Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБ И НЕМЕТАЛЛИЧЕСКАЯ ТРУБА
Вид РИД
Изобретение
Область применения
Изобретение относится неметаллическим трубам и к способам и устройствам непрерывного их изготовления за счет намотки стекловолокнистого материала, пропитанного связующим, на вращающуюся самоподающую оправку с последующим отверждением связующего.
Известный уровень техники
Изготовление неметаллических (стеклопластиковых) труб (см., например, патенты №№ SU885680, RU 2167357 и RU 2221183) может быть изготовлено непрерывным способом - путем намотки стекловолокнистого материала, пропитанного связующим, на вращающуюся самоподающую оправку (см. патенты №№ SU914299, RU 2323827 и RU 2425753).
В общем виде способ непрерывного изготовления неметаллических труб осуществляется путем намотки стекловолокнистого материала, пропитанного связующим (см. патенты №№ SU 234650, SU 766663, SU 1198482 и RU 47287 U), на вращающуюся самоподающую оправку (см. патенты №№ SU 378327, RU 2334617) с последующим отверждением сформированной оболочки упомянутой трубы в полимеризационной камере. В результате чего получают непрерывную неметаллическую трубу, которая с помощью отрезного блока (см. патенты №№ SU 1426790, SU 234650) режется для получения неметаллической трубы заданной длины.
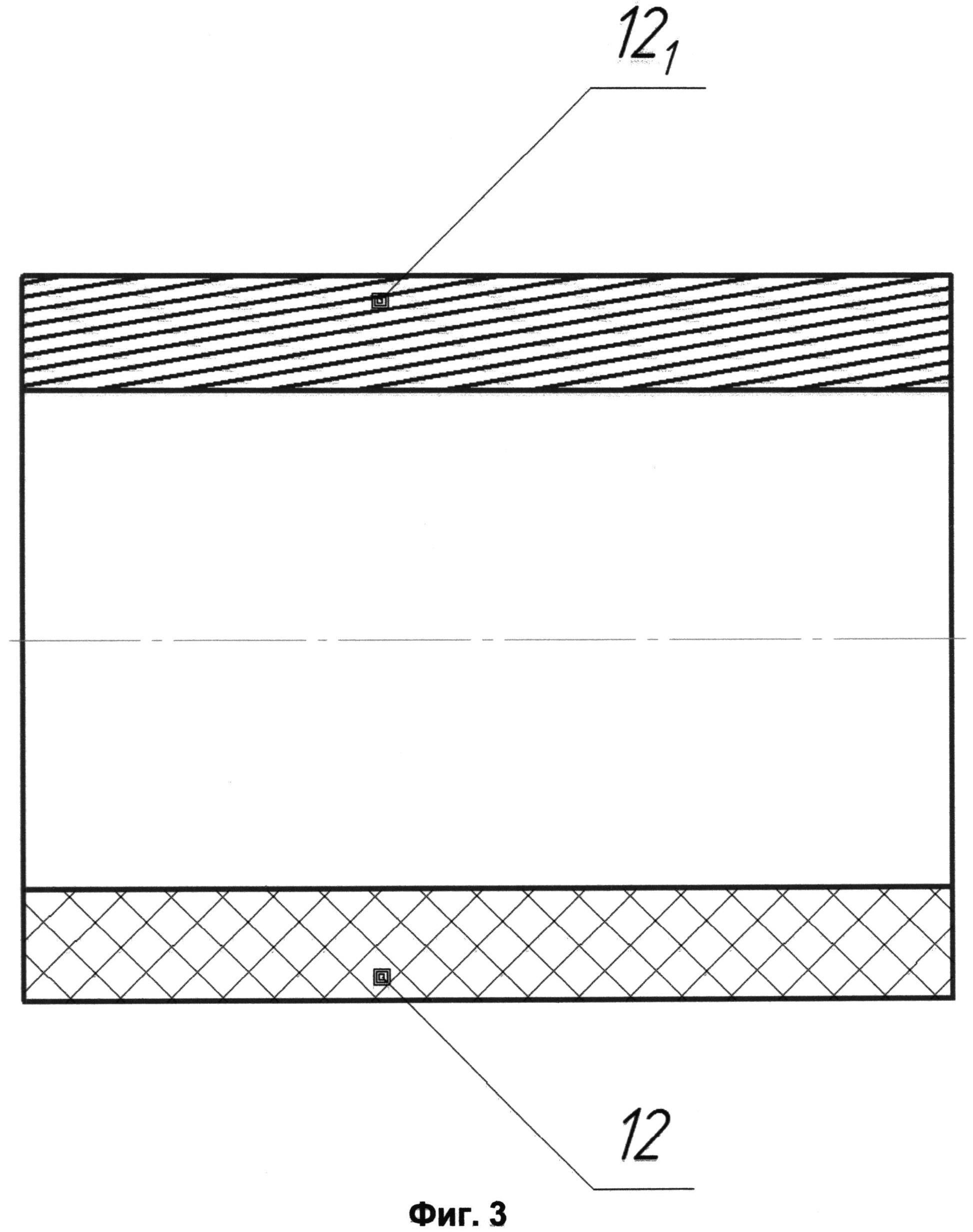
Оболочка неметаллической трубы, полученная указанным непрерывным способом, имеет слои с косослойной продольно-поперечной структурой (см. фиг. 3).
