщиной 2,0 мм - в газовом, шлаковом и шлако-штейновом пространстве печи. Минимальная величина Bi огнеупорного материала отвечает минимальной толщине огнеупора с его максимальной теплопроводностью λ=6,98 Вт/м°C, а максимальная величина Bi - огнеупору с теплопроводностью 3,95 Вт/м°C.
к внешнему тепловому сопротивлению 1/λ1 для слоя теплопроводного материала определяется толщиной материала, его теплопроводностью и условиями внешнего теплообмена α1. Максимальная величина Bi слоя материала отвечает максимальной толщине теплопроводного слоя 5,0 мм, а минимальная 2,0 мм. Слой теплопроводного материала толщиной 5,0 мм предназначен для установки его в зоне барботажа расплава газом, а толщиной 2,0 мм - в газовом, шлаковом и шлако-штейновом пространстве печи. Минимальная величина Bi огнеупорного материала отвечает минимальной толщине огнеупора с его максимальной теплопроводностью λ=6,98 Вт/м°C, а максимальная величина Bi - огнеупору с теплопроводностью 3,95 Вт/м°C.
Перед установкой футеровки в металлургическую печь огнеупорный кирпич предварительно обжимается теплопроводным материалом. Проверяется крепление теплопроводного материала к охлаждаемому элементу. Внутрь металлургической печи сначала устанавливают охлаждаемые элементы. Элементы проходят внутри печи за ее кожухом (Фигура). Футеровку стенки начинают с установки слоя теплопроводного материала 4, а затем огнеупорного кирпича 5, а затем опять слой теплопроводного материала 4. После этого происходит крепление слоя материала 4 (Фигура) на охлаждаемом элементе 3. После этого операции футеровки повторяются. Зазоры между кожухом, элементом и огнеупором заполняются теплопроводной засыпкой, пастой или мастикой. Заполнение зазоров проверяется щупом. Охлаждаемые элементы после монтажа футеровки подключаются к взрывобезопасной системе охлаждения.
Проверка футеровки осуществлялась на плавильной печи типа «Норанда» и горизонтальном конвертере для переработки медных штейнов. В печи футеровка (Фигура) устанавливалась в фурменной зоне, где имеет место барботаж расплава обогащенным по кислороду дутьем. Охлаждаемые элементы размещались внутри печи ниже, выше оси фурм и в газовом пространстве печи в зоне движения высокоскоростного, высокотемпературного потока газа. После выбивки огнеупорной кладки через боковую поверхность печи, внутри ее у кожуха устанавливались 12 охлаждаемых элементов. Оребрение 4 (Фигура) предварительно обжималось на огнеупоре 5 и охлаждаемом элементе 3. После установки охлаждаемых элементов начиналась футеровка, как показано на Фигуре. Зазоры между кожухом, охлаждаемым элементом и оребрением заливались теплопроводной мастикой. Заполнение зазоров проверялось щупом. После монтажа стенки, охлаждаемые элементы подключались к взрывобезопасной системе водяного охлаждения под разрежением. Срок эксплуатации стенки увеличился в два раза, несмотря на использование обогащенного по кислороду дутья, что отсутствовало ранее. В горизонтальном конвертере для переработки медных штейнов в фурменной зоне устанавливалось 6 охлаждаемых элементов (2 - ниже и 4 - выше оси фурм). Футеровка стенки горизонтального конвертера аналогична футеровке стенки плавильной печи типа «Норанда». Толщина огнеупорного кирпича перед охлаждаемыми элементами в печи типа «Норанда» и горизонтальном конвертере составила 520 мм. После окончания футеровки охлаждаемые элементы подключались к взрывобезопасной системе.
Надписи к Фигуре: 1 - кожух печи; 2 - теплопроводный материал; 3 - стенка охлаждаемого элемента; 4 - слой теплопроводного материала; 5 - огнеупор; 6 - огневая поверхность; 7 - сечение элемента для прохода теплоносителя; 8 - крепление.
Способ охлаждения узлов металлургических печей и устройство для его осуществления
Способ конвертирования полиметаллического штейна и фурма для комбинированной продувки расплава
Способ переработки сульфидных медно-свинцово-цинковых материалов
Аспирационное укрытие напыльника конвертера
Фурма для донной и боковой продувки
Способ охлаждения узлов металлургических печей и устройство для его осуществления
Способ переработки сульфидных медно-свинцово-цинковых материалов
Аспирационное укрытие напыльника конвертера
Шихта для вельцевания цинксодержащих материалов
Способ получения цинкового порошка из цинксодержащих отходов
Фурма для донной и боковой продувки
Способ изготовления платинотитановых анодов
Способ обезвреживания и утилизации сульфидных мышьяксодержащих отходов
Способ получения гидросульфида кальция