Для реализации указанных способов используются установки непрерывного изготовления неметаллических труб (см., например, патенты №№ SU 234650, SU 378327, SU 729076, SU 729077, SU 994276, SU 1229064, SU 1388310, SU 1502389, RU 2055734, RU 2209731 и RU 2236350).
В общем виде устройство непрерывного изготовления неметаллических труб содержит вращающуюся самоподающую оправку, средства намотки на упомянутую оправку защитной пленки, средства укладки стекловолокнистого материала, пропитанного связующим, на оправку для формирования оболочки непрерывной трубы, полимеризационные камеры, в которых происходит отверждение связующего упомянутой оболочки трубы с последующим получением сформированной непрерывной трубы, отрезного блока сформированной непрерывной трубы.
Практика эксплуатации полученных с помощью указанного способа неметаллических труб показывает, что трубы обладают высокой прочностью порядка от 120 МПа и до 250 МПа, но не обладают достаточно высокой герметичностью, так как вне зависимости от структуры слоев оболочки неметаллической трубы:
1) в материале стенки оболочки трубы неизбежно найдутся монослои, растягивающиеся поперек волокон, что приводит к «увеличению» деформации связующего по сравнению с деформацией материала оболочки трубы, т.е. материал растягивается за счет более податливого по сравнению с волокнами связующего. Это приводит к появлению микротрещин (а следовательно, потере герметичности) задолго до исчерпания несущей способности материала оболочки трубы;
2) любой высоконаполненный армирующими волокнами несущий стеклопластик имеет пористость, т.к. в процессе формования оболочки неметаллической трубы практически невозможно удалить из стекловолокнистого материала (стекложгута) воздух, заменив его связующим. Это обстоятельство тоже снижает предел герметичности неметаллических труб армированных непрерывными волокнами. Учитывая вышесказанное, при изготовлении таких труб для работы на внутреннее давление (например, для транспортировки жидкости) приходится изготовлять оболочки с большой толщиной стенки, не допуская больших эксплуатационных напряжений (и, как следствие, деформаций).
Поэтому согласно известному уровню техники герметичность неметаллической трубы обеспечивается за счет различного формирования слоев неметаллической трубы, что приводит к увеличению веса неметаллической трубы, энергозатрат на изготовление неметаллической трубы и затрат по ее перевозке.
При этом следует отдельно отметить, что для увеличения герметичности трубы используются различные способы формирования слоев оболочки.
Суть изобретения
Задачей предложенного изобретения являются увеличение герметичности неметаллических труб и разработка способа и устройства их получения.
Также задачей предложенного изобретения является повышение качества изготовления неметаллических труб, оболочка которых содержит слои косослойно продольно-поперечной структуры, полученные способом непрерывного изготовления неметаллических труб методом намотки на вращающуюся самоподающую оправку.
Другие задачи и преимущества предложенного изобретения будут рассмотрены ниже по мере изложения настоящего описания и чертежей.
Так, в известном способе непрерывного изготовления неметаллических труб путем намотки стекловолокнистого материала, пропитанного связующим, на вращающуюся самоподающую оправку с последующим отверждением связующего сформированной оболочки упомянутой трубы согласно предложенному изобретению перед формированием оболочки трубы на упомянутой оправке производят формирование внутреннего герметизирующего слоя оболочки трубы путем подачи на оправку связующего с последующей намоткой на оправку смолоемкой ленты.
Формирование внутреннего герметизирующего слоя оболочки трубы на основе смолоемкой ленты обеспечивает существенное увеличение герметичности получаемых неметаллических труб со слоями косослойной продольно-поперечной структуры. Внутренний смолонаполненный герметизирующий слой может претерпевать существенно большие деформации, что и обеспечивает увеличение герметизирующих свойств полученной неметаллической трубы согласно предложенному изобретению.
Также согласно предложенному изобретению в качестве материала смолоемкой ленты используют, например, стекловолокнистый материал с хорошими впитывающими смолистые вещества свойствами, например стекловуаль.
Использование смолоемкой ленты обеспечивает хорошую впитываемость связующего, расположенного на оправке, что и не позволяет вытечь связующему в процессе намотки смолоемкой ленты на оправку, что и обеспечивает эффективное формирование внутреннего герметизирующего слоя.
Также согласно предложенному изобретению, в котором смолоемкая лента укладывается на оправку, покрытую связующим, с по меньшей мере двойным перекрытием, что обеспечивает увеличение толщины внутреннего герметизирующего слоя, а все вышеперечисленное позволяет существенно уменьшить толщину силового (несущего) слоя стенки оболочки трубы, что приводит к снижению веса трубы и, соответственно, затрат на ее изготовление, порезку и транспортировку.
Также известно устройство непрерывного изготовления неметаллических труб, содержащее оправку с возможностью вращения, средства намотки на упомянутую оправку защитной пленки, средства укладки стекловолокнистого материала, пропитанного связующим, на оправку для формирования оболочки непрерывной трубы, полимеризационные камеры для отверждения связующего упомянутой оболочки трубы и получения сформированной непрерывной трубы, отрезного блока сформированной непрерывной трубы, согласно заявляемому изобретению устройство дополнительно содержит узел подачи связующего на оправку, покрытую защитной пленкой, и с возможностью вращения вокруг оправки посредством привода планшайбы с катушками смолоемкой ленты для намотки на покрытую связующим оправку.
Использование предложенной установки обеспечивает формирование оболочки неметаллической трубы с внутренним герметизирующим слоем на основе смолоемкой ленты, который более податлив по сравнению с остальной оболочкой трубы, которая содержит слои косослойно продольно-поперечной структуры.
Также согласно предложенному изобретению, в котором устройство дополнительно содержит систему формирования внутреннего герметизирующего слоя, которая состоит из блока управления, который на входе соединен с датчиком вращения оправки, а на выходе блок управления соединен с приводом планшайбы.
Использование системы управления работой средства формирования внутреннего герметизирующего слоя также позволяет контролировать соотношение витков внутреннего герметизирующего слоя и остальной оболочки трубы, которая содержит слои косослойно продольно-поперечной структуры.
Также согласно предложенному изобретению узел подачи связующего на оправку содержит регулятор расхода связующего.
Также согласно предложенному изобретению блок управления дополнительно на выходе соединен с регулятором расхода связующего, что позволяет поддерживать оптимальный расход связующего при формировании внутреннего герметизирующего слоя.
Также известна неметаллическая труба, оболочка которой содержит по меньшей мере один слой косослойно продольно-поперечной структуры, полученный упомянутым способом непрерывного изготовления неметаллических труб, согласно предложенному изобретению оболочка упомянутой неметаллической трубы содержит внутренний герметизирующий слой на основе пропитанной смолоемкой ленты.
Использование внутреннего смолонаполненного герметизирующего слоя на основе пропитанной смолоемкой ленты позволит существенно увеличить герметичность трубы за счет его высокой устойчивости к деформациям, возникающим в процессе эксплуатации неметаллической трубы. Увеличение герметизирующих свойств трубы позволит уменьшить толщину стенки оболочки с сохранением заданного предела герметичности, что позволит уменьшить материалоемкость изготовления трубы и затраты на ее резку и перевозку, что является преимуществом изобретения.
Также согласно предложенному изобретению в качестве смолоемкой ленты используют, например, стекловолокнистый материал с хорошими впитывающими смолистые вещества свойствами, например стекловуаль. Использование стекловолокнистого материала с хорошими впитывающими смолистые вещества свойствами позволит эффективно сформировать внутренний герметизирующий слой трубы.
Также согласно предложенному изобретению смолоемкая лента уложена с по меньшей мере двойным перекрытием, что обеспечивает увеличение толщины внутреннего герметизирующего слоя и существенное уменьшение толщины силового (несущего) слоя стенки оболочки трубы, что приводит к снижению веса трубы и, соответственно, затрат на ее изготовление и перевозку.
Фигуры
При рассмотрении вариантов осуществления настоящего изобретения используется узкая терминология. Однако настоящее изобретение не ограничивается принятыми терминами и следует иметь в виду, что каждый такой термин охватывает все эквивалентные элементы, которые работают аналогичным образом и используются для решения тех же задач.
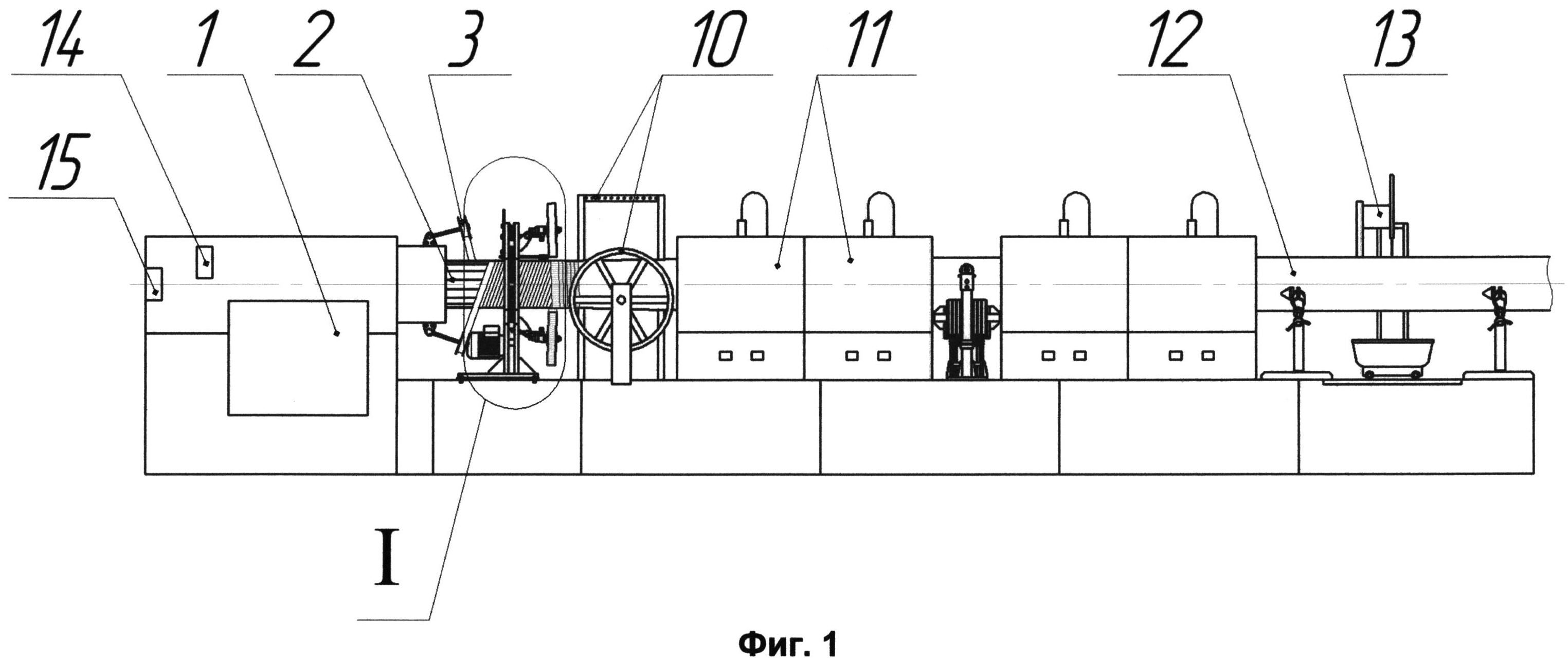
Фиг.1 - изображено устройство непрерывного изготовления неметаллических труб.
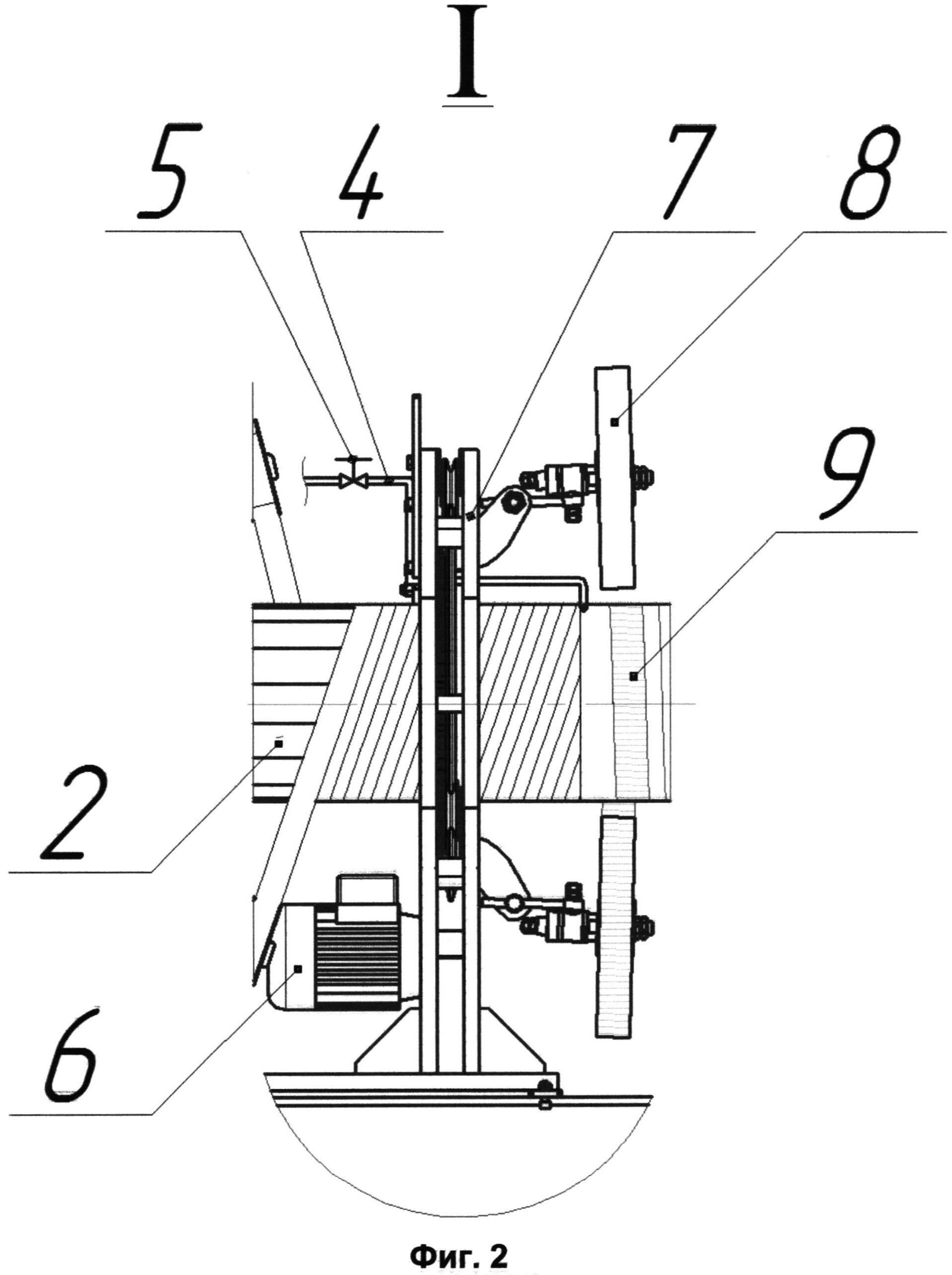
Фиг. 2 - фрагмент I фиг. 1.
Фиг. 3 - сечение оболочки непрерывной трубы согласно известному уровню техники.
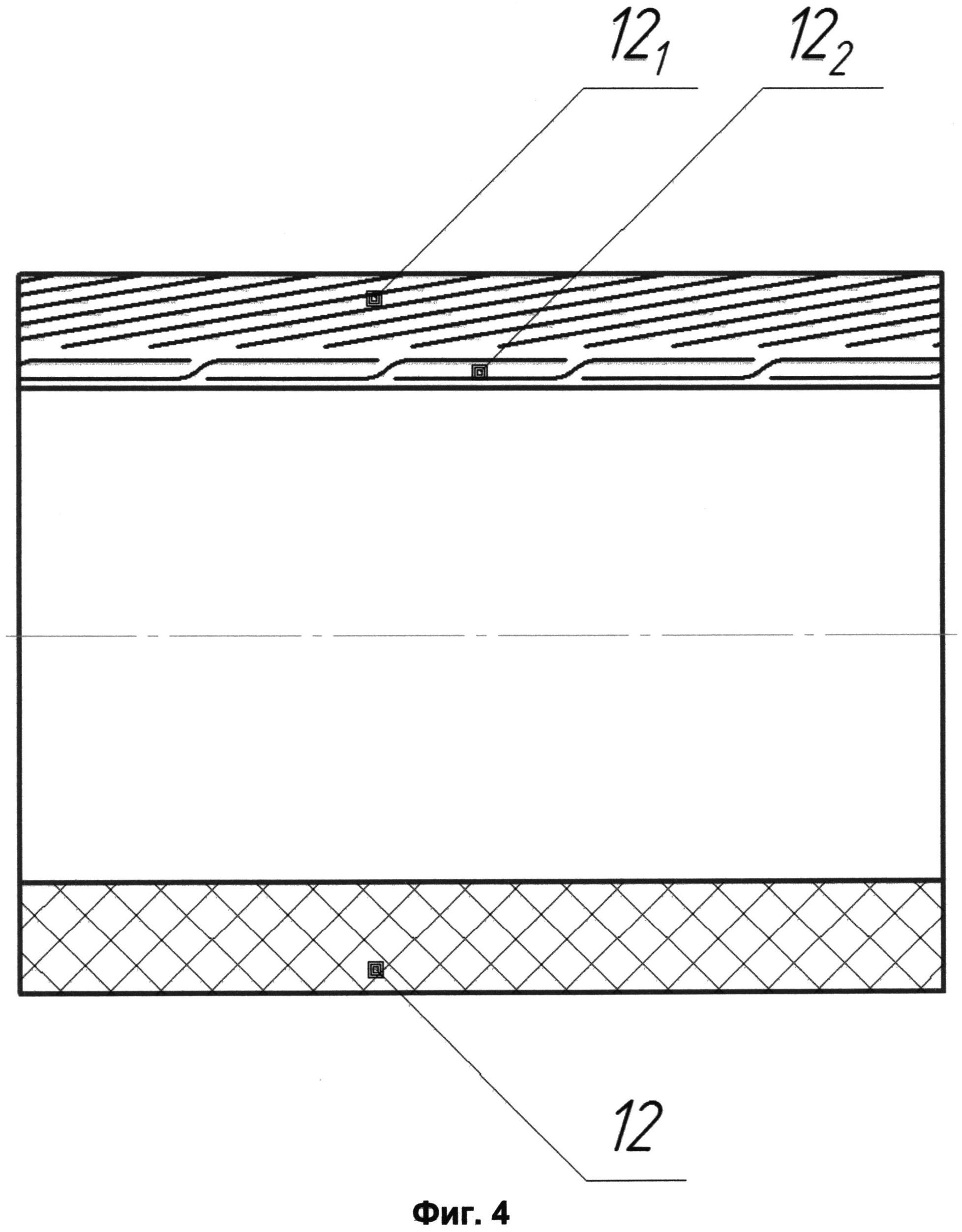
Фиг. 4 - сечение оболочки непрерывной трубы согласно предложенному изобретению.
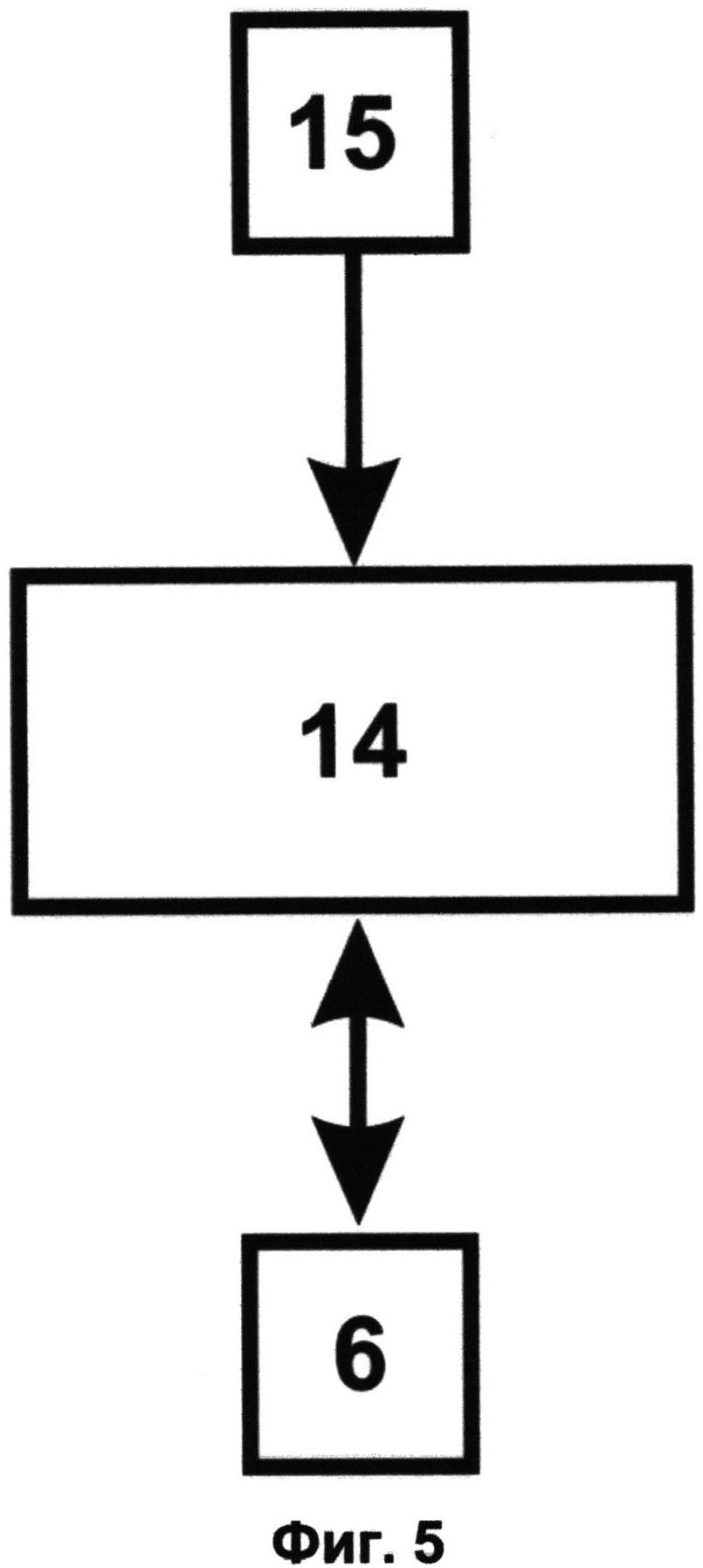
Фиг. 5 - первый вариант реализации схемы управления формированием внутреннего герметизирующего слоя.
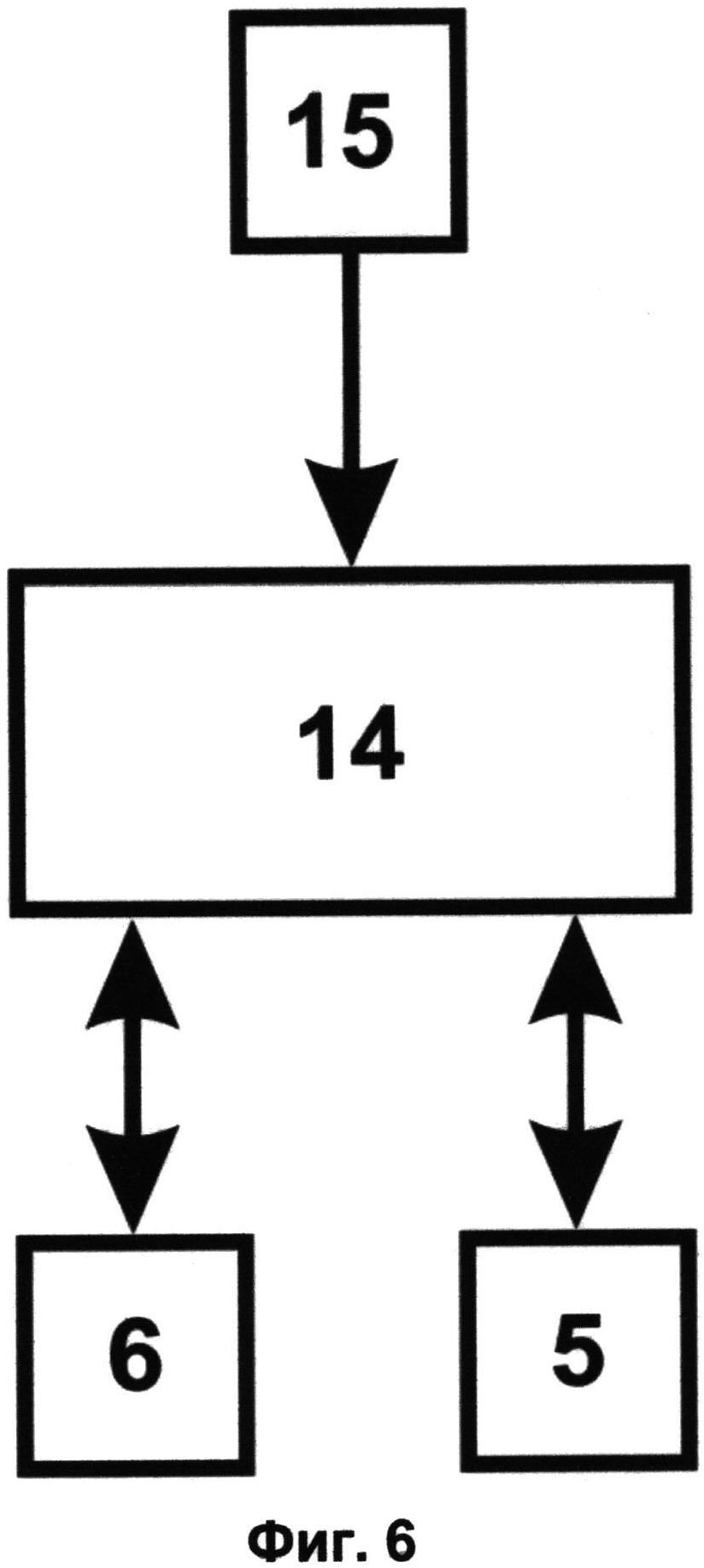
Фиг. 6 - второй вариант реализации схемы управления формированием внутреннего герметизирующего слоя.
Пример реализации
На фигурах 1 и 2 изображено: главный привод 1, вращающаяся самоподающая оправка 2, средства намотки 3 на оправку 2 защитной пленки, узел подачи 4 связующего на оправку 2, регулятор 5 расхода связующего, привод 6 планшайбы 7 с катушками 8 смолоемкой ленты 9. Средства укладки 10 стекловолокнистого пропитанного связующим материала на оправку 2, полимеризационные камеры 11, неметаллическая труба 12, отрезной блок 13, блок управления 14, датчик 15 вращения оправки 2.
На фиг. 3 изображено сечение оболочки непрерывной трубы 12 согласно известному уровню техники, оболочка которой состоит из слоя 121 косослойно продольно-поперечной структуры.
На фиг. 4 изображено сечение оболочки непрерывной трубы 12 согласно предложенному изобретению, оболочка которой имеет слой 121 косослойно продольно-поперечной структуры и внутренний герметизирующий слой 122 на основе пропитанной смолоемкой ленты.
На фиг. 5 изображен первый вариант реализации схемы управления формирования внутреннего герметизирующего слоя, согласно которой блок управления 14 на входе соединен с датчиком 15 вращения оправки 2, а на выходе блок управления 14 соединен с приводом 6 планшайбы 7.
На фиг. 6 изображен второй вариант реализации схемы управления формирования внутреннего герметизирующего слоя, согласно которой блок управления 14 на входе соединен с датчиком 15 вращения оправки 2, а на выходе блок управления 14 соединен с приводом 6 планшайбы 7 и с регулятором 5 расхода связующего.
Работа изобретения
Через главный привод 1 приходит в работу вращающаяся самоподающая оправка 2. С помощью средств намотки 3 на оправку 2 происходит намотка защитной пленки, которая препятствует загрязнению оправки 2 связующим (см. фиг. 2). На оправку 2 в защитной пленке подают связующее через узел подачи 4, при этом регулирование расхода связующего осуществляется с помощью регулятора 5. Затем на слой связующего на оправке 2 с помощью планшайбы 7 с катушками 8 производят намотку смолоемкой ленты 9, которая взаимодействуя со связующим впитывает его и тем самым не позволяет его вытекания в процессе намотки смолоемкой ленты 9. В результате намотки смолоемкой ленты 9 образуется внутренний герметизирующий слой 122 оболочки трубы 12.
После формирования внутреннего герметизирующего слоя 122 производят последующее формирование слоев 121 оболочки трубы 12 путем последующей намотки на оправку 2 стекловолокнистого материала, пропитанного связующим, с помощью средств укладки 10, и затем сформированная оболочка трубы 12 подается в полимеризационные камеры 11, в которых происходит отверждение связующего в результате чего образуется непрерывная неметаллическая труба 12, оболочка которой имеет слой 121 косослойно продольно-поперечной структуры и внутренний герметизирующий слой 122 (см. фиг. 4) на основе пропитанной смолоемкой ленты 9.
Затем сформированная непрерывная неметаллическая труба 12 отрезным блоком 13 разрезается на трубы заданной длины.
Следует отдельно отметить, что в процессе работы предложенного изобретения система управления формирования внутреннего герметизирующего слоя 122 состоит из блока управления 14, который на входе соединен с датчиком 15 вращения оправки 2. На основании данных о вращении оправки 2 блок управления 14 определяет расход связующего для формирования внутреннего герметизирующего слоя 122 и вырабатывает команду управления на регулятор 5, который устанавливает требуемый расход связующего, которое подается на оправку 2.
Также на основании данных о вращении оправки 2 блок управления 14 определяет скорость вращения планшайбы 7 для обеспечения необходимой намотки смолоемкой ленты 9 на оправку 2 при формировании внутреннего герметизирующего слоя 122. После чего блок управления 14 производит выработку команды управления на привод 6 планшайбы 7.
Технический результат
Техническим результатом предложенного изобретения является увеличение герметичности неметаллических труб, оболочка которых содержит по меньшей мере один слой косослойно продольно-поперечной структуры, полученный способом непрерывного изготовления неметаллических труб, за счет намотки стекловолокнистого материала, пропитанного связующим, на вращающуюся самоподающую оправку с последующим отверждением связующего.
Устройство для пропитки длинномерного стекловолокнистого материала
Устройство непрерывного изготовления неметаллических труб
Оправка устройства непрерывного изготовления неметаллических труб
Способ формирования внешней резьбы на конце стеклопластиковой трубы и устройство для его реализации
Устройство для пропитки длинномерного стекловолокнистого материала
Устройство непрерывного изготовления неметаллических труб
Оправка устройства непрерывного изготовления неметаллических труб
Способ формирования внешней резьбы на конце стеклопластиковой трубы и устройство для его реализации

